Універсальний зварювальний напівавтомат
Номер патенту: 24385
Опубліковано: 17.07.1998
Автори: Пічак Володимир Григорович, Лебедєв Володимир Олександрович

Формула / Реферат
1. Универсальный сварочный полуавтомат, содержащий источник сварочного тока, электродвигатель постоянного тока механизма подачи электродной проволоки, блок управления электродвигателем, состоящий из компараторов, один из которых выполнен в виде автогенератора со стробирующим входом, задающим входом и входом обратной связи и с выходом, соединенным с силовым транзистором, а также измеритель тока сварки, схему циклов работы, отличающийся тем, что он дополнительно содержит отсекатель газа, при этом блок управления электродвигателем и схема циклов работы полуавтомата соединены как с источником сварочного тока, так и с дополнительно введенным источником постоянного тока, при этом оба упомянутых источника связаны, с одной стороны, через дополнительный разделительный диод между собой, и с блоком управления электродвигателем и схемой циклов работы, а, с другой стороны, и блок управления электродвигателем и схема циклов работы связаны или с источником сварочного тока или с дополнительным источником через дополнительный переключающий коммутатор, а отсекатель газа через упомянутый коммутатор связан с дополнительным источником.
2. Универсальный сварочный полуавтомат по п.1, отличающийся тем, что он дополнительно содержит механизм подачи электродной проволоки выполненный в виде основного понижающего редуктора с выходным валом, при этом корпус основного редуктора имеет цилиндрический выступ, охватывающй выходной вал, с возможностью установки на нем при помощи клицы или подающего ролика или дополнительного понижающего редуктора, выполненного в виде шестерни, установленной на выходном валу редуктора, и связанных с ней двух дополнительных шестерен, на валах которых установлены шестеренчатые подающие ролики.
3. Универсальный сварочный полуавтомат по п.1, отличающийся тем, что дополнительный переключающий коммутатор установлен на корпусе основного редуктора с возможностью взаимодействия с корпусом дополнительного редуктора.
Текст
Изобретение относится к сварке, а именно, к сварочному оборудованию и может быть использовано в сварочных и наплавочных аппаратах с применением плавящихся сплошных и порошковых проволок для сварки как в среде защитного газа так и с использованием самозащитных электродных проволок. Известны полуавтоматы для сварки в среде защитных газов тонкими электродными проволоками (Чвертко А.И., Патон Б.Е. Аппаратура для механизированной дуговой и электрошлаковой сварки и наплавки. - К.: Наук. думка, 1978. - С.12 - 32) схема управления которых питается от источника сварочного тока (напряжения дуги). Недостатком такого устройства является малый диапазон токов сварки, вследствие сложности применения в таких системах современных регулируемых электроприводов. Известен также полуавтомат (см. там же), в котором используется тиристорный электропривод постоянного тока для регулирования скорости подачи электродной проволоки. Недостатком такого полуавтомата является его узкая сфера применения - сварка тонкими электродными проволоками в среде защитного газа в стационарных условиях. Это обуславливается двумя характеристиками устройства: 1) наличием механизма подачи с одной парой подающего и прижимного роликов, 2) необходимостью питания схемы управления от дополнительного источника постоянного тока. Наиболее близким по технической сути и достигаемому эффекту является сварочный полуавтомат (А.с. СССР №1493407), который содержит источник сварочного тока, электродвигатель постоянного тока, подключенный к сварочной цепи, схему управления циклом работы, блок управления электродвигателем, состоящий из компараторов, один из которых выполнен в виде автогенератора со стробирующим входом, задающим входом и входом обратной связи и с выходом, соединенным с силовым транзистором, а также измеритель тока сварки и схему циклов работы. Недостатком такой конструкции полуавтомата являются: а) ограниченные функциональные возможности: возможна лишь сварка - наплавка порошковыми самозащитными проволоками в стационарных условиях (исключена сварканаплавка электродами в среде защитного газа; б) возможность применения лишь источников сварочного тока с небольшим значением напряжения холостого хода. В основу изобретения поставлена задача усовершенствовать полуавтомат, в котором за счет наличия в составе полуавтомата транзисторного регулируемого электропривода, дополнительного источника питания схемы электропривода и схемы управления, а также дополнительных сменных узлов в системе механизма подачи электродной проволоки, могла бы реализоваться возможность широкого регулирования тока сварки, возможность применения источников сварочного тока с малым и большим значением напряжения холостого хода, возможность применения как тонких электродных проволок для обеспечения сварки в среде защитного газа так и порошковых проволок различных диаметров для обеспечения сварочных и наплавочных процессов в монтажных условиях, что позволило бы резко расширить функциональные возможности полуавтомата, унифицировать его элементную базу, сократить номенклатуру выпуска аппаратов для механизированной сварки и наплавки. Сущность изобретения состоит в том, что универсальный сварочный полуавтомат, содержащий электродвигатель постоянного тока механизма подачи электродной проволоки, блок управления электродвигателем, состоящий из компараторов, один из которых выполнен в виде автогенератора со стробирующим входом, задающим входом и входом обратной связи и с выходом, соединенным с силовым транзистором, а также измеритель тока сварки и схему циклов работы, согласно изобретению дополнительно содержит отсекатель газа, причем блок управления электродвигателем и схема циклов работы полуавтомата соединены как с источником сварочного питания так и с дополнительно введенным источником постоянного тока, причем оба упомянутых источника связаны, с одной стороны, через дополнительный разделительный диод между собой и с блоком управления электродвигателем и схемой циклов работы, а, с другой стороны, и блок управления электродвигателем и схема циклов работы связаны или с источником через дополнительный переключающий коммутатор, а отсекатель газа через упомянутый коммутатор соединен с дополнительным источником. Кроме того, универсальный сварочный полуавтомат дополнительно содержит механизм подачи электродной проволоки, выполненный в виде основного понижающего редуктора с выходным валом, при этом корпус основного понижающегоредуктора имеет цилиндрический выступ, охватывающий выходной вал, с возможностью установки на нем при помощи клицы или подающего ролика или дополнительного понижающего редуктора, выполненного в виде шестерни, установленной на выходном валу редуктора, и связанных с ней двух дополнительных шестерен, на валах которых установлены шестеренчатые подающие ролики. Дополнительный переключающий коммутатор установлен на корпусе основного понижающего редуктора с возможностью взаимодействия с корпусом дополнительного редуктора. Благодаря тому, что полуавтомат дополнительно содержит отсекатель газа, причем блок управления электродвигателем и схема циклов работы полуавтомата соединены как с источником сварочного питания так и с дополнительно введенным источником постоянного тока, причем оба упомянутых источника связаны, с одной стороны, через дополнительный разделительный диод между собой с блоком управления электродвигателем и схемой циклов работы, а, с другой стороны, и блок управления электродвигателем и схема циклов работы связаны или с источником через дополнительный переключающий коммутатор, а отсекатель газа через упомянутый коммутатор соединен с дополнительным источником, появляется возможность широко регулировать ток сварки и тем самым расширяются функциональные возможности устройства. Благодаря тому, что на основной понижающий редуктор механизма подачи электродной проволоки в одном из вариантов реализации изобретения установлен подающий ролик, исключается опасность выхода из строя регулируемого электропривода, элементов схем управления от перенапряжений, возникающих в процессе сварки тонкими электродными проволоками в среде защитного газа с частыми короткими замыканиями дугового промежутка, и в случае использования источников сварочного тока с высоким напряжением холостого хода. В случае сварки-наплавки порошковыми самозащитными проволоками на основной понижающий редуктор устанавливают дополнительный понижающий редуктор. На фиг.1, 2 и 3 представлены, соответственно, схема электрическая принципиальная предлагаемого универсального сварочного полуавтомата, элементы конструкции механизма подачи электродной проволоки с дополнительным редуктором и двумя парами шестеренчатых подающих и прижимных роликов. Источник сварочного тока 1 и дополнительный источник постоянного тока 2 подключенных к сети переменного тока, частота вращения вала электродвигателя 3 механизма подачи электродной проволоки регулируется блоком 4, основными узлами которого являются компаратор 5, выход которого подключен к базе силового транзистора б, а входы "1", "2", "3" подключены, соответственно, к смесителю напряжения 7 от измерителя тока сварки 8 и датчика 9 частоты вращения вала электродвигателя 3 к задатчику 10 частоты вращения вала электродвигателя и системы токоограничения (на схеме не показано). Работа компаратора 5 обеспечивается параметрами цепи, состоящей из конденсатора 11 и резистора 12. Дополнительный источник постоянного тока 2 и источник сварочного тока связаны друг с другом с одной стороны через разделительный диод 12. Схема управления циклами работы полуавтомата и электродвигателя 3 с его блоком управления получает питание или от источника сварочного тока 1 или от дополнительного источника постоянного тока 2 через дополнительный переключающий коммутатор 13, а дополнительный контакт этого коммутатора подключает к дополнительному источнику постоянного тока 2 отсекатель газа 14 через развязывающий диод 15, при этом время задержки отключения отсекателя газа 14 после прекращения цикла сварки определяется параметрами R-C цепи 16. Схема циклов работы полуавтомата включает в себя пусковой элемент 17. управляющий коммутатором 18, элементы управления которого находятся в цепях электродвигателя 3 и силового коммутатора 19, элемент управления которого коммутирует сварочную цепь. Выдержка времени на отключение силового коммутатора 19 при прекращении цикла сварки определяется параметрами R-C цепи 20. Цифрой 21 обозначен элемент защиты блока управления и схемы цикла. Цифрой 22 обозначен резистор цепи динамического торможения электродвигателя 3. Основной понижающий редуктор 23 механизма подачи сопряжен с электродвигателем 3, и на нем имеется цилиндрический выступ 24, охватывающий выходной вал 25. В случае комплектации полуавтомата одной парой подающего 26 и прижимного 27 роликов (фиг.2) корпус 28 механизма прижима снабжен клицей 29, которая при помощи винта 30 крепится на цилиндрическом выступе 24. Прижимной ролик 27 установлен на оси 31 скобы 32, которая установлена на оси 33 корпуса 28. Прижим электродной проволоки осуществляется, например, при помощи плоской пружины 34 эксцентриком 35, который может поворачиваться на оси 36, закрепленной на корпусе 28. Поворот эксцентрика 35 осуществляется рычагом 37. Усилие прижима регулируется винтом 38. В случае компоновки полуавтомата дополнительным понижающим редуктором и двумя парами шестеренчатых подающих 39, 40 и прижимных 41, 42 роликов (фиг.3). Корпус 43 дополнительного редуктора крепится на цилиндрическом выступе 24 при помощи клицы 44 и винта 45. Дополнительный понижающий редуктор выполнен из шестерни 46, установленной на валу 25. а также двух связанных с ней дополнительных шестерен 47, 48 на валах 49, 50 которых установлены подающие шестеренчатые ролики 39, 40. Прижим электродной проволоки осуществляется прижимными роликами 41, 42, которые установлены на рычаге 51. Рычаг 51 имеет возможность поворота относительно рычага 52, который установлен на оси 53, закрепленной на корпусе 43 дополнительного редуктора. Регулирование усилия прижима осуществляется винтом 54 и упругим элементом-пружиной 55. Винт 54 установлен на выступе 56 корпуса 43. При установке дополнительного понижающего редуктора его корпус 43 осуществляет включение дополнительного переключающего коммутатора 13. Работа электрической части универсального сварочного полуавтомата осуществляется следующим образом. Если осуществляется сварка в среде защитного газа тонкими электродными проволоками 57 с частыми короткими замыканиями дугового промежутка и в случае использования источников сварочного тока с высоким напряжением холостого хода, когда существует опасность выхода из строя регулируемого электропривода, элементов схем управления от перенапряжений, возникающих в процессе сварки, на основной понижающей редуктор устанавливают одну пару подающего и прижимного роликов. В этом случае дополнительный переключающий коммутатор 13 не нажат и его контакты находятся в положении, показанном на фиг.1. При нажатии коммутирующего элемента 17 включается коммутатор 18 и своими контактами подключает к дополнительному источнику постоянного тока 2 электродвигатель 3 и силовой коммутатор 19. При включении силового коммутатора 19 последний своим контактом включает сварочную цепь, блок управления 4, отсекатель газа 14. Начинается подача электродной проволоки, защитного газа, подается напряжение сварки, возбуждается сварочная дуга. Напряжение питания элементов схемы поступает от дополнительного источника 2 с одной стороны через дополнительный переключающий коммутатор 13, а с другой стороны через разделительный диод 12. Регулирование скорости подачи электродной проволоки осуществляется задатчиком 10, который регулирует скважность и частоту импульсов, поступающих на якорь электродвигателя 3. Стабилизация процесса сварки, при случайных изменениях вылета электродной проволоки осуществляется за счет обратной связи, датчиком которой служит измеритель тока сварки 8. Стабилизация частоты вращения вала электродвигателя осуществляется за счет датчика 9 частоты вращения. На компаратор 5 подается сигнал обратной связи от смесителя 7, на который поступают сигналы как от датчика 9, так и от измерителя тока сварки 8. В зависимости от положения движка смесителя 7 преобладает тот или другой вид обратной связи. Для сварки в защитных газах предпочтение отдается обратной связи по частоте вращения вала электродвигателя 3. При сварке или наплавке порошковыми самозащитными проволоками - обратной связи по току сварки. Прекращение цикла сварки производится отпусканием пускового элемента 17, который включает коммутатор 18. При этом выключается электродвигатель 3 и тормозится цепью динамического торможения, состоящий из размыкающего контакта коммутатора 18 и резистора динамического торможения 22. С выдержкой времени обусловленной параметрами R-C цепей 20, 16 отключается, соответственно, силовой коммутатор 19 и отсекатель газа 14. Цикл сварки закончен. При сварке-наплавке порошковыми самозащитными проволоками на основной понижающий редуктор устанавливают дополнительный понижающий редуктор с двумя парами шестеренчатых подающих 39, 40 и прижимных 41, 42 роликов, при этом корпус 43 дополнительного понижающего редуктора осуществляет включение переключающего коммутатора 13. Контакты последнего подключают элементы управления полуавтоматом на питание от напряжения источников сварочного тока 1. В этом случае отсекатель газа 14 исключается из работы в цикле сварки. С учетом последнего цикл работы полуавтомата аналогичен ранее описанному. В случае постоянной работы полуавтомата на сварке-наплавке в монтажных условиях дополнительный источник постоянного тока 2 может не устанавливаться и питание всех элементов схемы осуществляется лишь по сварочным кабелям, что делает полуавтомат очень маневренным, не требующим дополнительных проводов управления. Макетный образец предлагаемого универсального полуавтомата в производственных условиях, а также сравнительные испытания показали его высокую эффективность при сварке в защитных газах, порошковыми самозащитными проволоками, наплавке, резке как в стационарных условиях так и на монтаже с использованием источников сварочного тока различных конструкций.
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/10
Мітки: універсальний, напівавтомат, зварювальний
Код посилання
<a href="https://ua.patents.su/4-24385-universalnijj-zvaryuvalnijj-napivavtomat.html" target="_blank" rel="follow" title="База патентів України">Універсальний зварювальний напівавтомат</a>
Зварювальний напівавтомат
Номер патенту: 23504
Опубліковано: 02.06.1998
Автори: Лебедев Володимир Олександрович, Заєць Олексій Іванович
МПК: B23K 9/06
Мітки: напівавтомат, зварювальний
Формула / Реферат:
1. Сварочный полуавтомат, содержащий источник сварочного тока, выполненный в виде однофазного трансформатора с основными и дополнительными отводами во вторичной обмотке, силовой и дополнительный выпрямители, дроссель, а также электропривод механизма подачи электродной проволоки и блок цикла сварки, отличающийся тем, что основные отводы однофазного трансформатора подключены ко входу силового выпрямителя, выполненного по мостовой схеме, а...
Зварювальний пальник

Номер патенту: 13071
Опубліковано: 28.02.1997
Автори: Казаков Валентин Костянтинович, Тумас Борис Юнович, Іваненко Георгій Антонович
МПК: B23K 9/173
Мітки: зварювальний, пальник
Формула / Реферат:
(57) Сварочная горелка, содержащая корпус с полостью, в которой расположена державка с токоподводящим элементом в виде прямолинейного пучка отрезков проволоки, одним концом закрепленного в державке, установленный с возможностью перемещения вдоль оси мундштука, наконечник с конической полостью, стенки которой установлены в контакте с токоведущим элементом, и сопло, отличающаяся тем, что сварочная проволока снабжена пружиной сжатия, наконечник...
Пересувний зварювальний трансформатор
Номер патенту: 18924
Опубліковано: 25.12.1997
Автор: Шумейко Василь Андрійович
МПК: B23K 9/00
Мітки: зварювальний, трансформатор, пересувний
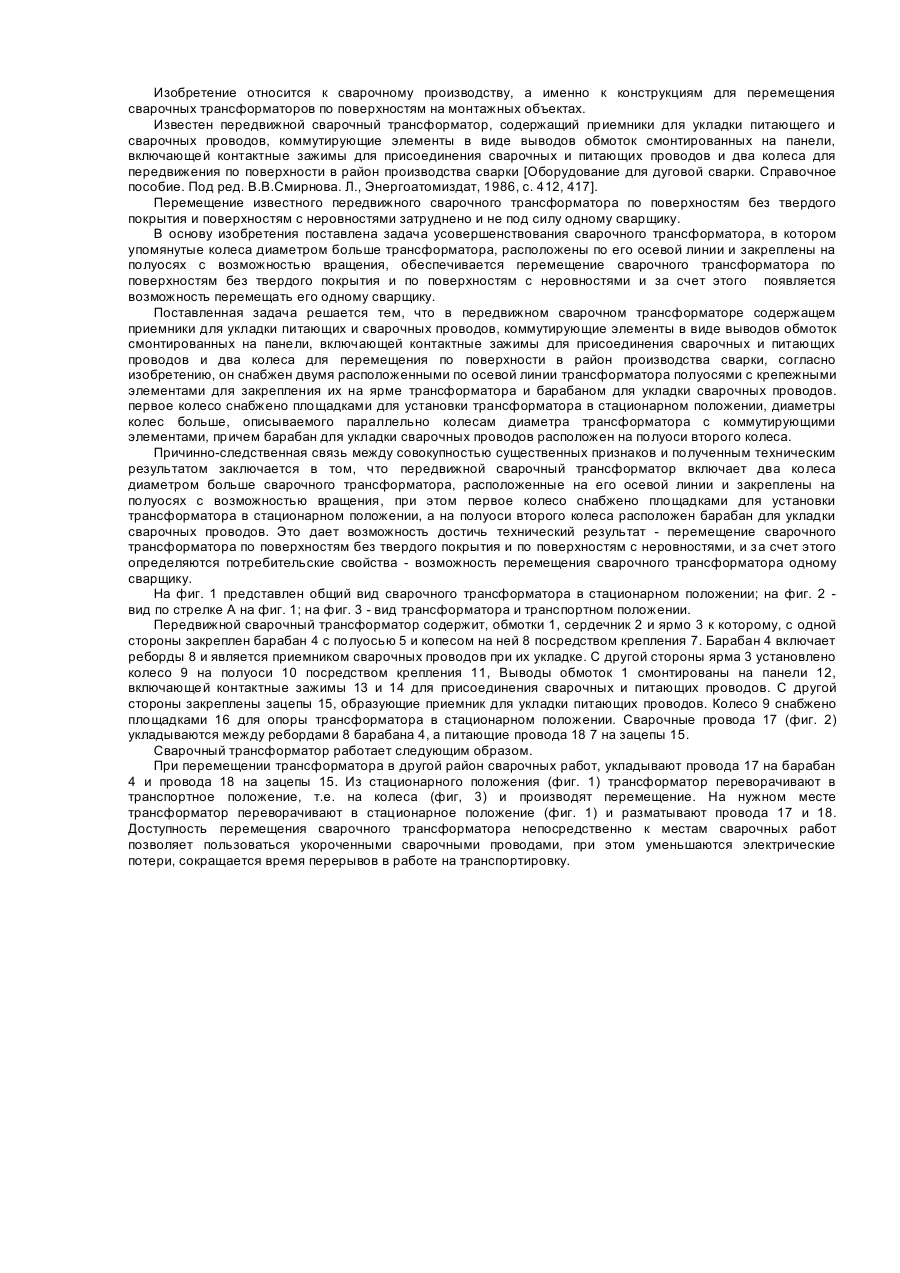
Формула / Реферат:
Передвижной сварочный трансформатор, содержащий приемники для укладки питающего и сварочных проводов, коммутирующие элементы в виде выводов обмоток, смонтированных на панели, включающей контактные зажимы для присоединения сварочных и питающих проводов и два колеса для передвижения по поверхности в район производства сварки, отличающий-с я тем, что он снабжен двумя, расположенными по осевой линии трансформатора, полуосями с крепежными...
Зварювальний трансформатор
Номер патенту: 12598
Опубліковано: 28.02.1997
Автор: Арфаницький Сергій Вадимович
МПК: H01F 27/00, H01F 27/28
Мітки: зварювальний, трансформатор
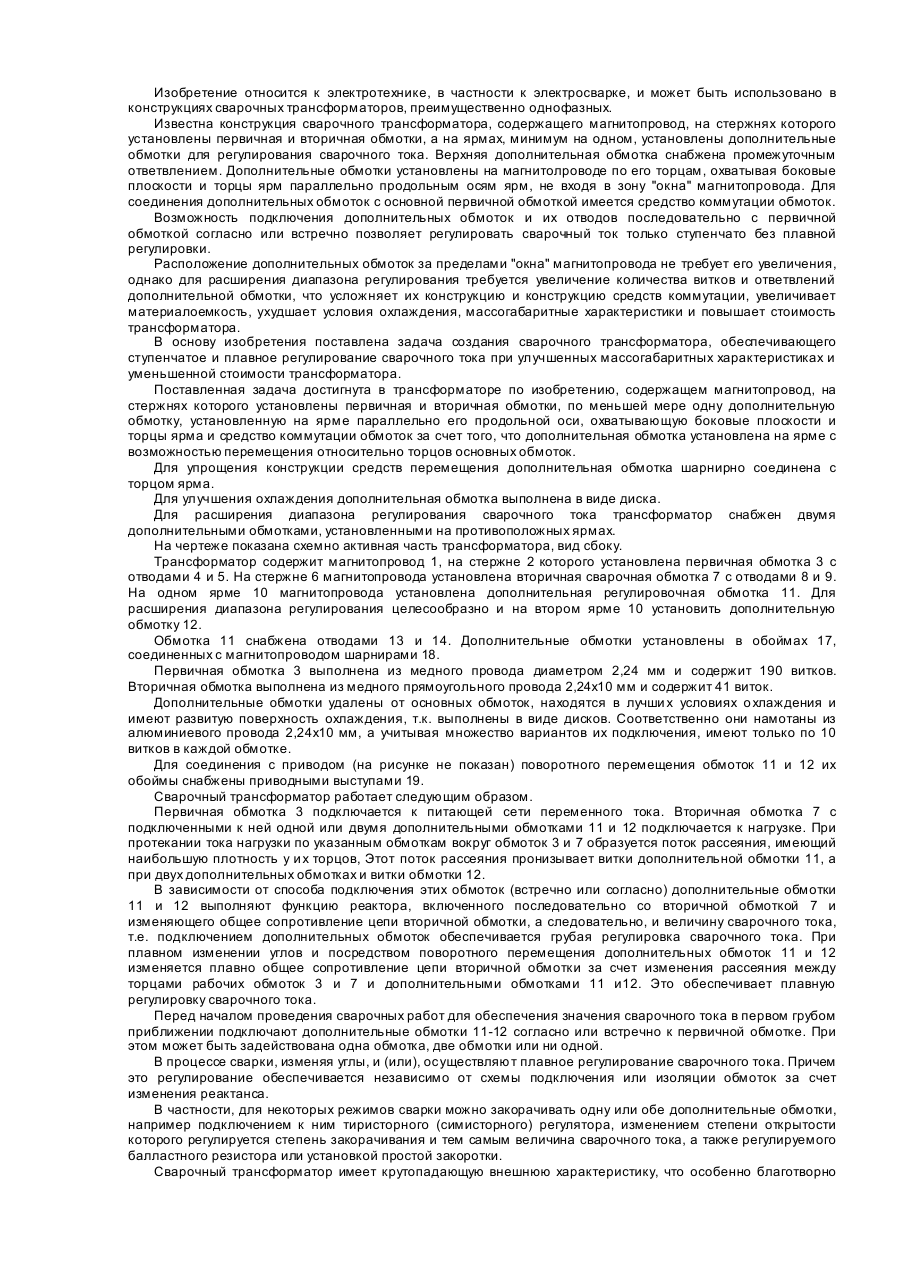
Формула / Реферат:
1. Сварочный трансформатор, содержащий магнитопровод, на стержнях которого установлены первичная и вторичные обмотки, по меньшей мере одну дополнительную обмотку для регулировки сварочного тока, установленную на ярме параллельно его продольной оси и охватывающую его боковые плоскости и торцы, и средство коммутации, отличающийся тем, что дополнительная обмотка установлена на ярме с возможностью перемещения относительно торцов основных...
Тримач напівавтомата
Номер патенту: 57
Опубліковано: 30.06.1997
Автор: Потап'євський Аркадій Григорович
МПК: B23K 9/173
Мітки: тримач, напівавтомата
Формула / Реферат:
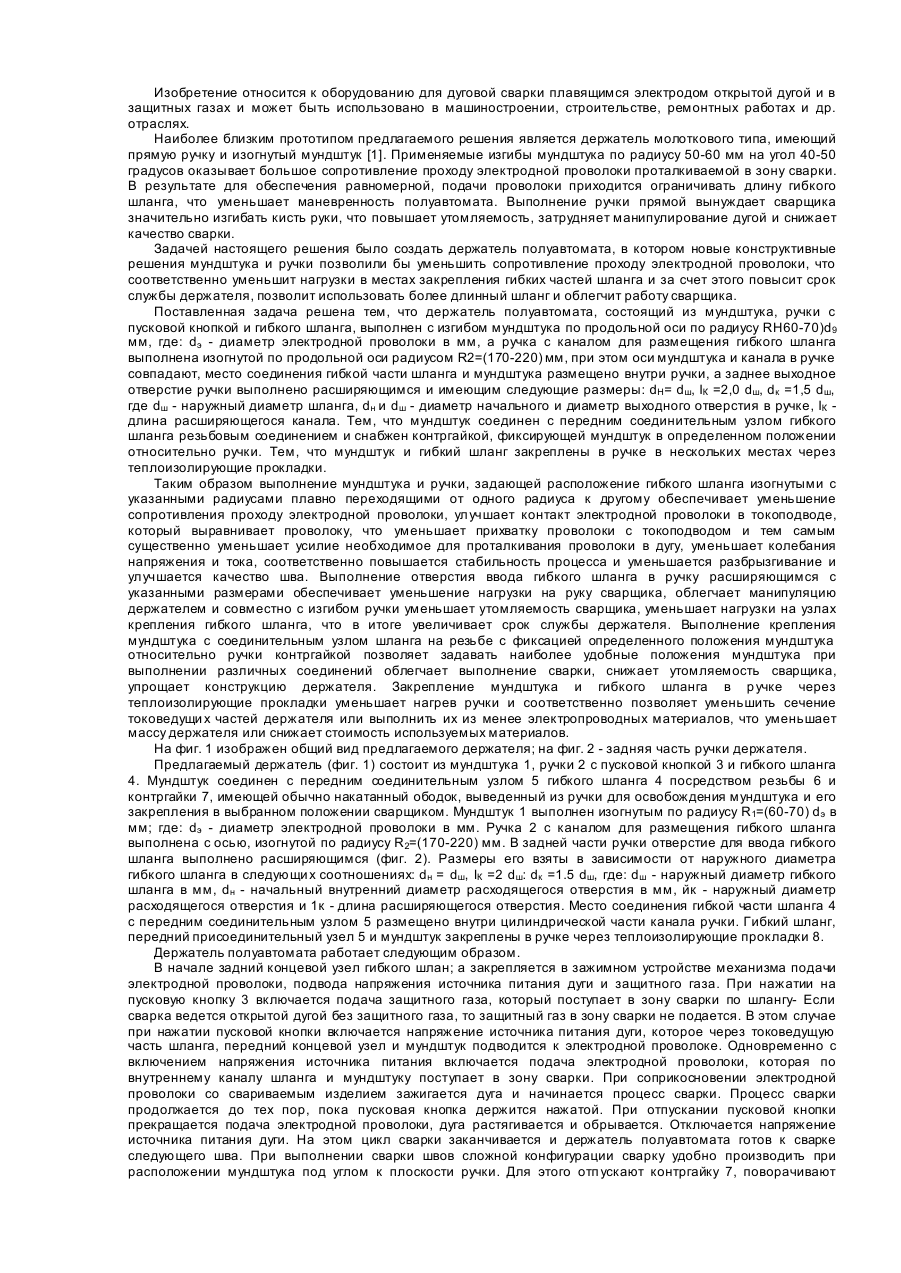
1. Держатель полуавтомата, состоящий из мундштука, ручки с пусковой кнопкой и гибкого шланга, отличающийся тем, что мундштук выполнен изогнутым по радиусу (60-70) dэ. где dэ - диаметр электродной проволоки в мм, ручка с каналом для размещения гибкого шланга выполнена изогнутой по радиусу 170-220 мм, при этом оси мундштука и канала в ручке совпадают, место соединения гибкой части шланга с мундштуком размещено внутри ручки, заднее выходное...
Попередній патент: Шланговий держак
Наступний патент: Автогенераторний перетворювач