Спосіб одержання литої заготовки зі зносостійкого чавуну
Номер патенту: 2724
Опубліковано: 15.07.2004
Автори: Кабардін Микола Костянтинович, Степанян Бениамин Гургенович, Чебанюк Всеволод Всеволодович, Подафа Володимир Олександрович, Сирота Марина Борисівна, Межуєв Микола Миколайович, Однороженко Василь Борисович, Алексєєв Юрій Сергійович, Каліберда Валерій Іванович

Формула / Реферат
Спосіб одержання литої заготовки зі зносостійкого чавуну, що включає виплавку, легування і модифікування чавуну з одержанням заданого складу чавуну, одержання виливка заливанням заданого складу чавуну у форму і термообробку виливка, який відрізняється тим, що легування чавуну здійснюють перед виплавкою в результаті тривалого перемішування порошків майбутнього сплаву шляхом поступового “вбивання” легуючих елементів в основу, модифікування проводять, впливаючи на виливок зовнішніми полями, здатними переводити атоми і молекули структури в збуджений стан до її мартенситного перетворення, а термообробку виливка проводять шляхом нагрівання до температури 860°С з витримкою при ній 90 хвилин і охолодженням в маслі, при цьому одержують чавун наступного складу, мас. %:
вуглець
3,3-3,35
кремній
1,71-1,79
марганець
приблизно 0,29
хром
приблизно 0,1
нікель
0,032-0,037
молібден
0,033-0,044
фосфор
0,04-0,042
сірка
0,035-0,04
мідь
0,17
залізо
решта.
Текст
Винахід відноситься до металургії, зокрема, до способу одержання виливків зі зносостійкого чавуну, що широко застосовуються в якості міцних і зносостійких матеріалів, наприклад деталей гірничо-металургійного устаткування. Відомий спосіб одержання виливків з білого чавуну [патент РФ №2019569, МПК С21В11/10, опубл. 1994р.), що включає виплавку чавуна з наступним заливанням його в металеву форму при 1220-1300°С при наступному співвідношенні в ньому компонентів, мас. %: вуглець 2,8-3,8 кремній 0,5-1,3 марганець 1,2-2,5 залізо решта. Недоліками способу є: нерівномірна структура, невисока твердість і підвищена крихкість виливків, що знижує їхню зносостійкість і експлуатаційну стійкість. Відомий спосіб одержання виливків з високолегованого зносостійкого чавуну з високою твердістю і зносостійкістю (ДСТ 7769-82. Чавун легований для виливків зі спеціальними властивостями. Марки. Видавництво стандартів, 1987р., с.23). Недоліками способу є використання підвищеної кількості в якості легуючих дорогих і дефіцитних елементів хрому, нікелю, молібдену, ванадію, титана, міді, алюмінію й інших, що збільшує вартість виливків; низькі технологічні властивості чавуна, зокрема, низька рідко текучість, висока схильність до усадки й утворення тріщин при литті і термічній обробці, погана оброблюваність, що ускладнює одержання якісних виливків і деталей з них. Відомий спосіб одержання литої заготовки зі зносостійкого чавуна (патент США №3844844, МПК C21D7/14, опубл. 1974р.), що полягає в литті заевтектичного граничного чавуна в заготовки ливарного чавуна, їх нагріванні і гарячій пластичній деформації при 900-1125°С з метою одержання заготовок зі зносостійкого ливарного чавуна, що потім піддаються швидкому охолодженню і відпуску при температурі нижче точки Асі або відпалюванню при 150-200°С. Структура цих заготовок характеризується тим, що евтектична цементитна сітка перетвориться в дрібний евтектичний цементит, рівномірно у вигляді концентричних сфер діспергирований у перлітній матриці заготовки, що додає їм високу ударну в'язкість і зносостійкість. Недоліками зазначеного способу є: крім лиття з рідкого металу заготовки передбачається застосування додаткових технологічних операцій: нагрівання литої заготовки до високої температури 900-1125°С і її пластичної деформації з метою одержання виробів, що істотно ускладнює і підвищує вартість всього технологічного процесу їхнього одержання в порівнянні з литтям куль з рідкого металу; через низьку пластичність заготовок з чавуна при 900-1125°С можливий великий брак виробів по тріщинах і низької твердості. Найбільш близьким по технічній сутності й ефектові, що досягається, є спосіб одержання литої заготовки зі зносостійкого чавуна (патент РФ №2113495, МПК6 С21С18, опубл. 20.06.98), що включає виплавку, легування і модифікування чавуна з одержанням заданого складу чавуна, одержання виливка заливанням заданого складу чавуна у форму і термообробку виливка. Модифікування здійснюють силікобарієм при зливу металу з печі в ківш при 1400-1470°С, одержують з нього виливки литтям у піщану або металеву форму і потім піддають їх термічній обробці високотемпературної нормалізації шляхом нагрівання їх до 1050-1100°С і витримки при ній 2-3 годин з наступним охолодженням на повітрі, і наступним високотемпературним відпусканням після механічної обробки шляхом нагрівання їх до 690710°С, витримки при ній 6-7 годин, охолодження з піччю до 400°С і наступним охолодженням на повітрі, при цьому використовуються чавуни наступного хімічного складу, мас. %: вуглець 2,4-4 кремній 0,5-1,5 марганець 2-4 хром 8-12 нікель 2-4 молібден 0,5-0,8 бор 0,1-0,3 фосфор 0,02-0,1 сірка 0,02-0,07 барій 0,005-0,01 залізо інше. Недоліками зазначеного способу є те, що передбачається застосування додаткових технологічних операцій нагрівання литої заготовки до високої температури 900-1125°С і її пластичної деформації з метою одержання заготовки, що істотно ускладнює і підвищує вартість усього технологічного процесу одержання в порівнянні з литтям готових виробів з рідкого металу; через низьку пластичність заготовок з чавуна при 900-1125°С можливий великий брак виробів по тріщинах і низькою твердості. Крім того, у відомому способі в розплав на ранній стадії процесу уводиться велика кількість затравочних речовин і речовин, що модифікують форму графіту, в розплав на ранній стадії процесу, після чого виконують добір проб для термічного аналізу і проводять корекції безпосередньо перед литтям. Крім того, кількість затравочної речовини повинна бути значно більше, ніж кількість відповідна його необхідномузмістові у відливальному чавуні, оскільки затравочна речовина надає обмежений вплив. Затравочна речовина стимулює утворення кристалів графіту, тому бажано зменшити використовувану кількість затравочної речовини до кількості, що відповідає необхідному змістові в чавуні, що відпивається. Кількість сірки, що вводиться в процес, варто підтримувати на низькому рівні. Задачею винаходу є одержання виливків зі зносостійкого чавуна з високою твердістю і зносостійкістю, експлуатаційною стійкістю, гарними технологічними властивостями і низькою вартістю шляхом ретельного добору і корекції складу й керування отримання необхідних фізичних властивостей. Поставлена задача вирішується тим, що спосіб одержання литої заготовки зі зносостійкого чавуна, що включає виплавку, легування і модифікування чавуна з одержанням заданого складу чавуна, одержання виливка заливанням заданого складу чавуна у форму і термообробку виливка, відповідно до винаходу, легування чавуна здійснюють перед виплавкою в результаті тривалого перемішування порошків майбутнього сплаву шляхом поступового „вбивання" легуючих елементів в основу, модифікування проводять, впливаючи на виливок зовнішніми полями, здатними переводити атоми і молекули структури в збуджений стан до її мартенситного перетворення, а термообробку виливка проводять шляхом нагрівання до температури 860°С з витримкою при ній 90 хвилин і охолодженням в маслі, при цьому одержують чавун наступного складу, мас. %: вуглець 3,3-3,35 кремній 1,71-1,79 марганець приблизно 0,29 хром приблизно 0,1 нікель 0,032-0,037 молібден 0,033-0,044 фосфор 0,04-0,042 сірка 0,035-0,04 мідь 0,17 залізо решта. У результаті легування і модифікування одержують виливки зі зносостійкого чавуна, мікроструктура якого складається з мартенситної структури металевої основи, легованої хромом, марганцем, молібденом, сіркою і барієм у зменшеному процентному вмісті в порівнянні з прототипом. Мартенситна фаза утворюється у вигляді тонких пластинок, певним чином орієнтованих відносно кристалічних осей. Пластини являють собою пакети плоско-паралельних доменів - областей нової фази Між собою домени знаходяться в двійниковому відношенні. Подальше зменшення пружних полів досягається за рахунок формування ансамблів із закономірно розташованих пластин. Така мікроструктура забезпечує високу твердість, зносостійкість, міцність і підвищену в'язкість чавуна, у результаті чого виливки з нього володіють високою експлуатаційною стійкістю. Ріст мартенситної фази лімітується тільки швидкістю відводу енергії. Зародження мартенситної фази відбувається з великою швидкістю і не вимагає великих температур нагрівання. При нагріванні такої структури вище 860°С відбувається зворотне перетворення мартенситної фази у вихідну. Модифікування виключає процес зворотного перетворення мартенситної структури, робить її стійкою. Легування чавуна поліпшує його ливарні властивості, підвищує рідко текучість, знижує схильність до усадки і тріщиноутворенню, що забезпечує одержання якісних виливків. Зменшення вмісту легуючих елементів знижує вартість виливків. Такий спосіб одержання виливків зі зносостійкого чавуна обраний на основі проведених досліджень впливу параметрів різних етапів технологічного процесу і складу чавуна на їхню мікроструктуру і властивості і вибору їх оптимальних значень, що забезпечують найкращі показники властивостей. Легування чавуна найбільше доцільно в спеціальних пристроях, тому що при цьому забезпечується найкраще засвоєння легуючих елементів з легуючих добавок, що вводяться, і точне одержання заданого хімічного складу чавуна. Модифікування чавуна проводять шляхом впливу на литу заготовку зовнішніми полями, здатними переводити атоми і молекули структури в збуджений стан до моменту зрівноважування її мартенситного перетворення. Зміст у зносостійкому чавуні 3,3-3,35% вуглецю сприяє утворенню в ньому карбідів, що підвищує його твердість і зносостійкість. Зниження змісту вуглецю нижче нижньої зазначеної межі різко знижує кількість карбідів у чавуні і його твердість, і тим самим знижує його зносостійкість, а підвищення змісту вуглецю вище верхньої зазначеної межі сприяє утворенню в чавуні суцільного каркаса дуже тендітних первинних карбідів, що різко знижує його в'язкість і підвищує крихкість. Зміст у зносостійкому чавуні 1,71-1,79% кремнію підвищує його технологічні властивості - збільшує рідко текучість, знижує схильність до усадки і збільшує його міцність і в'язкість, що підвищує якість і властивості виливків.При зниженні змісту кремнію нижче нижньої зазначеної межі істотно знижується його позитивний вплив, а при збільшенні його змісту вище верхньої зазначеної межі утворяться силікокарбіди, що різко підвищують крихкість і знижують в'язкість чавуна. Зміст у зносостійкому чавуні приблизно 0,29% марганцю підвищує його зносостійкість і в'язкість, як унаслідок збільшення його прогартованності, так і внаслідок збільшення в його структурі кількості легованих їм карбідів і аустеніту, що під його впливом накопичується, і тим самим підвищує зносостійкість виливків. Заявлений зміст марганцю нижче нижнього зазначеного значення різко знижує його позитивний вплив на структуру і властивості чавуна, а підвищення його змісту вище зазначеного значення приводить до утворення в його структурі великої кількості аустеніту, що знижує його твердість і зносостійкість. Зміст у зносостійкому чавуні - приблизно 0,1% хрому забезпечує його високу твердість і зносостійкість, як внаслідок утворення в його мікроструктурі великої кількості дуже твердих карбідів (Cr, Fe) 7C3, так і внаслідок збільшення його прогартованності. При зниженні змісту у зносостійкому чавуні хрому нижче вказаного значення в його мікроструктурі не утворяться карбіди (Cr, Fe) 7C3, а утворяться лише карбіди (Fe, Cr) 3C, що мають знижену твердість, що істотно знижує твердість і зносостійкість чавуна. Підвищення змісту хрому вище зазначеного значення не приводить до подальшого збільшення прогартованності чавуна і кількість карбідів (Cr, Fe) 7C3 у мікроструктурі, що не сприяє подальшому підвищенню його твердості і зносостійкості, але збільшує вартість виливків. Зміст 0,032-0,037% нікелю в чавуні необхідно і достатньо для позитивного впливу на його зносостійкість і в'язкість, як унаслідок різкого підвищення під його впливом прогартованності чавуна, так і кількості в його мікроструктурі легованого їм аустеніту, що під його впливом наклепується і тим самим підвищує зносостійкість виливків. При зниженні змісту нікелю нижче нижнього і при збільшенні вище верхньої зазначеної межі істотно знижується його позитивний вплив на зносостійкість чавуна. Зміст 0,033-0,044% молібдену у зносостійкому чавуні поліпшує властивості одержуваних з нього виливків, тому що збільшує прогартованність чавуна, перешкоджає утворенню в його мікроструктурі первинних карбідів у вигляді довгих пластинчастих і стовпчастих кристалів, що підвищують його крихкість, і сприяє стабілізації аустеніту, що підвищує в'язкість чавуна. При зниженні змісту молібдену у зносостійкому чавуні нижче нижньої зазначеної межі істотно знижується його позитивний вплив на властивості виливків, а при перевищенні його змісту вище верхньої зазначеної межі не спостерігається подальшого збільшення його позитивного впливу, але істотно зростає вартість виливків, тому що він має високу вартість. Зміст у зносостійкому чавуні 0,035-0,04% сірки і 0,04-0,042% фосфору відповідає їх прийнятому змістові, тому є прийнятним і не робить негативного впливу на його властивості. Зміст у зносостійкому чавуні 0,11-0,17% міді досягається за рахунок модифікування виливків, вплив якого на структуру і властивості виливків зазначено вище. При зниженні змісту міді нижче нижньої зазначеної межі не забезпечується ефект модифікування розплаву чавуна, а при перевищенні змісту його вище верхньої зазначеної межі не відбувається подальшого збільшення позитивного впливу модифікування. Високотемпературна нормалізація виливків зі зносостійкого чавуна забезпечує підвищення їхньої зносостійкості, в'язкості й оброблюваності, при цьому найкращі властивості досягаються при прийнятому їхньому хімічному складі і нагріванні до температури 860°С і витримці 90хв. При такому режимі термообробки в мікроструктурі виливків утворюються ізольовані первинні карбіди замість їхнього суцільного каркаса, який утворюється при литті, що різко підвищує крихкість виливків, а також мартенситна металева основа з великою кількістю аустеніту, що знижує їхню твердість і поліпшує оброблюваність. Така мікроструктура чавуна підвищує також його в'язкість і знижує схильність до утворення тріщин у виливках. Заявлена температура нагрівання і час витримки при нормалізації виливків вище вказаної межі не забезпечують одержання зазначеної вище мікроструктури чавуна в них і тому не підвищують властивості виливків, а приводять лише до росту зерна і зниженню високотемпературної міцності чавуна, що може приводити до утворення тріщин і руйнуванню виливків у процесі термообробки. Найкращі властивості зносостійкого чавуна досягаються при прийнятому їхньому хімічному складі і нагріванні їх до 860°С, витримці при ній 90хв., охолодженні і наступному охолодженні в маслі. При такому режимі термообробки структура виливків з чавуна прийнятого хімічного складу складається з мартенситної металевої основи. Технічний результат, одержуваний при здійсненні винаходу, полягає в досягненні високої зносостійкості й експлуатаційної стійкості, гарних технологічних властивостей і низької вартості виливків. Це досягається одержанням у їхній мікроструктурі мартенситної металевої основи. Такі виливки й одержувані з них деталі можуть використовуватися як деталі з підвищеною ударостійкістю, наприклад, змінних деталей гірничо-металургійного устаткування, і в інших випадках, де одночасно потрібна висока зносостійкість і ударостійкість. Спосіб може бути здійснений таким чином. Попередньо проводять легування чавуна в спеціальних пристроях, після чого плавку чавуна здійснюють у плавильних електропечах. Виливки одержують шляхом заливання рідкого чавуна в ливарні піщані або земляні форми. Після витягу з форм виливки піддають очищенню й обрубанню способами, звичайно застосовуваними для цього. Очищені і підрублені виливки піддають термічній обробці в термічних печах, звичайно застосовуваних для цих цілей, піддають витримці, а потім піддають охолодженню в маслі. Зазначені технічні засоби і технологічні прийоми забезпечують одержання якісних виливків із заявленими властивостями. Приклад. В плавильній електропечі розплавляли попередньо леговані шихтові матеріали й одержували легований чавун. Після нагрівання розплаву в печі його зливали в розливний ківш, що після модифікування забезпечувало наступний зміст у чавуні елементів, мас. %: вуглець 3,30 кремній 1,73 марганець 0,29 хром 0,1 нікель 0,036 молібден 0,033 бор 0,042 сірка 0,04 барій 0,17 залізо решта. З чавуна одержували виливки чавунних стрижнів діаметром 35мм і висотою 20мм шляхом заливання його в земляну форму. Одночасно заливали проби на визначення рідко текучесті і лінійної усадки чавуна. Рідко текучість виплавленого чавуна по спіральній пробі склала 722мм, а усадка - 1,37%. Рідкотекучість виплавленого чавуна вище прототипу на 15%, а усадка нижче на 25%. Отримані виливки виробів піддавали обрубанню - видаляли залишки ливникової системи на них, заміряли їхню твердість на пресі Роквелла, а потім піддавали їх термічній обробці. Високотемпературна нормалізація виливків стрижнів не потрібна. Отримані стрижні у вигляді неопрацьованих виливків піддаються впливові на них зовнішніми полями, здатними переводити атоми і молекули структури в збуджений стан до її мартенситного перетворення. Після цього стрижні піддавали термічній обробці шляхом нагрівання їх у термічній камерній печі до 860°С і витримки при ній 90 хвилин, після чого вони витягалися з печі і охолоджувалися в маслі. Твердість стрижнів після термічної обробки складає HRC 50. Вартість заявленого чавуна нижче вартості чавуна, приведеного в якості прототипу. Стрижні зі зносостійкого чавуна, отримані пропонованим способом, мають необхідну твердість, підвищену зносостійкість і експлуатаційну стійкість, гарні технологічні властивості і низьку вартість. Дослідження структури і властивостей модифікованих чавунів, виготовлених пропонованим способом, показало можливість їх широкого застосування в якості міцних і зносостійких матеріалів, у тому числі для деталей гірничо-металургійного устаткування. Це дозволить у багатьох випадках замінити дорогі леговані чавуни і сталі з великим вмістом нікелю та хрому, знизити витрату легуючих елементів, при цьому одержати металургійну продукцію конкурентноздатну на світовому ринку.
ДивитисяДодаткова інформація
Автори англійськоюAleksieiev Yurii Serhiiovych, KABARDIN Nikolay Konstantinovich, Kaliberda Valerii Ivanovych, Mezhuiev Mykola Mykolaiovych, Odnorozhenko Vasyl Borysovych, Stepanian Beniamyn Gurgenovych, Chebaniuk Vsevolod Vsevolodovych
Автори російськоюАлексеев Юрий Сергеевич, Калиберда Валерий Иванович, Межуев Николай Николаевич, Однороженко Василий Борисович, Степанян Бениамин Гургенович, Чебанюк Всеволод Всеволодович
МПК / Мітки
МПК: C21C 1/08
Мітки: зносостійкого, спосіб, чавуну, заготовки, литої, одержання
Код посилання
<a href="https://ua.patents.su/4-2724-sposib-oderzhannya-lito-zagotovki-zi-znosostijjkogo-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання литої заготовки зі зносостійкого чавуну</a>
Спосіб одержання ливарного синтетичного чавуну
Номер патенту: 59043
Опубліковано: 15.08.2003
Автори: Літвінов Євгеній Іванович, Пономарьов Анатолій Михайлович, Сазонов Сергій Іванович, Шевченко Тарас Григорович, Васюра Генадій Григорович, Первушін Віктор Іванович, Демент'єв Володимир Миколайович, Дворядкін Борис Олександрович
МПК: C21C 1/08
Мітки: ливарного, синтетичного, одержання, чавуну, спосіб
Формула / Реферат:
Спосіб одержання ливарного синтетичного чавуну, що включає виплавку в доменній печі передільного чавуну, випуск його в чавуновозні ковші, введення в рідкий чавун феросплавів і наступне виливання виливниці, який відрізняється тим, що виплавляють і випускають чавун у чавуновозні ковші зі вмістом кремнію 0,6 - 0,8% і марганцю 0,10 - 0,15%, при цьому феросплави поміщають у чавуновозні ковші за 10 - 30 хвилин до початку випуску передільного чавуну...
Спосіб виготовлення багатошарової литої заготовки
Номер патенту: 1021
Опубліковано: 30.12.1993
Автори: Дубровін Едуард Юрійович, Кельвіч Володимир Тихонович, Єфімов Віктор Олексійович, Осипов Володимир Прокофійович, Костенко Георгій Дмитрович
МПК: B22D 19/00, B22D 7/02
Мітки: заготовки, спосіб, багатошарової, литої, виготовлення
Формула / Реферат:
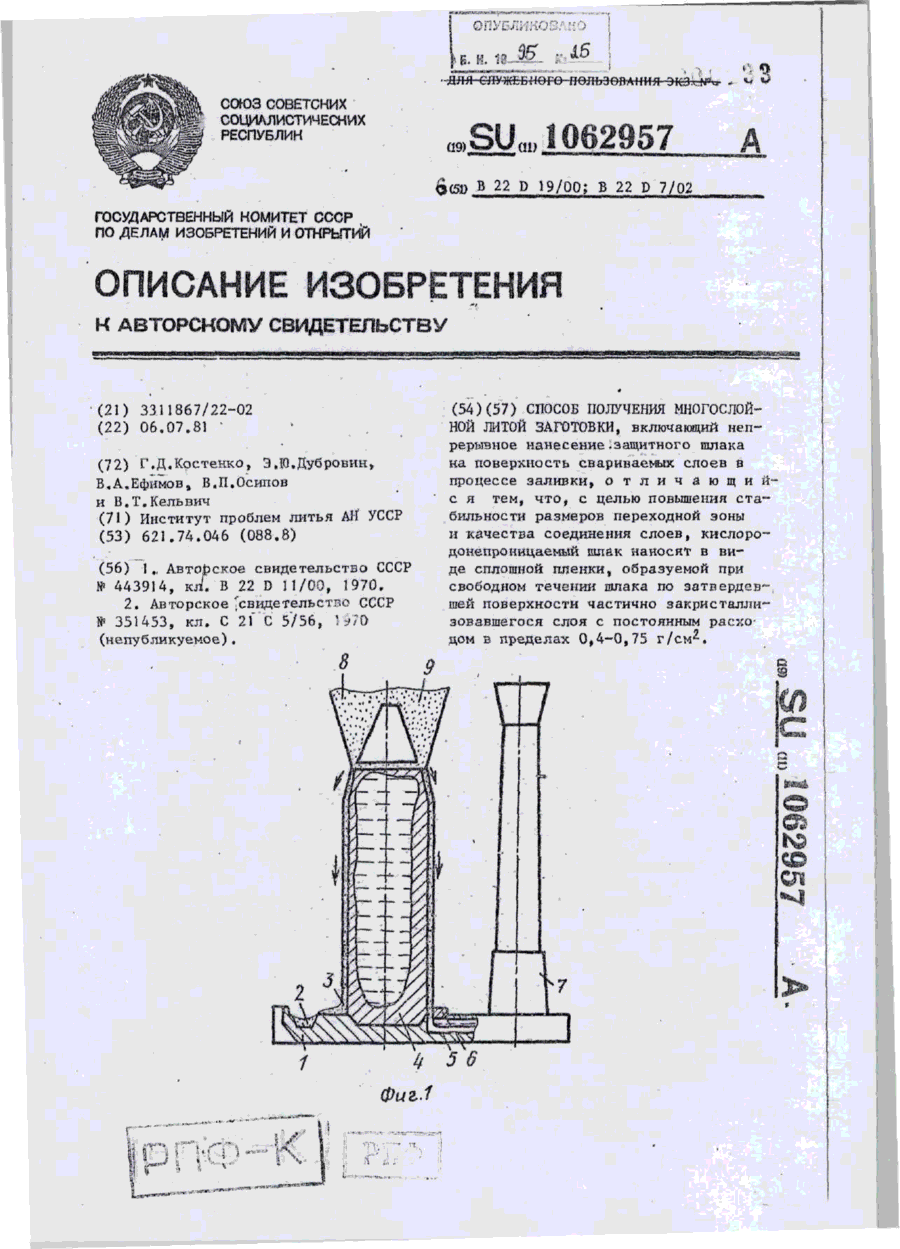
Способ получения многослойной литой заготовки, включающий непрерывное нанесение защитного шлака на поверхность свариваемых слоев в процессе заливки, отличающийся тем, что, с целью повышения стабильности размеров переходной зоны и качества соединения слоев, кислородо-непроницаемый шлак наносят в виде сплошной пленки, образуемой при свободном течении шлака по затвердевшей поверхности частично закристаллизовавшегося слоя с постоянным...
Пристрій для різання литої заготовки, що рухається
Номер патенту: 25197
Опубліковано: 30.10.1998
Автор: Кальянов Олександр Нікіфорович
МПК: G01D 5/12, B23D 25/00, B23K 7/00, G01D 5/26
Мітки: литої, рухається, заготовки, пристрій, різання
Формула / Реферат:
1. Устройство для резки движущейся литой заготовки, включающее эстакаду, расположенную на эстакаде машины газовой резки, снабженную захватами, мерный ролик, кинематически связанный с датчиком импульсов, задатчик и счетчик импульсов, отличающееся тем, что на эстакаде установлены два датчика перемещения, расположенные последовательно вдоль направления перемещения машины газовой резки, а последняя оснащена жестко закрепленным на ней элементом...
Спосіб одержання спеченого зносостійкого матеріалу на основі порошку аустенітної нержавіючої сталі
Номер патенту: 53157
Опубліковано: 15.01.2003
Автори: Санін Анатолій Федорович, Божко Сергій Анатолійович, Джур Євген Олексійович, Канигін Сергій Львович, Мироненко Петро Олексійович, Щеглова Людмила Леонідівна
МПК: C22C 33/02
Мітки: нержавіючої, зносостійкого, порошку, спеченого, спосіб, одержання, сталі, основі, матеріалу, аустенітної
Формула / Реферат:
Спосіб одержання спеченого зносостійкого матеріалу на основі порошку аустенітної нержавіючої сталі, що включає змішування його з лігатурою, пресування одержаної суміші та її спікання, який відрізняється тим, що порошок аустенітної нержавіючої сталі змішують з 2-10 % порошку лігатури, яка містить(мас. %) вуглецю 0,9-1,5, хрому 16-19, кремнію 4-5, бору 4-4,7, заліза не більше 5, нікель - основа, після чого одержану суміш пресують з питомим...
Спосіб одержання зносостійкого покриття
Номер патенту: 60828
Опубліковано: 15.10.2003
Автори: Михайлов Аркадій Андрійович, Фірстов Сергій Олексійович
МПК: B22F 7/00
Мітки: одержання, спосіб, зносостійкого, покриття
Формула / Реферат:
1. Спосіб одержання зносостійкого покриття, що включає змішування порошків із зв'язуючим, нанесення їх на поверхню металевої деталі та оплавлення, який відрізняється тим, що як зазначені порошки використовують суміш із подрібнених утилізованих надтвердих сплавів різних фракцій, які змішують з металевим порошковим припоєм перед нанесенням їх на поверхню зазначеної деталі, яку встановлюють в форму, отриману суміш засипають на деталь,...
Попередній патент: Спосіб регулювання тяги опалювального котла
Наступний патент: Захисна пластина для радіолокаційної апаратури
Випадковий патент: Гнучкий бар'єр для використання в аерозольних дозаторах