Зварювальний напівавтомат
Номер патенту: 23504
Опубліковано: 02.06.1998
Автори: Заєць Олексій Іванович, Лебедев Володимир Олександрович
Формула / Реферат
1. Сварочный полуавтомат, содержащий источник сварочного тока, выполненный в виде однофазного трансформатора с основными и дополнительными отводами во вторичной обмотке, силовой и дополнительный выпрямители, дроссель, а также электропривод механизма подачи электродной проволоки и блок цикла сварки, отличающийся тем, что основные отводы однофазного трансформатора подключены ко входу силового выпрямителя, выполненного по мостовой схеме, а дополнительные отводы выполнены симметрична и подключены ко входу дополнительного выпрямителя, выполненного также по мостовой схеме, при этом дроссель выполнен с дополнительным отводом, выход силового выпрямителя подключен ко входу дросселя, а выход дополнительного выпрямителя - к дополнительному отводу дросселя.
2. Сварочный полуавтомат по п.1, отличающийся тем, что однофазный трансформатор выполнен с тремя отводами во вторичной обмотке, два из которых симметричны, а третий - нулевой, при этом основные отводы и нулевой отвод однофазного трансформатора подключены ко входу силового выпрямителя, выполненного в виде полуоткрытого моста, а дополнительные отводы с нулевым выводом подключены ко входу дополнительного выпрямителя, выполненного также по схеме полуоткрытого моста, причем выход силового выпрямителя подключен ко входу дросселя, а выход дополнительного выпрямителя к его дополнительному отводу.
3. Сварочный полуавтомат по пп. 1,2, отличающийся тем, что к выходу дополнительного выпрямителя дополнительно подключена накопительная емкость, при этом выход дополнительного выпрямителя связан со входом дросселя через дополнительно введенный развязывающий диод.
4. Сварочный полуавтомат по п.2, отличающийся тем, что однофазный трансформатор с нулевым отводом во вторичной обмотке подключен параллельно ко входам силового и дополнительного выпрямителей, при этом выход основного выпрямителя подключен ко входу дросселя, а выход дополнительного выпрямителя - к дополнительному отводу дросселя, причем вход дросселя связан с нулевым отводом трансформатора через дополнительно введенную емкость.
5. Сварочный полуавтомат по пп.1,2, отличающийся тем, что однофазный трансформатор с нулевым отводом во вторичной обмотке подключен ко входу силового выпрямителя, при этом один из выходов выпрямителя связан с дополнительным отводом дросселя, а другой через дополнительно введенную накопительную емкость -со входом дросселя.
Текст
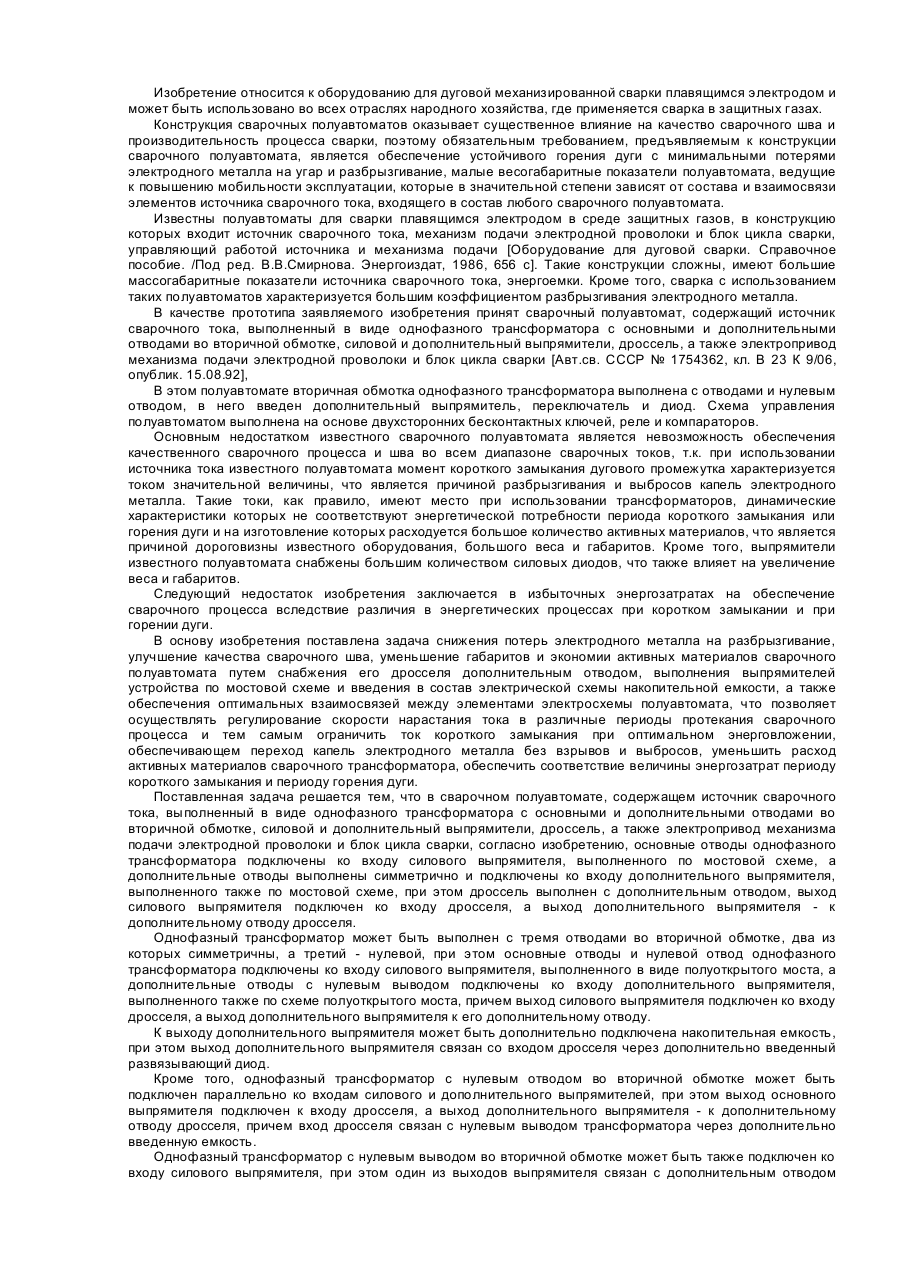
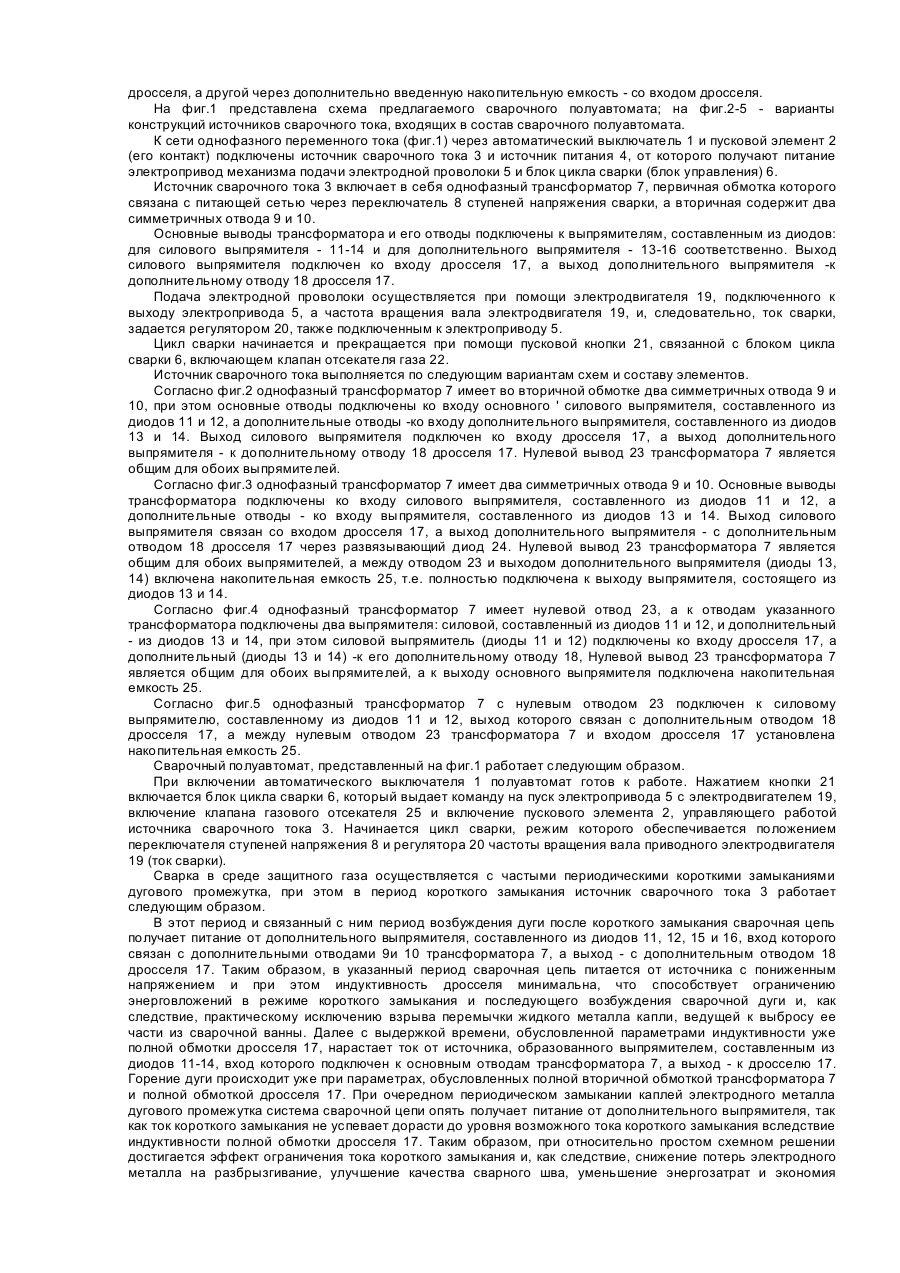
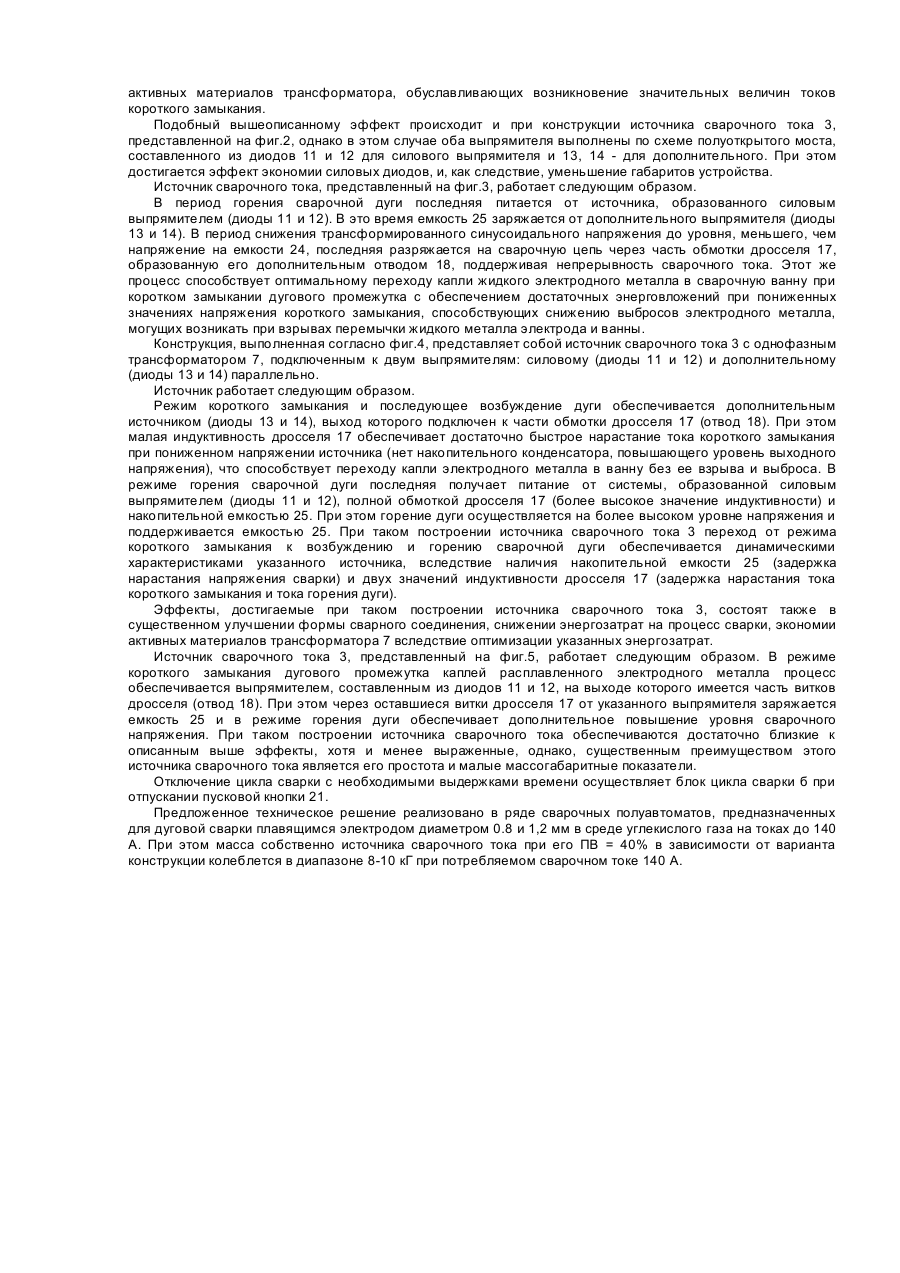
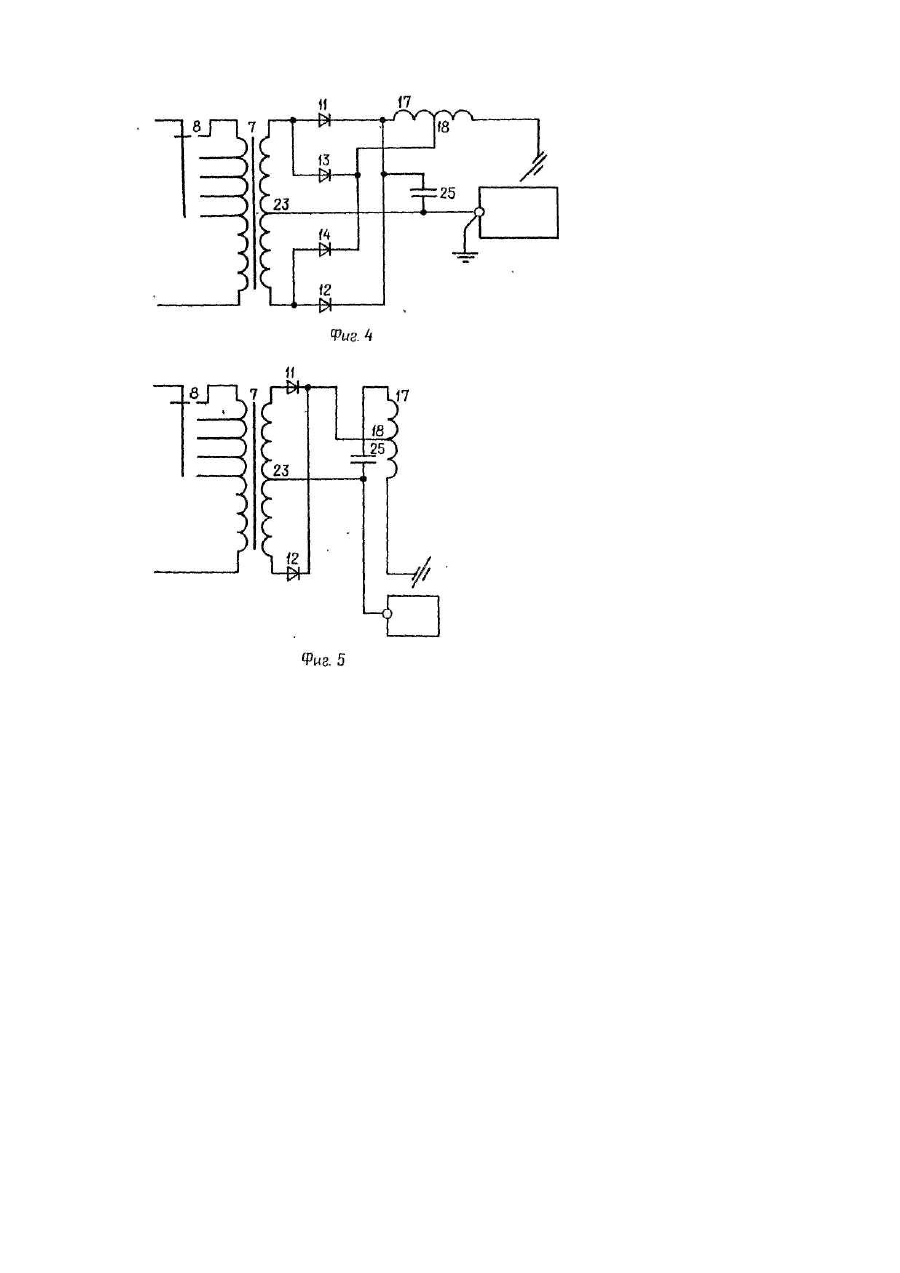
Изобретение относится к оборудованию для дуговой механизированной сварки плавящимся электродом и может быть использовано во всех отраслях народного хозяйства, где применяется сварка в защитных газах. Конструкция сварочных полуавтоматов оказывает существенное влияние на качество сварочного шва и производительность процесса сварки, поэтому обязательным требованием, предъявляемым к конструкции сварочного полуавтомата, является обеспечение устойчивого горения дуги с минимальными потерями электродного металла на угар и разбрызгивание, малые весогабаритные показатели полуавтомата, ведущие к повышению мобильности эксплуатации, которые в значительной степени зависят от состава и взаимосвязи элементов источника сварочного тока, входящего в состав любого сварочного полуавтомата. Известны полуавтоматы для сварки плавящимся электродом в среде защитных газов, в конструкцию которых входит источник сварочного тока, механизм подачи электродной проволоки и блок цикла сварки, управляющий работой источника и механизма подачи [Оборудование для дуговой сварки. Справочное пособие. /Под ред. В.В.Смирнова. Энергоиздат, 1986, 656 с]. Такие конструкции сложны, имеют большие массогабаритные показатели источника сварочного тока, энергоемки. Кроме того, сварка с использованием таких полуавтоматов характеризуется большим коэффициентом разбрызгивания электродного металла. В качестве прототипа заявляемого изобретения принят сварочный полуавтомат, содержащий источник сварочного тока, выполненный в виде однофазного трансформатора с основными и дополнительными отводами во вторичной обмотке, силовой и дополнительный выпрямители, дроссель, а также электропривод механизма подачи электродной проволоки и блок цикла сварки [Авт.св. СССР № 1754362, кл. В 23 К 9/06, опублик. 15.08.92], В этом полуавтомате вторичная обмотка однофазного трансформатора выполнена с отводами и нулевым отводом, в него введен дополнительный выпрямитель, переключатель и диод. Схема управления полуавтоматом выполнена на основе двухсторонних бесконтактных ключей, реле и компараторов. Основным недостатком известного сварочного полуавтомата является невозможность обеспечения качественного сварочного процесса и шва во всем диапазоне сварочных токов, т.к. при использовании источника тока известного полуавтомата момент короткого замыкания дугового промежутка характеризуется током значительной величины, что является причиной разбрызгивания и выбросов капель электродного металла. Такие токи, как правило, имеют место при использовании трансформаторов, динамические характеристики которых не соответствуют энергетической потребности периода короткого замыкания или горения дуги и на изготовление которых расходуется большое количество активных материалов, что является причиной дороговизны известного оборудования, большого веса и габаритов. Кроме того, выпрямители известного полуавтомата снабжены большим количеством силовых диодов, что также влияет на увеличение веса и габаритов. Следующий недостаток изобретения заключается в избыточных энергозатратах на обеспечение сварочного процесса вследствие различия в энергетических процессах при коротком замыкании и при горении дуги. В основу изобретения поставлена задача снижения потерь электродного металла на разбрызгивание, улучшение качества сварочного шва, уменьшение габаритов и экономии активных материалов сварочного полуавтомата путем снабжения его дросселя дополнительным отводом, выполнения выпрямителей устройства по мостовой схеме и введения в состав электрической схемы накопительной емкости, а также обеспечения оптимальных взаимосвязей между элементами электросхемы полуавтомата, что позволяет осуществлять регулирование скорости нарастания тока в различные периоды протекания сварочного процесса и тем самым ограничить ток короткого замыкания при оптимальном энерговложении, обеспечивающем переход капель электродного металла без взрывов и выбросов, уменьшить расход активных материалов сварочного трансформатора, обеспечить соответствие величины энергозатрат периоду короткого замыкания и периоду горения дуги. Поставленная задача решается тем, что в сварочном полуавтомате, содержащем источник сварочного тока, выполненный в виде однофазного трансформатора с основными и дополнительными отводами во вторичной обмотке, силовой и дополнительный выпрямители, дроссель, а также электропривод механизма подачи электродной проволоки и блок цикла сварки, согласно изобретению, основные отводы однофазного трансформатора подключены ко входу силового выпрямителя, выполненного по мостовой схеме, а дополнительные отводы выполнены симметрично и подключены ко входу дополнительного выпрямителя, выполненного также по мостовой схеме, при этом дроссель выполнен с дополнительным отводом, выход силового выпрямителя подключен ко входу дросселя, а выход дополнительного выпрямителя - к дополнительному отводу дросселя. Однофазный трансформатор может быть выполнен с тремя отводами во вторичной обмотке, два из которых симметричны, а третий - нулевой, при этом основные отводы и нулевой отвод однофазного трансформатора подключены ко входу силового выпрямителя, выполненного в виде полуоткрытого моста, а дополнительные отводы с нулевым выводом подключены ко входу дополнительного выпрямителя, выполненного также по схеме полуоткрытого моста, причем выход силового выпрямителя подключен ко входу дросселя, а выход дополнительного выпрямителя к его дополнительному отводу. К выходу дополнительного выпрямителя может быть дополнительно подключена накопительная емкость, при этом выход дополнительного выпрямителя связан со входом дросселя через дополнительно введенный развязывающий диод. Кроме того, однофазный трансформатор с нулевым отводом во вторичной обмотке может быть подключен параллельно ко входам силового и дополнительного выпрямителей, при этом выход основного выпрямителя подключен к входу дросселя, а выход дополнительного выпрямителя - к дополнительному отводу дросселя, причем вход дросселя связан с нулевым выводом трансформатора через дополнительно введенную емкость. Однофазный трансформатор с нулевым выводом во вторичной обмотке может быть также подключен ко входу силового выпрямителя, при этом один из выходов выпрямителя связан с дополнительным отводом дросселя, а другой через дополнительно введенную накопительную емкость - со входом дросселя. На фиг.1 представлена схема предлагаемого сварочного полуавтомата; на фиг.2-5 - варианты конструкций источников сварочного тока, входящих в состав сварочного полуавтомата. К сети однофазного переменного тока (фиг.1) через автоматический выключатель 1 и пусковой элемент 2 (его контакт) подключены источник сварочного тока 3 и источник питания 4, от которого получают питание электропривод механизма подачи электродной проволоки 5 и блок цикла сварки (блок управления) 6. Источник сварочного тока 3 включает в себя однофазный трансформатор 7, первичная обмотка которого связана с питающей сетью через переключатель 8 ступеней напряжения сварки, а вторичная содержит два симметричных отвода 9 и 10. Основные выводы трансформатора и его отводы подключены к выпрямителям, составленным из диодов: для силового выпрямителя - 11-14 и для дополнительного выпрямителя - 13-16 соответственно. Выход силового выпрямителя подключен ко входу дросселя 17, а выход дополнительного выпрямителя -к дополнительному отводу 18 дросселя 17. Подача электродной проволоки осуществляется при помощи электродвигателя 19, подключенного к выходу электропривода 5, а частота вращения вала электродвигателя 19, и, следовательно, ток сварки, задается регулятором 20, также подключенным к электроприводу 5. Цикл сварки начинается и прекращается при помощи пусковой кнопки 21, связанной с блоком цикла сварки 6, включающем клапан отсекателя газа 22. Источник сварочного тока выполняется по следующим вариантам схем и составу элементов. Согласно фиг.2 однофазный трансформатор 7 имеет во вторичной обмотке два симметричных отвода 9 и 10, при этом основные отводы подключены ко входу основного ' силового выпрямителя, составленного из диодов 11 и 12, а дополнительные отводы -ко входу дополнительного выпрямителя, составленного из диодов 13 и 14. Выход силового выпрямителя подключен ко входу дросселя 17, а выход дополнительного выпрямителя - к дополнительному отводу 18 дросселя 17. Нулевой вывод 23 трансформатора 7 является общим для обоих выпрямителей. Согласно фиг.3 однофазный трансформатор 7 имеет два симметричных отвода 9 и 10. Основные выводы трансформатора подключены ко входу силового выпрямителя, составленного из диодов 11 и 12, а дополнительные отводы - ко входу выпрямителя, составленного из диодов 13 и 14. Выход силового выпрямителя связан со входом дросселя 17, а выход дополнительного выпрямителя - с дополнительным отводом 18 дросселя 17 через развязывающий диод 24. Нулевой вывод 23 трансформатора 7 является общим для обоих выпрямителей, а между отводом 23 и выходом дополнительного выпрямителя (диоды 13, 14) включена накопительная емкость 25, т.е. полностью подключена к выходу выпрямителя, состоящего из диодов 13 и 14. Согласно фиг.4 однофазный трансформатор 7 имеет нулевой отвод 23, а к отводам указанного трансформатора подключены два выпрямителя: силовой, составленный из диодов 11 и 12, и дополнительный - из диодов 13 и 14, при этом силовой выпрямитель (диоды 11 и 12) подключены ко входу дросселя 17, а дополнительный (диоды 13 и 14) -к его дополнительному отводу 18, Нулевой вывод 23 трансформатора 7 является общим для обоих выпрямителей, а к выходу основного выпрямителя подключена накопительная емкость 25. Согласно фиг.5 однофазный трансформатор 7 с нулевым отводом 23 подключен к силовому выпрямителю, составленному из диодов 11 и 12, выход которого связан с дополнительным отводом 18 дросселя 17, а между нулевым отводом 23 трансформатора 7 и входом дросселя 17 установлена накопительная емкость 25. Сварочный полуавтомат, представленный на фиг.1 работает следующим образом. При включении автоматического выключателя 1 полуавтомат готов к работе. Нажатием кнопки 21 включается блок цикла сварки 6, который выдает команду на пуск электропривода 5 с электродвигателем 19, включение клапана газового отсекателя 25 и включение пускового элемента 2, управляющего работой источника сварочного тока 3. Начинается цикл сварки, режим которого обеспечивается положением переключателя ступеней напряжения 8 и регулятора 20 частоты вращения вала приводного электродвигателя 19 (ток сварки). Сварка в среде защитного газа осуществляется с частыми периодическими короткими замыканиями дугового промежутка, при этом в период короткого замыкания источник сварочного тока 3 работает следующим образом. В этот период и связанный с ним период возбуждения дуги после короткого замыкания сварочная цепь получает питание от дополнительного выпрямителя, составленного из диодов 11, 12, 15 и 16, вход которого связан с дополнительными отводами 9и 10 трансформатора 7, а выход - с дополнительным отводом 18 дросселя 17. Таким образом, в указанный период сварочная цепь питается от источника с пониженным напряжением и при этом индуктивность дросселя минимальна, что способствует ограничению энерговложений в режиме короткого замыкания и последующего возбуждения сварочной дуги и, как следствие, практическому исключению взрыва перемычки жидкого металла капли, ведущей к выбросу ее части из сварочной ванны. Далее с выдержкой времени, обусловленной параметрами индуктивности уже полной обмотки дросселя 17, нарастает ток от источника, образованного выпрямителем, составленным из диодов 11-14, вход которого подключен к основным отводам трансформатора 7, а выход - к дросселю 17. Горение дуги происходит уже при параметрах, обусловленных полной вторичной обмоткой трансформатора 7 и полной обмоткой дросселя 17. При очередном периодическом замыкании каплей электродного металла дугового промежутка система сварочной цепи опять получает питание от дополнительного выпрямителя, так как ток короткого замыкания не успевает дорасти до уровня возможного тока короткого замыкания вследствие индуктивности полной обмотки дросселя 17. Таким образом, при относительно простом схемном решении достигается эффект ограничения тока короткого замыкания и, как следствие, снижение потерь электродного металла на разбрызгивание, улучшение качества сварного шва, уменьшение энергозатрат и экономия активных материалов трансформатора, обуславливающих возникновение значительных величин токов короткого замыкания. Подобный вышеописанному эффект происходит и при конструкции источника сварочного тока 3, представленной на фиг.2, однако в этом случае оба выпрямителя выполнены по схеме полуоткрытого моста, составленного из диодов 11 и 12 для силового выпрямителя и 13, 14 - для дополнительного. При этом достигается эффект экономии силовых диодов, и, как следствие, уменьшение габаритов устройства. Источник сварочного тока, представленный на фиг.3, работает следующим образом. В период горения сварочной дуги последняя питается от источника, образованного силовым выпрямителем (диоды 11 и 12). В это время емкость 25 заряжается от дополнительного выпрямителя (диоды 13 и 14). В период снижения трансформированного синусоидального напряжения до уровня, меньшего, чем напряжение на емкости 24, последняя разряжается на сварочную цепь через часть обмотки дросселя 17, образованную его дополнительным отводом 18, поддерживая непрерывность сварочного тока. Этот же процесс способствует оптимальному переходу капли жидкого электродного металла в сварочную ванну при коротком замыкании дугового промежутка с обеспечением достаточных энерговложений при пониженных значениях напряжения короткого замыкания, способствующих снижению выбросов электродного металла, могущих возникать при взрывах перемычки жидкого металла электрода и ванны. Конструкция, выполненная согласно фиг.4, представляет собой источник сварочного тока 3 с однофазным трансформатором 7, подключенным к двум выпрямителям: силовому (диоды 11 и 12) и дополнительному (диоды 13 и 14) параллельно. Источник работает следующим образом. Режим короткого замыкания и последующее возбуждение дуги обеспечивается дополнительным источником (диоды 13 и 14), выход которого подключен к части обмотки дросселя 17 (отвод 18). При этом малая индуктивность дросселя 17 обеспечивает достаточно быстрое нарастание тока короткого замыкания при пониженном напряжении источника (нет накопительного конденсатора, повышающего уровень выходного напряжения), что способствует переходу капли электродного металла в ванну без ее взрыва и выброса. В режиме горения сварочной дуги последняя получает питание от системы, образованной силовым выпрямителем (диоды 11 и 12), полной обмоткой дросселя 17 (более высокое значение индуктивности) и накопительной емкостью 25. При этом горение дуги осуществляется на более высоком уровне напряжения и поддерживается емкостью 25. При таком построении источника сварочного тока 3 переход от режима короткого замыкания к возбуждению и горению сварочной дуги обеспечивается динамическими характеристиками указанного источника, вследствие наличия накопительной емкости 25 (задержка нарастания напряжения сварки) и двух значений индуктивности дросселя 17 (задержка нарастания тока короткого замыкания и тока горения дуги). Эффекты, достигаемые при таком построении источника сварочного тока 3, состоят также в существенном улучшении формы сварного соединения, снижении энергозатрат на процесс сварки, экономии активных материалов трансформатора 7 вследствие оптимизации указанных энергозатрат. Источник сварочного тока 3, представленный на фиг.5, работает следующим образом. В режиме короткого замыкания дугового промежутка каплей расплавленного электродного металла процесс обеспечивается выпрямителем, составленным из диодов 11 и 12, на выходе которого имеется часть витков дросселя (отвод 18). При этом через оставшиеся витки дросселя 17 от указанного выпрямителя заряжается емкость 25 и в режиме горения дуги обеспечивает дополнительное повышение уровня сварочного напряжения. При таком построении источника сварочного тока обеспечиваются достаточно близкие к описанным выше эффекты, хотя и менее выраженные, однако, существенным преимуществом этого источника сварочного тока является его простота и малые массогабаритные показатели. Отключение цикла сварки с необходимыми выдержками времени осуществляет блок цикла сварки б при отпускании пусковой кнопки 21. Предложенное техническое решение реализовано в ряде сварочных полуавтоматов, предназначенных для дуговой сварки плавящимся электродом диаметром 0.8 и 1,2 мм в среде углекислого газа на токах до 140 А. При этом масса собственно источника сварочного тока при его ПВ = 40% в зависимости от варианта конструкции колеблется в диапазоне 8-10 кГ при потребляемом сварочном токе 140 А.
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/06
Мітки: зварювальний, напівавтомат
Код посилання
<a href="https://ua.patents.su/5-23504-zvaryuvalnijj-napivavtomat.html" target="_blank" rel="follow" title="База патентів України">Зварювальний напівавтомат</a>
Пересувний зварювальний трансформатор
Номер патенту: 18924
Опубліковано: 25.12.1997
Автор: Шумейко Василь Андрійович
МПК: B23K 9/00
Мітки: зварювальний, трансформатор, пересувний
Формула / Реферат:
Передвижной сварочный трансформатор, содержащий приемники для укладки питающего и сварочных проводов, коммутирующие элементы в виде выводов обмоток, смонтированных на панели, включающей контактные зажимы для присоединения сварочных и питающих проводов и два колеса для передвижения по поверхности в район производства сварки, отличающий-с я тем, что он снабжен двумя, расположенными по осевой линии трансформатора, полуосями с крепежными...
Зварювальний трансформатор
Номер патенту: 12598
Опубліковано: 28.02.1997
Автор: Арфаницький Сергій Вадимович
МПК: H01F 27/00, H01F 27/28
Мітки: зварювальний, трансформатор
Формула / Реферат:
1. Сварочный трансформатор, содержащий магнитопровод, на стержнях которого установлены первичная и вторичные обмотки, по меньшей мере одну дополнительную обмотку для регулировки сварочного тока, установленную на ярме параллельно его продольной оси и охватывающую его боковые плоскости и торцы, и средство коммутации, отличающийся тем, что дополнительная обмотка установлена на ярме с возможностью перемещения относительно торцов основных...
Прістрій для запуску та живлення плазмодугової установки постійного струму
Номер патенту: 6830
Опубліковано: 31.03.1995
Автори: Попов Олег Олександрович, Кюрегян Микита Сергійович, Волков Ігор Володимирович, Губаревич Володимир Миколайович, Нізамов Ільфір Гаймасович, Спірін Вячеслав Михайлович, Адамович Сергій Броніславович
Мітки: постійного, пристрій, струму, запуску, плазмодугової, живлення, установки
Формула / Реферат:
(57) Устройство для запуска и питания плазменно-дуговой установки постоянного тока, содержащее индуктивно-емкостный преобразователь источника напряжения и источник тока, состоящий из конденсатора и трансформатора-дросселя, выполненного из расположенных на общем магнитопроводе с немагнитным зазором первичной, а также основной и дополнительной вторичных обмоток, основная вторичная обмотка подключена ко входу выпрямителя, выход которого через...
Випрямляч для дугового зварювання
Номер патенту: 14135
Опубліковано: 25.04.1997
Автори: Карпенко Олександр Петрович, Потап'євський Аркадій Григорович, Дудко Данило Андрійович
МПК: B23K 9/00
Мітки: випрямляч, зварювання, дугового
Формула / Реферат:
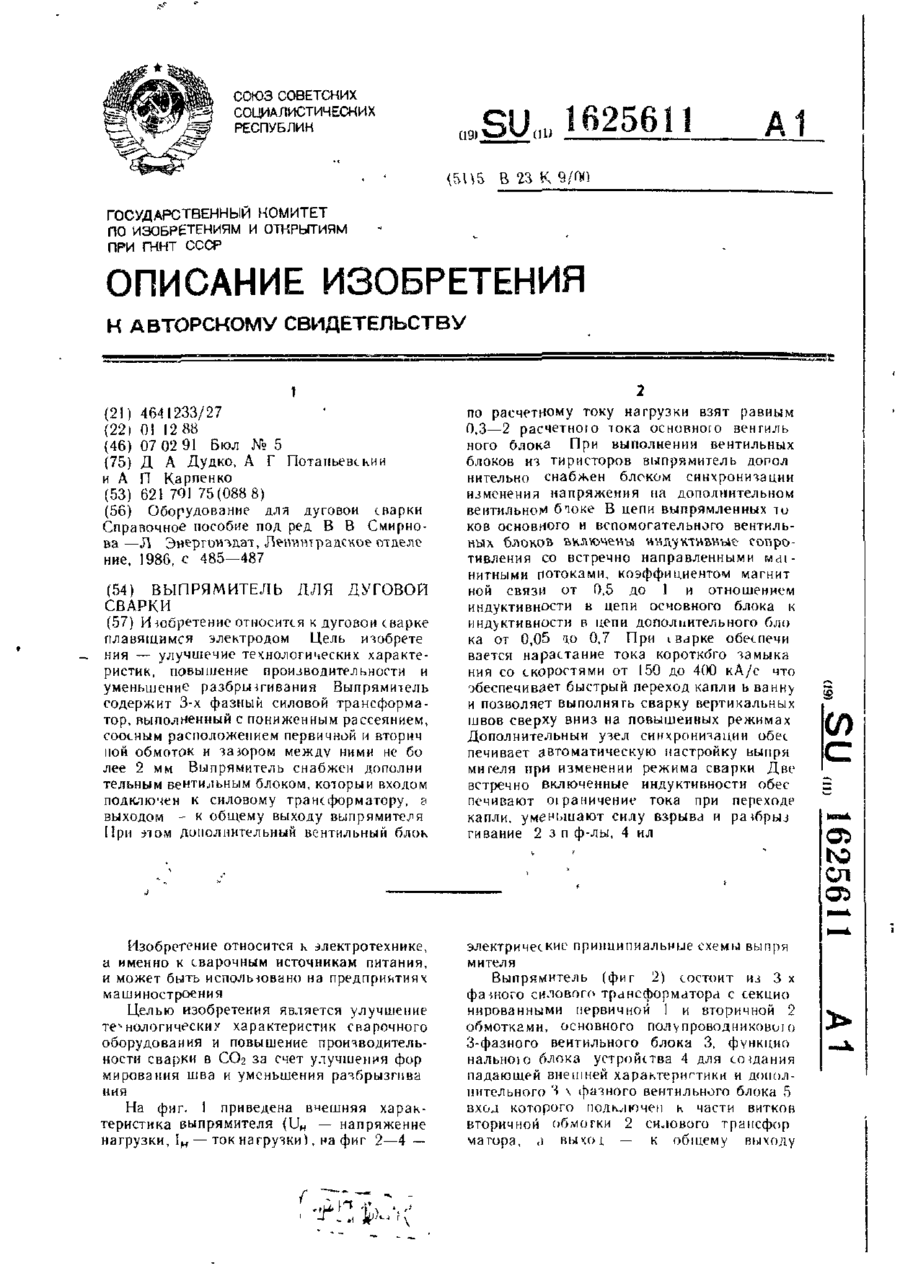
1. Выпрямитель для дуговой сварки плавящимся электродом, содержащий трехфазный силовой трансформатор, основной вентильный блок и функциональный блок, отличающийся тем, что, с целью улучшения технологических характеристик и повышения производительности сварки в СО2 за счет улучшения формирования шва и уменьшения разбрызгивания, он снабжен дополнительным вентильным блоком, который входом подключен к трехфазному силовому трансформатору, а...
Пристрій для вимірювання амплітудного значення імпульсів зварювального струму
Номер патенту: 8463
Опубліковано: 30.09.1996
Автори: Подола Микола Васильович, Гавриш Валерій Семенович, Руденко Петро Михайлович
МПК: B23K 11/24
Мітки: вимірювання, зварювального, амплітудного, імпульсів, пристрій, струму, значення
Формула / Реферат:
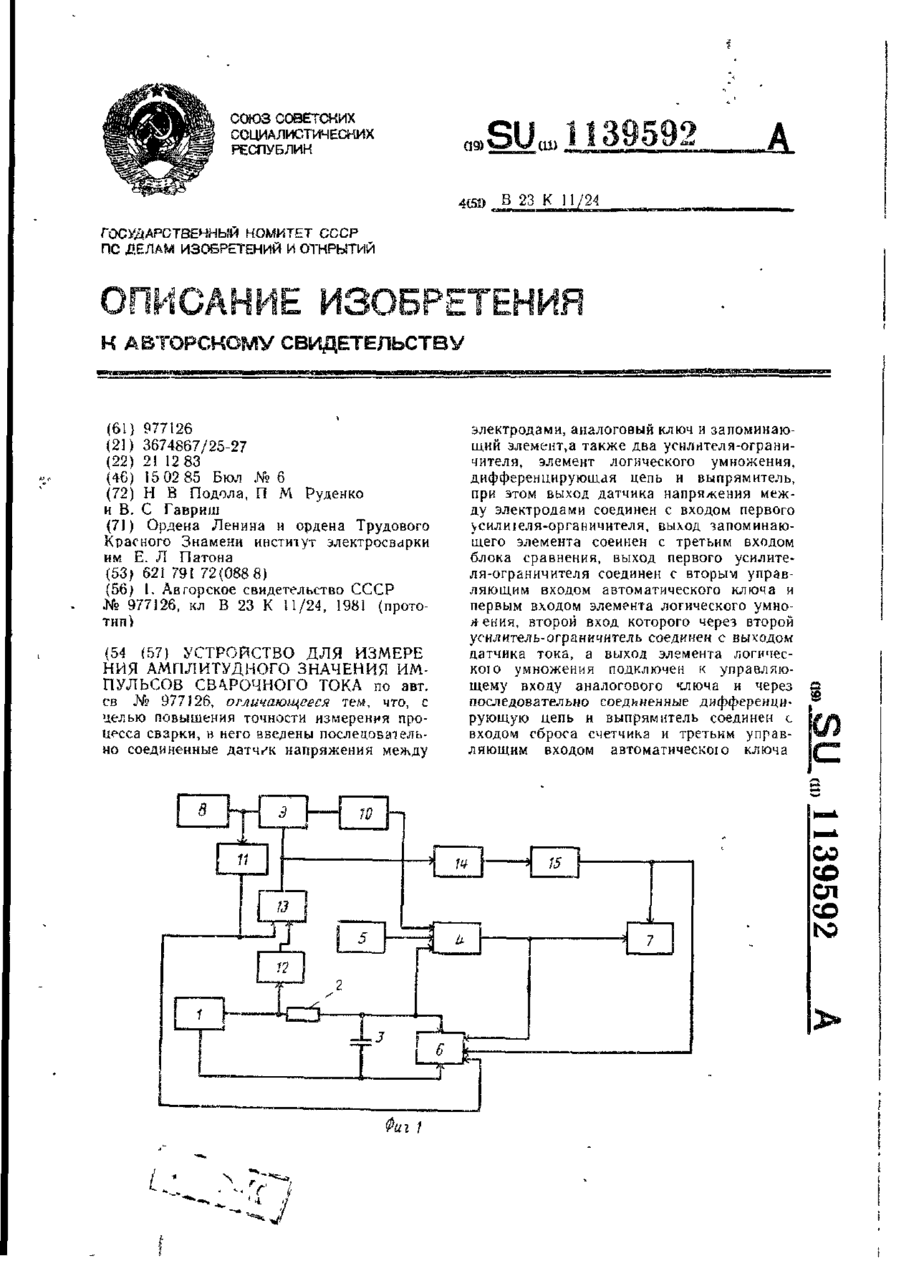
Устройство для измерения амплитудного значения импульсов сварочного тока по авт. св. № 977126, отличающееся тем, что, с целью повышения точности измерения процесса сварки, в него введены последовательно соединенные датчик напряжения между электродами, аналоговый ключ и запоминающий элемент, а также два усилителя-ограничителя, элемент логического умножения, дифференцирующая цепь и выпрямитель, при этом выход датчика напряжения между...
Попередній патент: Спосіб проведення дуоденофіброскопа до великого дуоденального сосочка
Наступний патент: Пристрій для газифікації вуглецевого матеріалу
Випадковий патент: Спосіб лікування ушкоджених периферичних нервів