Пристрій для приготування та роздачі рідкого металу
Номер патенту: 24403
Опубліковано: 17.07.1998
Автори: Дубодєлов Віктор Іванович, Погорський Віктор Костянтинович, Горюк Максим Степанович

Формула / Реферат
1. Устройство для приготовления и раздачи жидкого металла, содержащее основание, раму, загрузочную и раздаточную емкости, соединенные между собой горизонтально расположенным огнеупорным блоком с двумя токонесущими каналами, индуктор и электромагнит, отличающееся тем, что в тыльную стенку раздаточной емкости встроен сливной металлопровод, нижний конец которого сообщен с токонесущим каналом, а верхний имеет выход на прикрепленный к боковой стенке раздаточной емкости сливной желоб, причем участок соединения металлопровода с токонесущим каналом расположен над полюсом электромагнита.
2. Устройство для приготовления и раздачи жидкого металла по п.1, отличающееся тем, что в нижней части тыльной стенки раздаточной емкости по оси размещения сливного металлопровода выполнен дополнительный какал, соединяющий токонесущие каналы между собой.
3. Устройство для приготовления и раздачи жидкого металла по п.2, отличающееся тем, что в плоскости размещения дополнительного канала расположены два противоположно направленных сливных металлопровода.
4. Устройство для приготовления и раздачи жидкого металла по п.3, отличающееся тем, что дополнительный канал выполнен в виде тройника, два противоположных конца которого соединены с токонесущими каналами, а третий сообщен с раздаточной емкостью.
Текст
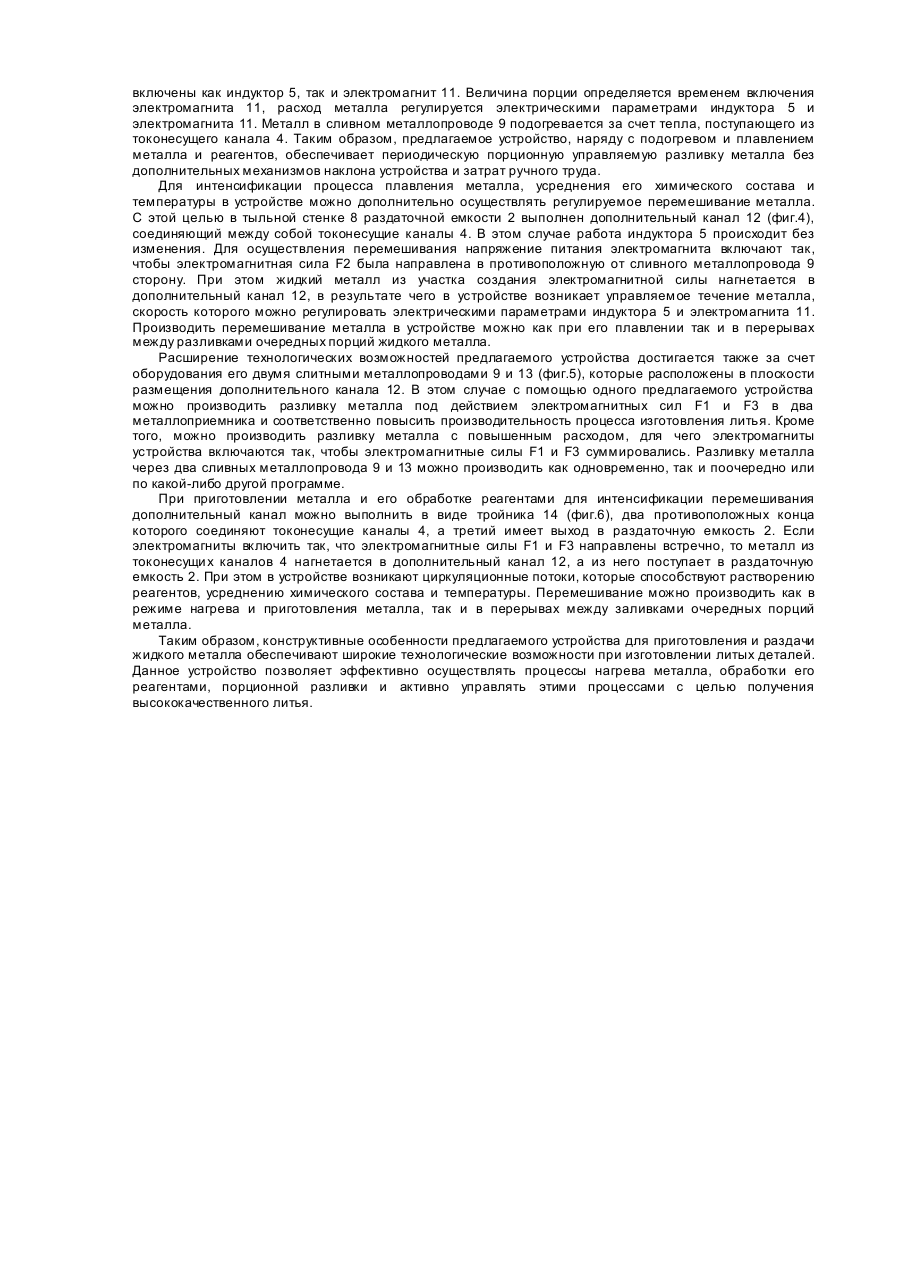
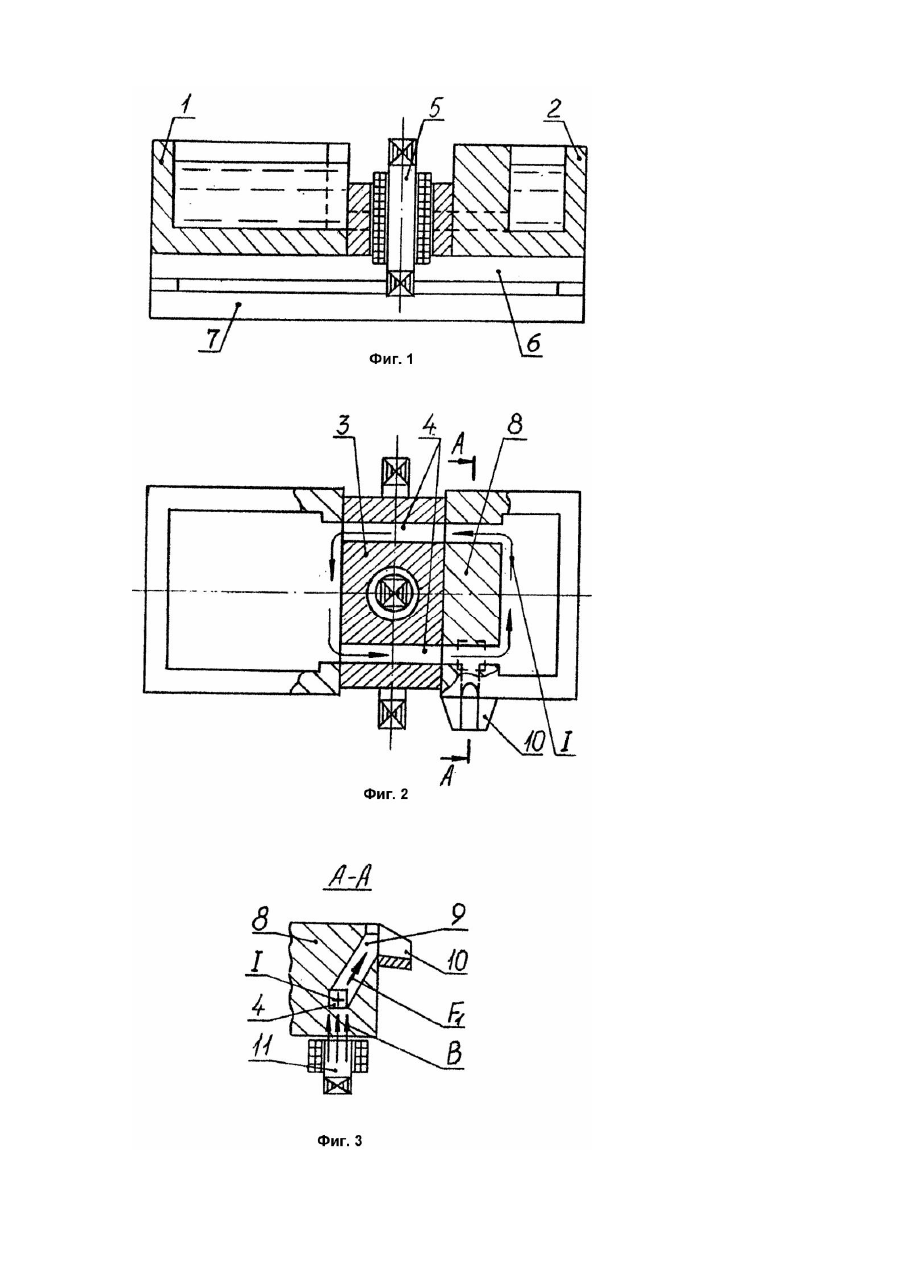
Изобретение относится к области металлургии и литейного производства и может быть использовано для приготовления и раздачи жидкого металла. Известно устройство для раздачи жидкого металла (Патент Франции №2.094.191, кл B22d35/00//B22d37/00; F27d3/00, 11/00, опубл. 04.02.72). Устройство содержит печь с индукционным каналом, разливочный канал и сифон для доливки металла, раму с механизмом поворота устройства и промежуточные лотки. Раздача металла осуществляется через разливочный канал в промежуточные мерные ковши, которые подают металл в литейные формы. Недостаток устройства - сложность осуществления обработки металла реагентами ввиду отсутствия достаточного его перемешивания. Известна двухкамерная индукционная печь типа LER для плавки металлов и сплавов (Фарбман С.А., Колобнев И.О. Индукционные печи для плавки металлов и сплавов. - М.: Металлургия, 1968), содержащая две камеры, соединенные между собой наклонными каналами. Вокруг установленного в средней части печи индуктора образуется короткозамкнутый виток жидкого металла. В нем индуктируется электрический ток, под действием которого происходит нагрев и плавление металла в печи. Однако в данной печи сложно проводить порционную разливку жидкого металла. Наиболее близким к заявляемому изобретению является двухкамерная индукционная канальная печь фирмы "ASEA" для плавки и выпуска расплава через желоб путем его наклона (Емелевский Я. Литье цветных металлов: Пер. с польск. - М.: Высш. шк., 1977). Печь состоит из двух камер для приема и отбора металла, соединенных между собой наклонными каналами, индуктора, устройства наклона печи и сливного желоба. Недостатком данной печи является несовершенный метод разливки жидкого металла, при котором для обеспечения слива металла необходимо производить наклон всей печи. Подобным образом можно разливать большие объемы металла. Однако при разливке малых порций жидкого металла с высокой точностью такой метод неприемлем ввиду его значительной инерционности и низкой точности. Необходимо обеспечить также высокую эксплуатационную надежность устройства наклона печи. Поэтому применение на практике такого метода разливки жидкого металла сопряжено со значительными затратами ручного труда, повышенным расходом жидкого металла и приводит к уменьшению выхода годного литья. В основу изобретения поставлена задача создания такого устройства для приготовления и раздачи жидкого металла, в котором путем совмещения в одном агрегате технологических операций плавления, выдержки, перегрева, обработки и управляемой порционной разливки металла обеспечивается простота, надежность и стабильность процесса получения отливок, достигается повышение качества изготавливаемого литья. Поставленная задача решается за счет того, что в устройстве для приготовления и раздачи жидкого металла, содержащем основание, раму, загрузочную и раздаточную емкости, соединенные между собой горизонтально расположенным огнеупорным блоком с двумя токонесущими каналами, индуктор и электромагнит, в тыльной стенке раздаточной емкости выполнен сливной металлопровод, нижний конец которого сообщается с токонесущим каналом, а верхний имеет выход на прикрепленный к боковой стенке раздаточной емкости сливной желоб, причем участок соединения металлопровода с токонесущим каналом расположен над полюсом электромагнита. Кроме того, в нижней части тыльной стенки раздаточной емкости по оси размещения сливного металлопровода выполнен дополнительный канал, соединяющий токонесущие каналы между собой. В плоскости размещения дополнительного канала расположены два противоположно направленных сливных металлопровода. Сам дополнительный канал выполнен в виде тройника, два противоположных конца которого соединены с токонесущими каналами, а третий сообщен с раздаточной емкостью. На фиг.1 представлено предлагаемое устройство для приготовления и раздачи жидкого металла, вид сбоку; на фиг.2 - то же, вид сверху; на фиг.3 - разрез устройства по плоскости А - А; на фиг.4 - то же устройство с дополнительным каналом, вид сверху; на фиг.5 - то же устройство с двумя противоположно направленными сливными металлопроводами, вид сверху; на фиг.6 - то же устройство с дополнительным каналом, выполненным в виде тройника, вид сверху. Устройство (фиг.1 - 3) состоит из загрузочной 1 и раздаточной 2 емкостей, соединенных между собой огнеупорным блоком 3, в котором выполнены два токонесущи х канала 4. В огнеупорный блок 3 встроен индуктор 5. Все эти узлы расположены на раме 6. которая крепится к основанию 7. В тыльной стенке 8 раздаточной емкости выполнен сливной металлопривод 9. Нижний конец металлопровода сообщается с токонесущим каналом 4, а верхний - имеет выход на сливной желоб 10, прикрепленный к боковой стенке емкости 2. Участок соединения металлопровода 9 с токонесущим каналом 4 расположен над полюсом электромагнита 11. Устройство работает следующим образом. Первоначально в загрузочную емкость 1 устройства заливают жидкий металл, который по токонесущим каналам 4 поступает в раздаточную емкость 2 и образует короткозамкнутый виток вокруг индуктора 5. При включении индуктора 5 в электрическую сеть в токонесущи х каналах 4 индуктируется электрический ток 1, замыкающийся через загрузочную емкость 1 и раздаточную емкость 2. В соответствии с законом Джоуля - Ленца происходит нагрев жидкого металла в каналах, и тепло при этом передается в загрузочную емкость 1 и раздаточную емкость 2. За счет этого тепла в устройстве можно производить подогрев и плавление металлической шихты. При заливке порции металла в форму подают напряжение питания на электромагнит 11. Создается магнитное поле B, силовые линии которого пересекают тонконесущий канал 4. При этом в результате взаимодействия электрического тока I в токонесущем канале 4 с магнитным полем B электромагнита 11 возникает электромагнитная сила F1, под действием которой жидкий металл нагнетается в металлопровод 9 и далее поступает на сливной желоб 10. При плавлении металла работает только индуктор 5, при разливке включены как индуктор 5, так и электромагнит 11. Величина порции определяется временем включения электромагнита 11, расход металла регулируется электрическими параметрами индуктора 5 и электромагнита 11. Металл в сливном металлопроводе 9 подогревается за счет тепла, поступающего из токонесущего канала 4. Таким образом, предлагаемое устройство, наряду с подогревом и плавлением металла и реагентов, обеспечивает периодическую порционную управляемую разливку металла без дополнительных механизмов наклона устройства и затрат ручного труда. Для интенсификации процесса плавления металла, усреднения его химического состава и температуры в устройстве можно дополнительно осуществлять регулируемое перемешивание металла. С этой целью в тыльной стенке 8 раздаточной емкости 2 выполнен дополнительный канал 12 (фиг.4), соединяющий между собой токонесущие каналы 4. В этом случае работа индуктора 5 происходит без изменения. Для осуществления перемешивания напряжение питания электромагнита включают так, чтобы электромагнитная сила F2 была направлена в противоположную от сливного металлопровода 9 сторону. При этом жидкий металл из участка создания электромагнитной силы нагнетается в дополнительный канал 12, в результате чего в устройстве возникает управляемое течение металла, скорость которого можно регулировать электрическими параметрами индуктора 5 и электромагнита 11. Производить перемешивание металла в устройстве можно как при его плавлении так и в перерывах между разливками очередных порций жидкого металла. Расширение технологических возможностей предлагаемого устройства достигается также за счет оборудования его двумя слитными металлопроводами 9 и 13 (фиг.5), которые расположены в плоскости размещения дополнительного канала 12. В этом случае с помощью одного предлагаемого устройства можно производить разливку металла под действием электромагнитных сил F1 и F3 в два металлоприемника и соответственно повысить производительность процесса изготовления литья. Кроме того, можно производить разливку металла с повышенным расходом, для чего электромагниты устройства включаются так, чтобы электромагнитные силы F1 и F3 суммировались. Разливку металла через два сливных металлопровода 9 и 13 можно производить как одновременно, так и поочередно или по какой-либо другой программе. При приготовлении металла и его обработке реагентами для интенсификации перемешивания дополнительный канал можно выполнить в виде тройника 14 (фиг.6), два противоположных конца которого соединяют токонесущие каналы 4, а третий имеет выход в раздаточную емкость 2. Если электромагниты включить так, что электромагнитные силы F1 и F3 направлены встречно, то металл из токонесущи х каналов 4 нагнетается в дополнительный канал 12, а из него поступает в раздаточную емкость 2. При этом в устройстве возникают циркуляционные потоки, которые способствуют растворению реагентов, усреднению химического состава и температуры. Перемешивание можно производить как в режиме нагрева и приготовления металла, так и в перерывах между заливками очередных порций металла. Таким образом, конструктивные особенности предлагаемого устройства для приготовления и раздачи жидкого металла обеспечивают широкие технологические возможности при изготовлении литых деталей. Данное устройство позволяет эффективно осуществлять процессы нагрева металла, обработки его реагентами, порционной разливки и активно управлять этими процессами с целью получения высококачественного литья.
ДивитисяДодаткова інформація
Автори англійськоюDubodelov Viktor Ivanovych, Pohorskyi Viktor Konstiantynovych, Horiuk Maksym Stepanovych
Автори російськоюДубоделов Виктор Иванович, Погорский Виктор Константинович, Горюк Максим Степанович
МПК / Мітки
МПК: B22D 39/00
Мітки: приготування, пристрій, роздачі, металу, рідкого
Код посилання
<a href="https://ua.patents.su/4-24403-pristrijj-dlya-prigotuvannya-ta-rozdachi-ridkogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для приготування та роздачі рідкого металу</a>
Пристрій для приготування та роздачі рідкого корму
Номер патенту: 19260
Опубліковано: 25.12.1997
Автори: Сабдєнов Калдибєк Сабдєновіч, Янішевський Леонід Володимирович, Бєкболатов Сайлибай Бєкболатовіч
МПК: A23N 17/00
Мітки: пристрій, корму, роздачі, приготування, рідкого
Формула / Реферат:
Устройство для приготовления и раздачи жидкого корма, включающее резервуар с выгрузным окном, расположенные в резервуаре два вала с лопастными перемешивающими органами и распределительный паропровод с отводными патрубками, отличающееся тем, что оно снабжено дополнительным валом с лопастными перемешивающими органами, установленными между основными валами и под ними, а паропровод расположен над основными валами, причем отводные патрубки...
Пристрій для розливання рідкого металу

Номер патенту: 20415
Опубліковано: 15.07.1997
Автори: Погорський Віктор Костянтинович, Горюк Максим Степанович, Дубодєлов Віктор Іванович
МПК: B22D 39/00
Мітки: рідкого, металу, пристрій, розливання
Формула / Реферат:
1. Устройство для разливки жидкого металла, содержащее основание, раму, установленный на раме тигель со сливным желобом, огнеупорный блоке каналом, индуктор, электромагнит и привод для поворота устройства в вертикальной плоскости, отличающееся тем, что в огнеупорном блоке на участке присоединения к тиглю выполнено по меньшей мере два дополнительных канала, соединяющих полость токонесущего канала с тиглем:при этом каждый участок...
Пристрій для грануляції рідкого металу
Номер патенту: 12421
Опубліковано: 28.02.1997
Автори: Салій Ернст Миколайович, Мундрук Леонід Олександрович, Деревянко Василь Іванович, Лисенко Петро Васильович, Затуловський Сергій Семенович
МПК: B22F 9/08
Мітки: металу, рідкого, грануляції, пристрій
Формула / Реферат:
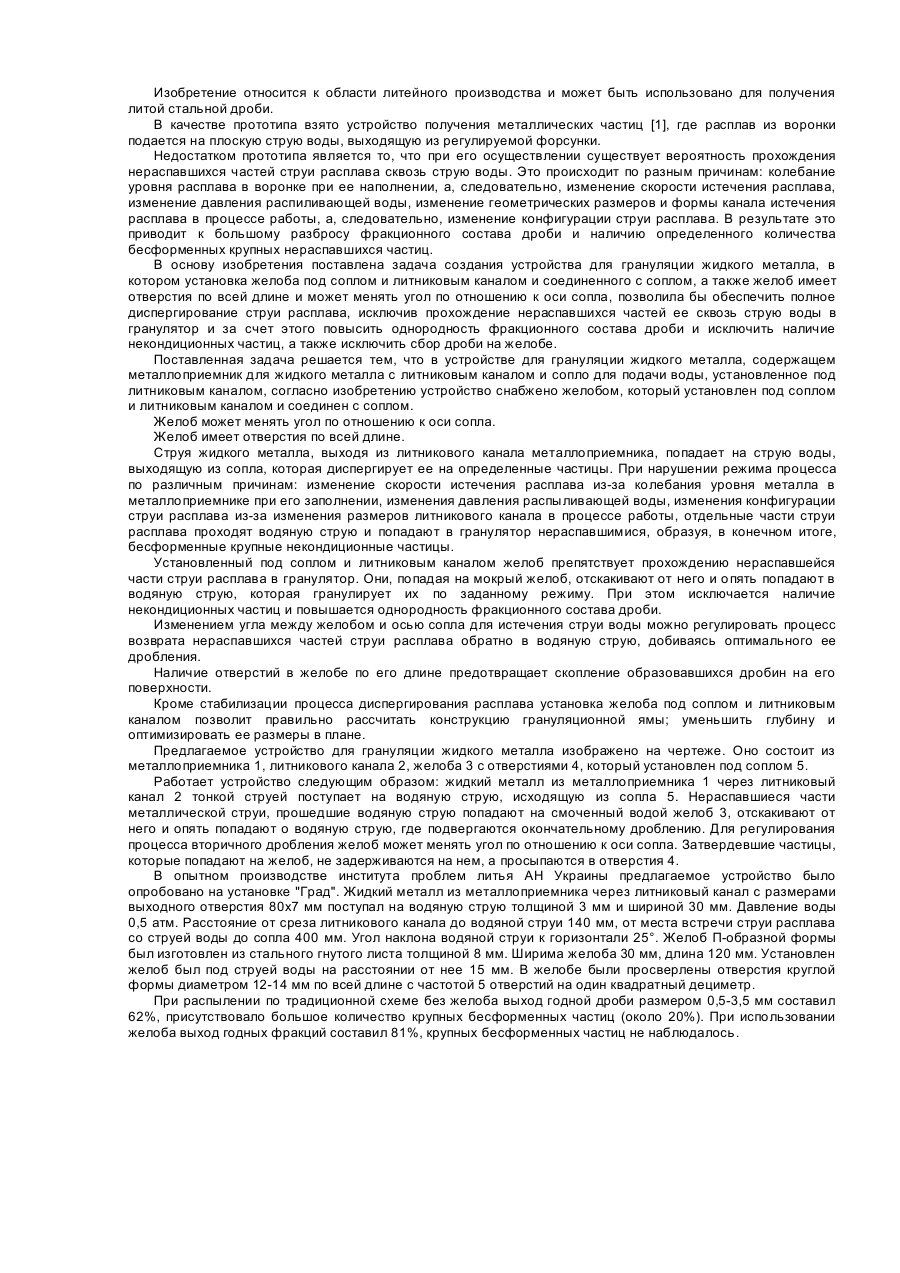
1. Устройство для грануляции жидкого металла, включающее металлоприемник для жидкого металла с литниковым каналом и сопло для подачи воды, установленное под литниковым каналом, отличающееся тем, что устройство снабжено жолобом, который установлен под соплом и литниковым каналом и соединен с соплом.2. Устройство по п.1, отличающееся тем, что жолоб может менять угол по отношению к оси сопла.3. Устройство по п.1, отличающееся...
Пристрій для газодинамічного перемішування рідкого металу
Номер патенту: 16632
Опубліковано: 29.08.1997
Автори: Єфімов Віктор Олексійович, Плискановський Олександр Станіславович, Кишко Борис Іванович, Шмегельський Микола Васильович, Наконечний Микола Федорович, Поповський Сергій Володимирович
МПК: F04F 7/00
Мітки: металу, рідкого, перемішування, газодинамічного, пристрій
Формула / Реферат:
Устройство для газодинамического перемешивания жидкого металла, содержащее емкость, огнеупорную трубу, магистрали подачи и выпуска сжатого газа с впускным отсечным агрегатом и дросселем выпуска газа, блок управления, отличающееся тем, что, с целью расширения области применения путем обеспечения возможности перемешивания затвердевающего металла в емкости регулированием частоты и амплитуды колебаний металла в огнеупорной трубе, в него введены...
Пристрій для електромагнітного перемішування рідкого металу у кристалізаторі
Номер патенту: 13454
Опубліковано: 28.02.1997
Автор: Лоренцо Чіані
МПК: B22D 11/01
Мітки: рідкого, металу, електромагнітного, перемішування, кристалізаторі, пристрій
Формула / Реферат:
Попередній патент: Пристрій для управління електроприводом верстата або конвейєра
Наступний патент: Пристрій для зменшення вібрацій радіоелементів
Випадковий патент: Пакетик чаю або іншої речовини, що розчиняється або заварюється безпосередньо в упаковці