Спосіб відновлення хромового покриття деталі

Формула / Реферат
1. Спосіб відновлення хромового покриття деталі, що включає видалення пошкодженого покриття шляхом травлення у водному розчині соляної кислоти, підготовлення поверхні деталі та нанесення нового покриття, який відрізняється тим, що в розчин соляної кислоти додатково вводять інгібітор кислотної корозії заліза.
2. Спосіб по п. 1, який відрізняється тим, що як інгібітор використовують суміш е-капролактаму і олігомерів амінокапронової кислоти у співвідношенні, вагових частин:
е-капролактаму
0,8![]() 1,2
1,2
олігомерів амінокапронової кислоти
1,3![]() 1,7.
1,7.
3. Спосіб по п. 1, який відрізняється тим, що інгібітор вводять у кількості 1,0 - 3,0 вагових % від ваги розчину соляної кислоти.
Текст
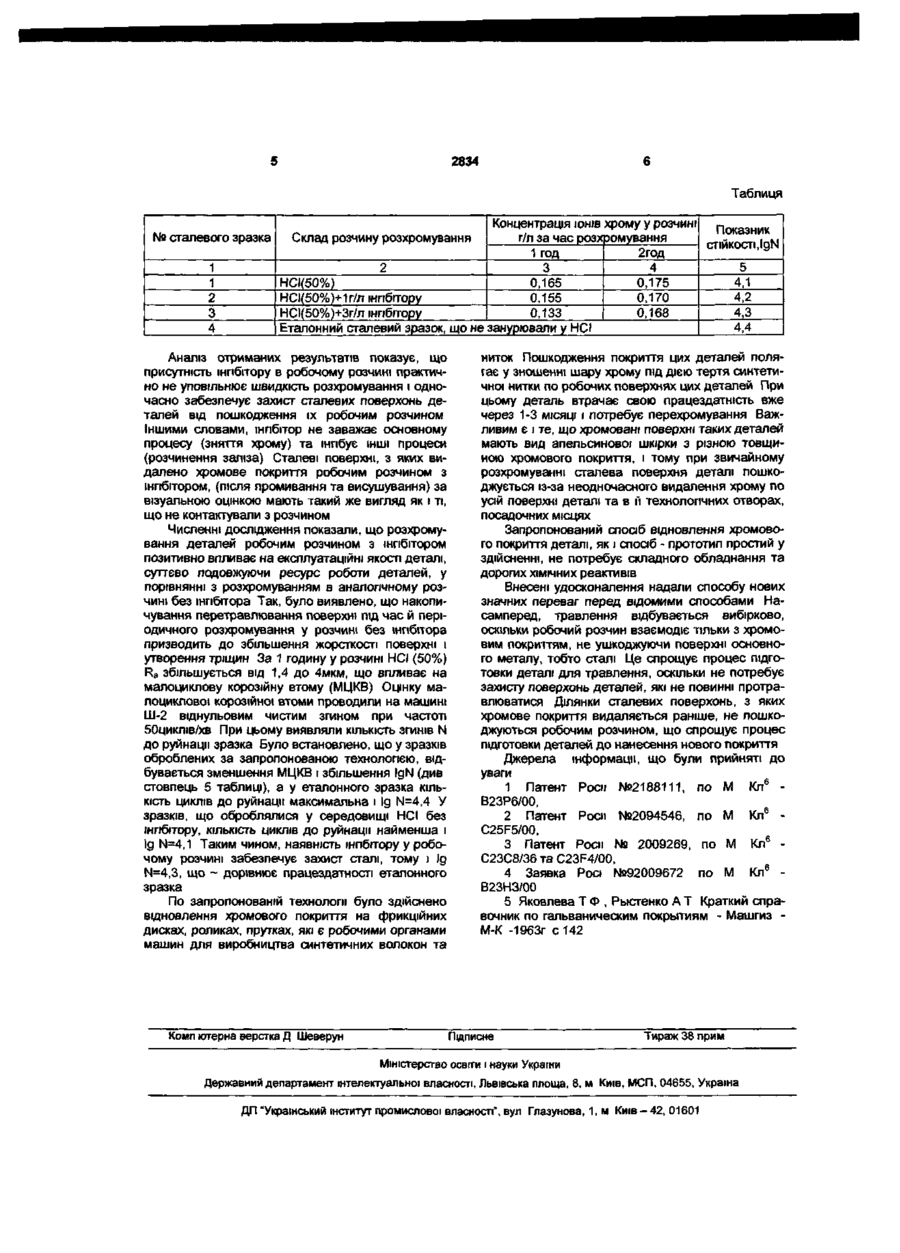
1 Спосіб відновлення хромового покриття деталі, що включає видалення пошкодженого покриття шляхом травлення у водному розчині соляної кислоти, підготовлення поверхні деталі та нанесення нового покриття, який відрізняється тим, що в розчин соляної кислоти додатково вводять інгібітор кислотно» корозп заліза 2 Спосіб по п 1, який відрізняється тим, що як інгібітор використовують суміш е-капролактаму і олігомерів амінокапронової кислоти у співвідношенні, вагових частин е-капролактаму 0,8 - 1,2 олігомерів амінокапронової кислоти 1,3 - 1,7 3 Спосіб по п 1, який відрізняється тим, що інгібітор вводять у КІЛЬКОСТІ 1,0-3,0 вагових % від ваги розчину соляної кислоти Винахід стосується машинобудування, а більш конкретно відноситься до технології відновлення хромового покриття деталей і може використовуватися для ремонту деталей із зношеним чи пошкодженим покриттям поверхні Відомо ЩО деталі з хромовим покриттям широко використовуються в багатьох галузях техніки, в різноманітних машинах пристроях, апаратах, приладах Це обумовлено тим, що покриття поверхні деталі шаром хрому суттєво змінює її експлуатаційні якості і дає змогу поєднувати корисні властивості основного металу деталі та покриття її поверхні Відомо також, що покриття поверхонь деталей у процесі їх експлуатації, під дією негативних факторів, (тобто агресивного середовища, тертя, ударів та ін ), пошкоджується і поступово повністю виходить з ладу Оскільки деталі часто мають високу ціну, то замінювати їх новими тільки по причині пошкодження покриття недоцільно В цих випадках деталі ремонтують шляхом відновлення хромового покриття поверхонь В загальному вигляді відновлення хромового покриття деталі полягає у видаленні пошкодженого покриття, ПІДГОТОВЦІ поверхні деталі та нанесення на неї нового покриття В даний час відомо багато різних технологій видалення хромового покриття з поверхонь деталей На практиці дуже часто пошкоджене хромове покриття видалять шляхом механічної обробки поверхні деталі металорізальним інструментом на універсальному металообробному обладнанні [1] При цьому покриття знімається у вигляді стружки Це досить непродуктивний спосіб, пов'язаний з технічними труднощами обумовленими тим, що хромове покриття має високу твердість, а при механічній обробці існує загроза пошкодження поверхні основного металу деталі Більш продуктивною є електрохімічна технологія видалення хромового покриття Відомий наприклад спосіб [2], що включає анодну обробку протягом 4-7хв , при температурі 320-360°К, на2 прузі 180-340В і ЩІЛЬНОСТІ струму 1500-5000А/дм в електроліті, що складається з неорганічної амонієвої солі з добавкою речовини органічної природи і/або неорганічної солі Цей спосіб потребує складного сучасного обладнання, висококваліфікованого персоналу, здатного точно підтримувати всі параметри процесу Відомий дуже продуктивний сучасний спосіб [3], видалення пошкодженого хромового покриття з поверхні деталі за допомогою потужного іонного пучка наносекундної тривалості з ЩІЛЬНІСТЮ енергії в пучку 1-ЮДж/см 2 і числом імпульсів 1-10 з наступним вакуумним випалюванням при температурі, що відповідає температурі експлуатації деталі протягом 0,1-2,0 годин Даний спосіб пов'язаний з виконанням суворих вимог техніки безпеки і потребує складного та дорого обладнання, що перешкоджає використанню його в практиці ВІДОМІ також дуже продуктивні, але складні способи, що являють собою комбінацію електрохімічних та електрофізичних обробок деталі [4], які майже не знайшли застосування на практиці із-за своєї складності Найбільш привабливими для практичного використання, з погляду на простоту здійснення, вважаються технологи, які засновані на хімічному травленні хромового покриття деталей CO 00 CM 2834 Найближчим серед відомих до запропонованого способу за технічною суттю є спосіб [5], за яким при відновленні хромового покриття деталі здійснюють травлення в водному розчині соляної кислоти при об'ємній концентрації кислоти 50% Даний спосіб простий у здійсненні і не потребує складного обладнання, дорогих реактивів, чи витрат електроенергії Однак, поряд із значними перевагами він має і суттєві недоліки Насамперед при травленні покриття під впливом робочого розчину перебуває вся деталь, тобто травленню піддаються всі ґі поверхні Для попередження цього деталь перед травленням споряджають захисними покриттями, які після його завершення видаляють Це дві непродуктивні технологічні операції, які потребують витрат часу та коштів Однак головний недолік даного способу полягає в пошкодженні робочим розчином тих ділянок поверхні основного металу деталі, на яких хромове покриття виталося швидше ніж на решті поверхні Нерівномірність травлення покриття обумовлено пошкодженням хромового шару, різницею його зношеності при роботі, різницею товщини шару хрому на різних поверхнях деталь та ін Пошкодження основного металу деталі потребує додаткових операцій по ліквідації цих дефектів перед нанесенням нового шару покриття В основу винаходу покладена задача удосконалення відомого способу відновлення хромового покриття деталі, в якому шляхом зміни умов здійснення однієї з операцій ліквідовано явище пошкодження сталевих поверхонь деталей робочим розчином при травленні хромового покриття Поставлена задача вирішується за рахунок того, що у відомому способі відновлення хромового покриття деталі, що полягає у видаленні пошкодженого покриття, шляхом травлення у водному розчині соляної кислоти, ПІДГОТОВЦІ поверхні деталі та нанесенні нового покриття, запропоновано в розчин соляної кислоти додатково вводити інгібітор корозії заліза Вміст інгібітору кислотної корозії заліза в робочому розчині соляної кислоти становить 1,0-3,0%, а оптимальним є вміст 2% Наведена у другому пункті суміш Е-капролактаму -0,8-1,2 Олігомерів амінокапронової кислоти -1,3-1,7 є відходами поліамідних волокон, який утворюється при водній екстракції поліамідного грануляту і накопичується в цехах регенерації сировини комбінатів синтетичних волокон Саме ця суміш (без якихось змін) була використана авторами винаходу і показала себе повноцінним інгібітором кислотної корозії заліза Використання даної суміші дає змогу розв'язати проблему шкідливих виробничих ВІДХОДІВ при мінімальних грошових витратах на підготовку робочих розчинів і широкій сировинній базі Технічним результатом від запропонованих удосконалень є те, що при травленні деталі робочий розчин з інгібітором діє тільки на хромове покриття, а основний метал деталі, тобто сталь залишається не пошкодженим При цьому швидкість видалення хрому з поверхні не знижується Суттєвими ознаками запропонованого способу, спільними з прототипом є такі - Спосіб відновлення хромового покриття деталі, - спосіб полягає у видаленні пошкодженого покриття, - спосіб полягає підготовці поверхні деталі та нанесенні нового покриття, - шляхом травлення у водному розчині соляної кислоти До нових ознак винаходу слід віднести - в розчин соляної кислоти додатково вводять інгібітор корозії заліза При здійсненні запропонованого способу деталі, виготовлені із сталі та споряджені хромовим покриттям робочих поверхонь, після закінчення терміну їх експлуатації, тобто деталі з пошкодженим в процесі роботи покриттям, очищають від забруднень та знежирюють За цим деталі завантажують у ванну, заповнену водним розчином соляної кислоти з концентрацією 50% Робочий розчин, що знаходиться у ванні, крім соляної кислоти включає інгібітор кислотної корозії заліза, у якості якого найдоцільніше (з точки зору екологи) використовувати суміш з е-капролактаму і олігомерів амінокапронової кислоти Хоча для цього можна використати й ІНШІ речовини, наприклад, трилон Б, але він досить дорогий і створює екологічні проблеми Інгібітор додають до розчину у КІЛЬКОСТІ 1,0-3,0 вагових % При концентрації інгібітору нижчій за 1,0% кислотний розчин починає розчиняти незахищені сталеві поверхні, що виявляється вже через годину його дії на деталь, а при концентрації інгібітору більшій 3% процес розчинення хрому значно сповільнюється У ванні під дією робочого розчину при температурі 20°С відбувається процес травлення хромового покриття (так зване розхромування) При цьому інгібітор, який міститься в робочому розчині, забезпечує захист як поверхонь, на яких покриття не було, так і тих поверхонь, з яких покриття вже видалилося (оскільки воно було тонким ніж на інших ділянках, або взагалі повністю відсутнім) Після ПОВНОГО розхромування деталі промивають водою просушують та ліквідують пошкодження їх сталевих поверхонь, які були під покриттям Після ПІДГОТОВКИ (за будь-якою відомою для цього технологією) на робочі поверхні деталей наносять нове хромове покриття (за будь якою придатною для цього технологією) Приклади здійснення способу Для вивчення впливу запропонованого інгібітору на процес розхромування та оцінки ефективності захисту сталевих поверхонь від пошкодження робочим розчином були використані сталеві пластинки споряджені хромовим покриттям з площею поверхні 2,8см2 Зазначені пластини витримували у 50% водному розчині соляної кислоти без інпбітора та з додаванням 1г/л і Зг/л інгібітору при температурі розчину 20°С, з тривалістю витримки 2 години Через 1 і 2 години відбирались проби робочого розчину і за допомогою фотоелектрокалориметра (ФЕК) виявлялась в них КІЛЬКІСТЬ ІОНІВ хрому Сг 3+ , що свідчить про швидкість розчинення хромового покриття Результати зведені в таблиці 2834 Таблиця № сталевого зразка 1 1 2 3 4 Склад розчину розхромування Концентрація ІОНІВ хрому у розчині г/л за час розхромування 2год 1 год 4 2 3 НСІ(50%) 0,165 0,175 0,170 НСІ(50%)+1г/л інгібітору 0,155 0,168 НСІ(50%)+Зг/л інгібітору 0,133 Еталонний сталевий зразок, що не занурювали у НСІ Аналіз отриманих результатів показує, що присутність інгібітору в робочому розчині практично не уповільнює швидкість розхромування і одночасно забезпечує захист сталевих поверхонь деталей від пошкодження їх робочим розчином Іншими словами, інгібітор не заважає основному процесу (зняття хрому) та інгібує ІНШІ процеси (розчинення заліза) Сталеві поверхні, з яких видалено хромове покриття робочим розчином з інгібітором, (після промивання та висушування) за візуальною оцінкою мають такий же вигляд як і ті, що не контактували з розчином Численні дослідження показали, що розхромування деталей робочим розчином з інгібітором позитивно впливає на експлуатаційні якості деталі, суттєво подовжуючи ресурс роботи деталей, у порівнянні з розхромуванням в аналогічному розчині без інпбітора Так, було виявлено, що накопичування перетравлювання поверхні під час й періодичного розхромування у розчині без інпбітора призводить до збільшення жорсткості поверхні і утворення тріщин За 1 годину у розчині НСІ (50%) Ra збільшується від 1,4 до 4мкм, що впливає на малоциклову корозійну втому (МЦКВ) Оцінку мапоцикловоі корозійної втоми проводили на машині Ш-2 віднульовим чистим згином при частоті 50циклів/хв При цьому виявляли КІЛЬКІСТЬ згинів N до руйнації зразка Було встановлено, що у зразків оброблених за запропонованою технологією, відбувається зменшення МЦКВ і збільшення IgN (див стовпець 5 таблиці), а у еталонного зразка КІЛЬКІСТЬ ЦИКЛІВ до руйнації максимальна і Ід N=4,4 У зразків, що оброблялися у середовищі НСІ без інгібітору, КІЛЬКІСТЬ циклів до руйнації найменша і Ід N=4,1 Таким чином, наявність інгібітору у робочому розчині забезпечує захист сталі, тому і Ід N=4,3, що ~ дорівнює працездатності еталонного зразка По запропонованій технології було здійснено відновлення хромового покриття на фрикційних дисках, роликах, прутках, які є робочими органами машин для виробництва синтетичних волокон та Комп ютерна верстка Д Шеверун Показник cTMKOCTi.IgN L_ 5 4,1 4,2 4,3 4,4 ниток Пошкодження покриття цих деталей полягає у зношенні шару хрому під дією тертя синтетичної нитки по робочих поверхнях цих деталей При цьому деталь втрачає свою працездатність вже через 1-3 МІСЯЦІ і потребує перехромування Важливим є і те, що хромовані поверхні таких деталей мають вид апельсинової шкірки з різною товщиною хромового покриття, і тому при звичайному розхромуванні сталева поверхня деталі пошкоджується із-за неодночасного видалення хрому по усій поверхні деталі та в ґі технологічних отворах, посадочних місцях Запропонований спосіб відновлення хромового покриття деталі, як і спосіб - прототип простий у здійсненні, не потребує складного обладнання та дорогих ХІМІЧНИХ реактивів Внесені удосконалення надали способу нових значних переваг перед відомими способами Насамперед, травлення відбувається вибірково, оскільки робочий розчин взаємодіє тільки з хромовим покриттям, не ушкоджуючи поверхні основного металу, тобто сталі Це спрощує процес підготовки деталі для травлення, оскільки не потребує захисту поверхонь деталей, які не повинні протравлюватися Ділянки сталевих поверхонь, з яких хромове покриття видаляється раніше, не пошкоджуються робочим розчином, що спрощує процес підготовки деталей до нанесення нового покриття Джерела інформації, що були прийняті до уваги 1 Патент Росії №2188111, по М Кл 6 В23Р6/00, 2 Патент Роси №2094546, по М Кл 6 C25F5/00, 3 Патент Роси № 2009269, по М Кл 6 С23С8/36 та C23F4/00, 4 Заявка Росі №92009672 по М Кл 6 В23НЗ/00 5 Яковлева Т Ф , Рыстенко А Т Краткий справочник по гальваническим покрытиям - Машгиз М-К -1963г с 142 Підписне Тираж 38 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 42, 01601
ДивитисяДодаткова інформація
Автори англійськоюIvanova Inna Mykolaivna
Автори російськоюИванова Инна Николаевна
МПК / Мітки
МПК: C25F 5/00
Мітки: відновлення, хромового, спосіб, покриття, деталі
Код посилання
<a href="https://ua.patents.su/4-2834-sposib-vidnovlennya-khromovogo-pokrittya-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення хромового покриття деталі</a>
Спосіб нанесення стійкого захисного покриття на формоутворюючі деталі прес-форм для лиття під тиском
Номер патенту: 43639
Опубліковано: 17.12.2001
Автори: Коваленко Дмитро Васильович, Коваленко Ігор Васильович, Коваленко Василь Опанасович
МПК: C23C 26/00
Мітки: стійкого, покриття, деталі, формоутворюючі, нанесення, тиском, захисного, спосіб, лиття, прес-форм
Формула / Реферат:
Спосіб нанесення стійкого захисного покриття на формоутворюючі деталі прес-форм для лиття під тиском, що включає термічне нанесення цього покриття, який відрізняється тим, що покриття наносять - плакують порошком металевого сплаву на формоутворюючі деталі з маловуглецевої сталі методом гарячого ізостатичного пресування в газостаті при температурі 1200°С і тиску 100 МПа з наступним інтерметалевим зміцненням.
Спосіб визначення глибини попередньої механічної обробки зі зняттям стружки для підготовки поверхні спрацьованої деталі під відновлення за допомогою техніки напилення газотермічних покриттів

Номер патенту: 68309
Опубліковано: 15.07.2004
Автор: Полонський Леонід Григорович
МПК: B24B 39/00
Мітки: покриттів, допомогою, спрацьованої, напилення, відновлення, техніки, стружки, визначення, деталі, зняттям, механічної, спосіб, підготовки, глибини, обробки, газотермічних, поверхні, попередньо
Формула / Реферат:
1. Спосіб визначення глибини попередньої механічної обробки зі зняттям стружки для підготовки поверхні спрацьованої деталі під відновлення за допомогою техніки напилення газотермічних покриттів, що передбачає ліквідацію наслідків спрацювання та доведення поверхні до розміру, що забезпечує нанесення покриття необхідної товщини, який відрізняється тим, що використовують пробну заготовку, яка імітує спрацьовану деталь, попередню механічну...
Спосіб одержання хромового екстракту
Номер патенту: 39570
Опубліковано: 15.06.2001
Автори: Голубєв Анатолій Васильович, Тарасенко Ганна Вікторівна
МПК: C14C 3/00
Мітки: спосіб, хромового, одержання, екстракту
Формула / Реферат:
1. Спосіб одержання хромового екстракту шляхом відновлення біхромата калію відходами шкіряного виробництва, розчиненими концентрованою сірчаною кислотою, який відрізняється тим, що відходи шкіряного виробництва попередньо перед розчиненням сірчаною кислотою диспергують.2. Спосіб за п.1, який відрізняється тим, що як диспергатор використовують водний розчин формаміду.3. Спосіб за п.1, який відрізняється тим, що як диспергатор...
Система термобар’єрного покриття для деталі із суперсплаву (варіанти) та спосіб її виготовлення
Номер патенту: 62944
Опубліковано: 15.01.2004
Автори: Бос Садхангшу, Гупта Дінеш К., Марсін Джинін Т., Юліон Ніколас І.
МПК: C23C 14/04, C23C 14/28, C23C 14/16, C23C 14/08
Мітки: спосіб, деталі, термобар'єрного, покриття, варіанти, виготовлення, суперсплаву, система
Формула / Реферат:
1. Система термобар'єрного покриття для деталі із суперсплаву, яка включає основу із суперсплаву, зв'язувальне покриття, шар зціплення з оксиду алюмінію та керамічний шар, який нанесено на шар оксиду алюмінію, яка відрізняється тим, що основа виконана з суперсплаву, який здатний утворювати шар зціплення з оксиду алюмінію, зв'язувальне покриття нанесено на локальну поверхню основи, при цьому частина основи залишається непокритою зв'язувальним...
Пристрій для відновлення покрівельного покриття

Номер патенту: 1289
Опубліковано: 17.06.2002
Автор: Гонтаренко Андрій Петрович
МПК: E04D 15/00
Мітки: покриття, пристрій, відновлення, покрівельного
Формула / Реферат:
1. Пристрій для відновлення покрівельного покриття, що містить корпус, який складається з теплоізоляційного кожуха, прикріпленого на металевому каркасі, і нагрівальні елементи, який відрізняється тим, що в корпусі встановлений терморегулятор, а щонайменше один нагрівальний елемент встановлений в корпусі з утворенням порожнини над і/або під ним.2. Пристрій для відновлення покрівельного покриття за п. 1, який відрізняється тим, що у...
Попередній патент: Пристрій для захисту конфіденційних переговорів від несанкціонованого прослуховування в каналах транкінгового, супутникового та стільникового зв’язку
Наступний патент: Агрегат для стикування заправних магістралей пускової установки ракети
Випадковий патент: Спосіб визначення гостроти зору