Пристрій для розливання рідкого металу
Номер патенту: 20415
Опубліковано: 15.07.1997
Автори: Погорський Віктор Костянтинович, Горюк Максим Степанович, Дубодєлов Віктор Іванович



Формула / Реферат
1. Устройство для разливки жидкого металла, содержащее основание, раму, установленный на раме тигель со сливным желобом, огнеупорный блоке каналом, индуктор, электромагнит и привод для поворота устройства в вертикальной плоскости, отличающееся тем, что в огнеупорном блоке на участке присоединения к тиглю выполнено по меньшей мере два дополнительных канала, соединяющих полость токонесущего канала с тиглем:
при этом каждый участок соединения дополнительного канала с токонесущим расположен в зазоре электромагнита, имеющего независимую систему электропитания.
2. Устройство для разливки жидкого металла по п. 1, отличающееся тем, что в огнеупорном блоке на участке присоединения сливного желоба к токонесущему каналу выполнена дополнительная емкость для перегрева металла.
Текст
Изобретение относится к устройствам для периодической разливки металла, созданным на базе индукционных канальных печей. Известен ряд устройств для разливки жидкого металла (Применение разливочных агрегатов с индукционным подогревом. - Gleßereitechnik, 1981, №9, с.264 - 268). В данных устройствах нагрев металла осуществляется индукционным способом. Перед разливкой металла производят нагрев всей его массы в устройстве и поддерживают высокую температуру металла в течение всего времени разливки. При этом имеют место значительные теплопотери, которые снижают КПД этих устройств. Известна конструкция устройства для дозирования жидкого металла (А.с. СССР №904888, кл. B22D39/06), включающего ванну с нагревателем, загрузочный и сливной сифонные каналы, систему управления. Недостатком данного устройства является то, что нагреватель находится в нижней части ванны, а разливка металла производится из сливного канала, который находится в верхней части ванны и температура металла в котором на 50 - 100°C ниже, чем в нагревателе. Для достижения требуемой температуры разливки металл необходимо перегревать в нагревателе. Это обуславливает дополнительные затраты электроэнергии. Наиболее близким к заявляемому изобретению является устройство для порционной разливки металла (А.с. №660342, кл. B22D39/00), которое состоит из рамы, оснований, тигля со сливным желобом, огнеупорного блока с каналом, индуктора, электромагнита и привода для поворота устройства в вертикальной плоскости. Нагрев металла производится индукционным методом, а разливку ведут порциями с помощью электромагнитных сил. Недостатком данного устройства является повышенный расход электроэнергии. Это обусловлено тем, что перед разливкой производят нагрев всей массы металла в тигле и канале и длительное время выдерживают его в процессе разливки. На практике при разливке металла имеют место значительные простои в работе заливочного устройства, вызванные различными причинами (технологические остановки, ремонт литейного конвейера и вспомогательного оборудования). Анализ технологического процесса изготовления оливок, например, из чугуна, показывает, что непосредственно заливка форм занимает 40 - 50% времени работы литейного конвейера. Остальное время металл неоправданно находится в перегретом состоянии, причем температура его при изготовлении тонкостенного литья может достигать 1500 1550°C. Кроме увеличения энергозатрат это приводит к повышенному угар у основных и легирующи х элементов, интенсивному разрушению стенок огнеупорной футеровки разливочного устройства. В основу изобретения поставлена задача создания такого устройства для разливки жидкого металла, которое обеспечило бы значительную экономию электроэнергии, основных, легирующи х и футеровочных материалов. Поставленная задача достигается за счет того, что в устройстве для разливки жидкого металла, содержащем основание, раму, установленный на раме тигель со сливным желобом, огнеупорный блок с каналом, индуктор, электромагнит и привод для поворота устройства в вертикальной плоскости, в огнеупорном блоке на участке присоединения к тиглю выполнено по меньшей мере два дополнительных канала, соединяющих полость токонесущего канала с тиглем. При этом каждый участок соединения дополнительного канала с токонесущим расположен в зазоре электромагнита, имеющего независимую систему электропитания. Кроме того, в огнеупорном блоке на участке присоединения сливного желоба к токонесущему каналу выполнена дополнительная емкость для перегрева металла. На фиг.1 представлено предлагаемое устройство для разливки жидкого металла, вид сбоку; на фиг.2 - то же, вид сверху; на фиг.3 - то же, устройство с дополнительной емкостью, вид сбоку; на фиг.4 и 5 представлен принцип работы устройства соответственно в режимах разливки и циркуляции металла. Устройство состоит из тигля 1, к боковой стенке которого прикреплен огнеупорный блок 2 с токонесущим каналом 3. В огнеупорный блок 2 встроен индуктор 4. Кроме того, в огнеупорном блоке 2 на участке присоединения к тиглю 1 выполнено по меньшей мере два дополнительных канала 5, соединяющих полость токонесущего канала 3 с тиглем 1. Слив металла осуществляется по сливному желобу 6. который сообщается с полостью токонесущего канала 3. На участках соединения дополнительных каналов 5 с полостью токонесущего канала 3 установлены электромагниты 7. Тигель 1 с огнеупорным блоком 2 установлены на раме 8, которая крепится на основании 9 и имеет возможность поворота в вертикальной плоскости с помощьюпривода 10. Устройство работает следующим образом. Перед запуском устройства в работу в тигель 1 заливают жидкий металл, например, чугун с исходной температурой 1300°C. Он заполняет токонесущий канал 3, и вокруг индуктора 4 образуется короткозамкнутый виток. При включении индуктора 4 в электрическую сеть в токонесущем канале 3 индуктируется электрический ток I, который подогревает жидкий металл в канале. Так как масса металла в токонесущем канале (около 200кг) значительно меньше массы металла в тигле (например, 5000кг), температура металла в канале быстро возрастает, При достижении требуемой температуры заливки (например, 1500°C) включают электромагниты 7. В зазоре электромагнитов создается электромагнитное поле B, которое взаимодействует с электрическим током I в канале. При этом в металле возникает электромагнитная сила, под действием которой жидкий металл приводится в движение. В режиме заливки форм напряжение на каждый электромагнит включают так, чтобы возникающая электромагнитная сила F1 была направлена в сторону сливного желоба 6 (фиг.4), и жидкий металл с температурой 1300°C поступает из тигля в токонесущий канал 3 и вытесняет на сливной желоб 6 перегретый до 1500°C металл из токонесущего канала 3. Жидкий металл из сливного желоба 6 поступает в литейную форму. По такому принципу можно производить заливку форм металлоемкостью, например, 10 50кг, что меньше массы перегретого металла, находящегося в полости токонесущего канала (200кг). Для заливки форм, металлоемкость которых превышает массу металла в токонесущем канале, в огнеупорном блоке 2 выполнена дополнительная емкость 11, масса металла в которой в 2 - 3 раза больше порции металла, заливаемого в форму. Например, при заливке формы металлоемкостью 100 150кг дополнительную емкость выполняют на 300 500кг. В этом случае при заливке форм металл с температурой 1300°C из тигля под действием электромагнитной силы F1 поступает в токонесущий канал и вытесняет из дополнительной емкости перегретый до температуры 1500°C жидкий металл на сливной желоб, и далее этот металл заливается в литейную форму. Поддержание исходной температуры металла в тигле происходит за счет тепла перегретого металла, поступающего из токонесущего канала в тигель. Для этого в перерывах между очередными заливками форм включают один из электромагнитов так, чтобы электромагнитная сила F2 была направлена в сторону тигля (фи г.5). При этом металл из тигля по одному дополнительному каналу 5 поступает в токонесущий канал, подогревается, а по другому дополнительному каналу возвращается в тигель. Имеет место циркуляция металла v между каналом и тиглем, в результате чего происходит усреднение температуры и химического состава металла в тигле. Электромагниты имеют независимые системы электропитания. Это позволяет изменять полярность напряжения на электромагнитах и направление действия электромагнитных сил F1 и F2 в режимах разливки и циркуляции металла. Таким образом, в предлагаемом устройстве для разливки металла вся масса в тигле, которая значительно больше металлоемкости литейной формы, выдерживается при температуре на 200°C ниже температуры заливки литейной формы. Это позволяет значительно сократить общие теплопотери и снизить расход электроэнергии на разливку металла. Кроме этого, сохранение всей массы металла при низкой температуре позволяет уменьшить угар основных и легирующи х элементов, снижается также расход огнеупорных материалов, повышается надежность и долговечность работы устройства для разливки жидкого металла.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for casting liquid metal
Автори англійськоюDubodelov Viktor Ivanovych, Pohorskyi Viktor Konstiantynovych, Horiuk Maksym Stepanovych
Назва патенту російськоюУстройство для разливки жидкого металла
Автори російськоюДубоделов Виктор Иванович, Погорский Виктор Константинович, Горюк Максим Степанович
МПК / Мітки
МПК: B22D 39/00
Мітки: пристрій, розливання, рідкого, металу
Код посилання
<a href="https://ua.patents.su/3-20415-pristrijj-dlya-rozlivannya-ridkogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для розливання рідкого металу</a>
Пристрій для грануляції рідкого металу
Номер патенту: 12421
Опубліковано: 28.02.1997
Автори: Деревянко Василь Іванович, Лисенко Петро Васильович, Мундрук Леонід Олександрович, Салій Ернст Миколайович, Затуловський Сергій Семенович
МПК: B22F 9/08
Мітки: рідкого, пристрій, металу, грануляції
Формула / Реферат:
1. Устройство для грануляции жидкого металла, включающее металлоприемник для жидкого металла с литниковым каналом и сопло для подачи воды, установленное под литниковым каналом, отличающееся тем, что устройство снабжено жолобом, который установлен под соплом и литниковым каналом и соединен с соплом.2. Устройство по п.1, отличающееся тем, что жолоб может менять угол по отношению к оси сопла.3. Устройство по п.1, отличающееся...
Пристрій для подання рідкого металу
Номер патенту: 1872
Опубліковано: 20.12.1994
Автори: Тарасенко Віталій Андрійович, Бродський Сергій Сергійович, Цейтлін Борис Юхимович, Сітало Олександр Олексійович, Борисов Юрій Миколайович, Пікус Марк Ісерович, Учитель Лев Михайлович, Сельский Ігор Броніславович
МПК: B22D 11/10
Мітки: металу, подання, рідкого, пристрій
Формула / Реферат:
1. Устройство для подачи жидкого металла, содержащее шиберный затвор и закрепленный на его нижней плите огнеупорный стакан с пористой вставкой, в верхней части которого выполнены кан алы ддя подачи газа, отличающееся тем, что вставка выполнена с наружной конической поверхностью с сужением к выходу из стакана при соотношении внутреннего диаметра вставки и нижней плиты, равном 0,3—0,98, каналы для подачи газа в стакан выполнены равномерно...
Спосіб розливання сталі і пристрій для його здійснення
Номер патенту: 11059
Опубліковано: 25.12.1996
Автор: Федорович Віктор Георгійович
МПК: B22D 11/14, B22D 11/00
Мітки: сталі, спосіб, пристрій, здійснення, розливання
Формула / Реферат:
(57) 1. Способ разливки стали, включающий подачу металла через металлоприемник на горизонтально расположенную теплоотводящую поверхность кристаллизатора, экранируемую низкотеплопроводным сводом и боковыми стенками устройства, обеспечивающих односторонне направленную кристаллизацию отливок, отличающийся тем, что перед подачей металла на теплоотводящую поверхность кристаллизатора осуществляют накопление всего металла отливки в емкости свода, а...
Пристрій для електромагнітного перемішування рідкого металу у кристалізаторі
Номер патенту: 13454
Опубліковано: 28.02.1997
Автор: Лоренцо Чіані
МПК: B22D 11/01
Мітки: кристалізаторі, електромагнітного, пристрій, перемішування, металу, рідкого
Формула / Реферат:
Прилад для обробки потоку розплаву металу чи рідкого сплаву на основі алюмінія чи магнія
Номер патенту: 5552
Опубліковано: 28.12.1994
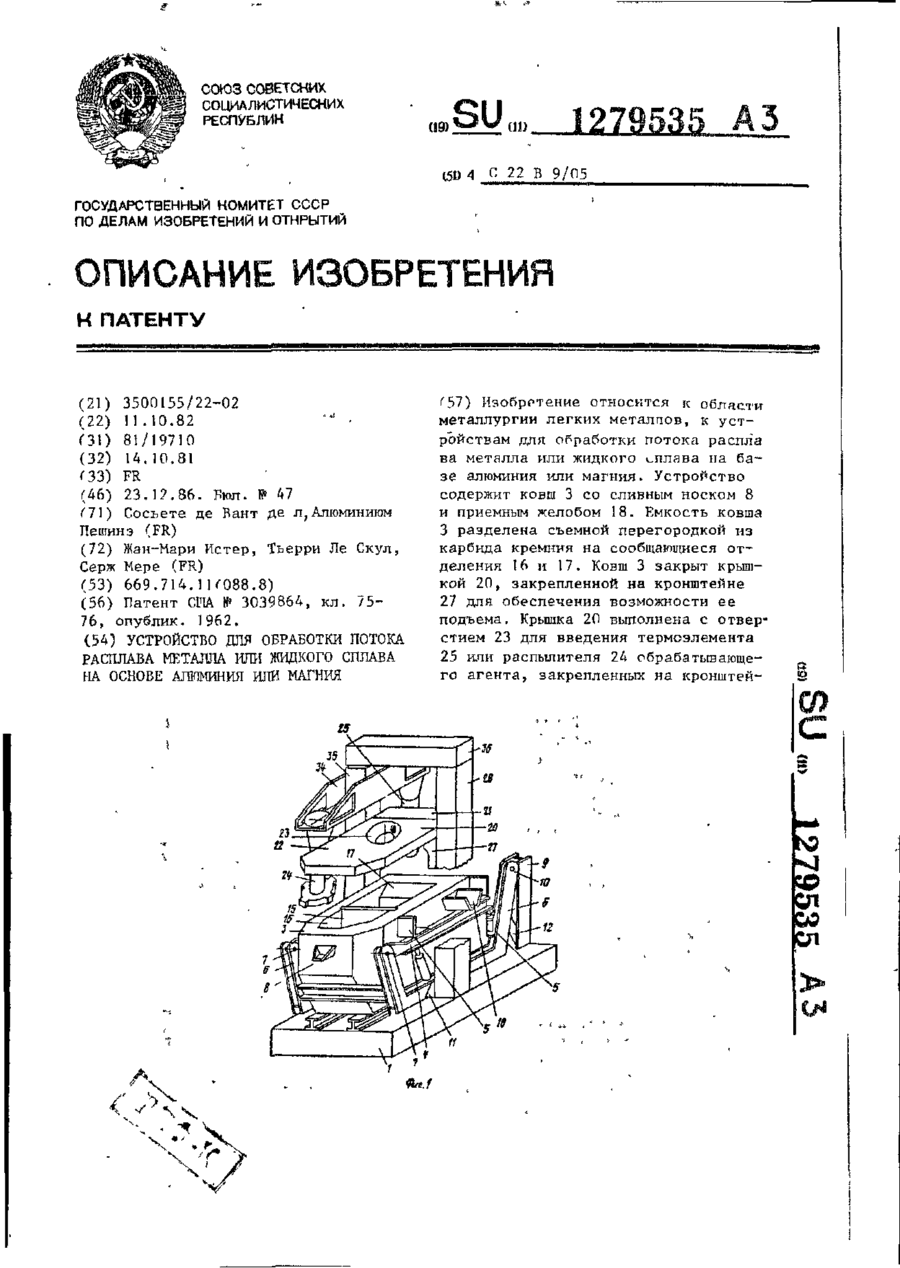
Автори: Тьєррі Ле Скул, Жан-Марі Істер, Серж Мере
МПК: C22B 9/05
Мітки: магнія, рідкого, сплаву, обробки, металу, потоку, основі, прилад, розплаву, алюмінія
Формула / Реферат:
1.Устройство для обработки потока расплава металла или жидкого сплава на основе алюминия или магния, содержащее ковш с металлическим кожухом и огнеупорной футеровкой, перегородкой, разделяющей ковш на два сообщающихся между собой отделения, одно из которых выполнено с желобом для подачи жидкого металла, а другое - с выпускным носком с осью, совпадающей с осью ковша, средство для нагрева жидкого металла, распылитель обрабатывающего агента и...
Попередній патент: Спосіб хірургічної реконструкції гортанноглотки
Наступний патент: Спосіб лікування запальних захворювань бронхо-легенової системи
Випадковий патент: Екранна арматура для високовольтних ізоляційних конструкцій