Заготовка м.ю.докторова смугаста різнотовщинна
Формула / Реферат
1. Заготовка полосовая разнотолщинная, имеющая фасонную форму поперечного сечения со стенкой и наклоненными к ней боковыми стенками, отличающаяся тем, что форма поперечного сечения корытная, а углы наклона упомянутых боковых стенок меньшей и большей толщины относительно стенки в корытном профиле определяются соответственно зависимостями:
,
,
где и - соответственно углы наклона боковых стенок корытного профиля заготовки с меньшей и большей толщиной;
Sм и Sб - соответственно меньшая и большая толщина заготовки, а высоту корытного профиля определяют по формуле
,
где R1 и R2 - внутренние радиусы кривизны, соответственно в местах сопряжения боковой стенки меньшей толщины с центральной стенкой и периферийными участками профиля.
2. Заготовка по п. 1, отличающаяся тем, что на стенке заготовки выполнен, по крайней мере, один гофр с боковыми стенками, наклоненными относительно стенки заготовки под углом, определяемым зависимостью
,
где Sг - толщина наклоненной боковой стенки гофра.
3. Заготовка по пп. 1 и 2, отличающаяся тем, что гофры с наклоненными боковыми стенками выполнены на периферийных участках, примыкающих к боковым стенкам заготовки.
4. Заготовка по п. 1, отличающаяся тем, что высота корытного профиля со стороны боковой стенки большей толщины выполнена отличной от высоты упомянутого профиля со стороны боковой стенки меньшей толщины и определяется по формуле:
,
где R1б и R2б - внутренние радиусы кривизны, соответственно в местах сопряжении боковой стенки большей толщины с центральной стенкой и периферийным участком профиля.
Текст
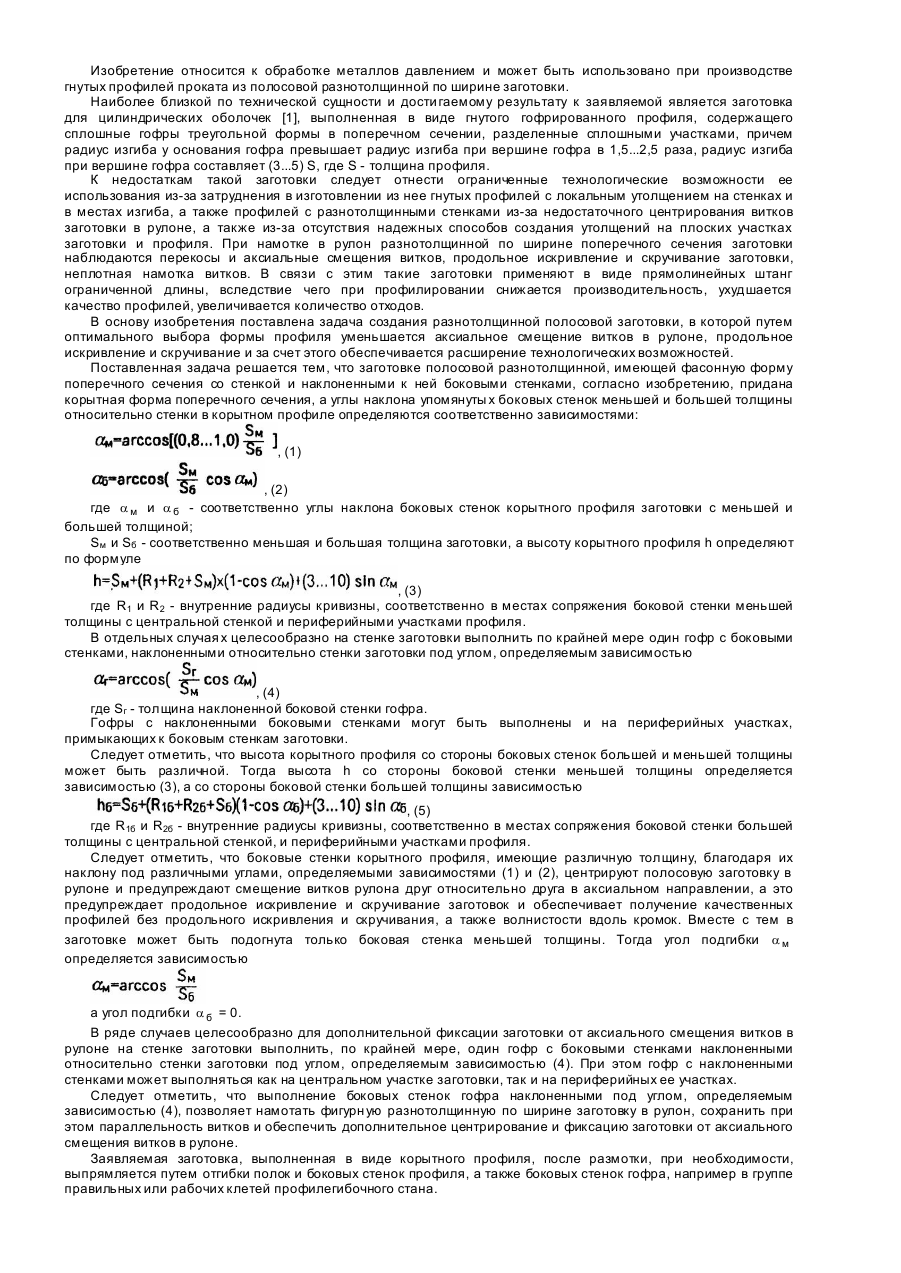
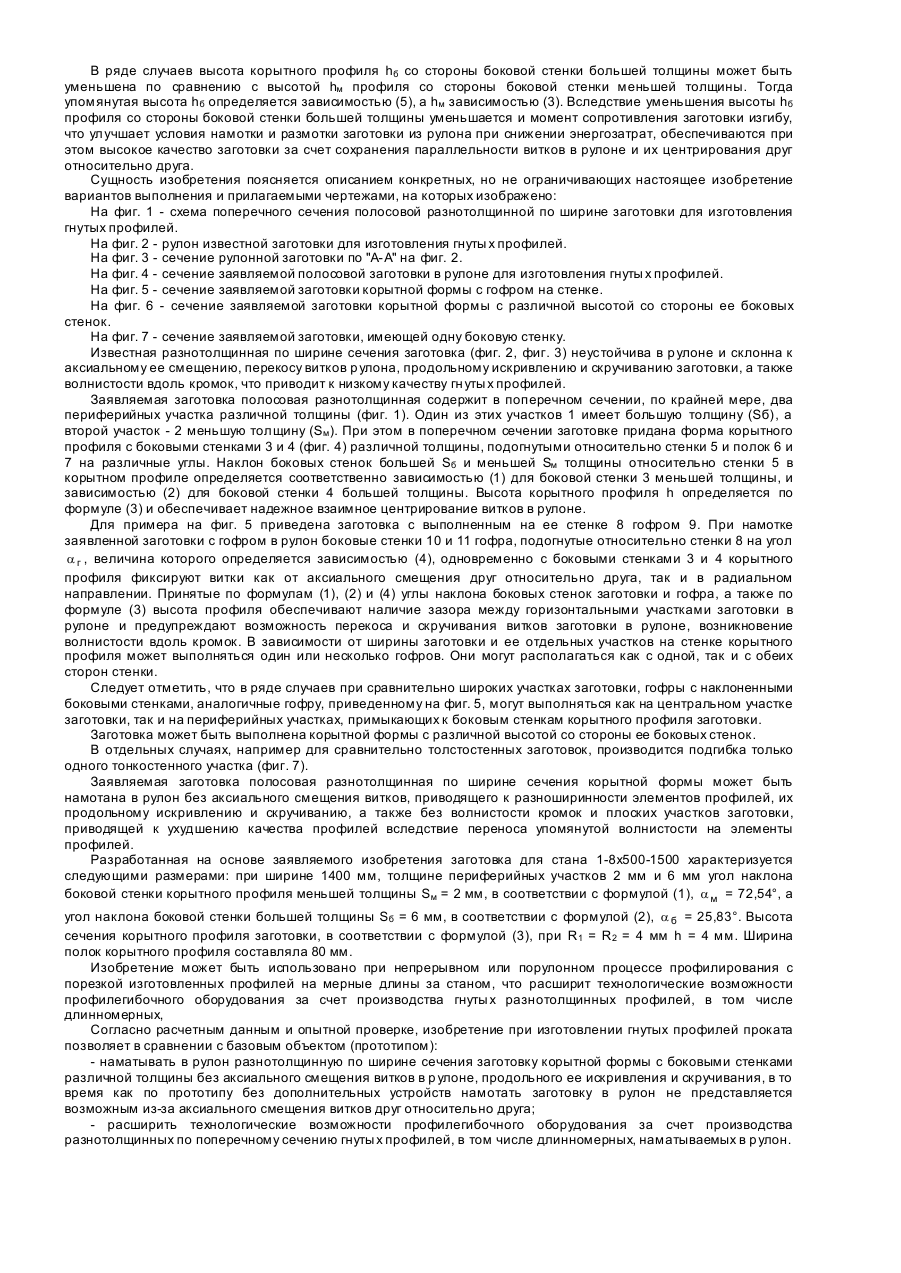
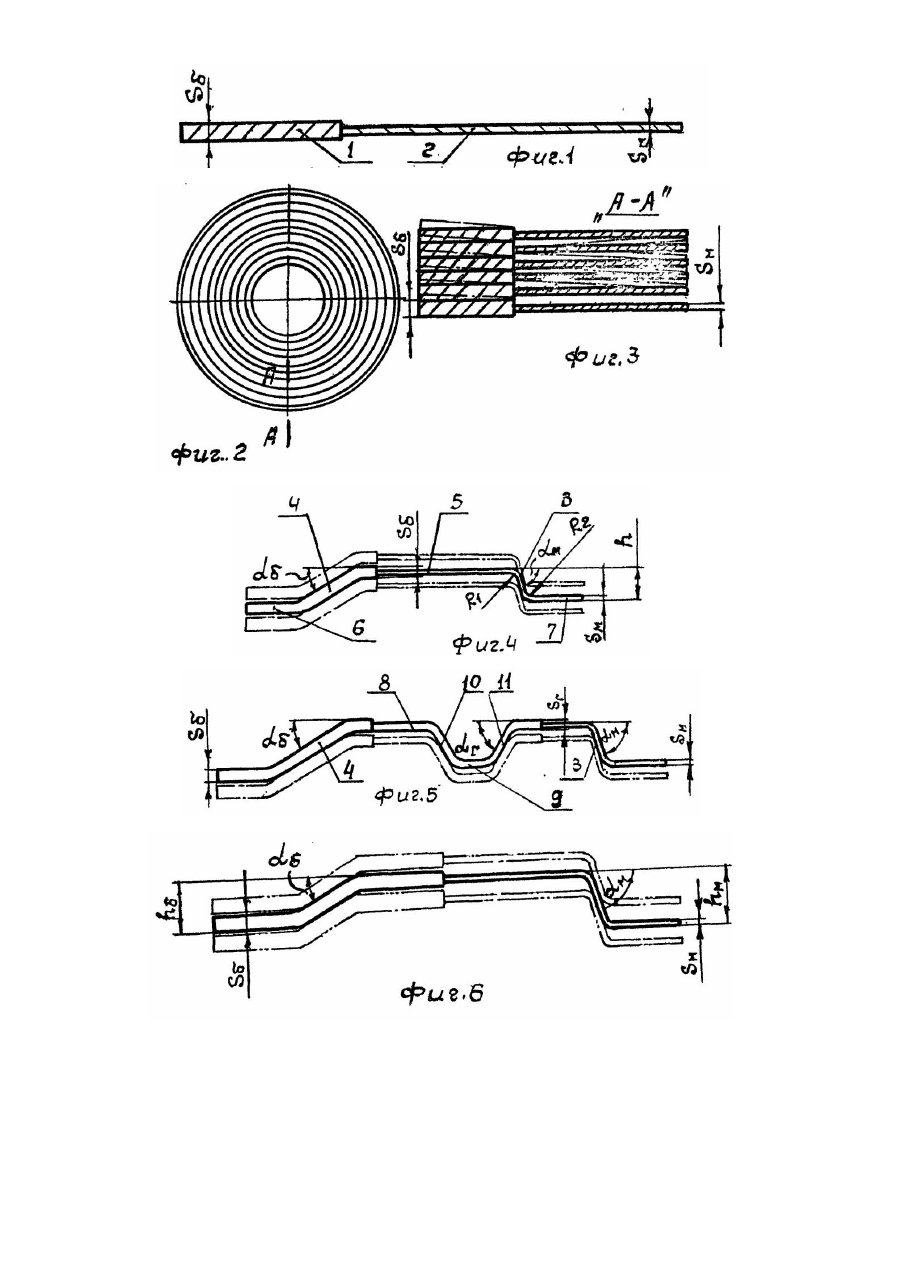
Изобретение относится к обработке металлов давлением и может быть использовано при производстве гнутых профилей проката из полосовой разнотолщинной по ширине заготовки. Наиболее близкой по технической сущности и дости гаемому результату к заявляемой является заготовка для цилиндрических оболочек [1], выполненная в виде гнутого гофрированного профиля, содержащего сплошные гофры треугольной формы в поперечном сечении, разделенные сплошными участками, причем радиус изгиба у основания гофра превышает радиус изгиба при вершине гофра в 1,5...2,5 раза, радиус изгиба при вершине гофра составляет (3...5) S, где S - толщина профиля. К недостаткам такой заготовки следует отнести ограниченные технологические возможности ее использования из-за затруднения в изготовлении из нее гнутых профилей с локальным утолщением на стенках и в местах изгиба, а также профилей с разнотолщинными стенками из-за недостаточного центрирования витков заготовки в рулоне, а также из-за отсутствия надежных способов создания утолщений на плоских участках заготовки и профиля. При намотке в рулон разнотолщинной по ширине поперечного сечения заготовки наблюдаются перекосы и аксиальные смещения витков, продольное искривление и скручивание заготовки, неплотная намотка витков. В связи с этим такие заготовки применяют в виде прямолинейных штанг ограниченной длины, вследствие чего при профилировании снижается производительность, ухудшается качество профилей, увеличивается количество отходов. В основу изобретения поставлена задача создания разнотолщинной полосовой заготовки, в которой путем оптимального выбора формы профиля уменьшается аксиальное смещение витков в рулоне, продольное искривление и скручивание и за счет этого обеспечивается расширение технологических возможностей. Поставленная задача решается тем, что заготовке полосовой разнотолщинной, имеющей фасонную форму поперечного сечения со стенкой и наклоненными к ней боковыми стенками, согласно изобретению, придана корытная форма поперечного сечения, а углы наклона упомянуты х боковых стенок меньшей и большей толщины относительно стенки в корытном профиле определяются соответственно зависимостями: , (1) , (2) где a м и a б - соответственно углы наклона боковых стенок корытного профиля заготовки с меньшей и большей толщиной; Sм и Sб - соответственно меньшая и большая толщина заготовки, а высоту корытного профиля h определяют по формуле , (3) где R1 и R2 - внутренние радиусы кривизны, соответственно в местах сопряжения боковой стенки меньшей толщины с центральной стенкой и периферийными участками профиля. В отдельных случая х целесообразно на стенке заготовки выполнить по крайней мере один гофр с боковыми стенками, наклоненными относительно стенки заготовки под углом, определяемым зависимостью , (4) где Sг - толщина наклоненной боковой стенки гофра. Гофры с наклоненными боковыми стенками могут быть выполнены и на периферийных участках, примыкающих к боковым стенкам заготовки. Следует отметить, что высота корытного профиля со стороны боковых стенок большей и меньшей толщины может быть различной. Тогда высота h со стороны боковой стенки меньшей толщины определяется зависимостью (3), а со стороны боковой стенки большей толщины зависимостью , (5) где R1б и R2б - внутренние радиусы кривизны, соответственно в местах сопряжения боковой стенки большей толщины с центральной стенкой, и периферийными участками профиля. Следует отметить, что боковые стенки корытного профиля, имеющие различную толщину, благодаря их наклону под различными углами, определяемыми зависимостями (1) и (2), центрируют полосовую заготовку в рулоне и предупреждают смещение витков рулона друг относительно друга в аксиальном направлении, а это предупреждает продольное искривление и скручивание заготовок и обеспечивает получение качественных профилей без продольного искривления и скручивания, а также волнистости вдоль кромок. Вместе с тем в заготовке может быть подогнута только боковая стенка меньшей толщины. Тогда угол подгибки a м определяется зависимостью а угол подгибки a б = 0. В ряде случаев целесообразно для дополнительной фиксации заготовки от аксиального смещения витков в рулоне на стенке заготовки выполнить, по крайней мере, один гофр с боковыми стенками наклоненными относительно стенки заготовки под углом, определяемым зависимостью (4). При этом гофр с наклоненными стенками может выполняться как на центральном участке заготовки, так и на периферийных ее участках. Следует отметить, что выполнение боковых стенок гофра наклоненными под углом, определяемым зависимостью (4), позволяет намотать фигурн ую разнотолщинную по ширине заготовку в рулон, сохранить при этом параллельность витков и обеспечить дополнительное центрирование и фиксацию заготовки от аксиального смещения витков в рулоне. Заявляемая заготовка, выполненная в виде корытного профиля, после размотки, при необходимости, выпрямляется путем отгибки полок и боковых стенок профиля, а также боковых стенок гофра, например в группе правильных или рабочих клетей профилегибочного стана. В ряде случаев высота корытного профиля hб со стороны боковой стенки большей толщины может быть уменьшена по сравнению с высотой hм профиля со стороны боковой стенки меньшей толщины. Тогда упомянутая высота hб определяется зависимостью (5), а hм зависимостью (3). Вследствие уменьшения высоты hб профиля со стороны боковой стенки большей толщины уменьшается и момент сопротивления заготовки изгибу, что улучшает условия намотки и размотки заготовки из рулона при снижении энергозатрат, обеспечиваются при этом высокое качество заготовки за счет сохранения параллельности витков в рулоне и их центрирования друг относительно друга. Сущность изобретения поясняется описанием конкретных, но не ограничивающих настоящее изобретение вариантов выполнения и прилагаемыми чертежами, на которых изображено: На фиг. 1 - схема поперечного сечения полосовой разнотолщинной по ширине заготовки для изготовления гнутых профилей. На фиг. 2 - рулон известной заготовки для изготовления гнуты х профилей. На фиг. 3 - сечение рулонной заготовки по "А-А" на фиг. 2. На фиг. 4 - сечение заявляемой полосовой заготовки в рулоне для изготовления гнуты х профилей. На фиг. 5 - сечение заявляемой заготовки корытной формы с гофром на стенке. На фиг. 6 - сечение заявляемой заготовки корытной формы с различной высотой со стороны ее боковых стенок. На фиг. 7 - сечение заявляемой заготовки, имеющей одну боковую стенку. Известная разнотолщинная по ширине сечения заготовка (фиг. 2, фиг. 3) неустойчива в р улоне и склонна к аксиальному ее смещению, перекосу витков р улона, продольному искривлению и скручиванию заготовки, а также волнистости вдоль кромок, что приводит к низкому качеству гн уты х профилей. Заявляемая заготовка полосовая разнотолщинная содержит в поперечном сечении, по крайней мере, два периферийных участка различной толщины (фиг. 1). Один из этих участков 1 имеет большую толщину (Sб), а второй участок - 2 меньшую толщину (Sм ). При этом в поперечном сечении заготовке придана форма корытного профиля с боковыми стенками 3 и 4 (фиг. 4) различной толщины, подогнутыми относительно стенки 5 и полок 6 и 7 на различные углы. Наклон боковых стенок большей Sб и меньшей Sм толщины относительно стенки 5 в корытном профиле определяется соответственно зависимостью (1) для боковой стенки 3 меньшей толщины, и зависимостью (2) для боковой стенки 4 большей толщины. Высота корытного профиля h определяется по формуле (3) и обеспечивает надежное взаимное центрирование витков в рулоне. Для примера на фиг. 5 приведена заготовка с выполненным на ее стенке 8 гофром 9. При намотке заявленной заготовки с гофром в рулон боковые стенки 10 и 11 гофра, подогнутые относительно стенки 8 на угол a г , величина которого определяется зависимостью (4), одновременно с боковыми стенками 3 и 4 корытного профиля фиксируют витки как от аксиального смещения друг относительно друга, так и в радиальном направлении. Принятые по формулам (1), (2) и (4) углы наклона боковых стенок заготовки и гофра, а также по формуле (3) высота профиля обеспечивают наличие зазора между горизонтальными участками заготовки в рулоне и предупреждают возможность перекоса и скручивания витков заготовки в рулоне, возникновение волнистости вдоль кромок. В зависимости от ширины заготовки и ее отдельных участков на стенке корытного профиля может выполняться один или несколько гофров. Они могут располагаться как с одной, так и с обеих сторон стенки. Следует отметить, что в ряде случаев при сравнительно широких участках заготовки, гофры с наклоненными боковыми стенками, аналогичные гофру, приведенному на фиг. 5, могут выполняться как на центральном участке заготовки, так и на периферийных участках, примыкающих к боковым стенкам корытного профиля заготовки. Заготовка может быть выполнена корытной формы с различной высотой со стороны ее боковых стенок. В отдельных случаях, например для сравнительно толстостенных заготовок, производится подгибка только одного тонкостенного участка (фиг. 7). Заявляемая заготовка полосовая разнотолщинная по ширине сечения корытной формы может быть намотана в рулон без аксиального смещения витков, приводящего к разноширинности элементов профилей, их продольному искривлению и скручиванию, а также без волнистости кромок и плоских участков заготовки, приводящей к ухудшению качества профилей вследствие переноса упомянутой волнистости на элементы профилей. Разработанная на основе заявляемого изобретения заготовка для стана 1-8х500-1500 характеризуется следующими размерами: при ширине 1400 мм, толщине периферийных участков 2 мм и 6 мм угол наклона боковой стенки корытного профиля меньшей толщины Sм = 2 мм, в соответствии с формулой (1), a м = 72,54°, а угол наклона боковой стенки большей толщины Sб = 6 мм, в соответствии с формулой (2), a б = 25,83°. Высота сечения корытного профиля заготовки, в соответствии с формулой (3), при R1 = R2 = 4 мм h = 4 мм. Ширина полок корытного профиля составляла 80 мм. Изобретение может быть использовано при непрерывном или порулонном процессе профилирования с порезкой изготовленных профилей на мерные длины за станом, что расширит технологические возможности профилегибочного оборудования за счет производства гнуты х разнотолщинных профилей, в том числе длинномерных, Согласно расчетным данным и опытной проверке, изобретение при изготовлении гнутых профилей проката позволяет в сравнении с базовым объектом (прототипом): - наматывать в рулон разнотолщинную по ширине сечения заготовку корытной формы с боковыми стенками различной толщины без аксиального смещения витков в р улоне, продольного ее искривления и скручивания, в то время как по прототипу без дополнительных устройств намотать заготовку в рулон не представляется возможным из-за аксиального смещения витков друг относительно друга; - расширить технологические возможности профилегибочного оборудования за счет производства разнотолщинных по поперечному сечению гнуты х профилей, в том числе длинномерных, наматываемых в р улон.
ДивитисяДодаткова інформація
Назва патенту англійськоюStrip billet of doktorov of different thickness
Автори англійськоюDoktorov Mark Yukhymovych
Назва патенту російськоюЗаготовка м.ю. докторова полосовая разнотолщинная
Автори російськоюДокторов Марк Ефимович
МПК / Мітки
МПК: B21D 5/06
Мітки: смугаста, різнотовщинна, м.ю.докторова, заготовка
Код посилання
<a href="https://ua.patents.su/4-2344-zagotovka-myudoktorova-smugasta-riznotovshhinna.html" target="_blank" rel="follow" title="База патентів України">Заготовка м.ю.докторова смугаста різнотовщинна</a>
Спосіб виготовлення гнутих профілей
Номер патенту: 2979
Опубліковано: 26.12.1994
Автори: Здибель Микола Маркович, Калужський Володимир Борисович, Марченко Віктор Семенович
МПК: B21D 5/06
Мітки: виготовлення, гнутих, спосіб, профілей
Формула / Реферат:
1. Способ изготовления гнутых профилей преимущественно швеллерного типа путем многопереходной подгибки в валках боковых стенок профиля, отличающийся тем, что, с целью снижения трудоемкости при изготовлении одинаковых профилей из различных марок материалов, гибку ведут с сохранением величины контакта горизонтальной стенки профиля с нижним валком постоянной на всех переходах и равной ширине горизонтальной стенки готового профиля. 2....
Гарячекатаний низькотавровий профіль
Номер патенту: 985
Опубліковано: 15.12.1993
Автори: Малий Юрій Георгійович, Поляков Володимир Миколайович, Кокін Володимир Михайлович, Деревянко Василь Іванович, Цимбал Володимир Дмитрович, Кулагин Георгій Федорович
МПК: B21B 1/08
Мітки: низькотавровий, профіль, гарячекатаний
Формула / Реферат:
Формула изобретенияГорячекатаный низкотавровый профиль, содержащий стенку с наклонными боковыми и верхней гранями, полку с верхними боковыми и нижней гранями, а также участки сопряжения боковых граней стенки и верхних граней полок, отличающийся тем, что, с целью повышения качества и снижения металлоемкости профиля при одновременном повышении технологичности изготовления и применения, участки сопряжения боковых граней стенки с верхними...
Кузов двооб’ємного легкового автомобіля
Номер патенту: 856
Опубліковано: 15.12.1993
Автори: Стешенко Володимир Петрович, Харківський Геннадій Антонович
МПК: B62D 35/00, B62D 25/08
Мітки: автомобіля, двооб'ємного, кузов, легкового
Формула / Реферат:
Кузов двух объемного легкового автомобиля, включающий передок и отделенные от передка крышку, боковые стенки, днище, задние стенку и дверь, образующие пространство пассажирского и грузового отсеков, причем задняя дверь выполнена в виде жесткой корытообразной панели, имеющей линии разъема с крышкой, задней и боковыми стенками, линии разъема с последними из которых расположены наклонно сверху вниз от крышки в сторону задней стенки, отличающийся...
Спосіб виготовлення гнутих профілів розставленого перерізу
Номер патенту: 1706
Опубліковано: 25.10.1994
Автор: Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: спосіб, розставленого, перерізу, профілів, гнутих, виготовлення
Формула / Реферат:
1. Способ изготовления гнутых профилей расставленного сечения, включающий разделение исходной заготовки на полосы по продольной зигзагообразной линии разрезкой, выведение из зацепления разделенных участков, относительное их смещение, последующее возвращение разделенных участков полос в одну плоскость и их сварку с последующим профилированием, отличающийся тем, что исходную заготовку разделяют на полосы по продольной зигзагообразной линии,...
Спосіб прокатки швелерних профілей
Номер патенту: 1143
Опубліковано: 30.12.1993
Автори: Мирошниченко Анатолій Васильович, Кірієнко Анатолій Іванович, Мних Юрій Вікентійович, Дорожко Іван Кирилович, Филонов Юрій Всеволодович, Гавриленко Євген Дмитрович, Проценко Юрій Юрійович
МПК: B21B 1/08
Мітки: прокатки, швелерних, спосіб, профілей
Формула / Реферат:
1 .Способ прокатки швеллерных профилей, включающий получение заготовки в виде полосового раската с треугольными выступами в местах образования сопряжений полок и стенки профиля и последующую формовку из него элементов профиля с подгибкой полок к поверхности, противоположной треугольным выступам, отличающийся тем, что, с целью повышения качества профиля за счет стабилизации мест гиба, перед формовкой полок и стенки на полосовом раскате у...
Попередній патент: Дах кабіни транспортного засобу
Наступний патент: Спосіб одержання електропровідного полімеру, який містить в боковому ланцюзі карбозольні групи
Випадковий патент: Пристрій для керування адаптивним роботом