Корозійно- та зносостійка заготовка і спосіб її виготовлення та корозійно- та зносостійка монета і спосіб її виготовлення
Номер патенту: 26515
Опубліковано: 11.10.1999
Автори: Раско Майкл Джон Харві, Лі Аллан Х., Ясуда Міціхіро
Формула / Реферат
1. Коррозионно- и износостойкая заготовка с блеском и внешним видом меди, состоящая из сердцевинной части заготовки, выполненной из металлического материала и имеющей противоположно расположенные поверхности и периферийную боковую кромку, причем, по крайней мере, одна из поверхностей выполнена с возможностью ее штамповки чеканной матрицей, и электроосажденного покрытия, полностью охватывающего сердцевинную заготовку и выполненного из сплава меди с оловом, отличающаяся тем, что покрытие выполнено из сплава меди с 0,5 - 4мас.% олова с толщиной, составляющей, по крайней мере, на штампуемой поверхности 5 - 50мкм.
2. Заготовка по п.1, отличающаяся тем, что сердцевинная заготовка выполнена, по крайней мере, из одного металлического материала, выбранного из группы, содержащей железо, низкоуглеродистую сталь, нержавеющую сталь, никель, никелированную сталь, цинк и цинковые сплавы, медь и медные сплавы, магний и магниевые сплавы, алюминий и алюминиевые сплавы.
3. Заготовка по п.2, отличающаяся тем, что покрытие выполнено из сплава меди с 2мас.% олова.
4. Коррозионно- и износостойкая монета с блеском и внешним видом меди, имеющая изображение, отчеканенное по крайней мере на одной ее стороне, состоящая из монетной сердцевинной заготовки, выполненной из металлического материала, с пластичностью, достаточной для деформации чеканкой, имеющей противоположно расположенные поверхности и периферийную боковую кромку, и электроосажденного покрытия, полностью охватывающего сердцевинную заготовку, выполненного из сплава меди с оловом, отличающаяся тем, что покрытие выполнено из сплава меди с 0,5 - 4мас.% олова с толщиной 5 - 50мкм.
5. Монета по п.4, отличающаяся тем, что сердцевинная заготовка и электроосажденное покрытие металлически связаны в результате взаимной диффузии при тепловой обработке.
6. Монета по п.5, отличающаяся тем, что сердцевинная заготовка выполнена, по крайней мере, из одного материала, выбранного из группы, содержащей железо, низкоуглеродистую сталь, нержавеющую сталь, никель, никелированную сталь, цинк и цинковые сплавы, магний и магниевые сплавы, алюминий и алюминиевые сплавы.
7. Монета по п.5, отличающаяся тем, что сердцевинная заготовка выполнена из железа, низкоуглеродистой стали или нержавеющей стали.
8. Монета по п.5, отличающаяся тем, что сердцевинная заготовка выполнена из никеля, никелевого сплава или никелированной стали.
9. Монета по п.5, отличающаяся тем, что сердцевинная заготовка выполнена из цинка или цинкового сплава.
10. Монета по п.5, отличающаяся тем, что сердцевинная заготовка выполнена из меди или медного сплава.
11. Монета по п.5, отличающаяся тем, что сердцевинная заготовка выполнена из магния или магниевого сплава.
12. Монета по п.5, отличающаяся тем, что сердцевинная заготовка выполнена из алюминия или алюминиевого сплава.
13. Монета по п.5, отличающаяся тем, что сердцевинная заготовка выполнена из низкоуглеродистой стали, а электроосажденное покрытие выполнено из сплава меди с 2мас.% олова.
14. Коррозионно- и износостойкая монета с блеском и внешним видом меди, имеющая изображение, отчеканенное по крайней мере на одной ее стороне, состоящая из сердцевинной монетной заготовки, выполненной из низкоуглеродистой стали или нержавеющей стали, имеющей противоположные поверхности и периферийную боковую кромку, причем, по крайней мере, одна из поверхностей выполнена с возможностью ее штамповки чеканной матрицей и электроосажденного покрытия, выполненного из сплава меди с оловом, отличающаяся тем, что покрытие выполнено из сплава меди с 0,5 - 4мас.% олова с толщиной, составляющей, по крайней мере, на штампуемой поверхности 5 - 50мкм.
15. Монета по п.14, отличающаяся тем, что сердцевинная заготовка и электроосажденное покрытие металлургически связаны в результате взаимной диффузии при тепловой обработке.
16. Способ изготовления коррозионно- и износостойкой заготовки с блеском и внешним видом меди и изображением, отчеканенным, по крайней мере, на одной ее стороне, включающий получение сердцевинной заготовки заданного размера, выполненной из металлического материала, с противоположно лежащими поверхностями и периферийной боковой кромкой, нанесение электроосажденного покрытия из сплава меди с оловом, полностью охватывающего сердцевинную заготовку, и отчеканивание изображения, по крайней мере, на одной покрытой поверхности, отличающийся тем, что покрытие наносят из сплава меди с 0,5 - 4мас.% олова с толщиной, составляющей 5 - 50мкм по крайней мере на штампуемой поверхности.
17. Способ по п.16, отличающийся тем, что сердцевинную заготовку перед нанесением покрытия электроосаждением промывают разбавленной кислотой.
18. Способ по п.16, отличающийся тем, что сердцевинную заготовку перед нанесением покрытия электроосаждением обжигают.
19. Способ по п.16, отличающийся тем, что сердцевинную заготовку обжигают после нанесения электроосажденного покрытия и перед чеканкой для обеспечения металлургической связи между сердцевинной заготовкой и покрытием.
20. Способ по п.19, отличающийся тем, что обжиг проводят в среде водорода при температуре около 700°C в течение 15мин.
21. Способ изготовления коррозионно- и износостойкой монеты с блеском и внешним видом меди и изображением, отчеканенным, по крайней мере, на одной стороне, включающий получение монетной сердцевинной заготовки заданного размера, выполненной из металлического материала с пластичностью, достаточной для деформирования монетными матрицами во время чеканки с противоположно лежащими поверхностями и боковой периферийной кромкой, нанесение электроосажденного покрытия из сплава меди с оловом, полностью охватывающего сердцевинную заготовку, и чеканку, по крайней мере, одной монетной матрицы, деформирующей поверхность заготовки, отличающийся тем, что покрытие наносят из сплава меди с 0,5 - 4мас.% олова с толщиной 5 - 50мкм.
22. Способ по п.21, отличающийся тем, что перед нанесением покрытия электроосаждением заготовку обжигают.
23. Способ по п.22, отличающийся тем, что заготовку обжигают после нанесения покрытия и перед чеканкой.
Текст
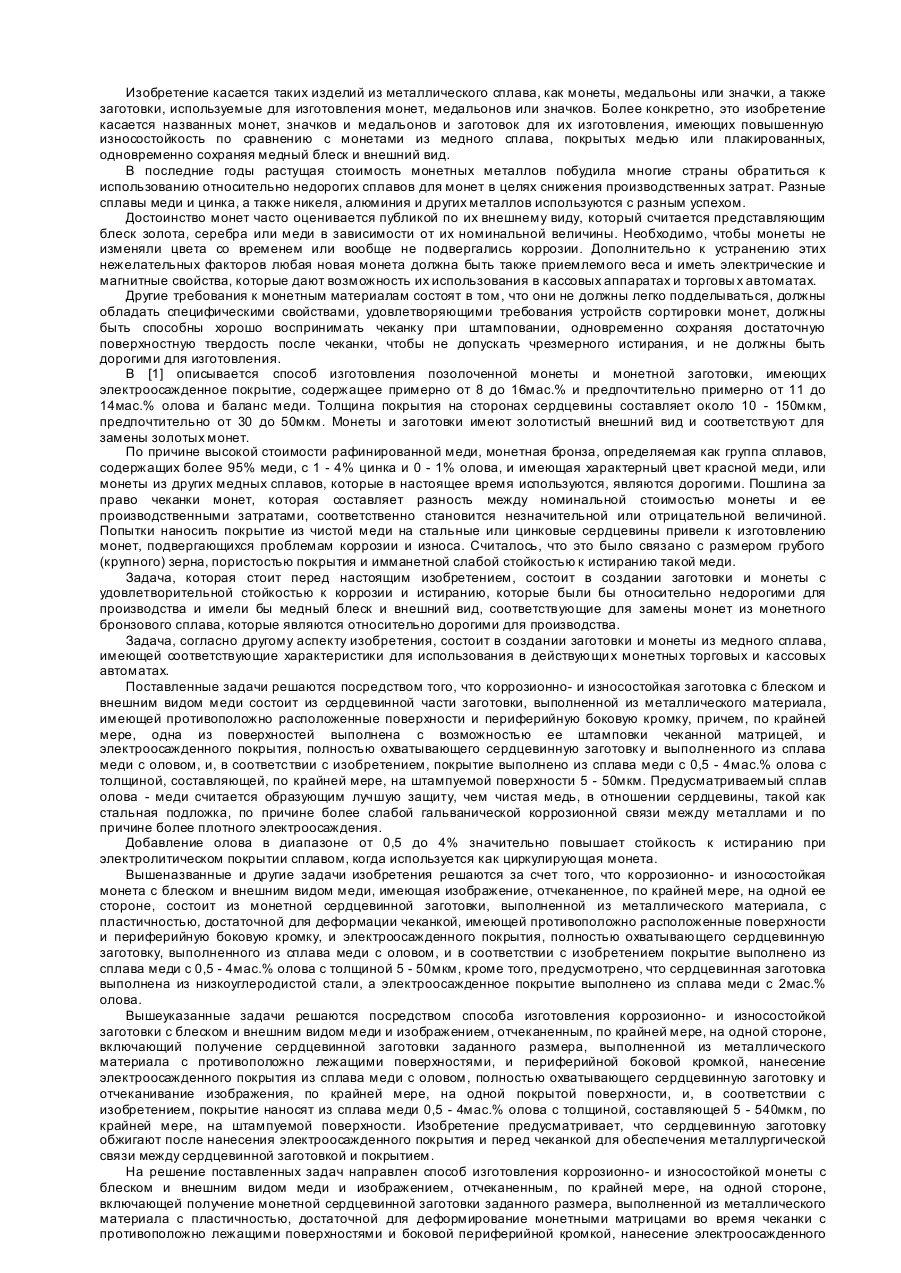
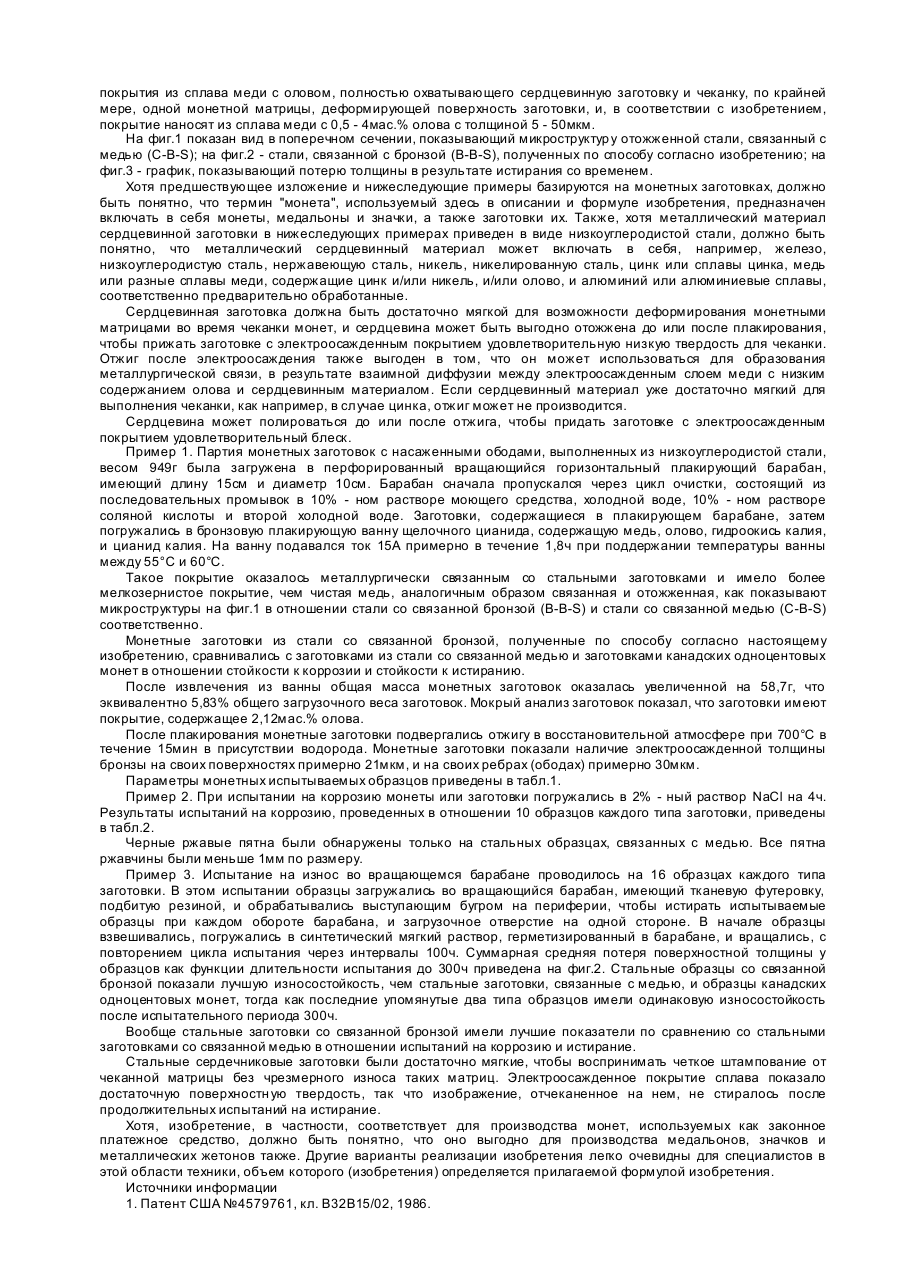
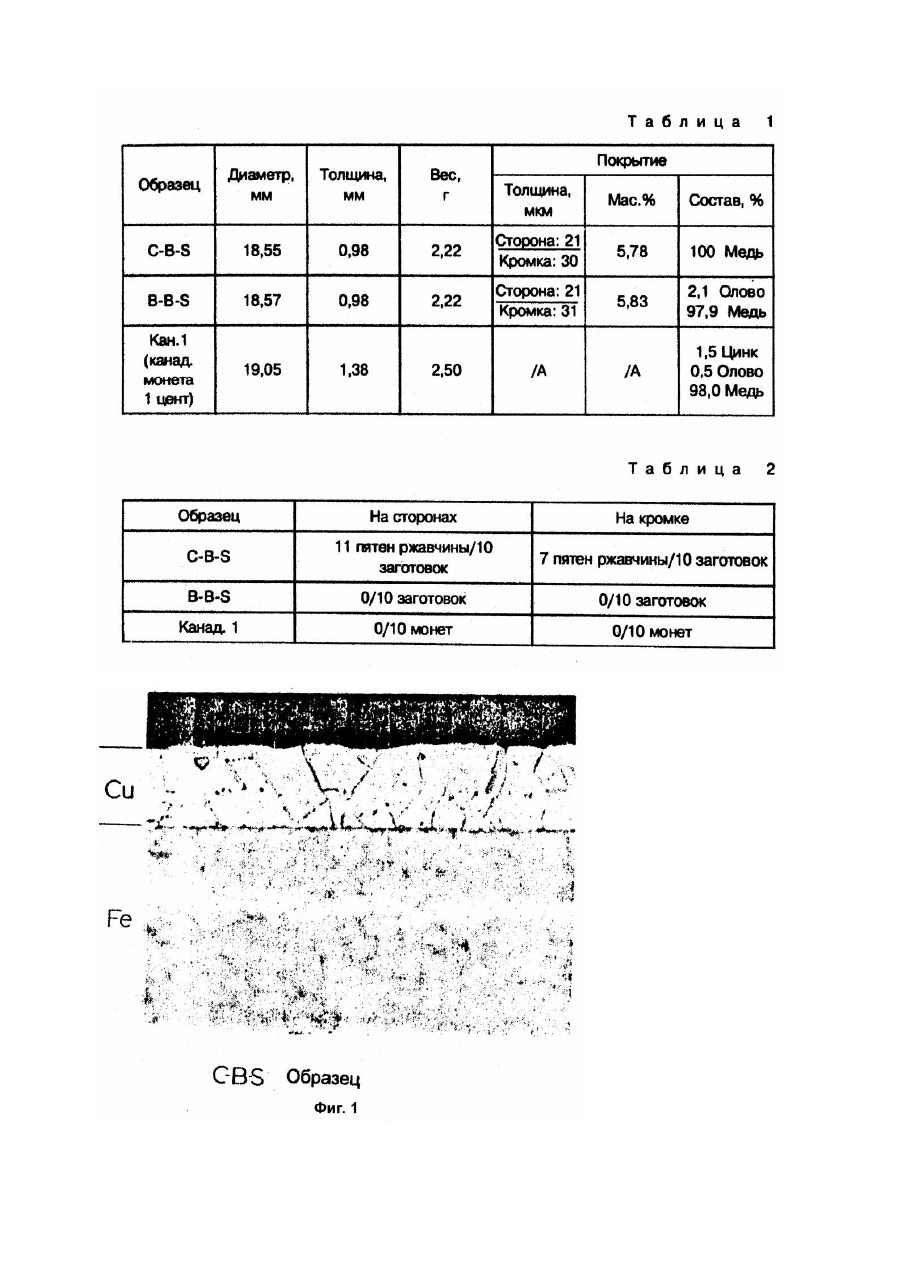
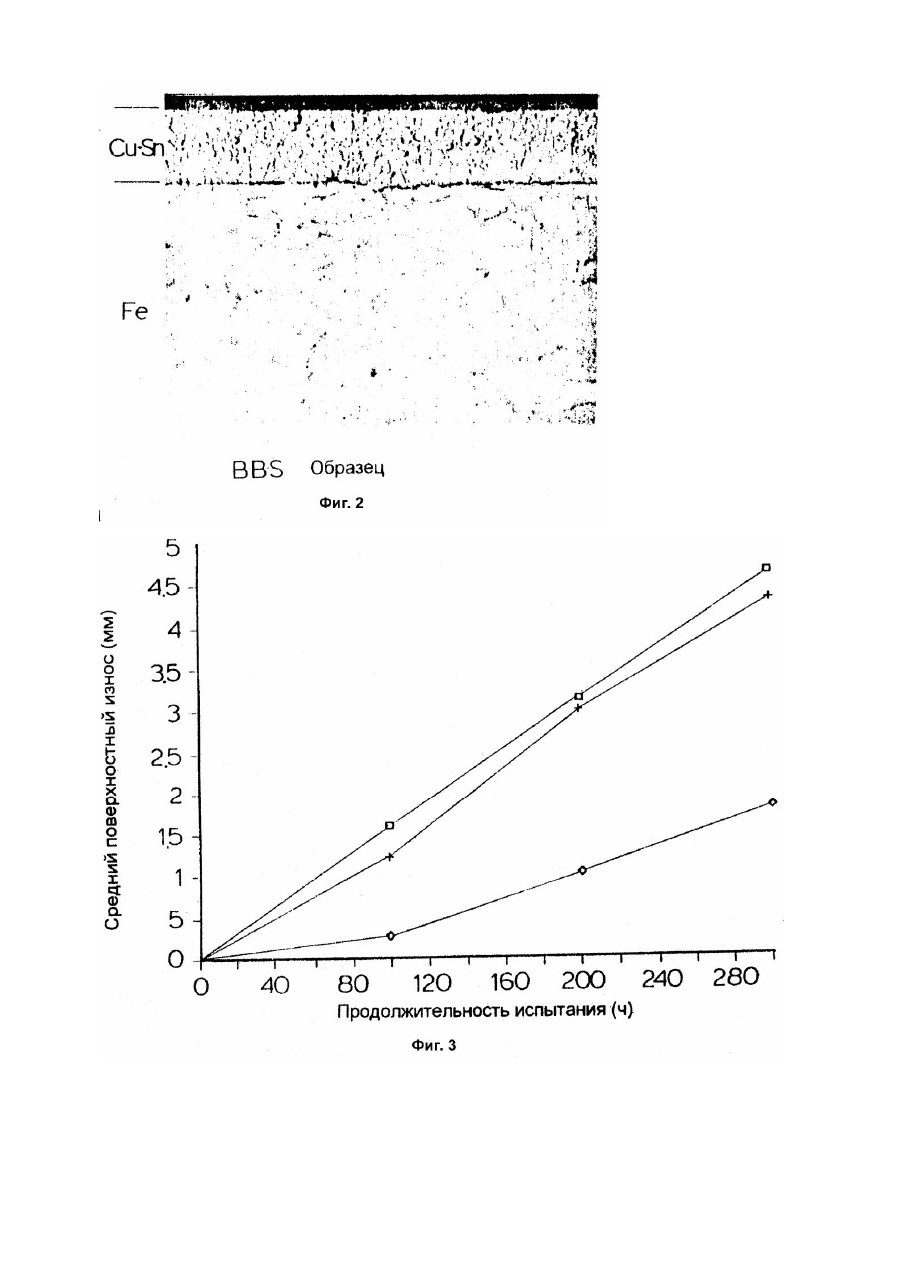
Изобретение касается таких изделий из металлического сплава, как монеты, медальоны или значки, а также заготовки, используемые для изготовления монет, медальонов или значков. Более конкретно, это изобретение касается названных монет, значков и медальонов и заготовок для их изготовления, имеющих повышенную износостойкость по сравнению с монетами из медного сплава, покрытых медью или плакированных, одновременно сохраняя медный блеск и внешний вид. В последние годы растущая стоимость монетных металлов побудила многие страны обратиться к использованию относительно недорогих сплавов для монет в целях снижения производственных затрат. Разные сплавы меди и цинка, а также никеля, алюминия и других металлов используются с разным успехом. Достоинство монет часто оценивается публикой по их внешнему виду, который считается представляющим блеск золота, серебра или меди в зависимости от их номинальной величины. Необходимо, чтобы монеты не изменяли цвета со временем или вообще не подвергались коррозии. Дополнительно к устранению этих нежелательных факторов любая новая монета должна быть также приемлемого веса и иметь электрические и магнитные свойства, которые дают возможность их использования в кассовых аппаратах и торговы х автоматах. Другие требования к монетным материалам состоят в том, что они не должны легко подделываться, должны обладать специфическими свойствами, удовлетворяющими требования устройств сортировки монет, должны быть способны хорошо воспринимать чеканку при штамповании, одновременно сохраняя достаточную поверхностную твердость после чеканки, чтобы не допускать чрезмерного истирания, и не должны быть дорогими для изготовления. В [1] описывается способ изготовления позолоченной монеты и монетной заготовки, имеющих электроосажденное покрытие, содержащее примерно от 8 до 16мас.% и предпочтительно примерно от 11 до 14мас.% олова и баланс меди. Толщина покрытия на сторонах сердцевины составляет около 10 - 150мкм, предпочтительно от 30 до 50мкм. Монеты и заготовки имеют золотистый внешний вид и соответствуют для замены золотых монет. По причине высокой стоимости рафинированной меди, монетная бронза, определяемая как группа сплавов, содержащих более 95% меди, с 1 - 4% цинка и 0 - 1% олова, и имеющая характерный цвет красной меди, или монеты из других медных сплавов, которые в настоящее время используются, являются дорогими. Пошлина за право чеканки монет, которая составляет разность между номинальной стоимостью монеты и ее производственными затратами, соответственно становится незначительной или отрицательной величиной. Попытки наносить покрытие из чистой меди на стальные или цинковые сердцевины привели к изготовлению монет, подвергающихся проблемам коррозии и износа. Считалось, что это было связано с размером грубого (крупного) зерна, пористостью покрытия и имманетной слабой стойкостью к истиранию такой меди. Задача, которая стоит перед настоящим изобретением, состоит в создании заготовки и монеты с удовлетворительной стойкостью к коррозии и истиранию, которые были бы относительно недорогими для производства и имели бы медный блеск и внешний вид, соответствующие для замены монет из монетного бронзового сплава, которые являются относительно дорогими для производства. Задача, согласно другому аспекту изобретения, состоит в создании заготовки и монеты из медного сплава, имеющей соответствующие характеристики для использования в действующи х монетных торговых и кассовых автоматах. Поставленные задачи решаются посредством того, что коррозионно- и износостойкая заготовка с блеском и внешним видом меди состоит из сердцевинной части заготовки, выполненной из металлического материала, имеющей противоположно расположенные поверхности и периферийную боковую кромку, причем, по крайней мере, одна из поверхностей выполнена с возможностью ее штамповки чеканной матрицей, и электроосажденного покрытия, полностью охватывающего сердцевинную заготовку и выполненного из сплава меди с оловом, и, в соответствии с изобретением, покрытие выполнено из сплава меди с 0,5 - 4мас.% олова с толщиной, составляющей, по крайней мере, на штампуемой поверхности 5 - 50мкм. Предусматриваемый сплав олова - меди считается образующим лучшую защиту, чем чистая медь, в отношении сердцевины, такой как стальная подложка, по причине более слабой гальванической коррозионной связи между металлами и по причине более плотного электроосаждения. Добавление олова в диапазоне от 0,5 до 4% значительно повышает стойкость к истиранию при электролитическом покрытии сплавом, когда используется как циркулирующая монета. Вышеназванные и другие задачи изобретения решаются за счет того, что коррозионно- и износостойкая монета с блеском и внешним видом меди, имеющая изображение, отчеканенное, по крайней мере, на одной ее стороне, состоит из монетной сердцевинной заготовки, выполненной из металлического материала, с пластичностью, достаточной для деформации чеканкой, имеющей противоположно расположенные поверхности и периферийную боковую кромку, и электроосажденного покрытия, полностью охватывающего сердцевинную заготовку, выполненного из сплава меди с оловом, и в соответствии с изобретением покрытие выполнено из сплава меди с 0,5 - 4мас.% олова с толщиной 5 - 50мкм, кроме того, предусмотрено, что сердцевинная заготовка выполнена из низкоуглеродистой стали, а электроосажденное покрытие выполнено из сплава меди с 2мас.% олова. Вышеуказанные задачи решаются посредством способа изготовления коррозионно- и износостойкой заготовки с блеском и внешним видом меди и изображением, отчеканенным, по крайней мере, на одной стороне, включающий получение сердцевинной заготовки заданного размера, выполненной из металлического материала с противоположно лежащими поверхностями, и периферийной боковой кромкой, нанесение электроосажденного покрытия из сплава меди с оловом, полностью охватывающего сердцевинную заготовку и отчеканивание изображения, по крайней мере, на одной покрытой поверхности, и, в соответствии с изобретением, покрытие наносят из сплава меди 0,5 - 4мас.% олова с толщиной, составляющей 5 - 540мкм, по крайней мере, на штампуемой поверхности. Изобретение предусматривает, что сердцевинную заготовку обжигают после нанесения электроосажденного покрытия и перед чеканкой для обеспечения металлургической связи между сердцевинной заготовкой и покрытием. На решение поставленных задач направлен способ изготовления коррозионно- и износостойкой монеты с блеском и внешним видом меди и изображением, отчеканенным, по крайней мере, на одной стороне, включающей получение монетной сердцевинной заготовки заданного размера, выполненной из металлического материала с пластичностью, достаточной для деформирование монетными матрицами во время чеканки с противоположно лежащими поверхностями и боковой периферийной кромкой, нанесение электроосажденного покрытия из сплава меди с оловом, полностью охватывающего сердцевинную заготовку и чеканку, по крайней мере, одной монетной матрицы, деформирующей поверхность заготовки, и, в соответствии с изобретением, покрытие наносят из сплава меди с 0,5 - 4мас.% олова с толщиной 5 - 50мкм. На фиг.1 показан вид в поперечном сечении, показывающий микроструктур у отожженной стали, связанный с медью (C-B-S); на фиг.2 - стали, связанной с бронзой (B-B-S), полученных по способу согласно изобретению; на фиг.3 - график, показывающий потерю толщины в результате истирания со временем. Хотя предшествующее изложение и нижеследующие примеры базируются на монетных заготовках, должно быть понятно, что термин "монета", используемый здесь в описании и формуле изобретения, предназначен включать в себя монеты, медальоны и значки, а также заготовки их. Также, хотя металлический материал сердцевинной заготовки в нижеследующих примерах приведен в виде низкоуглеродистой стали, должно быть понятно, что металлический сердцевинный материал может включать в себя, например, железо, низкоуглеродистую сталь, нержавеющую сталь, никель, никелированную сталь, цинк или сплавы цинка, медь или разные сплавы меди, содержащие цинк и/или никель, и/или олово, и алюминий или алюминиевые сплавы, соответственно предварительно обработанные. Сердцевинная заготовка должна быть достаточно мягкой для возможности деформирования монетными матрицами во время чеканки монет, и сердцевина может быть выгодно отожжена до или после плакирования, чтобы прижать заготовке с электроосажденным покрытием удовлетворительную низкую твердость для чеканки. Отжиг после электроосаждения также выгоден в том, что он может использоваться для образования металлургической связи, в результате взаимной диффузии между электроосажденным слоем меди с низким содержанием олова и сердцевинным материалом. Если сердцевинный материал уже достаточно мягкий для выполнения чеканки, как например, в случае цинка, отжиг может не производится. Сердцевина может полироваться до или после отжига, чтобы придать заготовке с электроосажденным покрытием удовлетворительный блеск. Пример 1. Партия монетных заготовок с насаженными ободами, выполненных из низкоуглеродистой стали, весом 949г была загружена в перфорированный вращающийся горизонтальный плакирующий барабан, имеющий длину 15см и диаметр 10см. Барабан сначала пропускался через цикл очистки, состоящий из последовательных промывок в 10% - ном растворе моющего средства, холодной воде, 10% - ном растворе соляной кислоты и второй холодной воде. Заготовки, содержащиеся в плакирующем барабане, затем погружались в бронзовую плакирующую ванну щелочного цианида, содержащую медь, олово, гидроокись калия, и цианид калия. На ванну подавался ток 15А примерно в течение 1,8ч при поддержании температуры ванны между 55°C и 60°C. Такое покрытие оказалось металлургически связанным со стальными заготовками и имело более мелкозернистое покрытие, чем чистая медь, аналогичным образом связанная и отожженная, как показывают микроструктуры на фиг.1 в отношении стали со связанной бронзой (B-B-S) и стали со связанной медью (C-B-S) соответственно. Монетные заготовки из стали со связанной бронзой, полученные по способу согласно настоящему изобретению, сравнивались с заготовками из стали со связанной медью и заготовками канадских одноцентовых монет в отношении стойкости к коррозии и стойкости к истиранию. После извлечения из ванны общая масса монетных заготовок оказалась увеличенной на 58,7г, что эквивалентно 5,83% общего загрузочного веса заготовок. Мокрый анализ заготовок показал, что заготовки имеют покрытие, содержащее 2,12мас.% олова. После плакирования монетные заготовки подвергались отжигу в восстановительной атмосфере при 700°C в течение 15мин в присутствии водорода. Монетные заготовки показали наличие электроосажденной толщины бронзы на своих поверхностях примерно 21мкм, и на своих ребрах (ободах) примерно 30мкм. Параметры монетных испытываемых образцов приведены в табл.1. Пример 2. При испытании на коррозию монеты или заготовки погружались в 2% - ный раствор NaCl на 4ч. Результаты испытаний на коррозию, проведенных в отношении 10 образцов каждого типа заготовки, приведены в табл.2. Черные ржавые пятна были обнаружены только на стальных образцах, связанных с медью. Все пятна ржавчины были меньше 1мм по размеру. Пример 3. Испытание на износ во вращающемся барабане проводилось на 16 образцах каждого типа заготовки. В этом испытании образцы загружались во вращающийся барабан, имеющий тканевую футеровку, подбитую резиной, и обрабатывались выступающим бугром на периферии, чтобы истирать испытываемые образцы при каждом обороте барабана, и загрузочное отверстие на одной стороне. В начале образцы взвешивались, погружались в синтетический мягкий раствор, герметизированный в барабане, и вращались, с повторением цикла испытания через интервалы 100ч. Суммарная средняя потеря поверхностной толщины у образцов как функции длительности испытания до 300ч приведена на фиг.2. Стальные образцы со связанной бронзой показали лучшую износостойкость, чем стальные заготовки, связанные с медью, и образцы канадских одноцентовых монет, тогда как последние упомянутые два типа образцов имели одинаковую износостойкость после испытательного периода 300ч. Вообще стальные заготовки со связанной бронзой имели лучшие показатели по сравнению со стальными заготовками со связанной медью в отношении испытаний на коррозию и истирание. Стальные сердечниковые заготовки были достаточно мягкие, чтобы воспринимать четкое штампование от чеканной матрицы без чрезмерного износа таких матриц. Электроосажденное покрытие сплава показало достаточную поверхностн ую твердость, так что изображение, отчеканенное на нем, не стиралось после продолжительных испытаний на истирание. Хотя, изобретение, в частности, соответствует для производства монет, используемых как законное платежное средство, должно быть понятно, что оно выгодно для производства медальонов, значков и металлических жетонов также. Другие варианты реализации изобретения легко очевидны для специалистов в этой области техники, объем которого (изобретения) определяется прилагаемой формулой изобретения. Источники информации 1. Патент США №4579761, кл. B32B15/02, 1986.
ДивитисяДодаткова інформація
Автори англійськоюYasuda Mitsihiro, Rasko Michael John Harvey, Lee Allan H.
Автори російськоюЯсуда Мицихиро, Раско Майкл Джон Харви, Ли Аллан Х.
МПК / Мітки
МПК: B32B 15/01
Мітки: зносостійка, заготовка, монета, виготовлення, спосіб, корозійної
Код посилання
<a href="https://ua.patents.su/4-26515-korozijjno-ta-znosostijjka-zagotovka-i-sposib-vigotovlennya-ta-korozijjno-ta-znosostijjka-moneta-i-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Корозійно- та зносостійка заготовка і спосіб її виготовлення та корозійно- та зносостійка монета і спосіб її виготовлення</a>
Заготовка для виготовлення фрикційного виробу
Номер патенту: 11024
Опубліковано: 25.12.1996
Автори: Арєф'єв Микола Володимирович, Левіт Михайло Захарович, Півень Олена Борисовна, Шарковський Сергій Іванович, Дєгтярьов Євген Володимирович, Соколов В'ячеслав Олександрович, Єрьомічев Віталій Павловіч, Хведченя Олег Аркадійович, Строєв Валерій Миколайович
МПК: B29B 11/14
Мітки: виготовлення, виробу, фрикційного, заготовка
Формула / Реферат:
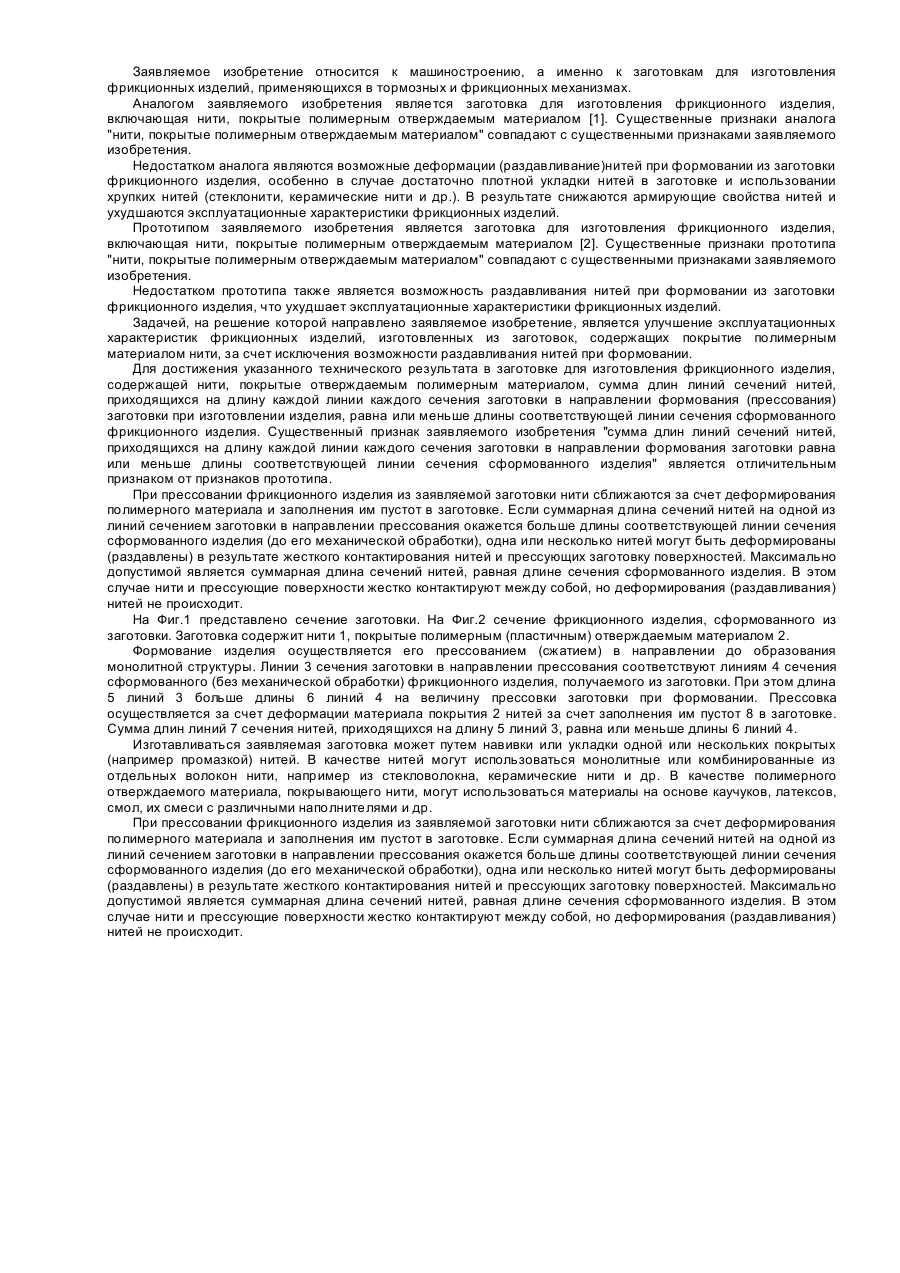
Заготовка для изготовления фрикционного изделия, содержащая нити, покрытые отверждаемым полимерным материалом, отличающаяся тем, что сумма длин линии сечений нитей, приходящихся на длину каждой линии каждого сечения заготовки в направлении формования заготовки при изготовлении изделия, выбрана равной или меньшей длины соответствующей линии сечения сформованного фрикционного изделия.
Заготовка м.ю.докторова смугаста різнотовщинна
Номер патенту: 2344
Опубліковано: 26.12.1994
Автор: Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: заготовка, м.ю.докторова, різнотовщинна, смугаста
Формула / Реферат:
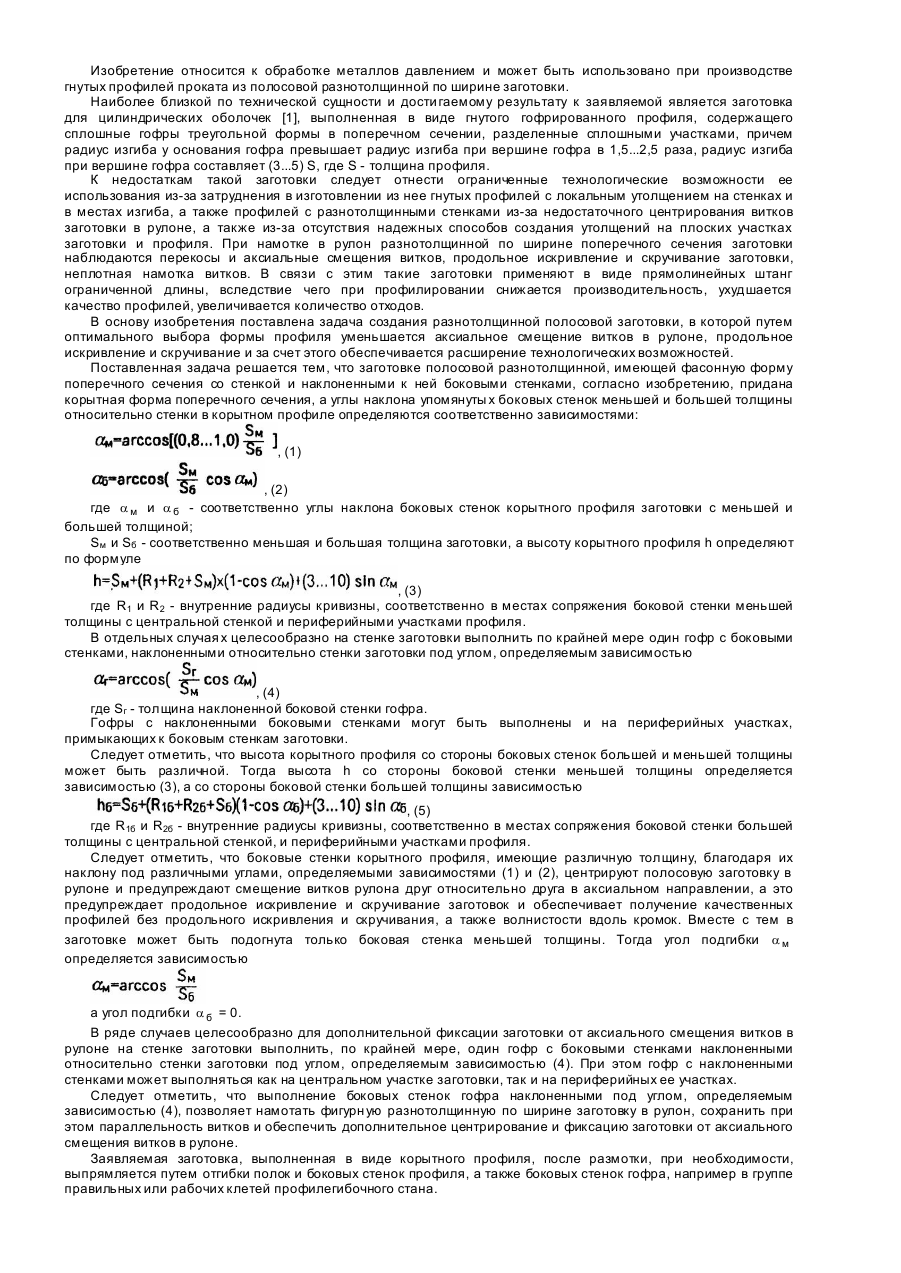
1. Заготовка полосовая разнотолщинная, имеющая фасонную форму поперечного сечения со стенкой и наклоненными к ней боковыми стенками, отличающаяся тем, что форма поперечного сечения корытная, а углы наклона упомянутых боковых стенок меньшей и большей толщины относительно стенки в корытном профиле определяются соответственно зависимостями:,,где и - соответственно углы наклона боковых стенок корытного профиля заготовки с...
Заготовка для одержання армованого композиційного матеріалу
Номер патенту: 9394
Опубліковано: 30.09.1996
Автори: Бакарінова Валентина Іванівна, Сяміуллін Заір Сайярович, Коханий Валерій Олексійович, Вішняков Леон Романович, Карпінос Дмитро Моісейович, Мороз Валентина Павлівна, Ареф'єф Борис Олександрович, Тучінський Лев Йосипович, Ципіна Ліна Нехем'янівна
МПК: C22C 47/00, B22F 7/04
Мітки: композиційного, матеріалу, одержання, заготовка, армованого
Формула / Реферат:
Заготовка для получения армированного композиционного материала, содержащая слои алюминиевого сплава, борные волокна и стальную проволоку, отличающаяся тем, что, с целью повышения вязкости разрушения композиционного материала, стальная проволока в заготовке выполнена в виде объемных сетчатых каркасов петельной структуры, расположенных между борными волокнами и отделенных от них слоями алюминиевого сплава, причем суммарная площадь...
Багатошарова сталева заготовка

Номер патенту: 15822
Опубліковано: 30.06.1997
Автори: Сацький Віталій Антонович, Мазур Валерій Леонідович, Штехно Олег Миколайович, Соколов Юрій Іванович, Тіхонов Аркадій Константіновіч, Жученко Алєксандр Вікторовіч, Паргамонов Євгеній Олександрович, Дмітрієв Юрій Володимирович, Кійко Генадій Васильович, Мовшович Вілорд Соломонович, Кренделев Василій Миколайович, Кондратенко Віталій Михайлович, Хіжняк Дмитрій Дмитрієвич, Пілюшенко Віталій Лаврентійович, Казаков Сергій Сергійович, Шіроков Віктор Алєксандровіч, Смірнов Володимир Миколайович, Кокотов Валєрій Яковлєвіч, Кнохін Валерій Григорович
МПК: B22D 7/02, B22D 19/00
Мітки: багатошарова, сталева, заготовка
Формула / Реферат:
Многослойная стальная заготовка для дальнейшего передела в листовой прокат, содержащая внутренний и наружный слои, в которой наружные слои выполнены их хромистой стали ферритного класса, отличающаяся тем, что ее внутренний слой выполнен также из хромистой стали ферритного класса с содержанием в ней хрома на 15 - 55% меньше, чем в стали наружных слоев, при этом площадь поперечного сечений внутреннего слоя составляет 0,5 - 18,0 суммарной...
Спосіб відпалювання заготівок з корозійно-стійких сталей
Номер патенту: 16285
Опубліковано: 29.08.1997
Автори: Попова Тетяна Леонідовна, Різун Валентин Григорович, Заславський Юрій Борисович, Коростельов Генадій Романович, Рабінович Олександр Вольфович, Тарасьєв Михайло Іванович
МПК: C21D 1/78
Мітки: відпалювання, спосіб, заготівок, сталей, корозійно-стійких
Формула / Реферат:
1. Способ отжига заготовок из коррозионно-стойких сталей, включающий обезуглероживание высокохромистой стали с одновременным твердо-фазным легированием ее азотом в окислительнрй азотсодержащей атмосфере при температуре 1200-1350°С, отличающийся тем, что, с целью повышения пластичности стали без ухудшения прочностных характеристик и стойкости к межкристаллитной коррозии, длительность выдержки рассчитывают по уравнению^С-К 1,57- С„(1+...
Попередній патент: Стимулятор росту рослин при передзасівній обробці насіння
Наступний патент: Спосіб одержання гранул кормової добавки для жуйних тварин
Випадковий патент: Кнопкова панель номеронабирача, електрична схема кнопкової панелі, радіотелефон в системі зв'язку