Спосіб виготовлення багатошарової литої заготовки
Номер патенту: 1021
Опубліковано: 30.12.1993
Автори: Осипов Володимир Прокофійович, Дубровін Едуард Юрійович, Костенко Георгій Дмитрович, Кельвіч Володимир Тихонович, Єфімов Віктор Олексійович


Формула / Реферат
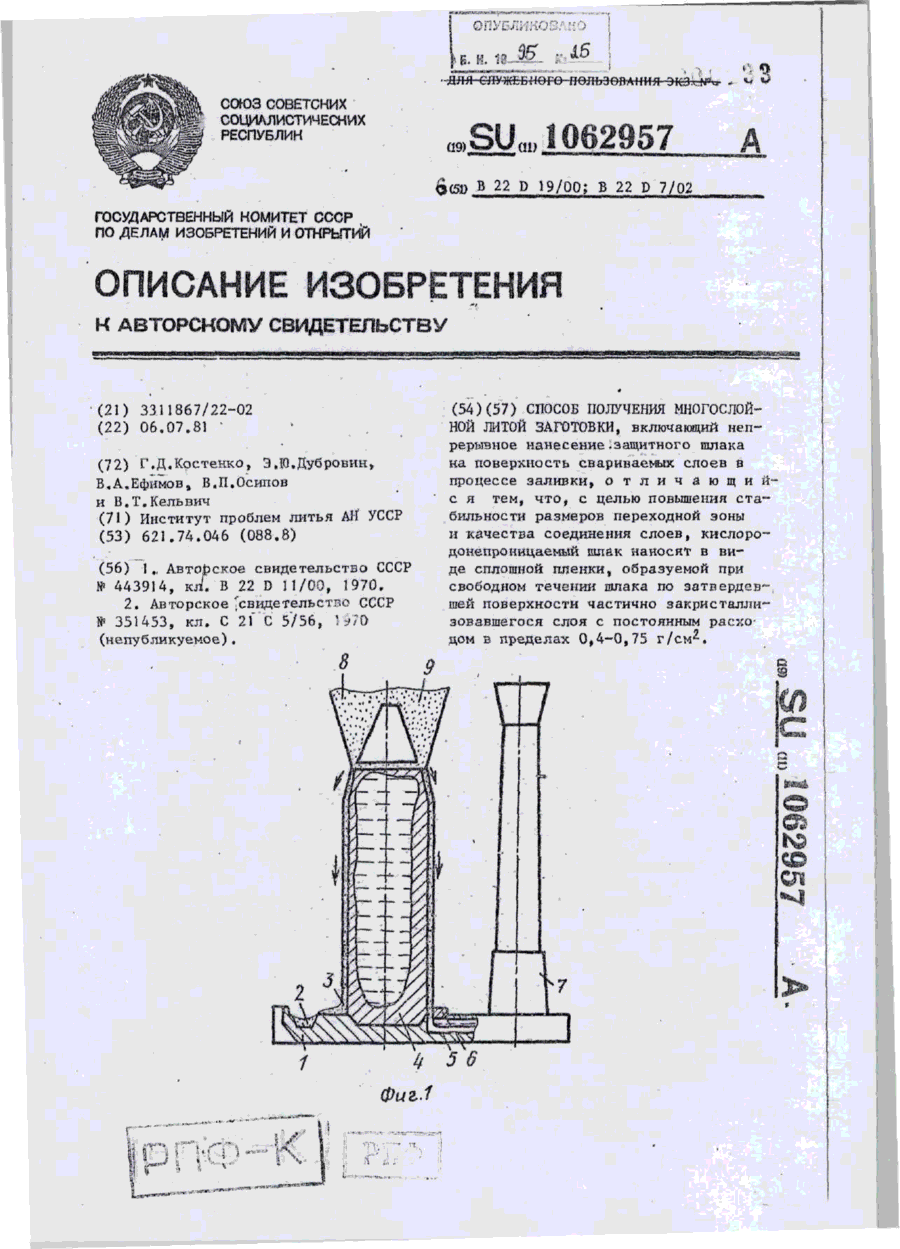
Способ получения многослойной литой заготовки, включающий непрерывное нанесение защитного шлака на поверхность свариваемых слоев в процессе заливки, отличающийся тем, что, с целью повышения стабильности размеров переходной зоны и качества соединения слоев, кислородо-непроницаемый шлак наносят в виде сплошной пленки, образуемой при свободном течении шлака по затвердевшей поверхности частично закристаллизовавшегося слоя с постоянным расходом в пределах 0,4-0,75 г/см2.
Текст
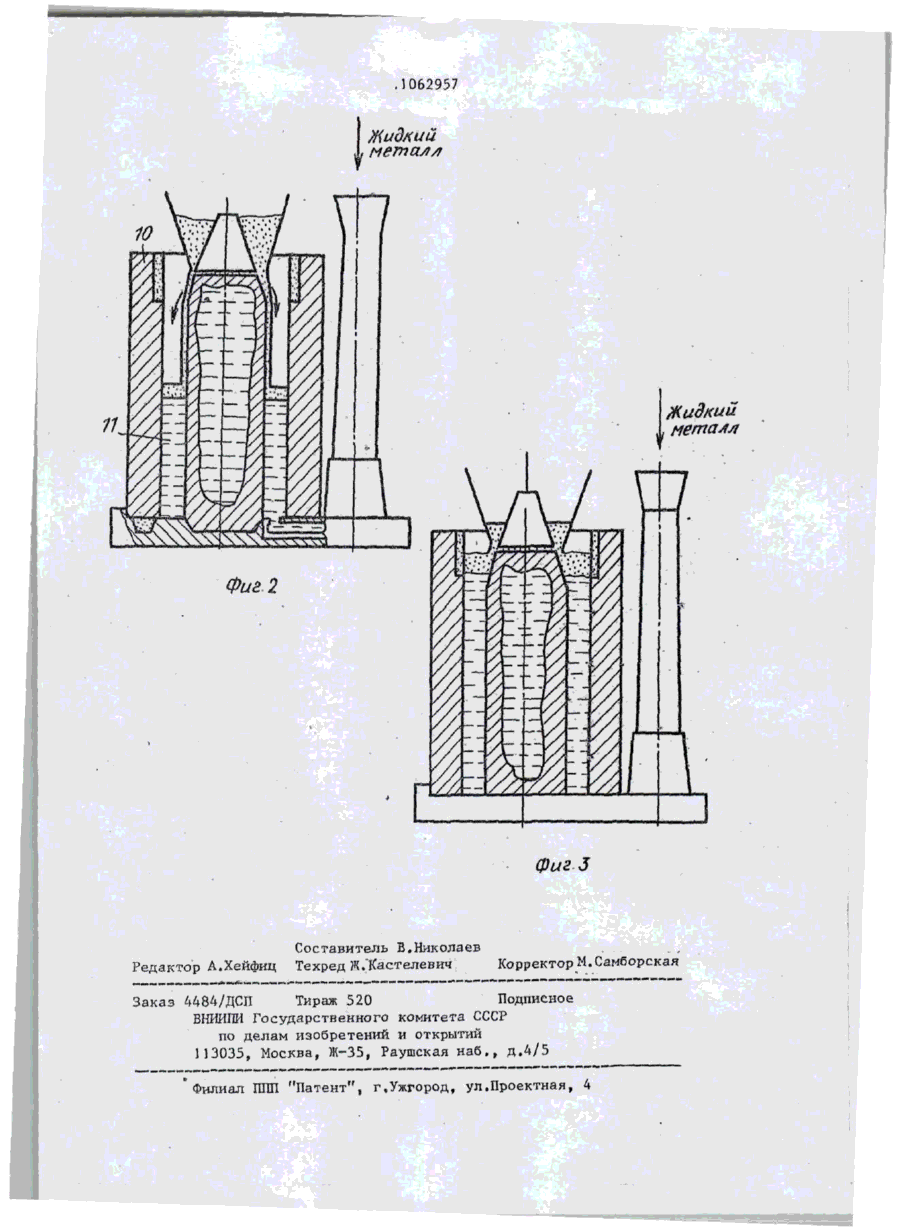
СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙН Й ЛИТОЙ ЗАГОТОВКИ, включающий непО рерывное нанесение.защитного галака на поверхность свариваемых слоев в процессе заливки, о т л и ч а ю щ и й с я тем, ч т о , с целью повышения с т а бильности размеров переходной зоны и качества соединения слоев, кислородонепроницаемый шлак наносят в виде сплошной пленки, образуемой при свободном течении шлака по затвердевшей поверхности частично закристаллизовавшегося слоя с постоянным расходом в пределах 0,4-0,75 г/см^. 1 1062957 Изобретение относится к металлургии и литейному производству, а именно к получению многослойных литых заготовок, например, слитков или биметаллических отливок. 5 Известен способ получения биметаллических непрерывнолитых заготовок, включающий нанесение защитного шлака в виде порошка на нагретую поверхность заготовки [1J. '0 Недостатком этого способа является ограниченность защитных функций слоя порошкообразного шлака, через который непрерывно проходит заготовка. Это обусловлено отсутствием пос- IS тоянно го обновления и удаления аагрязненного слоем шлака, контактирующего непосредственно с поверхностью заготовки. Кроме того, способ не гарантирует равномерного расп- 20 ределения защитного покрытия по всей свариваемой поверхности, что уменьшает стабильность размеров переходной 'зоны свариваемых слоев и ее качество. 25 Наиболее близким по технической сущности и достигаемому результату является способ плазменного дугового переплава расходуемой заготовки [2J, в котором для улучшения качест- зо ва получаемой заготовки непрерывно -наносят защитный шлак на поверхность свариваемых слоев в процессе заливки. Основным недостатком известного 35 способа является повышенная сложность реализации способа при изготовлении фасонных и крупногабаритных литых заготовок. Указанный способ является наи40 более близким техническим решением к описываемому изобретению. Целью изобретения является повышение стабильности размеров переходной зоны и качества соединения нкера начи 1062957 нает плавиться и на поверхности отлитой заготовки формируется пленка из шлака 3. Пленка ишака, стекая с поверхности заготовки растворяет и уносит окислы, предохраняя поверхность от вторичного окисления. Насыщенный окислами шлак собирается'в выемке 2. Пробка 6 убирается перед установкой второй изложницы 10. При заливке второго слоя, (фиг,2 и 3 ) металла 11 через центровую 7 и сифонную систему 5 поступает в полость изложницы, при этом пленка шлака смывается с поверхности первого слоя, отработанный шлак концентрируется на зеркале металла, предохраняя его от окисления. Свежие порции ишака поступают на поверхность отлитого слоя непрерывно на протяжении всего периода отливки второго слоя, вплоть до его окончания, после чего бункер удаляется. Для отливки многослойных заготово'к используются сменные бункеры, причем объем бункеров рассчитывается, исходя из удельного расхода шлака и типоразмера каждого отличаемого слоя. 5 '0 15 20 25 Защитная пленка шпака, обладающего достаточно низкой вязкостью в области выбранных температур, равно- 2Q мерно растекаясь по поверхности сваривания, благоприятно влияет на характер температурного поля кристаллизующейся заготовки, выравнивает теплоотвод с ее поверхности и обес- печивает стабилизацию размеров переходной зоны в пределах 20-30% от ее номинального размера, что свидетельствует об улучшении качества сваривания металла слоем в целом. ло Толщина ( Г ) пленки кислородонепрос" ницаемого защитного шлака на поверхности заготовки зависит от вязкости (ч)поверхностного натяжения (ь)и плотности расплава шлака (р)и может 45 быть расчитана для определенных условий по формуле: и -i 2 t f иг Как показывают расчеты, выполненные, например, для шлаковой системы. Na 2 B i O- T -B 2 O 3 -K 2 ZrF 6 -SiO 2 при вязкости млака в пределах 4-6 пуаз (обеспечивающей надежные защитные свойства пленки ), значениях поверх 50 постного натяжения -200-250 мдж/см2 и плотности -2,0-2,2 г/см толщина защитной пленки составляет 0,41,0 мм. В основе указанной шлаковой системы, Обеспечивающей надежную защиту поверхности заготовок в интервале температур 800-1150°С, лежит околоэвтектический сплав буры (60-80%) и борного ангидрида (і0~30%) с активными добавками (,K,ZrFfc, SiO2>i др. ), способствующими уменьшению адгезии, увеличению растекаемости и повышению способности системы к растворению окислов металлов (FeCr, Mn, Ni и др. ),Такие ишаки не диссоциируют в атмосфере воздуха вплоть до температуры 11001150 С к имеют низкую кислородопрокицаемость за счет повышенной упаковки ионов в структуре и прочности связей в решетке. При толщине пленки шлака в пределах 0,4-1,0 мм и принятых в расчетах значениях вязкости, поверхностного натяжения и плотности краевой угол смачивания в рабочем интервале температур равен 15-20°, что свидетельствует о высокой степени сма.чивания поверхности заготовок вша™ ковым расплавом. Работа адгезии шлака при тех же температурах непрерывно повышается от 330 до 390 мдж/м , при этом работа когезии прямолинейно понижается. Расчеты показали, что энергия взаимодействия между атомами металла и ионами шлака с повышением температуры увеличивается и составляет 70-90% от межионного притяжения, что также определяет улучшение смачивания, расплавом шлака, ^Удельный расход шлака в условиях1 |самопроизвольного растекания по поверхности сваривания определяется сЬизико-химическими свойствами расплавов шлака, температурными условиями процесса и в интервале-температур поверхности 0,7-0,95 температуры солидус сплава находится в пределах 0,40-0,75 г/см 2 . Стендовые и натурные испытания в условиях значительных знакопеременных циклических нагрузок биметаллических пальцев экскаваторов показали, что предложенный способ обеспечивает повышение ресурса их работы на 400-450%. .1062957 Жидкий Жидкий металл Фиг 2 фиг 3 Редактор А.Хейфиц Составитель В.Николаев Техред Ж/Кастелевич . , Корректор^.Самборская — _ - _ _.——.——.*•—*-—•———-——————•—••—-™—™'- -~———™•——••»——————•——————' Заказ 4484/ДСП Тираж 520 Подписное ВНШПИ Государственного комитета СССР по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб. t д.4/5 Филиал ЇЇПП "Патент", г.Ужгород, ул.Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of obtaining the multilayer casting
Автори англійськоюKostenko Heorhii Dmytrovych, Yefimov Viktor Oleksiiovych, Osypov Volodymyr Prokofiiovych, Kelvich Volodymyr Tykhonovych, Dubrovin Eduard Yuriiovych
Назва патенту російськоюСпособ изготовления многослойной литой заготовки
Автори російськоюКостенко Георгий Дмитриевич, Ефимов Виктор Алексеевич, Осипов Владимир Прокофьевич, Кельвич Владимир Тихонович, Дубровин Эдуард Юрьевич
МПК / Мітки
МПК: B22D 19/00, B22D 7/02
Мітки: виготовлення, литої, спосіб, багатошарової, заготовки
Код посилання
<a href="https://ua.patents.su/4-1021-sposib-vigotovlennya-bagatosharovo-lito-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення багатошарової литої заготовки</a>
Спосіб виготовлення біметалевих виливок

Номер патенту: 735
Опубліковано: 15.12.1993
Автори: Костенко Георгій Дмитрович, Завілінський Анатолій Володимирович, Конопатський Василь Леонідович, Кельвіч Володимир Тихонович
МПК: B22D 19/00
Мітки: біметалевих, виготовлення, виливок, спосіб
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, включающий нагрев заготовки под слоем синтетического шлака, перенос и простановку заготовки в литейную форму и заливку в нее металла наплавляемого слоя, отличающийся тем, что, с целью улучшения качества соединения слоев металлов и стабилизации температурного режима процесса, перенос нагретой заготовки от источника нагрева до литейной формы осуществляют в экранирующем кожухе.
Спосіб виготовлення облицювальних матеріалів
Номер патенту: 332
Опубліковано: 30.04.1993
Автори: Бурлика Анатолій Пилипович, Ларіонов Михайло Тихонович, Фрідман Роман Аркадійович, Костюк Богдана Василівна, Куліченко Людмила Андрійовна
МПК: B32B 13/00
Мітки: матеріалів, облицювальних, виготовлення, спосіб
Формула / Реферат:
Формула изобретенияСпособ изготовления облицовочных панелей, включающий подготовку листов-заготовок, нанесение слоя клея, укладку декоративной пленки и прикатку, отличающийся тем, что, с целью повышения прочности сцепления декоративной пленки с листом-заготовкой и улучшения качества облицовочных панелей, перед укладкой декоративную пленку замачивают в 1-2%-ном водном растворе смачивателя НБ на основе натриевой соли...
Спосіб механічної обробки заготовки прокатного виробу
Номер патенту: 366
Опубліковано: 30.04.1993
Автори: Ашимов Марат Ашимович, Ротару Іон Теодорович, Череднічок Віталій Тимофійович, Дідківський Олександр Володимирович, Бєляєв Данило Іванович, Тільга Степан Сергійович, Бондарук Андрій Всеволодович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: виробу, спосіб, обробки, заготовки, прокатного, механічної
Формула / Реферат:
Формула изобретенияСпособ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, отличающийся тем, что, с целью повышения качества обработки, вследствие более полного удаления грата и предотвращения...
Спосіб виготовлення одягу
Номер патенту: 35
Опубліковано: 30.04.1993
Автори: Будаш Юрій Олександрович, Романкевич Олег Володимирович, Березненко Сергій Миколайович, Зубович Клара Аронівна, Маласай Дмитро Петрович
МПК: A41D 27/00
Мітки: одягу, спосіб, виготовлення
Формула / Реферат:
Способ изготовления одежлы, при котором выкраивают основные, промежуточные и вспомогательные детали одежды, а перед соединением их в изделие выполняют многослойные пакеты для рукавов, полочек и воротников посредством одновременного дублирования и формования клеевыми термопластичными материалами на прессе при термообработке и давлении, отличающийся тем, что, с целью повышения качества одежды при одновременном снижении материалоемкосги, в...
Спосіб наплавки штампів
Номер патенту: 16
Опубліковано: 30.04.1993
Автори: Кузьменко Олег Генадійович, Овчинникова Тамара Хабібуловна, Підберезський Володимир Семенович, Носатов Валерій Олександрович, Шевченко Микола Павлович, Гладкий Петро Васильович
МПК: B22D 19/06
Мітки: штампів, спосіб, наплавки
Формула / Реферат:
Способ наплавки штампов, включающий подплавление поверхности заготовки с использованием нерасходуемых электродов, подачу присадочного металла в виде мелких частиц их расплавление и последующую кристаллизацию наплавленного слоя с электрошлаковым обогревом, отличающийся тем, что, с целью улучшения качества наплавленного металла в зоне соединения, уменьшения его перемешивания с основным металлом заготовки, а также повышения...
Попередній патент: Спосіб очистки відхідних газів від стиролу
Наступний патент: З’єднувач для печатних плат
Випадковий патент: Пристрій для температурних випробувань