Спосіб напівсухого формування керамічних виробів
Номер патенту: 24122
Опубліковано: 31.08.1998
Автори: Ганза Ніколай Алєксєєвіч, Шишкін Віктор Миколайович, Лісовський Валерій Анатолійович, Мацелевич Павло Михайлович, Письменний Григорій Григорович, Седлер Іван Кирилович
Формула / Реферат
Формула изобретения
Способ полусухого формования керамических изделий, включающий формовку изделия осадкой исходной смеси путем статического сжатия и ударного, частотного воздействия пуансоном на изделие в форме с частотой 20-35 Гц, отличающийся тем, что, с целью повышения качества и прочности сырого и готового изделия посредством интенсификации силового воздействия на формуемую смесь и увеличения плотности сырья при формовании, отношение одновременно действующих ударной частотной нагрузки к статическому сжатию создают в пределах 50-100, при этом меньшее значение частоты ударной нагрузки создают при обработке исходной смеси влажностью 8-12%, а большее - влажностью 5-8%, ударное частотное воздействие начинают через 0,5-1,0 с от начала действия статического сжатия, а осадку исходной смеси доводят до 50-60% ее начального значения.
Текст
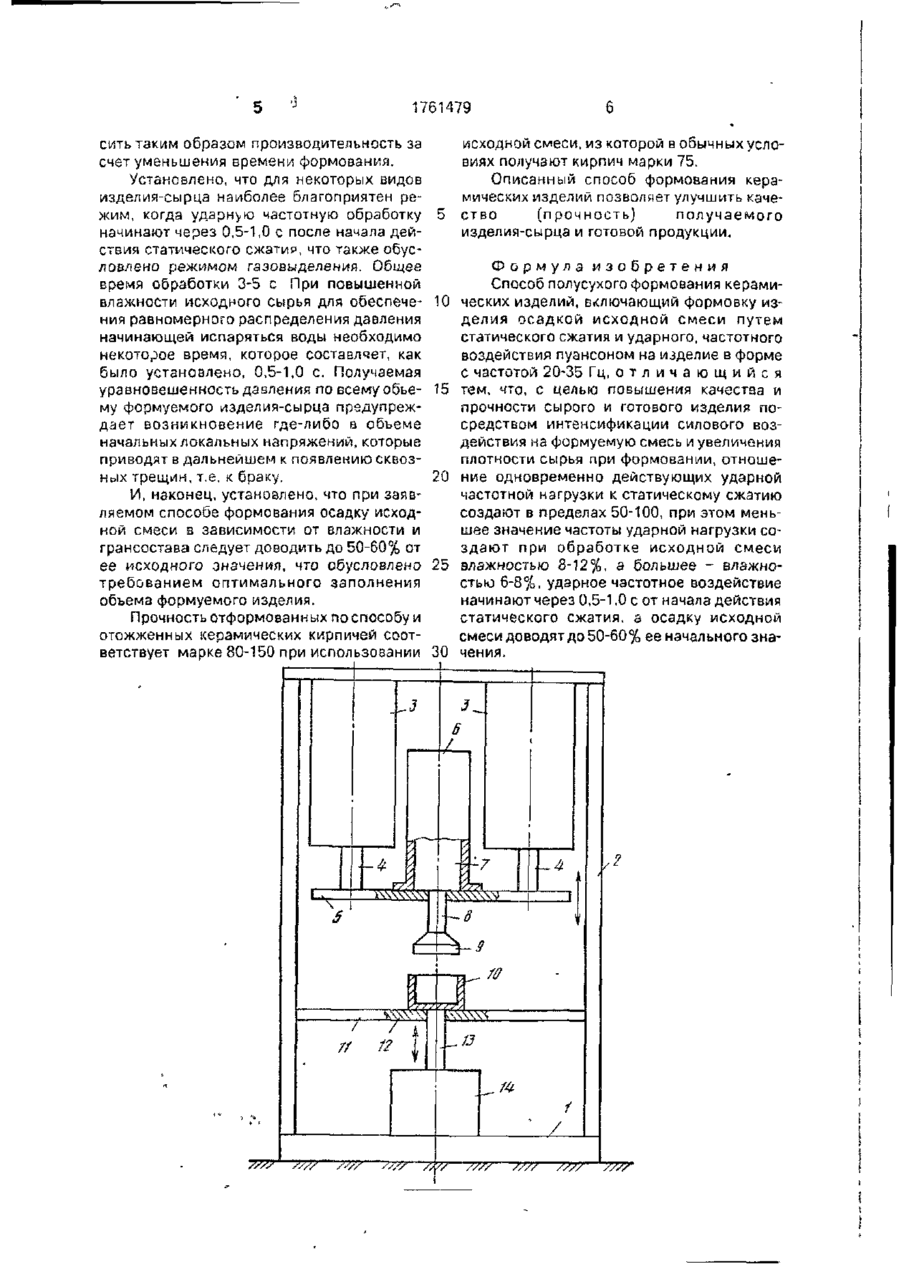
Использование: производство керамического кирпича, черепицы и подобных изделий. Сущность и з о б р е т е н и я : на } формуемую смесь одновременно прикладывают ударное частотное воздействие 20-35 Гц и статическое сжатие при соотношении ударной нагрузки к статическому сжатию 50-100. Меньшее значение частоты ударной нагрузки создают при обработке смеси влажностью 8-12%, а большее - при влажности 6-8%. Ударное частотное воздействие начинают через 0,5-1,0 с от начала действия статического сжатия, а осадку исходной смеси доводят до 50-60% ее начального значения. 1 ил. • Изобретение относится к строительному делу, конкретно к производству керамических строительных изделий, и может быть использовано при производстве кирпича, черепицы, облицовочных плиток и подобных изделий. Цель изобретения - повышение качества и прочности сырого и готового изделия путем интенсификации силового воздействия на формуемую смесь и увеличения плотности сырья при формовании. На чертеже представлен общий вид стенда для формования керамических изделий, конкретно кирпича, поданному способу. Стенд содержит основание 1, на котором смонтирована рама 2. К верхнему несущему элементу рамы 2 жестко прикреплены силовые пневмоцилиндры 3, штоки 4 кото рых зафиксированы на подвижной плите 5, где закреплен кожух 6 ударного механизма 7, боек которого (не показан) взаимодействует с хвостовиком 8 пуансона 9. Формующая матрица 10 закреплена на платформе 11 и имеет подвижное дно 12, связанное со штоком 13 цилиндра выталкивания 14, который расположен на основании 1, Осуществляют предлагаемый способ полусухого формования керамических изделий следующим образом. В матрицу 10 при опущенном подвижном дне 12 засыпают исходную смесь. Далее подают сжатый воздух в силовые пневмоцилиндры 3, которые опускают плиту и создают статическое воздействие через пуансон 9 на исходную смесь в матрице 10. Затем подают энергоноситель в ударный механизм 7, боек которого начинает наносить удары по хвостовику 8. Удар (46) 15.09.92. Бюл. № 34 (71) Восточный горно-обогатительный комбинат (72) Н.А.Ганза, И.К.Седлер, П.М.Мацалевич, В.Н.Шишкин, В.А.Лисовский и Г.Г.Письменный (56) Авторское свидетельство СССР № 1458231, кл. В 28 В 1/08, 1989. Авторское свидетельство СССР Ns 1342737, кл. В 28 В 1/08, 1987. '61479 ное частотное воздействие передается нз исходную смесь в матрице 10 через пуансон 9, составляющий с хвостовиком 8 единое целое и являющийся, таким образом, средством одновременной передачи статического и частотного ударного воздействия. После окончания формовки изделия-сырца подвижная плита 5 силовыми пневмоцилиндрами З поднимается вверх, а изделие-сырец выталкивается подвижным дном 12 из матрииы 10 и поступает на дальнейшую обработку. П р и м е р. По способу полусухого формования керамических изделий для создания статического давления использованы два силовых пневмоцилиндра, совместно развивающие усилие 15000 Н при давлении сжатого воздуха 0.6 МПа. В качестве ударного механизма использован погружной пневмоударник типа М-32К с энергией единичного удара 140 Дж и частотой ударов 20-35 Гц. Размеры полости матрицы 250x120x122 мм, высота засыпки матрицы 120 мм высота получаемого изделия-сырца (в данном случае - кирпича) - 60-65 мм. Режимы формования полностью соответствоыали описываемому способу. Установлено, что при комбинированном воздействии статической и частотной ударной нагрузок происходит активация частиц исходной смеси, их упорядочение. Активация частиц приводит к интенсификации физико-химических процессов при сушке и обжиге изделия-сырца. Это объясняется тем, чго в веществах, имеющих кристаллические решетки (например, глина с добавками угля, граншлака и др.), при воздействии на них силовых ударных волн происходит деформация решеток, появляются дефекты в виде дислокаций. Последние ппи ударной частотной обработке скапливаются вокруг естественных неоднородностеи и дефектов кристаллических решеток, что приводит к зарождению изведенной микротрещиноватости в частицах, образованию в них свободных поверхностей, что благотворно сказывается на качестве спекания при обжиге, Установлено, что для получения кондиционного изделия-сырца и качественного готового изделия достаточно, чтобы отношение одновременно действующих удар ной частотной нагрузки и статического сжатия находилось в пределах 50-100 Повышенное качество изделий достигнуто при статическом усилии сжатия 0,48 МПэ и давлении во фронте ударной полны сжатия 2448 МПа (соотношение второго к первому, 50-100). Установлено, что для некоторых типов исходного сырья для получения качествен 5 10 15 20 25 30 35 40 45 50 55 ных изделий-сырцз и впоследствии готового продукта, необходимо и достаточно, чтобы ударное частотное воздействие осуществлялось при давлении ео фронте ударной волны сжатия не менее 24 МПа. При меньшем значении указанного параметра наблюдалась н е д о с т а т о ч н а я степень спрессования, частицы глины и добавок недостаточно сближались друг с другом, чтобы повысить активацию реакций при обжиге. Кроме этого, не происходило достаточного упорядочивания частиц, что было заметно на из/.оме изделия-сырца. С другой стороны, в зависимости от жирности глины, состава добавок, гранулометрического состава исходной смеси, для получения качественного изделия необходимо, чтобы в некоторых случаях давление во фронте ударной волны составляло 48 МПа. При увеличении указанного давления до некоторых пределов (порядка 55 МПа) не наблюдалось улучшение качества изделиясырца, а при дальнейшем росте давления происходило интенсивное трещинообразовзние, влекущее за собой разрушение изделия-сырца. Для предупреждения появления крупных сквозных трещин в изделии-сырце при обработке исходной смеси разной начальной влажности необходимо, чтобы при большей влажности (конкретно 8-12%) частота ударной нагрузки уменьшалась, а при меньшей влажности (6-3%) - увеличивалась Это обусловлено требованием наиболее благоприятного режима гэзовыделения из пор формуег^ого изделия. При большей влажности газоеыделение затруднено, поэтому при высокой частоте обработки газы, не успевшие выйти, разрывают тело изделия-сырца. Под газами здесь подразумеваются воздух и водяные пары Известно, что в исходной смеси содержится как свободная вода, так и связанная. Пру высокой влажности (8-12%) преобладает первая, которая интенсивно испаряется nptвоздействии ударной частотной нагрузки НЕ исходную смесь. При ударе часть энергун/ удэрэ переходит в тепло, что увеличивает испарение. Образующиеся пары начинаю*! истекать из тела формуемого изделия-сыр ца, Если при этом частота ударов будет БЫ сокая, то при истечении паров будет резке повышаться их давление, что приведет t образованию сквозных трещин. Установлено, что оптимальная частот; при влажности исходной смеси 8-12% со ставляет 20 Гц, а при влажности 6-8% 25-35 Ги,. Последнее обусловлено тем, чтч паров выделяется меньше, что и позволяв' увеличи гь частоту ударной нагрузки и оовы 6 і 761479 сить таким образом производительность за счет уменьшения времени формования. Установлено, что для некоторых видов изделия-сырца наиболее благоприятен режим, когда yAapnvK) частотную обработку начинают через 0,5-1,0 с после начала действия статического сжатие, что также обусловлено режимом газовыделения. Общее время обработки 3-5 с При повышенной влажности исходного сырья для обеспечения равномерного распределения давления начинающей испаряться воды необходимо некоторое время, которое составляет, как было установлено, 0,5-1,0 с. Получаемая уравновешенность давления по всему обьему формуемого изделия-сырца предупреждает возникновение где-либо в обьеме начальных локальных напряжений, которые приводят в дальнейшем к появлению сквозных трещин, т.е. к браку. 5 10 15 20 И, наконец, установлено, что при заявляемом способе формования осадку исходной смеси в зависимости от влажности и грансостава следует доводить до 50-60% от ее исходного значения, что обусловлено 25 требованием оптимального заполнения объема формуемого изделия. Прочность отформованных по способу и отожженных керамических кирпичей соответствует марке 80-150 при использовании 30 s7/7 v/f/ исходной смеси, из которой в обычных условиях получают кирпич марки 75. Описанный способ формования керамических изделий позволяет улучшить качество (прочность) получаемого изделия-сырца и готовой продукции. Формула изобретения Способ полусухого формования керамических изделий, включающий формовку изделия осадкой исходной смеси путем статического сжатия и ударного, частотного воздействия пуансоном на изделие в форме с частотой 20-35 Гц, о т л и ч а ю щ и й с я тем, что, с целью повышения качества и прочности сырого и готового изделия посредством интенсификации силового воздействия на формуемую смесь и увеличения плотности сырья при формовании, отношение одновременно действующих ударной частотной нагрузки к статическому сжатию создают в пределах 50-100, при этом меньшее значение частоты ударной нагрузки создают при обработке исходной смеси влажностью 8-12%, а большее - влажностью 6-8%, ударное частотное воздействие начинают через 0,5-1,0 с от начала действия статического сжатия, а осадкуисходной смеси доводят до 50-60% ее начального значения. ///'/ 7777 7777 1761479 8 10 15 20 25 З О 35 45 50 Составитель Н Ганза Техред М.Моргентал Корректор Н.Гунько Заказ 3220 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб , 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул Гагарина, 101
ДивитисяДодаткова інформація
Автори англійськоюSedler Ivan Kyrylovych, Matselevych Pavlo Mykhailovych, Lisovskyi Valerii Anatoliiovych
Автори російськоюСедлер Иван Кириллович, Мацелевич Павел Михайлович, Лисовский Валерий Анатольевич
МПК / Мітки
МПК: B28B 1/26
Мітки: формування, спосіб, керамічних, виробів, напівсухого
Код посилання
<a href="https://ua.patents.su/4-24122-sposib-napivsukhogo-formuvannya-keramichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб напівсухого формування керамічних виробів</a>
Устаткування для формування керамічних виробів
Номер патенту: 11537
Опубліковано: 25.12.1996
Автори: Злаказов Олександр Борисович, Соцкая Ірина Володимирівна, Зима Анатолій Олександрович
МПК: B28B 11/08
Мітки: устаткування, формування, виробів, керамічних
Формула / Реферат:
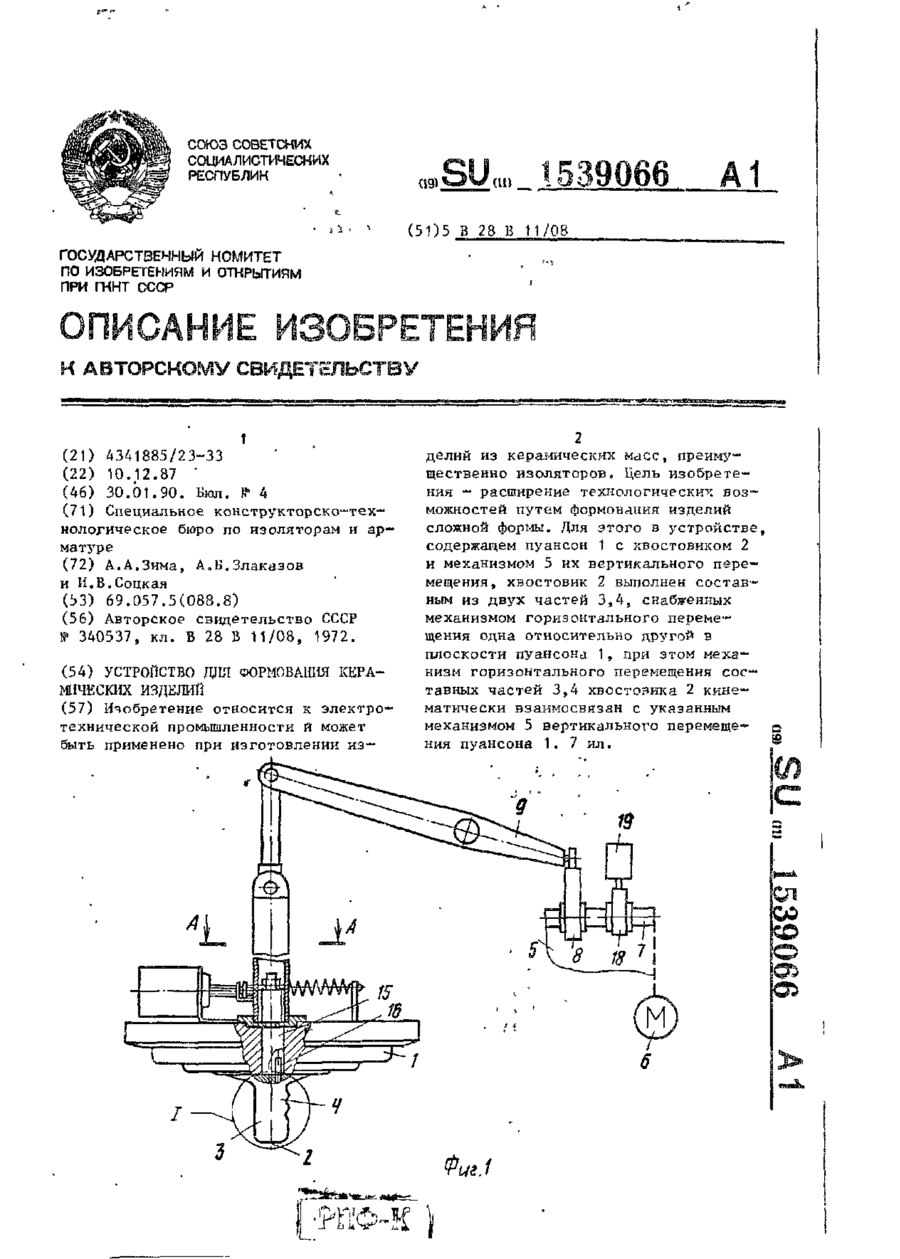
Устройство для формования керамических изделий, преимущественно электроизоляторов, содержащее привод, пуансон с хвостовиком и механизм их вертикального перемещения, отличающееся тем, что, с целью расширения технологических возможностей путем формования изделии сложной формы, пуансон выполнен составным и снабжен механизмом взаимного горизонтального перемещения его частей, состоящим из электромагнита, пружины и системы рычагов, а привод...
Спосіб формування будівельних виробів
Номер патенту: 24121
Опубліковано: 31.08.1998
Автори: Ганза Ніколай Алєксєєвіч, Петров Лев Миколайович, Мацелевич Павло Михайлович, Седлер Іван Кирилович, Шишкін Віктор Миколайович
Мітки: виробів, спосіб, будівельних, формування
Текст:
...Согласно теории трещинообразования по Ронею, эти области становятся центрами зарождения микротрещин, которые впоследствии перестают в макротрещины. В результате обнажаются новые свободные активные поверхности, что приводит к повышению физико-химической активности компонентов, а это позволяет экономить связующее, т.к. практически реакции происходят с полным использованием связующего в исходном сырье,в то время как в обычных условиях часть...
Спосіб виготовлення стінових керамічних виробів із вуглевідходів
Номер патенту: 1920
Опубліковано: 20.12.1994
Автори: Рубін Юрій Михайлович, Михайлов Володимир Іванович
МПК: C04B 18/04, C04B 33/02
Мітки: стінових, спосіб, вуглевідходів, виготовлення, керамічних, виробів
Формула / Реферат:
Способ изготовления стеновых керамических изделий из углеотходов, включающий смешивание измельченных отходов гравитационного обогащения углей с отходами флотационного обогащения, формование и обжиг, отличающийся тем, что отходы флотации подают в смеси в виде суспензии влажностью 50-80 % в количестве 19-36 мас. % сухого вещества.
Спосіб виготовлення керамічних виробів
Номер патенту: 17333
Опубліковано: 01.04.1997
Автори: Бархоленко Вячеслав Олександрович, Смоляр Анатолій Сергійович, Малоштан Сергій Миколайович
МПК: C04B 35/64, C04B 33/32
Мітки: спосіб, керамічних, виготовлення, виробів
Формула / Реферат:
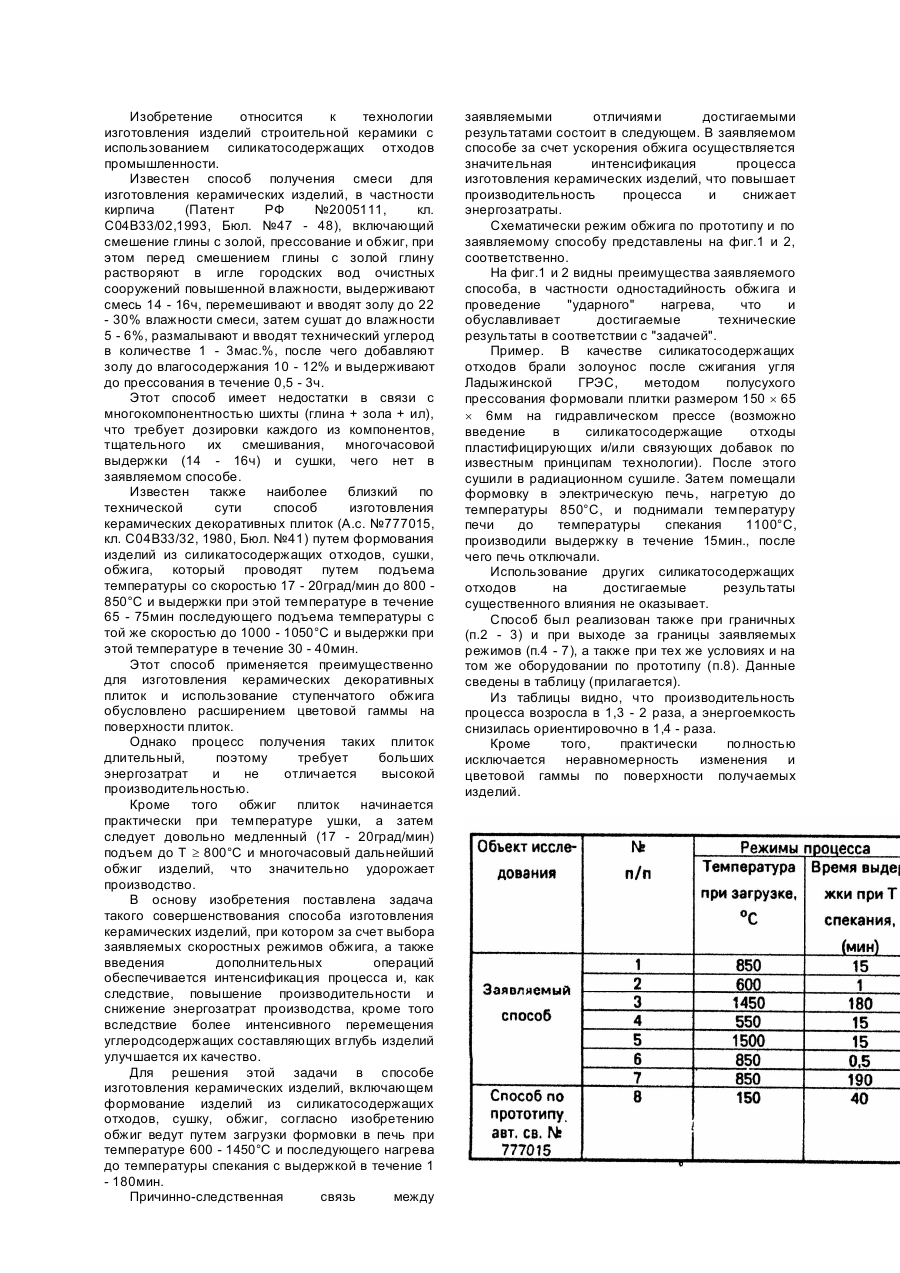
Способ изготовления керамических изделий, включающий формование изделий из силикатосодержащих отходов, сушку, обжиг, отличающийся тем, что обжиг ведут путем загрузки формовки в печь при температуре 600 - 1450°C и последующего нагрева до температуры спекания с выдержкой в течение 1 - 180мин.
Шихта для виготування керамічних будівельних виробів
Номер патенту: 6885
Опубліковано: 31.03.1995
Автори: Білокрис Галина Олександрівна, Шевцов Анатолій Леонідович, Шаповалова Тетяна Федорівна, Малишев Ігор Петрович
МПК: C04B 33/00, C04B 18/04
Мітки: будівельних, виробів, шихта, керамічних, виготування
Формула / Реферат:
(57) Шихта для изготовления керамических строительных изделий, включающий глину и доменный шлак, отличающаяся тем, что она дополнительно содержит пыль электрофильтров шамотно-обжигового производства карбидкремниевых изделий -отработанную засыпку при следующем соотношении компонентов, мас.%: Доменный шлак 18-25 Пыль электрофильтров шамотно-обжигового производства 20-25 ...
Попередній патент: Спосіб формування будівельних виробів
Наступний патент: Спосіб визначення домішок масла в газах з допомогою індикаторних трубок
Випадковий патент: Засіб адсорбуючий "алко-сорб"