Пристрій для різання литої заготовки, що рухається
Формула / Реферат
1. Устройство для резки движущейся литой заготовки, включающее эстакаду, расположенную на эстакаде машины газовой резки, снабженную захватами, мерный ролик, кинематически связанный с датчиком импульсов, задатчик и счетчик импульсов, отличающееся тем, что на эстакаде установлены два датчика перемещения, расположенные последовательно вдоль направления перемещения машины газовой резки, а последняя оснащена жестко закрепленным на ней элементом включения.
2. Устройство по п.1, отличающееся тем, что расстояние между элементом включения в исходном положении машины газовой резки и ближайшим к нему датчиком перемещения составляет (180 - 200)мм.
3. Устройство по п.1, отличающееся тем, что датчики перемещения установлены на концах образцовой меры постоянной длины.
Текст
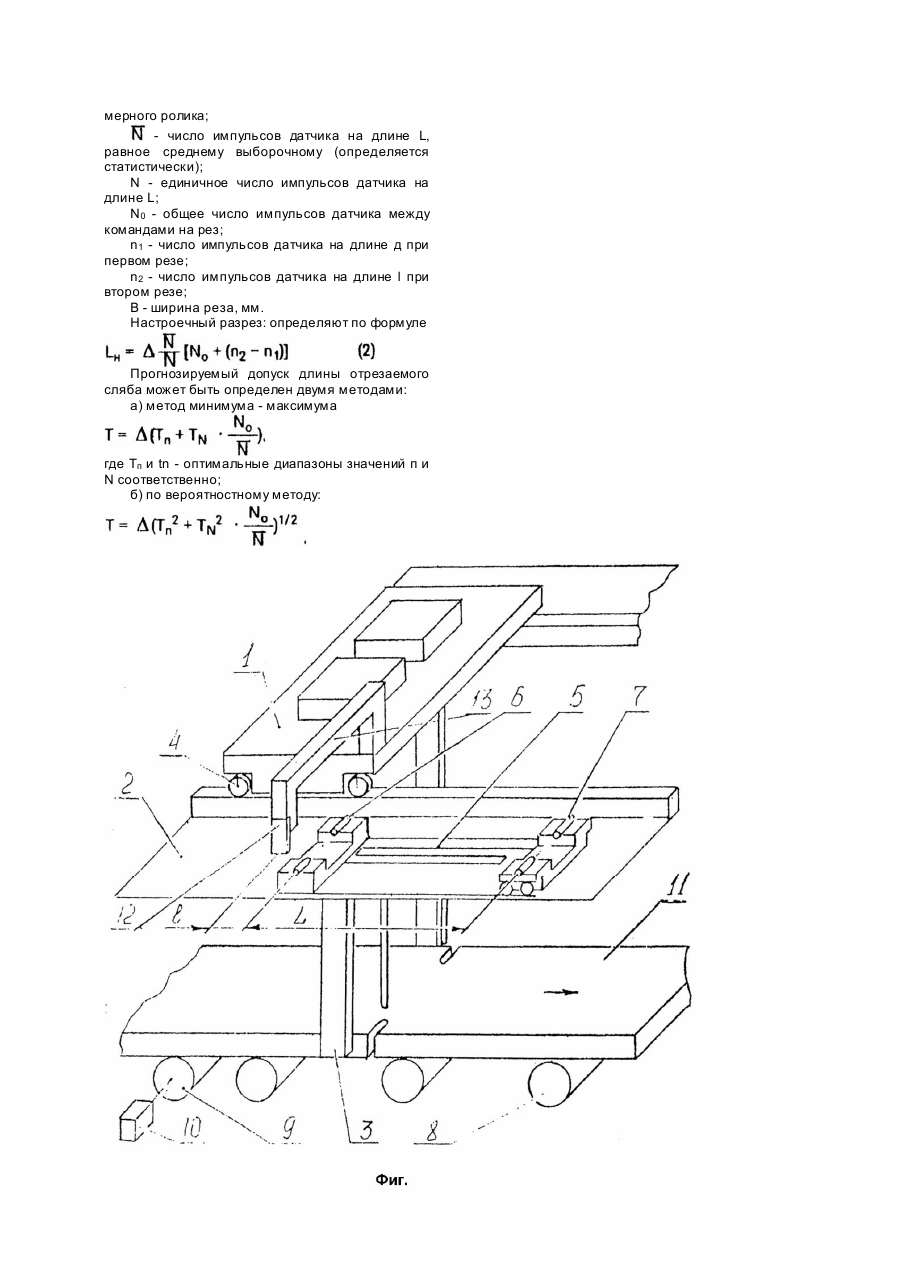
Изобретение относится к черной металлургии и может быть использовано на машинах непрерывной разливки стали. Известно принятое за прототип устройство для мерной резки движущейся литой заготовки, содержащее машину газовой резки, оснащенную захватами и устанавливаемую на эстакаде, расположенной над рольгангом подачи, мерный ролик, кинематически связанный с валом датчика импульсов, а также задатчик и счетчик импульсов (Нисковских В.М., Карлинский С.Е., Беренов А.Д. Машины непрерывного литья слябовых заготовок. - М.: Ме таллургия, 1991). Известное устройство осуществляет резку движущегося сляба, получаемого в машине непрерывной разливки стали, по команде, поступаемой из задатчика через определенное количество импульсов. Подачу импульсов производит датчик импульсов посредством кинематически связанного с ним мерного ролика, который вращается вследствие трения качения между его ободом и поверхностью движущегося сляба. Таким образом, по известным числу импульсов на один оборот ролика и длине окружности обода ролика определяют необходимое количество импульсов между резами. Недостатком известного устройства является отсутствие возможности оперативно выявить проскальзывание сляба в захвата х машины газовой резки и относительно мерного ролика, в результате чего длина отрезаемого сляба отказывается больше или меньше заданной. В основу изобретения поставлена задача создать устройство для мерной порезки движущейся литой заготовки, использование которого позволит производить метрологическую диагностику составных его частей и на основании этого прогнозировать длину отрезаемого сляба. Указанная задача решается тем, что на эстакаде размещается вдоль линий перемещения машины газовой резки образцовая мера длины, длина которой не зависит от окружающей температуры, а на обоих концах образцовой меры установлены два датчика перемещения элемента включения, в то время как сам элемент включения жестко закреплен на машине газовой резки. При этом расстояние между элементом включения в его исходном положении, обусловливаемом исходным положением машины газовой резки, и ближайшим к нему датчиком перемещения должно быть неизменным в течение всей работы устройства и составлять не более 200мм и не менее 180мм. Это - оптимальное расстояние, необходимое для того, чтобы элемент включения вошел во взаимодействие с первым датчиком перемещения после начала резки. Таким образом, считывание импульсов осуществляют на двух участках пути, проходимого элементом включения в его поступательном движении совместно с машиной газовой резки: первый участок - расстояние от исходного положения элемента включения до первого датчика перемещения; второй участок - расстояние между первым и вторым датчиками перемещения, причем отклонения величины обоих этих расстояний от номинальной должны быть не более, чем по 1 - му классу точности, чтобы обеспечить точность измерений по 2 - му классу. Расстояние между датчиками перемещения должно быть таким, чтобы окончание резки наступило после того, как элемент включения минует второй датчик перемещения. Схема предлагаемого устройства представлена на чертеже (фиг.). Машина газовой резки 1 (в дальнейшем МГР 1) размещена на эстакаде 2. МГР 1 оснащена захватами 3 и может перемещаться по эстакаде 2 на катках 4. На эстакаде 2 установлена образцовая мера длины 5 с расположенными на ее концах датчиками перемещения 6 и 7. В ряду рольганга 8 расположен мерный ролик 9, кинематически связанный с датчиком импульсов 10 и получающий вращение благодаря трению качения между его ободом и поверхностью разрезаемой заготовки 11 в процессе ее перемещения по рольгангу 8. МГР 1 снабжена элементом включения 12, жестко закрепленном на ней посредством кронштейна 13. Следует отметить, что датчики перемещения 6 и 7 могут представлять собой фото-, элементы, а элемент включения 12 - "флажок" прерывающий световой поток к фотоэлементу. Система "датчик перемещения - датчик включения" может быть индуктивной, сенсорной и т.п. Устройство работает следующим образом. В исходном положении элемент включения 12 находится на расстоянии l от датчика перемещения 6. После автоматической команды на рез МГР 1 перемещается в том же направлении, что и разрезаемая заготовка 11 и синхронно с ней. Одновременно осуществляется схватывание боковых поверхностей заготовки 11 захватами 3. Процесс разгона МГР 1 и схватывания имеет некоторую протяженность во времени и должен быть завершен прежде, чем элемент включения 12 совместится с датчиком перемещения6, т.е. длина пути, проходимого МГР 1 (и, соответственно элементом включения 12) должна быть меньше l. В момент завершения схваты вания заготовки 11 захватами 3 начинает осуществляться резка заготовки 11, окончание которой должно наступить после прохождения элементом включения 12 длины l + L, т.е. после того, как последний пересечет датчик перемещения 7. Таким образом, размеры l и L имеют функциональное значение и определяются технологическими параметрами самой МГР в каждом отдельном случае. Расстояния l и L являются образцовыми длинами, и числа импульсов, выдаваемых мерным роликом 9 и датчиком 10 и зафиксированных элементом включения 12 на этих длинах являются определяющими для метрологического диагностирования МГР 1 (число импульсов n на длине l) и узла мерного ролика 9 (число импульсов N на длине L). Значения n и N должны находиться в области допустимых значений, характеризующей оптимальный режим работы этих элементов. Таким образом, устройство проходит периодический контроль в процессе резки и по найденным метрологическим показателям осуществляется прогноз длины отрезаемого сляба. Пример обработки данных полученных при использовании заявляемого устройства. Прогнозирование длины отрезаемого сляба осуществляют по формуле где D - тарировочная величин; lр - длина окружности мерного ролика; Nр - число импульсов датчика за один оборот мерного ролика; - число импульсов датчика на длине L, равное среднему выборочному (определяется статистически); N - единичное число импульсов датчика на длине L; N0 - общее число импульсов датчика между командами на рез; n1 - число импульсов датчика на длине д при первом резе; n2 - число импульсов датчика на длине l при втором резе; B - ширина реза, мм. Настроечный разрез: определяют по формуле Прогнозируемый допуск длины отрезаемого сляба может быть определен двумя методами: а) метод минимума - максимума где Tп и tn - оптимальные диапазоны значений п и N соответственно; б) по вероятностному методу:
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01D 5/26, B23D 25/00, B23K 7/00, G01D 5/12
Мітки: пристрій, різання, рухається, литої, заготовки
Код посилання
<a href="https://ua.patents.su/2-25197-pristrijj-dlya-rizannya-lito-zagotovki-shho-rukhaehtsya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для різання литої заготовки, що рухається</a>
Спосіб виготовлення багатошарової литої заготовки
Номер патенту: 1021
Опубліковано: 30.12.1993
Автори: Дубровін Едуард Юрійович, Єфімов Віктор Олексійович, Осипов Володимир Прокофійович, Кельвіч Володимир Тихонович, Костенко Георгій Дмитрович
МПК: B22D 7/02, B22D 19/00
Мітки: литої, виготовлення, багатошарової, спосіб, заготовки
Формула / Реферат:
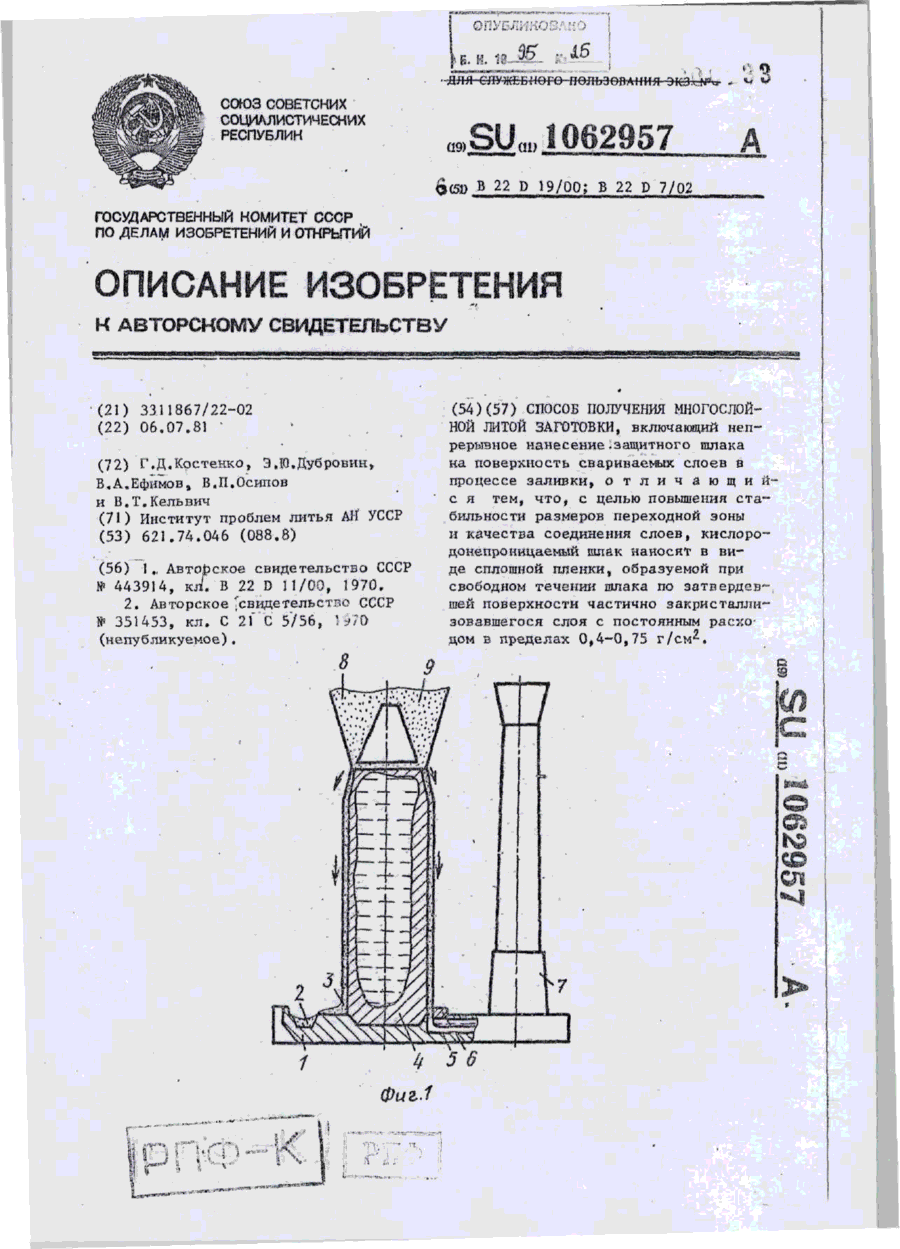
Способ получения многослойной литой заготовки, включающий непрерывное нанесение защитного шлака на поверхность свариваемых слоев в процессе заливки, отличающийся тем, что, с целью повышения стабильности размеров переходной зоны и качества соединения слоев, кислородо-непроницаемый шлак наносят в виде сплошной пленки, образуемой при свободном течении шлака по затвердевшей поверхности частично закристаллизовавшегося слоя с постоянным...
Пристрій для різання овочів
Номер патенту: 4654
Опубліковано: 28.12.1994
Автори: Авраменко Олександр Васильович, Кострецов Володимир Никифорович, Воловик Володимир Давидович, Шкляр Яков Федорович
МПК: B26D 1/00
Мітки: пристрій, овочів, різання
Формула / Реферат:
Устройство для резки овощей, преимущественно капусты, содержащее раму, кожух, установленную на раме загрузочную воронку, смонтированную на приводном вертикальном валу с закрепленным на нем ножевым диском и выгрузное приспособление, отличающееся тем, что выгрузочное приспособление выполнено в виде диска с радиальными лопатками, закрепленным на валу под ножевым диском, устройство снабжено вертикально установленным эластичным экраном,...
Пристрій для немеханічного різання
Номер патенту: 18787
Опубліковано: 25.12.1997
Автори: Туркот Віктор Володимирович, Цатуров Гєрбєрт Робертовіч, Больбот Олександр Кіндратович, Смола Володимир Миколайович
МПК: B26F 3/00, B23D 31/00
Мітки: різання, пристрій, немеханічного
Формула / Реферат:
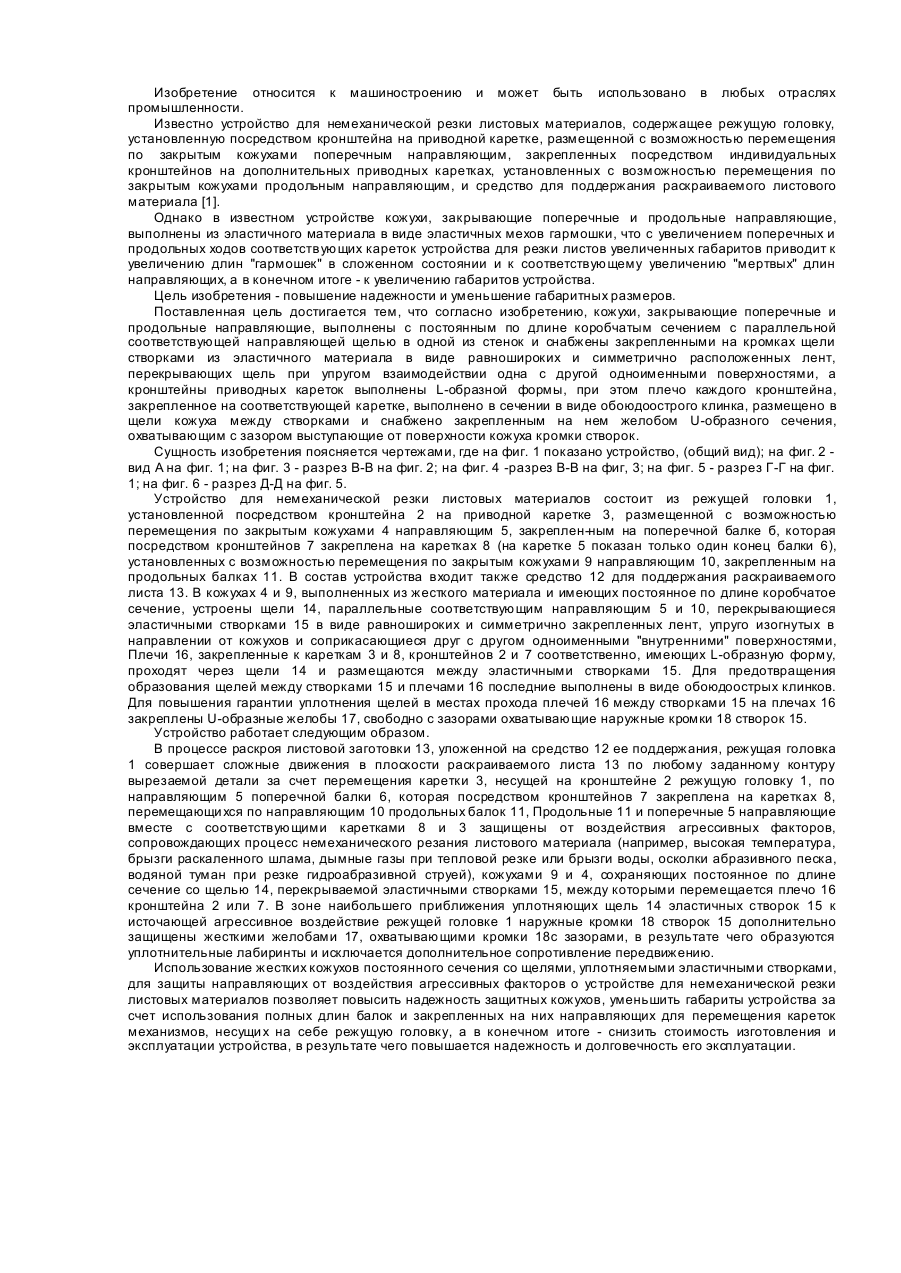
Устройство для немеханической резки листового материала, содержащее режущую головку, установленную посредством кронштейна на приводной каретке, размещенной с возможностью перемещения по закрытым кожухами поперечным направляющим, закрепленным посредством индивидуальных кронштейнов на дополнительных приводных каретках, установленных с возможностью перемещения по закрытым кожухами продольным направляющим, и средство для поддержания...
Пристрій для різання мінераловатних плит
Номер патенту: 337
Опубліковано: 30.04.1993
Автори: Гізунтерман Вілен Рафаілович, Фрідман Роман Аркадійович, Юхновський Олег Сергійович, Гелев Георгій Наумович, Рогова Сара Давидовна, Ларіонов Михайло Тихонович, Шульман Григорій Маркович, Бурлика Анатолій Пилипович
МПК: B28B 11/14
Мітки: плит, пристрій, мінераловатних, різання
Формула / Реферат:
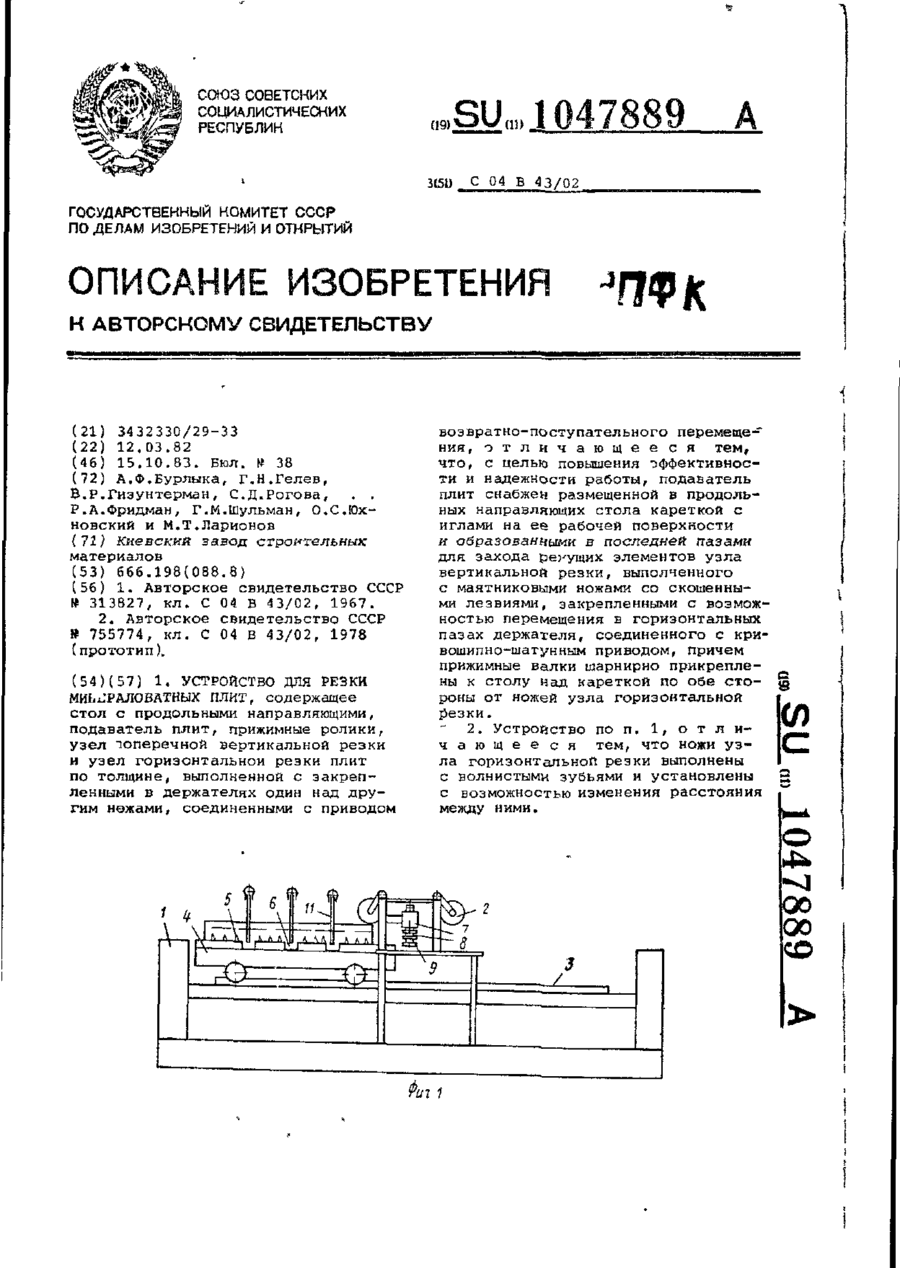
(57) 1. УСТРОЙСТВО ДЛЯ РЕЗКИ МИНІІРАЛОВАТНЬІХ ПЛИТ, содержащее стол с продольными направляющими, подаватель плит, прижимные ролики, узел лоперечной вертикальной резки и узел горизонтальной резки плит по толщине, выполненной с закрепленными в держателях один над другим ножами, соединенными с приводом возвратно-поступательного перемещения, отличающееся тем, что, с целью повышения эффективности и надежности работы, подаватель плит снабжен...
Пристрій для гідроструминного різання листових матеріалів
Номер патенту: 18788
Опубліковано: 25.12.1997
Автори: Больбот Олександр Кіндратович, Туркот Віктор Володимирович, Смола Володимир Миколайович
МПК: B26F 3/00, B23D 31/00
Мітки: гідроструминного, листових, матеріалів, різання, пристрій
Формула / Реферат:
Устройство для гидроструйной резки листовых материалов, содержащее гидрорезак с защитным кожухом, механизм перемещения гидрорезака и механизм отсоса водяного тумана с патрубком, отличающееся тем, что гидрорезак снабжен конусным отражателем, расположенным под защитным кожухом, а патрубок механизма отсоса водяного тумана закреплен на защитном кожухе, при этом на наружной поверхности защитного кожуха нанесен слой звукоизолирующего материала.
Попередній патент: Спосіб захисту від шуму
Наступний патент: Пристрій для катетеризування порожнистих органів
Випадковий патент: Газовий пальник зі штучною турбулізацією потоку