Жароміцний зварюваний нікелевий сплав
Номер патенту: 28345
Опубліковано: 16.10.2000
Автори: Наконечний Олександр Олексійович, Савченко Віктор Степанович, Черв`якова Людмила Василівна, Ющенко Костянтин Андрійович

Формула / Реферат
Жаропрочный свариваемый никелевый сплав, содержащий хром, алюминий, вольфрам, тантал, молибден, гафний, никель, отличающийся тем, что состав дополнительно содержит ниобий, лантан, церий, никелевую лигатуру (содержащую бор и ниодим), при следующем соотношении компоненетов, в мас. %:
хром
5,0...7,0
алюминий
5,3...6,5
вольфрам
3,5...4,5
тантал
6,0...8,0
молибден
1,0...4,0
гафний
0,1...1,0
никель
77,085...64,5
ниобий
2,0...4,0
лантан
0,005...0,1
церий
0,01...0,1
никелевая лигатура, (содержащая бор 3% и ниодим 30%)
0,1...0,3
причем, суммарное содержание (Nb+Ta)![]() 10,0.
10,0.
Текст
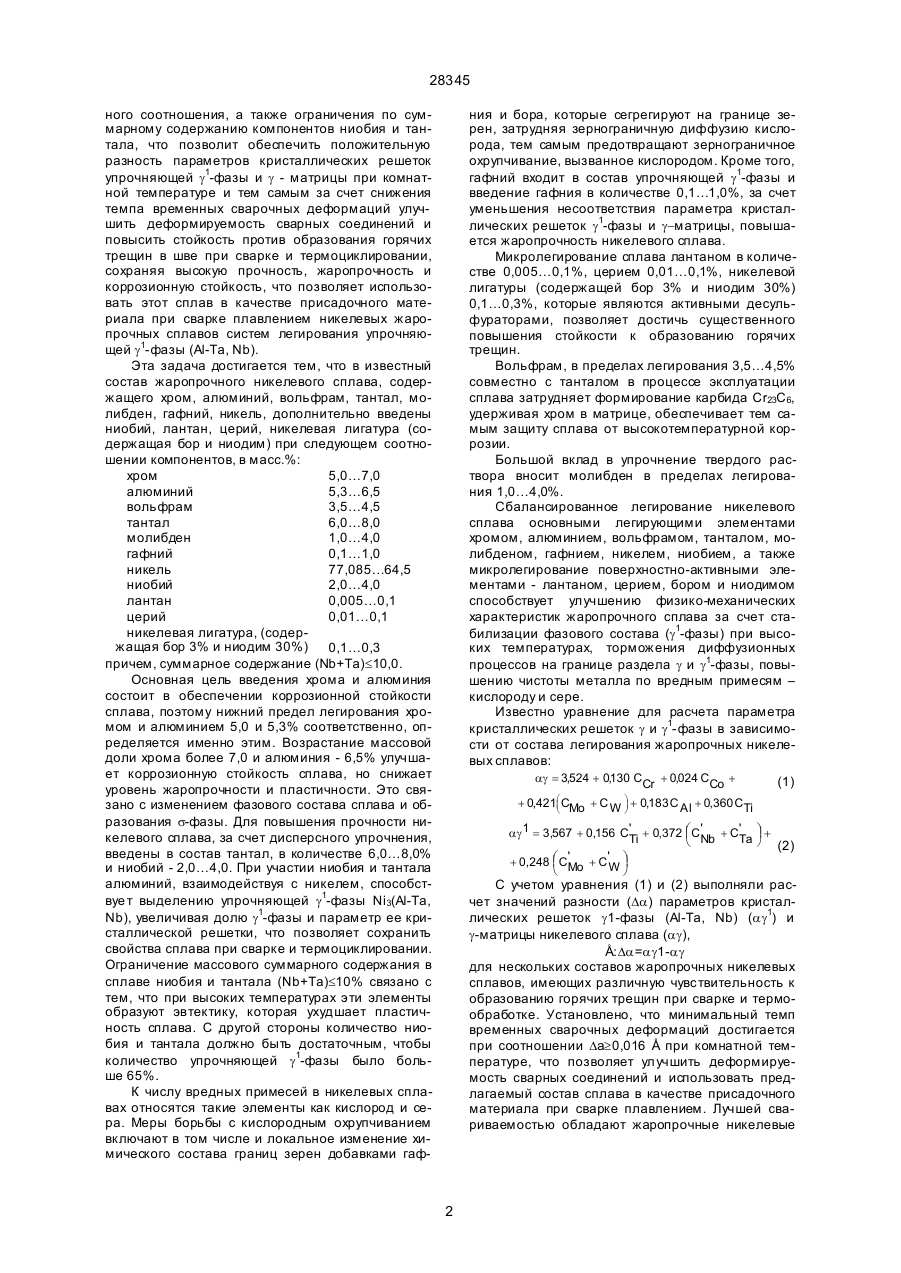
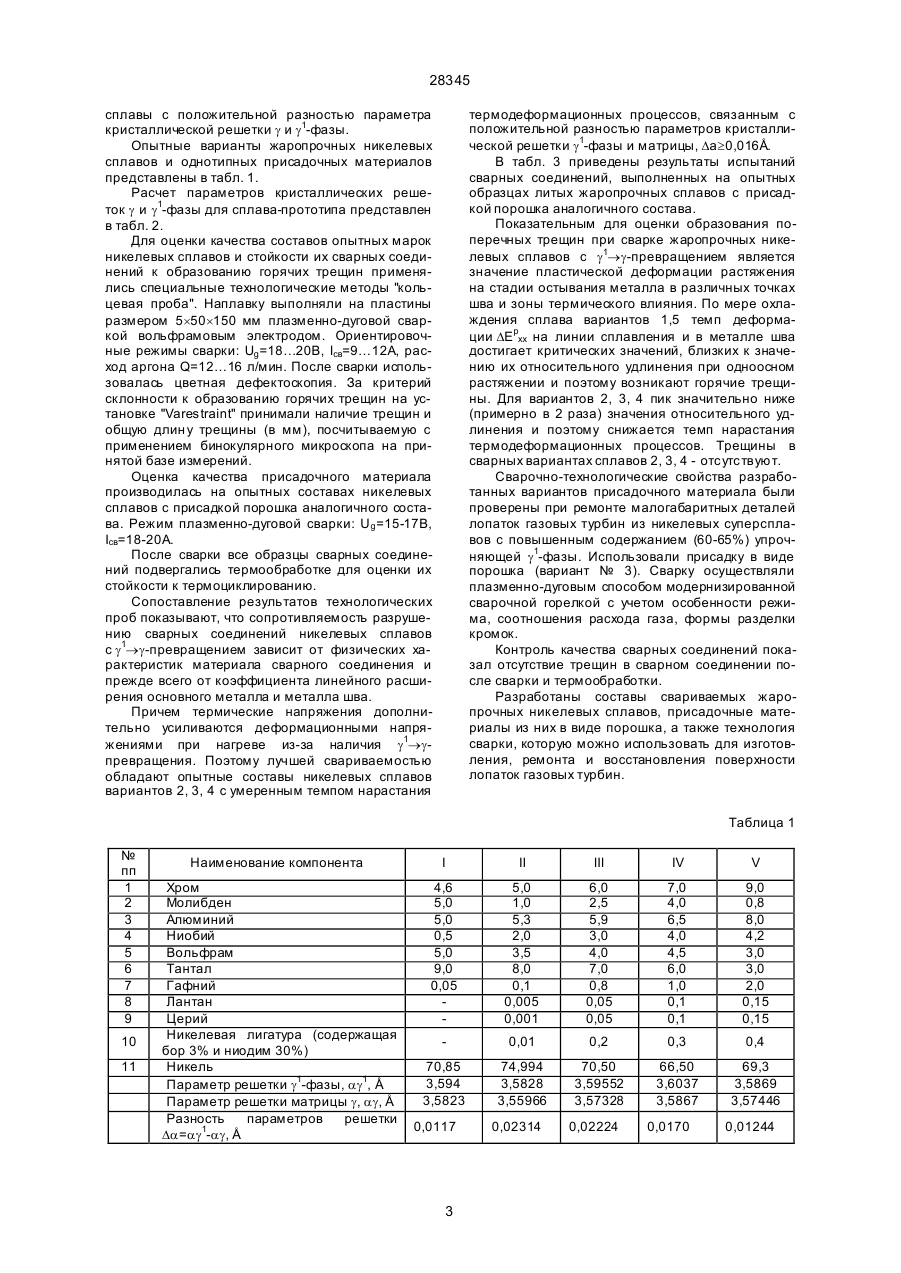
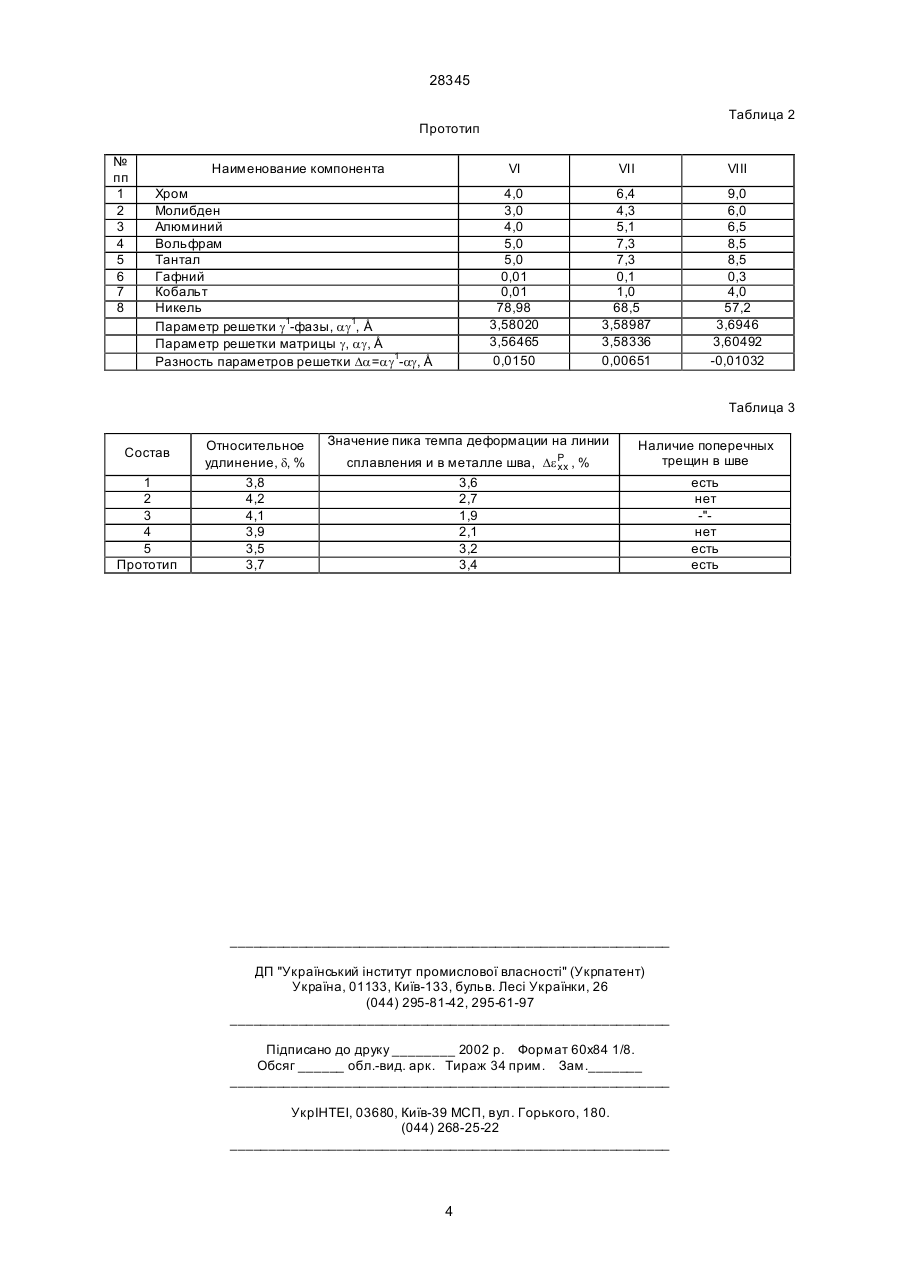
Жаропрочный свариваемый никелевый сплав, содержащий хром, алюминий, вольфрам, тантал, молибден, гафний, никель, отличающийся тем, что состав дополнительно содержит ниобий, лантан, церий, никелевую лигатур у (содержащую бор 28345 ного соотношения, а также ограничения по суммарному содержанию компонентов ниобия и тантала, что позволит обеспечить положительную разность параметров кристаллических решеток упрочняющей g1-фазы и g - матрицы при комнатной температуре и тем самым за счет снижения темпа временных сварочных деформаций улучшить деформируемость сварных соединений и повысить стойкость против образования горячих трещин в шве при сварке и термоциклировании, сохраняя высокую прочность, жаропрочность и коррозионную стойкость, что позволяет использовать этот сплав в качестве присадочного материала при сварке плавлением никелевых жаропрочных сплавов систем легирования упрочняющей g1-фазы (Аl-Та, Nb). Эта задача достигается тем, что в известный состав жаропрочного никелевого сплава, содержащего хром, алюминий, вольфрам, тантал, молибден, гафний, никель, дополнительно введены ниобий, лантан, церий, никелевая лигатура (содержащая бор и ниодим) при следующем соотношении компонентов, в масс.%: хром 5,0…7,0 алюминий 5,3…6,5 вольфрам 3,5…4,5 тантал 6,0…8,0 молибден 1,0…4,0 гафний 0,1…1,0 никель 77,085…64,5 ниобий 2,0…4,0 лантан 0,005…0,1 церий 0,01…0,1 никелевая лигатура, (содержащая бор 3% и ниодим 30%) 0,1…0,3 причем, суммарное содержание (Nb+Ta)£10,0. Основная цель введения хрома и алюминия состоит в обеспечении коррозионной стойкости сплава, поэтому нижний предел легирования хромом и алюминием 5,0 и 5,3% соответственно, определяется именно этим. Возрастание массовой доли хрома более 7,0 и алюминия - 6,5% улучшает коррозионную стойкость сплава, но снижает уровень жаропрочности и пластичности. Это связано с изменением фазового состава сплава и образования s-фазы. Для повышения прочности никелевого сплава, за счет дисперсного упрочнения, введены в состав тантал, в количестве 6,0…8,0% и ниобий - 2,0…4,0. При участии ниобия и тантала алюминий, взаимодействуя с никелем, способствуе т выделению упрочняющей g1-фазы Ni3(Al-Ta, Nb), увеличивая долю g1-фазы и параметр ее кристаллической решетки, что позволяет сохранить свойства сплава при сварке и термоциклировании. Ограничение массового суммарного содержания в сплаве ниобия и тантала (Nb+Ta)£10% связано с тем, что при высоких температурах эти элементы образуют эвтектику, которая ухудшает пластичность сплава. С другой стороны количество ниобия и тантала должно быть достаточным, чтобы количество упрочняющей g1-фазы было больше 65%. К числу вредных примесей в никелевых сплавах относятся такие элементы как кислород и сера. Меры борьбы с кислородным охрупчиванием включают в том числе и локальное изменение химического состава границ зерен добавками гаф ния и бора, которые сегрегируют на границе зерен, затрудняя зернограничную диффузию кислорода, тем самым предотвращают зернограничное охрупчивание, вызванное кислородом. Кроме того, гафний входит в состав упрочняющей g1-фазы и введение гафния в количестве 0,1…1,0%, за счет уменьшения несоответствия параметра кристаллических решеток g1-фазы и g-матрицы, повышается жаропрочность никелевого сплава. Микролегирование сплава лантаном в количестве 0,005…0,1%, церием 0,01…0,1%, никелевой лигатуры (содержащей бор 3% и ниодим 30%) 0,1…0,3%, которые являются активными десульфураторами, позволяет достичь существенного повышения стойкости к образованию горячих трещин. Вольфрам, в пределах легирования 3,5…4,5% совместно с танталом в процессе эксплуатации сплава затрудняет формирование карбида Cr23C6, удерживая хром в матрице, обеспечивает тем самым защиту сплава от высокотемпературной коррозии. Большой вклад в упрочнение твердого раствора вносит молибден в пределах легирования 1,0…4,0%. Сбалансированное легирование никелевого сплава основными легирующими элементами хромом, алюминием, вольфрамом, танталом, молибденом, гафнием, никелем, ниобием, а также микролегирование поверхностно-активными элементами - лантаном, церием, бором и ниодимом способствует улучшению физико-механических характеристик жаропрочного сплава за счет стабилизации фазового состава (g1-фазы) при высоких температурах, торможения диффузионных процессов на границе раздела g и g1-фазы, повышению чистоты металла по вредным примесям – кислороду и сере. Известно уравнение для расчета параметра кристаллических решеток g и g1-фазы в зависимости от состава легирования жаропрочных никелевых сплавов: ag = 3,524 + 0,130 С + 0,024 C + Cr Co æC ö + 0,183 C + 0,421ç Mo + C W ÷ Al + 0,360 CTi è (1) ø ag 1 = 3,567 + 0,156 С'Ti + 0,372 æ C'Nb + C'Ta ö + ç ÷ è ø (2) + 0,248 æ C'Mo + C'W ö ç ÷ è ø С учетом уравнения (1) и (2) выполняли расчет значений разности (Da) параметров кристаллических решеток g1-фазы (Аl-Та, Nb) (ag1) и g-матрицы никелевого сплава (ag), Å:Da=ag1-ag для нескольких составов жаропрочных никелевых сплавов, имеющих различную чувствительность к образованию горячих трещин при сварке и термообработке. Установлено, что минимальный темп временных сварочных деформаций достигается при соотношении Da³0,016 Å при комнатной температуре, что позволяет улучшить деформируемость сварных соединений и использовать предлагаемый состав сплава в качестве присадочного материала при сварке плавлением. Лучшей свариваемостью обладают жаропрочные никелевые 2 28345 сплавы с положительной разностью параметра кристаллической решетки g и g1-фазы. Опытные варианты жаропрочных никелевых сплавов и однотипных присадочных материалов представлены в табл. 1. Расчет параметров кристаллических решеток g и g1-фазы для сплава-прототипа представлен в табл. 2. Для оценки качества составов опытных марок никелевых сплавов и стойкости их сварных соединений к образованию горячих трещин применялись специальные технологические методы "кольцевая проба". Наплавку выполняли на пластины размером 5´50´150 мм плазменно-дуговой сваркой вольфрамовым электродом. Ориентировочные режимы сварки: Ug =18…20B, Icв=9…12А, расход аргона Q=12…16 л/мин. После сварки использовалась цветная дефектоскопия. За критерий склонности к образованию горячих трещин на установке "Varestraint" принимали наличие трещин и общую длин у трещины (в мм), посчитываемую с применением бинокулярного микроскопа на принятой базе измерений. Оценка качества присадочного материала производилась на опытных составах никелевых сплавов с присадкой порошка аналогичного состава. Режим плазменно-дуговой сварки: Ug =15-17B, Iсв=18-20А. После сварки все образцы сварных соединений подвергались термообработке для оценки их стойкости к термоциклированию. Сопоставление результатов технологических проб показывают, что сопротивляемость разрушению сварных соединений никелевых сплавов с g1®g-превращением зависит от физических характеристик материала сварного соединения и прежде всего от коэффициента линейного расширения основного металла и металла шва. Причем термические напряжения дополнительно усиливаются деформационными напряжениями при нагреве из-за наличия g1®gпревращения. Поэтому лучшей свариваемостью обладают опытные составы никелевых сплавов вариантов 2, 3, 4 с умеренным темпом нарастания термодеформационных процессов, связанным с положительной разностью параметров кристаллической решетки g1-фазы и матрицы, Da³0,016Å. В табл. 3 приведены результаты испытаний сварных соединений, выполненных на опытных образцах литых жаропрочных сплавов с присадкой порошка аналогичного состава. Показательным для оценки образования поперечных трещин при сварке жаропрочных никелевых сплавов с g1®g-превращением является значение пластической деформации растяжения на стадии остывания металла в различных точках шва и зоны термического влияния. По мере охлаждения сплава вариантов 1,5 темп деформации DЕрхх на линии сплавления и в металле шва достигает критических значений, близких к значению их относительного удлинения при одноосном растяжении и поэтому возникают горячие трещины. Для вариантов 2, 3, 4 пик значительно ниже (примерно в 2 раза) значения относительного удлинения и поэтому снижается темп нарастания термодеформационных процессов. Трещины в сварных вариантах сплавов 2, 3, 4 - отсутствуют. Сварочно-технологические свойства разработанных вариантов присадочного материала были проверены при ремонте малогабаритных деталей лопаток газовых турбин из никелевых суперсплавов с повышенным содержанием (60-65%) упрочняющей g1-фазы. Использовали присадку в виде порошка (вариант № 3). Сварку осуществляли плазменно-дуговым способом модернизированной сварочной горелкой с учетом особенности режима, соотношения расхода газа, формы разделки кромок. Контроль качества сварных соединений показал отсутствие трещин в сварном соединении после сварки и термообработки. Разработаны составы свариваемых жаропрочных никелевых сплавов, присадочные материалы из них в виде порошка, а также технология сварки, которую можно использовать для изготовления, ремонта и восстановления поверхности лопаток газовых турбин. Таблица 1 № пп 1 2 3 4 5 6 7 8 9 10 11 Наименование компонента I II III IV V Хром Молибден Алюминий Ниобий Вольфрам Тантал Гафний Лантан Церий Никелевая лигатура (содержащая бор 3% и ниодим 30%) Никель Параметр решетки g1-фазы, ag1, Å Параметр решетки матрицы g, ag, Å Разность параметров решетки Da=ag1-ag, Å 4,6 5,0 5,0 0,5 5,0 9,0 0,05 5,0 1,0 5,3 2,0 3,5 8,0 0,1 0,005 0,001 6,0 2,5 5,9 3,0 4,0 7,0 0,8 0,05 0,05 7,0 4,0 6,5 4,0 4,5 6,0 1,0 0,1 0,1 9,0 0,8 8,0 4,2 3,0 3,0 2,0 0,15 0,15 0,01 0,2 0,3 0,4 70,85 3,594 3,5823 74,994 3,5828 3,55966 70,50 3,59552 3,57328 66,50 3,6037 3,5867 69,3 3,5869 3,57446 0,0117 3 0,02314 0,02224 0,0170 0,01244 28345 Таблица 2 Прототип № пп 1 2 3 4 5 6 7 8 Наименование компонента VI VIII 4,0 3,0 4,0 5,0 5,0 0,01 0,01 78,98 3,58020 3,56465 0,0150 Хром Молибден Алюминий Вольфрам Тантал Гафний Кобальт Никель Параметр решетки g1-фазы, ag1, Å Параметр решетки матрицы g, ag, Å Разность параметров решетки Da=ag1-ag, Å VII 6,4 4,3 5,1 7,3 7,3 0,1 1,0 68,5 3,58987 3,58336 0,00651 9,0 6,0 6,5 8,5 8,5 0,3 4,0 57,2 3,6946 3,60492 -0,01032 Таблица 3 Состав 1 2 3 4 5 Прототип Относительное удлинение, d, % 3,8 4,2 4,1 3,9 3,5 3,7 Значение пика темпа деформации на линии сплавления и в металле шва, De Р , % хх 3,6 2,7 1,9 2,1 3,2 3,4 Наличие поперечных трещин в шве __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ __________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 __________________________________________________________ 4 есть нет -"нет есть есть
ДивитисяДодаткова інформація
Назва патенту англійськоюRefractory welding nickel alloy
Автори англійськоюYuschenko Kostiantyn Andriiovych, Savchenko Viktor Stepanovych, Cherviakova Liudmyla Vasylivna, Nakonechnyi Oleksandr Oleksiiovych
Назва патенту російською??????????? сварочный ????????? ?????
Автори російськоюЮщенко Константин Андреевич, Савченко Виктор Степанович, Червяковая Людмила Васильевна, Наконечный Александр Алексеевич
МПК / Мітки
МПК: C22C 19/05, B23K 35/30
Мітки: сплав, нікелевий, зварюваний, жароміцний
Код посилання
<a href="https://ua.patents.su/4-28345-zharomicnijj-zvaryuvanijj-nikelevijj-splav.html" target="_blank" rel="follow" title="База патентів України">Жароміцний зварюваний нікелевий сплав</a>
Жароміцний сплав на основі нікелю
Номер патенту: 3776
Опубліковано: 27.12.1994
Автор: Мяльниця Георгій Пилипович
МПК: C22C 19/05
Мітки: нікелю, жароміцний, сплав, основі
Формула / Реферат:
Жаропрочный сплав на основе никеля, содержащий хром, углерод, кобальт, вольфрам, молибден, титан, алюминий, бор, церий, отличающийся тем, что он дополнительно содержит бериллий, магний, лантан при следующем соотношении компонентов, % (по массе): хром 14,1-16,5 кобальт 8,0-13,0 вольфрам 4,0-6,0 молибден 1,5-2,5...
Жароміцний сплав на основі нікеля
Номер патенту: 5504
Опубліковано: 28.12.1994
Автори: Сопільняк Микола Йосипович, Рясний Віктор Миколайович, Олійник В'ячеслав Семенович, Смолін Олексій Миколайович, Федорова Ольга Михайлівна, Таран-Жовнір Юрій Миколайович, Крихта Валерій Петрович, Круподер Петро Іванович, Горелов Геннадій Степанович, Білошапко Михайло Вікторович, Процький Микола Юхимович, Ратнер Олександр Григорович
МПК: C22C 19/05
Мітки: сплав, нікеля, основі, жароміцний
Формула / Реферат:
Жаропрочный сплав на основе никеля, преимущественно для линеек прошивного стана, содержащий углерод, хром, алюминий, титан и бор, отличающийся тем, что он дополнительно содержит железо, кремний, марганец и церий при следующем соотношении компонентов, мас. %: углерод 1,6-2,1 хром 28,0-35,0 железо 8,0-20,0 алюминий ...
Сплав на основі нікеля

Номер патенту: 8163
Опубліковано: 26.12.1995
Автори: Шварц Володимир Ісаакович, Кулік Едуард Степанович, Котова Віра Петрівна, Котов Володимир Федорович, Ровенський Ізидор Леонтевич, Пінчук Ніна Іванівна, Гладишев Сергій Олексеєвіч, Ющенко Констянтин Андрійович, Слютенко Віктор Іванович, Махнева Галина Олександрівна
МПК: C22C 19/03
Формула / Реферат:
Сплав на основе никеля, преимущественно для сварных соединений, содержащий углерод, алюминий, ниобий, молибден, хром, вольфрам, бор, магний, отличающийся тем, что, с целью улучшения свариваемости при сохранении уровня усталостной прочности и уровня прочности при комнатной и повышенной температуре, он дополнительно содержит иттрий, рений, цирконий, при следующем соотношении компонентов, маc .%:углерод ...
Сплав на основі кобальта
Номер патенту: 8240
Опубліковано: 29.03.1996
Автори: Андрійченко Наталія Вікторівна, Дмитрієва Галина Петрівна, Черепова Тетяна Степанівна, Шурин Анатолій Климентійович, Івщенко Леонід Йосипович
МПК: C22C 19/07
Мітки: сплав, кобальта, основі
Формула / Реферат:
Сплав на основе кобальта, содержащий хром, титан, ниобий, углерод, молибден, вольфрам, алюминий, отличающийся тем, что компоненты взяты в следующем соотношении (мас.%):углерод 1,5-3,0 ниобий 8,0-20,0 титан 0,01-10,0 хром 15,0-30,0 молибден 1,0-5,0 вольфрам 1,0-6,0...
Сплав на основі титану
Номер патенту: 16624
Опубліковано: 29.08.1997
Автори: Шпак Трофім Мамонтович, Мазур Владислав Іустинович, Капустнікова Свєтлана Василівна, Замков Вадим Миколайович, Новиков Юрій Константинович, Блохіна Ольга Олексіївна, Рабухіна Римма Яківна, Дем'янець Інна Яківна
МПК: C22C 14/00
Формула / Реферат:
Сплав на осново титана, содержащий молибден, алюминий, кремний, отличающийся тем, что, с целью повышения жаростойкости, он дополнительно содержит марганец при следующем соотношении компонентов, мас.%: Молибден 2-7 Алюминий 2-5 Кремний 4—8 Марганец 0,5-1,5 Титан Остальное.
Попередній патент: Прес-форма для виготування еластичних шин
Наступний патент: Спосіб безперервного лиття тонких металевих виробів та пристрій для його здійснення
Випадковий патент: Спосіб виробництва твердої лікарської форми карбамазепіну пролонгованої дії