Модульна збагачувальна установка
Номер патенту: 28606
Опубліковано: 10.12.2007
Автори: Сущенков Юрій Єгорович, Ногачеєв Віктор Петрович, Чугунов Юрій Давидович
Формула / Реферат
Модульна збагачувальна установка, що містить раму, на якій змонтовані один під іншим модулі, кожний з яких складається з пневмосепаратора у вигляді вертикально розташованого корпусу з завантажувальним пристосуванням, основним ситом, розташованим в корпусі, нижнім і верхнім патрубками з розподільниками повітря під основним ситом і над ним, і приймачами корисного компонента легкої і важкої фракцій, яка відрізняється тим, що кожен модуль містить додаткове сито, розміщене в корпусі під основним ситом, завантажувальне пристосування виконане у вигляді віброгрохота з напрямною підгрохотного продукту на віброгрохот наступного модуля, при цьому віброгрохот з'єднаний з основним ситом пневмосепаратора і має загальний несучий елемент, жорстко з'єднаний з рамою, яка встановлена на податливих опорах, додаткове сито має дугоподібну форму і обернуте опуклістю до основного сита, яке армоване знімними консольними стрижнями з магнітного матеріалу, розмір вічка віброгрохота є рівним розміру вічка основного сита, а розмір вічка сита, рівний розміру вічка віброгрохота, в кожному наступному модулі визначають з виразу:
 ,
,
де:
![]() - розмір вічка основного сита і віброгрохота i-го модуля;
- розмір вічка основного сита і віброгрохота i-го модуля;
![]() - розмір вічка основного сита і віброгрохота наступного модуля;
- розмір вічка основного сита і віброгрохота наступного модуля;
![]() - щільність зерна корисного компонента;
- щільність зерна корисного компонента;
![]() - щільність зерна порожніх включень.
- щільність зерна порожніх включень.
Текст
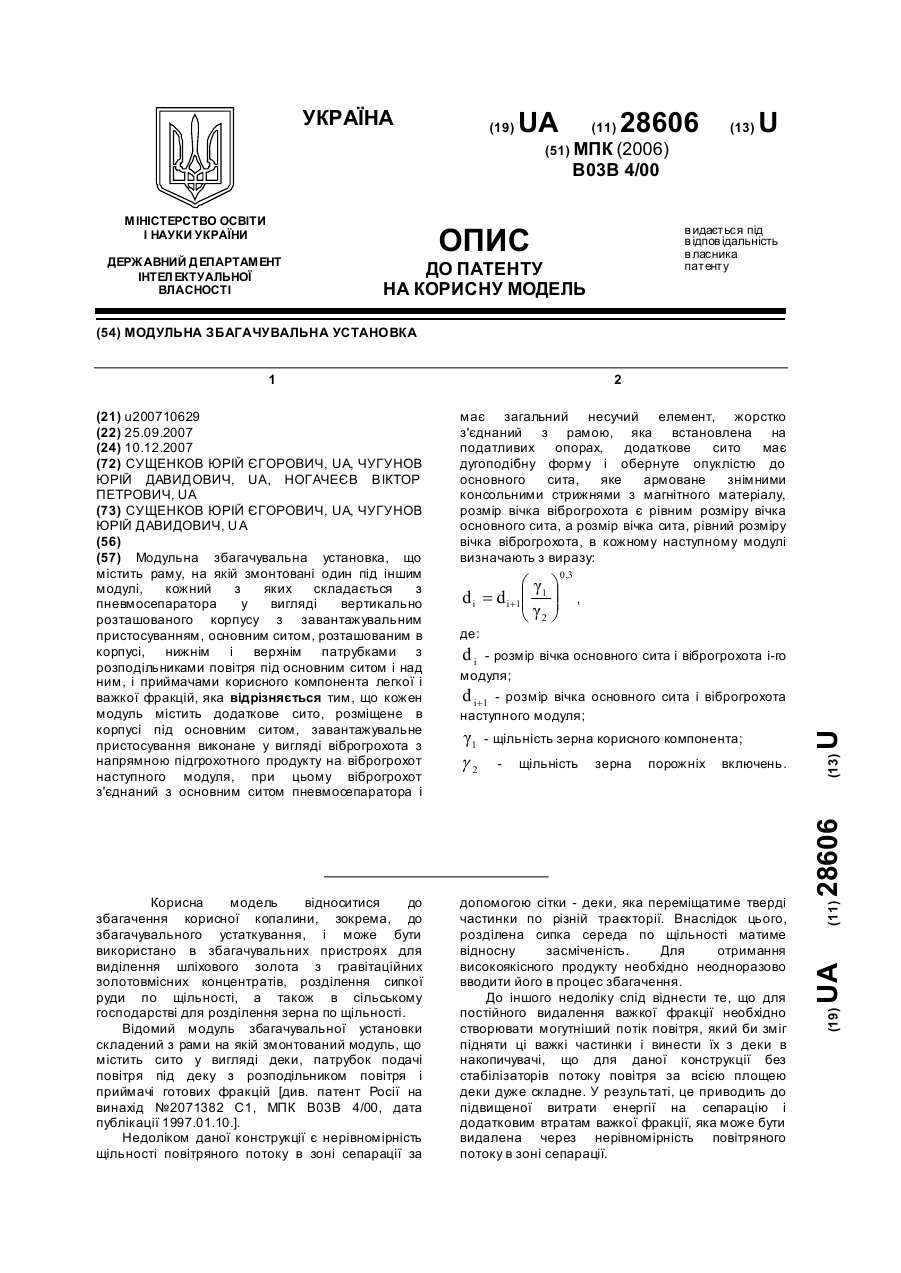
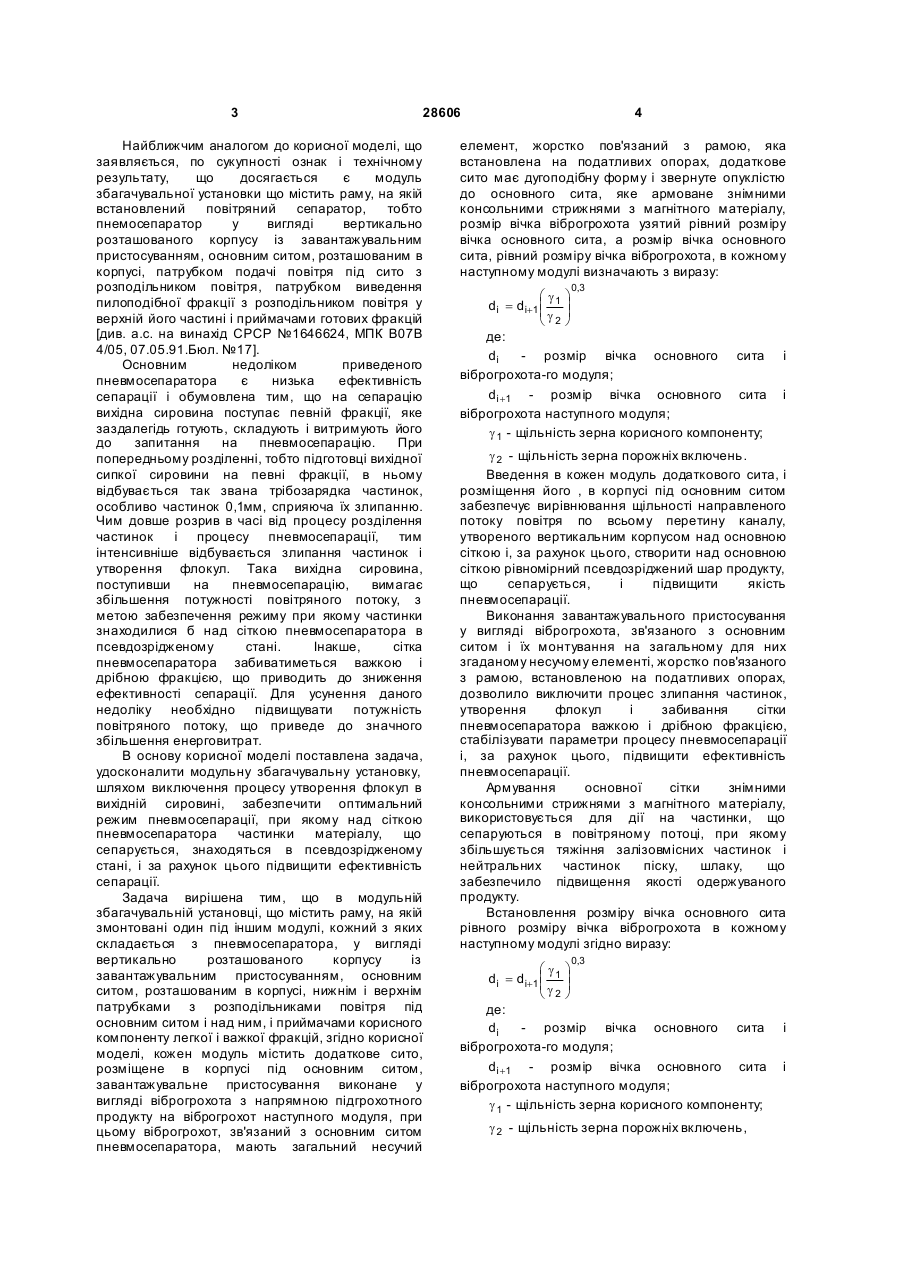
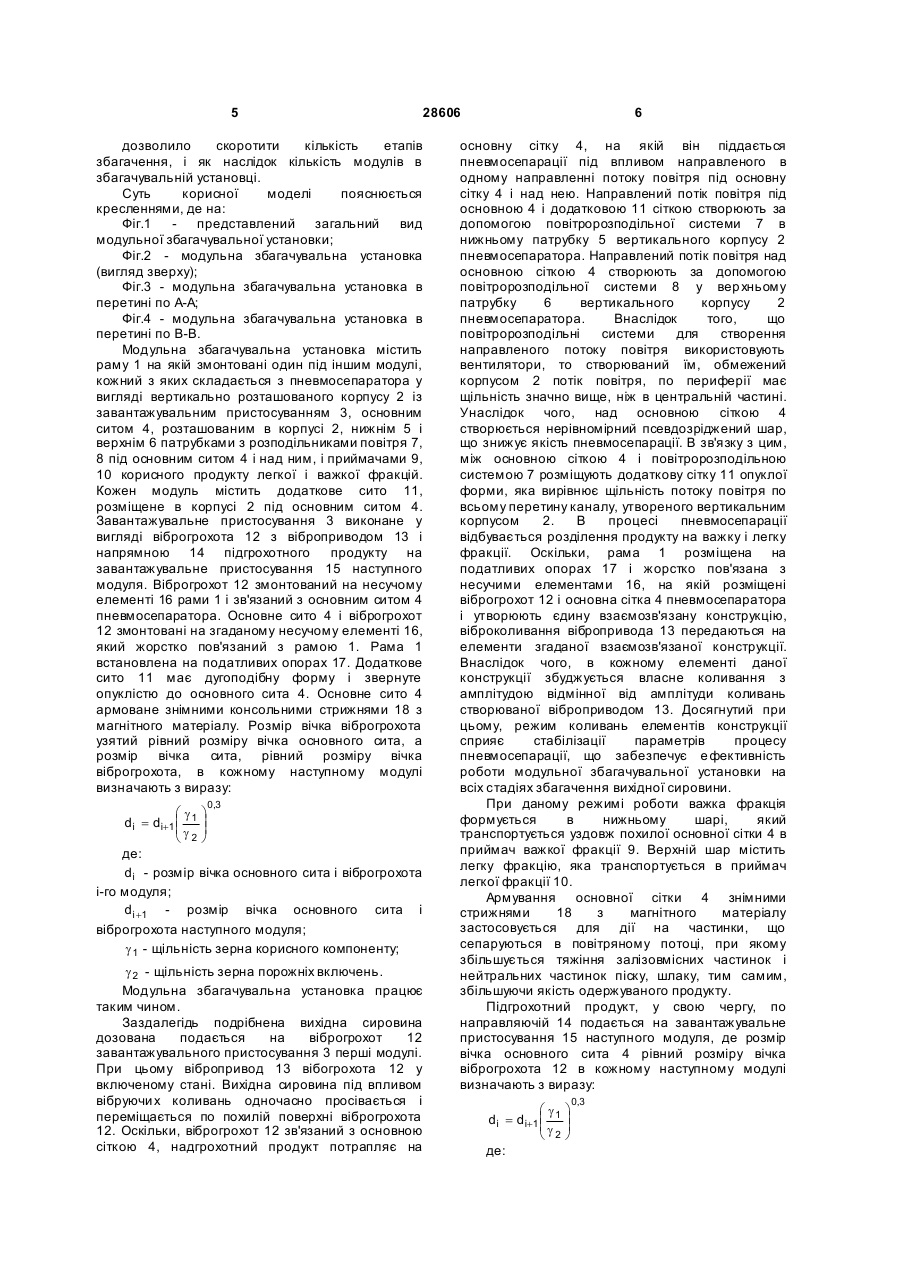
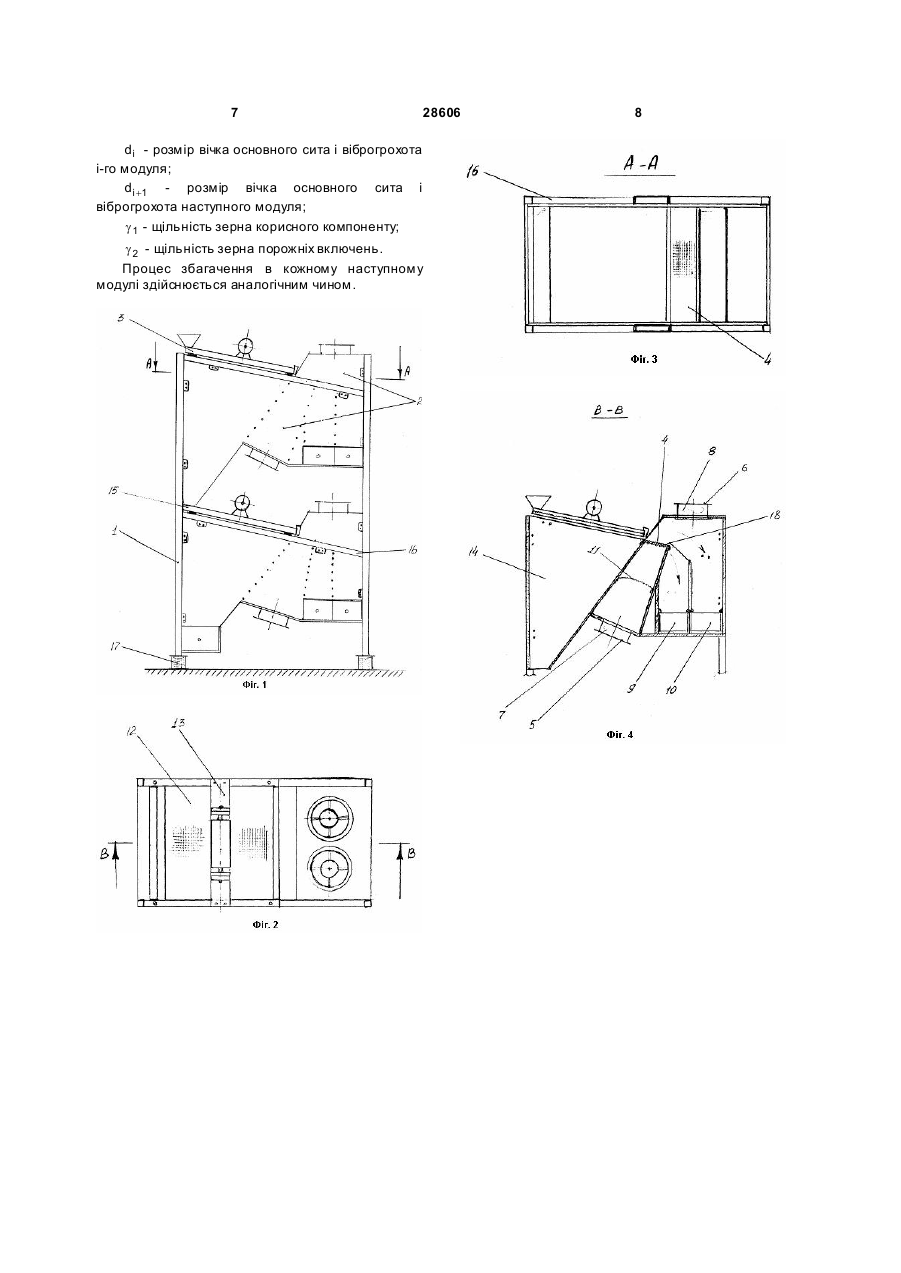
Модульна збагачувальна установка, що містить раму, на якій змонтовані один під іншим модулі, кожний з яких складається з пневмосепаратора у вигляді вертикально розташованого корпусу з завантажувальним пристосуванням, основним ситом, розташованим в корпусі, нижнім і верхнім патрубками з розподільниками повітря під основним ситом і над ним, і приймачами корисного компонента легкої і важкої фракцій, яка відрізняється тим, що кожен модуль містить додаткове сито, розміщене в корпусі під основним ситом, завантажувальне пристосування виконане у вигляді віброгрохота з напрямною підгрохотного продукту на віброгрохот наступного модуля, при цьому віброгрохот з'єднаний з основним ситом пневмосепаратора і має загальний несучий елемент, жорстко з'єднаний з рамою, яка встановлена на податливих опорах, додаткове сито має дугоподібну форму і обернуте опуклістю до основного сита, яке армоване знімними консольними стрижнями з магнітного матеріалу, розмір вічка віброгрохота є рівним розміру вічка основного сита, а розмір вічка сита, рівний розміру вічка віброгрохота, в кожному наступному модулі визначають з виразу: Корисна модель відноситися до збагачення корисної копалини, зокрема, до збагачувального устаткування, і може бути використано в збагачувальних пристроях для виділення шліхового золота з гравітаційних золотовмісних концентратів, розділення сипкої руди по щільності, а також в сільському господарстві для розділення зерна по щільності. Відомий модуль збагачувальної установки складений з рами на якій змонтований модуль, що містить сито у вигляді деки, патрубок подачі повітря під деку з розподільником повітря і приймачі готових фракцій [див. патент Росії на винахід №2071382 С1, МПК В03В 4/00, дата публікації 1997.01.10.]. Недоліком даної конструкції є нерівномірність щільності повітряного потоку в зоні сепарації за допомогою сітки - деки, яка переміщатиме тверді частинки по різній траєкторії. Внаслідок цього, розділена сипка середа по щільності матиме відносну засміченість. Для отримання високоякісного продукту необхідно неодноразово вводити його в процес збагачення. До іншого недоліку слід віднести те, що для постійного видалення важкої фракції необхідно створювати могутніший потік повітря, який би зміг підняти ці важкі частинки і винести їх з деки в накопичувачі, що для даної конструкції без стабілізаторів потоку повітря за всією площею деки дуже складне. У результаті, це приводить до підвищеної витрати енергії на сепарацію і додатковим втратам важкої фракції, яка може бути видалена через нерівномірність повітряного потоку в зоні сепарації. æγ ö d i = d i+1ç 1 ÷ çγ ÷ è 2ø 0,3 , де: d i - розмір вічка основного сита і віброгрохота i-го модуля; порожніх включень. (13) зерна 28606 щільність (11) UA - щільність зерна корисного компонента; (19) γ1 g2 U d i+1 - розмір вічка основного сита і віброгрохота наступного модуля; 3 28606 Найближчим аналогом до корисної моделі, що заявляється, по сукупності ознак і технічному результату, що досягається є модуль збагачувальної установки що містить раму, на якій встановлений повітряний сепаратор, тобто пнемосепаратор у вигляді вертикально розташованого корпусу із завантажувальним пристосуванням, основним ситом, розташованим в корпусі, патрубком подачі повітря під сито з розподільником повітря, патрубком виведення пилоподібної фракції з розподільником повітря у верхній його частині і приймачами готових фракцій [див. а.с. на винахід СРСР №1646624, МПК В07В 4/05, 07.05.91.Бюл. №17]. Основним недоліком приведеного пневмосепаратора є низька ефективність сепарації і обумовлена тим, що на сепарацію вихідна сировина поступає певній фракції, яке заздалегідь готують, складують і витримують його до запитання на пневмосепарацію. При попередньому розділенні, тобто підготовці вихідної сипкої сировини на певні фракції, в ньому відбувається так звана трібозарядка частинок, особливо частинок 0,1мм, сприяюча їх злипанню. Чим довше розрив в часі від процесу розділення частинок і процесу пневмосепарації, тим інтенсивніше відбувається злипання частинок і утворення флокул. Така вихідна сировина, поступивши на пневмосепарацію, вимагає збільшення потужності повітряного потоку, з метою забезпечення режиму при якому частинки знаходилися б над сіткою пневмосепаратора в псевдозрідженому стані. Інакше, сітка пневмосепаратора забиватиметься важкою і дрібною фракцією, що приводить до зниження ефективності сепарації. Для усунення даного недоліку необхідно підвищувати потужність повітряного потоку, що приведе до значного збільшення енерговитрат. В основу корисної моделі поставлена задача, удосконалити модульну збагачувальну установку, шляхом виключення процесу утворення флокул в вихідній сировині, забезпечити оптимальний режим пневмосепарації, при якому над сіткою пневмосепаратора частинки матеріалу, що сепарується, знаходяться в псевдозрідженому стані, і за рахунок цього підвищити ефективність сепарації. Задача вирішена тим, що в модульній збагачувальній установці, що містить раму, на якій змонтовані один під іншим модулі, кожний з яких складається з пневмосепаратора, у вигляді вертикально розташованого корпусу із завантажувальним пристосуванням, основним ситом, розташованим в корпусі, нижнім і верхнім патрубками з розподільниками повітря під основним ситом і над ним, і приймачами корисного компоненту легкої і важкої фракцій, згідно корисної моделі, кожен модуль містить додаткове сито, розміщене в корпусі під основним ситом, завантажувальне пристосування виконане у вигляді віброгрохота з напрямною підгрохотного продукту на віброгрохот наступного модуля, при цьому віброгрохот, зв'язаний з основним ситом пневмосепаратора, мають загальний несучий 4 елемент, жорстко пов'язаний з рамою, яка встановлена на податливих опорах, додаткове сито має дугоподібну форму і звернуте опуклістю до основного сита, яке армоване знімними консольними стрижнями з магнітного матеріалу, розмір вічка віброгрохота узятий рівний розміру вічка основного сита, а розмір вічка основного сита, рівний розміру вічка віброгрохота, в кожному наступному модулі визначають з виразу: 0,3 æg ö di = di+1 ç 1 ÷ çg ÷ è 2ø де: di - розмір вічка основного сита віброгрохота-го модуля; di +1 - розмір вічка основного сита віброгрохота наступного модуля; g 1 - щільність зерна корисного компоненту; і і g 2 - щільність зерна порожніх включень. Введення в кожен модуль додаткового сита, і розміщення його , в корпусі під основним ситом забезпечує вирівнювання щільності направленого потоку повітря по всьому перетину каналу, утвореного вертикальним корпусом над основною сіткою і, за рахунок цього, створити над основною сіткою рівномірний псевдозріджений шар продукту, що сепарується, і підвищити якість пневмосепарації. Виконання завантажувального пристосування у вигляді віброгрохота, зв'язаного з основним ситом і їх монтування на загальному для них згаданому несучому елементі, жорстко пов'язаного з рамою, встановленою на податливих опорах, дозволило виключити процес злипання частинок, утворення флокул і забивання сітки пневмосепаратора важкою і дрібною фракцією, стабілізувати параметри процесу пневмосепарації і, за рахунок цього, підвищити ефективність пневмосепарації. Армування основної сітки знімними консольними стрижнями з магнітного матеріалу, використовується для дії на частинки, що сепаруються в повітряному потоці, при якому збільшується тяжіння залізовмісних частинок і нейтральних частинок піску, шлаку, що забезпечило підвищення якості одержуваного продукту. Встановлення розміру вічка основного сита рівного розміру вічка віброгрохота в кожному наступному модулі згідно виразу: 0,3 æg ö di = di+1 ç 1 ÷ çg ÷ è 2ø де: di - розмір вічка основного сита віброгрохота-го модуля; di +1 - розмір вічка основного сита віброгрохота наступного модуля; g 1 - щільність зерна корисного компоненту; g 2 - щільність зерна порожніх включень, і і 5 28606 дозволило скоротити кількість етапів збагачення, і як наслідок кількість модулів в збагачувальній установці. Суть корисної моделі пояснюється кресленнями, де на: Фіг.1 представлений загальний вид модульної збагачувальної установки; Фіг.2 - модульна збагачувальна установка (вигляд зверху); Фіг.3 - модульна збагачувальна установка в перетині по А-А; Фіг.4 - модульна збагачувальна установка в перетині по В-В. Модульна збагачувальна установка містить раму 1 на якій змонтовані один під іншим модулі, кожний з яких складається з пневмосепаратора у вигляді вертикально розташованого корпусу 2 із завантажувальним пристосуванням 3, основним ситом 4, розташованим в корпусі 2, нижнім 5 і верхнім 6 патрубками з розподільниками повітря 7, 8 під основним ситом 4 і над ним, і приймачами 9, 10 корисного продукту легкої і важкої фракцій. Кожен модуль містить додаткове сито 11, розміщене в корпусі 2 під основним ситом 4. Завантажувальне пристосування 3 виконане у вигляді віброгрохота 12 з віброприводом 13 і напрямною 14 підгрохотного продукту на завантажувальне пристосування 15 наступного модуля. Віброгрохот 12 змонтований на несучому елементі 16 рами 1 і зв'язаний з основним ситом 4 пневмосепаратора. Основне сито 4 і віброгрохот 12 змонтовані на згаданому несучому елементі 16, який жорстко пов'язаний з рамою 1. Рама 1 встановлена на податливих опорах 17. Додаткове сито 11 має дугоподібну форму і звернуте опуклістю до основного сита 4. Основне сито 4 армоване знімними консольними стрижнями 18 з магнітного матеріалу. Розмір вічка віброгрохота узятий рівний розміру вічка основного сита, а розмір вічка сита, рівний розміру вічка віброгрохота, в кожному наступному модулі визначають з виразу: 0,3 æg ö di = di+1 ç 1 ÷ çg ÷ è 2ø де: di - розмір вічка основного сита і віброгрохота i-го модуля; di +1 - розмір вічка основного сита і віброгрохота наступного модуля; g 1 - щільність зерна корисного компоненту; g 2 - щільність зерна порожніх включень. Модульна збагачувальна установка працює таким чином. Заздалегідь подрібнена вихідна сировина дозована подається на віброгрохот 12 завантажувального пристосування 3 перші модулі. При цьому вібропривод 13 вібогрохота 12 у включеному стані. Вихідна сировина під впливом вібруючи х коливань одночасно просівається і переміщається по похилій поверхні віброгрохота 12. Оскільки, віброгрохот 12 зв'язаний з основною сіткою 4, надгрохотний продукт потрапляє на 6 основну сітку 4, на якій він піддається пневмосепарації під впливом направленого в одному направленні потоку повітря під основну сітку 4 і над нею. Направлений потік повітря під основною 4 і додатковою 11 сіткою створюють за допомогою повітророзподільної системи 7 в нижньому патрубку 5 вертикального корпусу 2 пневмосепаратора. Направлений потік повітря над основною сіткою 4 створюють за допомогою повітророзподільної системи 8 у вер хньому патрубку 6 вертикального корпусу 2 пневмосепаратора. Внаслідок того, що повітророзподільні системи для створення направленого потоку повітря використовують вентилятори, то створюваний їм, обмежений корпусом 2 потік повітря, по периферії має щільність значно вище, ніж в центральній частині. Унаслідок чого, над основною сіткою 4 створюється нерівномірний псевдозріджений шар, що знижує якість пневмосепарації. В зв'язку з цим, між основною сіткою 4 і повітророзподільною системою 7 розміщують додаткову сітку 11 опуклої форми, яка вирівнює щільність потоку повітря по всьому перетину каналу, утвореного вертикальним корпусом 2. В процесі пневмосепарації відбувається розділення продукту на важку і легку фракції. Оскільки, рама 1 розміщена на податливих опорах 17 і жорстко пов'язана з несучими елементами 16, на якій розміщені віброгрохот 12 і основна сітка 4 пневмосепаратора і утворюють єдину взаємозв'язану конструкцію, віброколивання вібропривода 13 передаються на елементи згаданої взаємозв'язаної конструкції. Внаслідок чого, в кожному елементі даної конструкції збуджується власне коливання з амплітудою відмінної від амплітуди коливань створюваної віброприводом 13. Досягнутий при цьому, режим коливань елементів конструкції сприяє стабілізації параметрів процесу пневмосепарації, що забезпечує е фективність роботи модульної збагачувальної установки на всіх стадіях збагачення вихідної сировини. При даному режимі роботи важка фракція формується в нижньому шарі, який транспортується уздовж похилої основної сітки 4 в приймач важкої фракції 9. Верхній шар містить легку фракцію, яка транспортується в приймач легкої фракції 10. Армування основної сітки 4 знімними стрижнями 18 з магнітного матеріалу застосовується для дії на частинки, що сепаруються в повітряному потоці, при якому збільшується тяжіння залізовмісних частинок і нейтральних частинок піску, шлаку, тим самим, збільшуючи якість одержуваного продукту. Підгрохотний продукт, у свою чергу, по направляючій 14 подається на завантажувальне пристосування 15 наступного модуля, де розмір вічка основного сита 4 рівний розміру вічка віброгрохота 12 в кожному наступному модулі визначають з виразу: æg di = di+1 ç 1 çg è 2 де: ö ÷ ÷ ø 0,3 7 28606 di - розмір вічка основного сита і віброгрохота i-го модуля; di +1 - розмір вічка основного сита і віброгрохота наступного модуля; g 1 - щільність зерна корисного компоненту; g 2 - щільність зерна порожніх включень. Процес збагачення в кожному наступному модулі здійснюється аналогічним чином. 8
ДивитисяДодаткова інформація
Назва патенту англійськоюModular concentrator
Автори англійськоюSuschenkov Yurii Yehorovych, Chuhunov Yurii Davydovych, Nohacheiev Viktor Petrovych
Назва патенту російськоюМодульная обогатительная установка
Автори російськоюСущенков Юрий Егорович, Чугунов Юрий Давидович, Чугунов Юрий Давыдович, Ногачеев Виктор Петрович
МПК / Мітки
МПК: B03B 4/00
Мітки: модульна, збагачувальна, установка
Код посилання
<a href="https://ua.patents.su/4-28606-modulna-zbagachuvalna-ustanovka.html" target="_blank" rel="follow" title="База патентів України">Модульна збагачувальна установка</a>
Збагачувальна установка
Номер патенту: 46484
Опубліковано: 17.01.2005
Автори: Корбут Всеволод Андрійович, Куліш Владислав Андрійович, Сургай Микола Сафонович
МПК: B07B 1/00, B07B 1/10, B07B 15/00
Мітки: збагачувальна, установка
Формула / Реферат:
Збагачувальна установка для первинного сухого збагачення кускових корисних копалин, що включає раму, корпус, грохот колосниковий з скребковим конвеєром, ротори з вантажами-плитами, бункер з похилими лотками, яка відрізняється тим, що похилі лотки бункера виконані з шарнірно прикріпленими до них носками-роздільниками, які мають важелі з вантажами на кінцях для притискування їх до лотків, а ротори з вантажами-плитами розташовані в лотках над...
Установка збагачувальна
Номер патенту: 46484
Опубліковано: 15.05.2002
Автори: Корбут Всеволод Андрійович, Куліш Владислав Андрійович, Сургай Микола Сафонович
МПК: B07B 1/00, B07B 1/10, B07B 15/00
Мітки: установка, збагачувальна
Формула / Реферат:
Збагачувальна установка для первинного сухого збагачення кускових корисних копалин, що включає раму, корпус, грохот колосниковий з скребковим конвеєром, ротори з вантажами-плитами, бункер з похилими лотками, яка відрізняється тим, що похилі лотки бункера виконані з шарнірно прикріпленими до них носками-роздільниками, які мають важелі з вантажами на кінцях для притискування їх до лотків, а ротори з вантажами-плитами розташовані в лотках над...
Модульна установка для одержання розплавленого металу
Номер патенту: 78506
Опубліковано: 10.04.2007
Автори: Контручі Маркос де Албукерк, Коста Педро Енріке Карпінетті, Маршезі Едмар Саул
МПК: C21B 11/02, F27B 1/02, C21B 13/02, F27B 1/04
Мітки: розплавленого, модульна, металу, одержання, установка
Формула / Реферат:
1. Модульна установка для одержання розплавленого металу, яка включає множину об'єднаних секцій однакового розміру і конструкції, при цьому кожна секція із зазначеної множини приєднана до джерела палива і до засобів подачі у камеру кожної секції металевої шихти, яка містить самовідновлювані агломерати та/або попередньо відновлений метал, причому зазначені секції виконані з можливістю об’єднання для утворення печі й кожна з них має верхню...
Спосіб охолодження навколишнім повітрям води систем зворотного водозабезпечення аес, тес та інших промислових підприємств та модульна ежекторна установка для його здійснення

Номер патенту: 28756
Опубліковано: 16.10.2000
Автори: Сухов Андрій Костянтинович, Сухова Тамара Петрівна
МПК: F28C 3/00, F28F 25/00
Мітки: інших, води, здійснення, навколишнім, аес, промислових, установка, повітрям, систем, модульна, ежекторна, охолодження, підприємств, зворотного, тес, водозабезпечення, спосіб
Формула / Реферат:
1. Спосіб охолодження навколишнім повітрям води систем зворотного водозабезпечення АЕС, ТЕС - та інших промислових підприємств, здійснюємий шляхом безпосереднього контакту крапель охолоджуємої рідини з потоком атмосферного повітря у внутрішньому об’ємі корпусу теплообмінного о модулю, який відрізняється тим, що подачу атмосферного повітря здійснюють зверху шляхом мого ежектування у внутрішній об’єм корпусу кожного з теплообмінних модулів...
Модульна установка для використання хвиль
Номер патенту: 22926
Опубліковано: 05.05.1998
Автори: Савченко Анатолій Васильович, Осадчук Володимир Олександрович
МПК: F03B 13/12
Мітки: хвиль, використання, установка, модульна
Формула / Реферат:
1. Модульная установка для использования энергии волн, включающаяся волноприемную камеру, образованную днищем и боковыми направляющими стенками, установленными с образованием суживающейся центральной части, в которой на горизонтальном валу расположена активная турбина и генератор, отличающаяся тем, что волноприемная камера снабжена подвижной сферической крышкой, обращенной выпуклой стороной во внутрь камеры и имеющей люк в центральной части,...
Попередній патент: Пристрій для збагачення мінеральної сировини розсипних та техногенних родовищ
Наступний патент: Епоксикомпозит з модифікованим наповнювачем
Випадковий патент: Багатопозиційний комбінований привод