Збірна торцева фреза
Номер патенту: 18023
Опубліковано: 17.06.1997
Автори: Нагорняк Степан Григорович, Козак Василь Іванович, Зеленський Костянтин Васильович

Формула / Реферат
Збірна торцева фреза складається з корпусу, секторів-державок з різцями і пружно-демпфуючими елементами, а також циліндричних пальців, яка відрізняється тим, що в корпусі фрези виконана кругова виточка, в якій з можливістю колових переміщень розташовані підпружинені і обмежені упорами сектори, які оснащені пальцями, що вільно входять в осьові отвори сателітів, які постійно перебувають в зачепленні Із привідною шестернею, жорстко з'єднаною з корпусом фрези і, періодично, із зубцевим сектором, встановленим нерухомо і сторони подачі деталі і оснащеним демпфером зі сторони входу сателітів в зачеплення, причому в наскрізних радіусних пазах секторів розташовані сектори-державки з різцями і пружно-демпфуючі елементи, а кутова швидкість корпусу фрези ω визначається із залежності
де Vp - задана швидкість різання;
Rфр - радіус фрези;
D3 і D1 - відповідно ділильні діаметри зубцевого сектора і привідної шестерні.
Текст
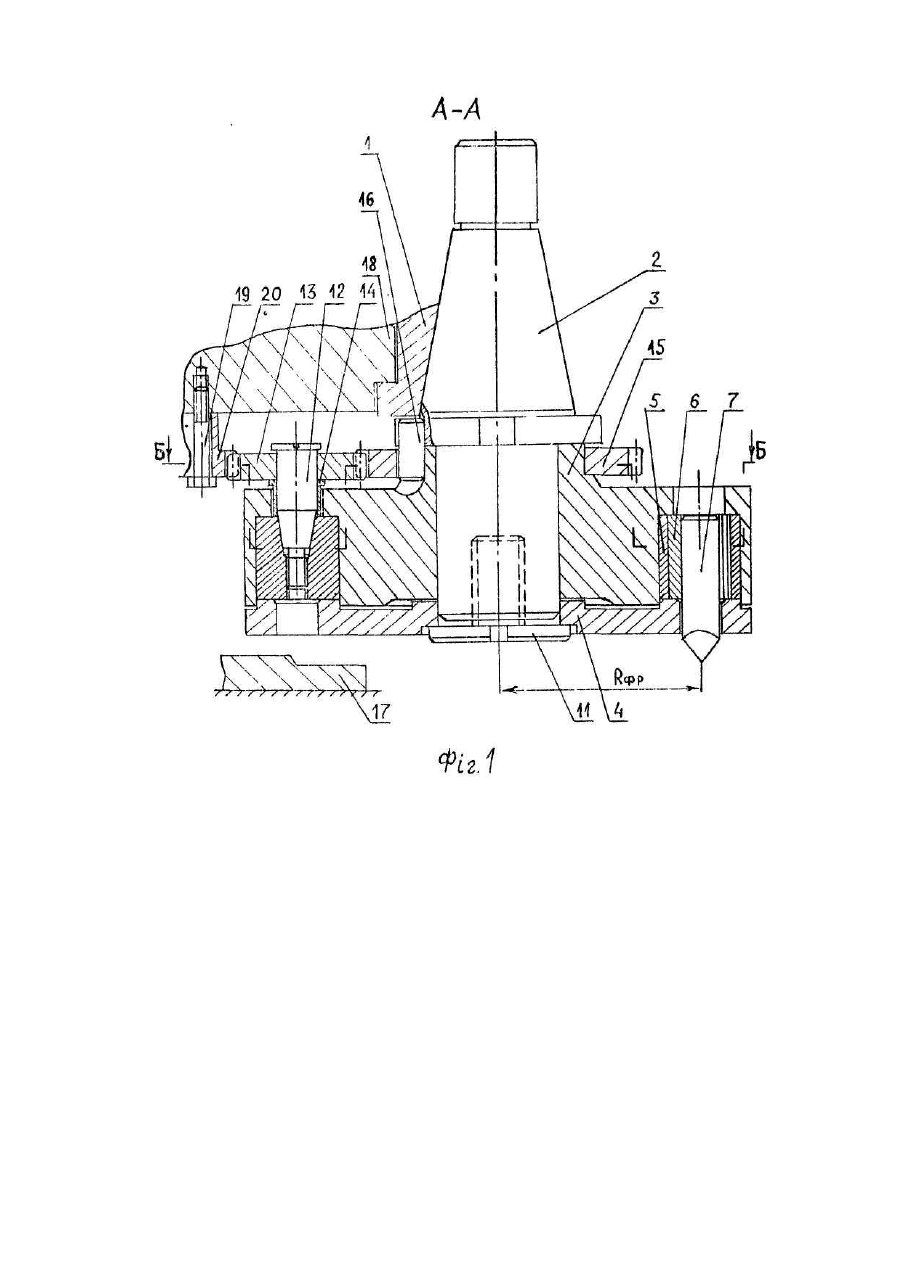
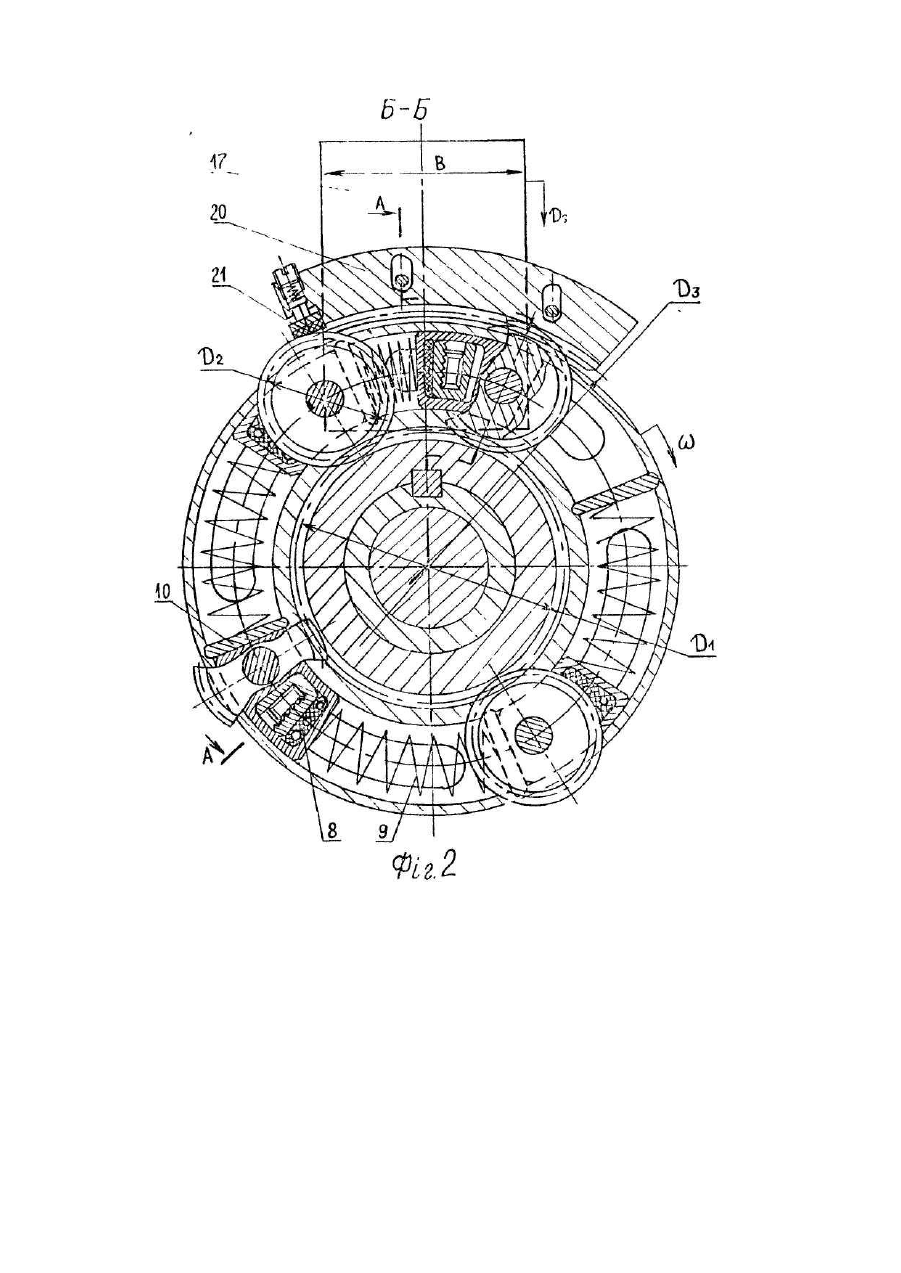
Пропонований винахід відноситься до металообробки І може бути використаний при конструюванні торцевих фрез. Відома фреза, яка складається з оправки, корпусу і проміжного диска, з'єднаного з допомогою пружних втулок з корпусом (авт. св. СССР № 1202752, кл. В 23 С 5/06, бюл. №1, 1986). В процесі роботи момент з оправки передається на проміжний диск і далі через болти на втулки і корпус. Ударні навантаження, що виникають в процесі фрезерування, частково гасяться пружними втулками. До недоліку такої конструкції слід віднести низьку продуктивність обробки і незначне зменшення динамічних навантажень через те, що всі різці фрези жорстко з'єднані з масивним корпусом. Найбільш близькою до заявленого винаходу є торцева фреза, яка складається з корпусу, розташованих в ньому секторних державок з різцями і пружними елементами, а також циліндричними пальцями (авт. св. СССР №1750859, кл. В 23 С 5/06, бюл. №28. 1992) В процесі фрезерування виникаючі ударні навантаження частково гасяться пружно-демпфуючими елементами. До недоліку відомої конструкції фрези слід віднести значний час холостих переміщень різців фрези в процесі обробки внаслідок обмеженого простору вільних кутових переміщень секторних державок відносно корпусу фрези. В основу винаходу поставлено задачу удосконалення збірної торцевої фрези шляхом виконання в корпусі фрези кругової виточки, в який з можливістю колових переміщень розташовані підпружинені і обмежені упорами сектори, які оснащені пальцями, що вільно входять в осьові отвори сателітів, які постійно перебувають в зачепленні із привідною шестернею, жорстко з’єднаною з корпусом фрези і, періодично, з зубцевим сектором, встановленим нерухомо зі сторони подачі деталі і оснащеним демпфером зі сторони входу сателітів в зачеплення, причому в наскрізних радіусних пазах секторів розташовані сектори-державки з різцями і пружно-демпфуючі елементи, а кутова швидкість корпусу фрези w визначається із залежності де Vp - задана швидкість різання; Rфр - радіус фрези; D3 і D1 - відповідно ділильні діаметри зубцевого сектора 1 привідної шестерні, що дає можливість забезпечити зменшення часу холостих переміщень різців в процесі обробки. На фіг.1 зображена запропонована фреза в осьовому перерізі; на фіг.2 - переріз Б-Б на фіг.1. В конічному отворі шпинделя 1 встановлена оправка 2, з циліндричним кінцевиком якої з'єднані своїм центральним отвором корпус 3 і кришка фрези 4. В круговій виточці корпусу розташовані сектори 5, в наскрізних радіусних пазах яких встановлені сектори-державки б з різцями 7 1 пружно-демпфуючими елементами 8. В коловому напрямку сектори підпружинені пружинами 9 І обм'ежені упорами 10, а осьові зміщення секторів обмежуються кришкою фрези, яка разом із корпусом фіксується на оправці гвинтом 11. Сектори оснащені пальцями 12, з циліндричною виступаючою частиною яких вільно з'єднані своїми осьовими отворами сателіти 13, що підтримуються втулкою 14 І перебувають постійно в зачепленні з привідною шестернею 15, яка жорстко з'єднана з корпусом фрези і оправкою шпонкою 16. Зі сторони оброблюваної деталі 17 до шпиндельної бабки верстата 18 за допомогою болтів 19 нерухомо прикріплений зубцевий сектор 20, який оснащений демпфером 21 зі сторони входу сателітів в зацепления з ним. Торцева фреза працює таким чином. При обертанні шпинделя верстату 1 разом з оправкою 2, корпусом З І секторами 5, сателіти 13 входять в зачеплення з зубцевим сектором 20 І здійснюють планетарний рух (Иванов Μ.Η. Детали машин: Учеб. для машиностр. спец. вузов. Изд. перераб. М., Высшая школа, 1984, с. 158) навколо осі фрези з крутовою швидкістю wс= Vp/ Rфр до моменту виходу Із зачеплення з зубцевим сектором. При цьому пружина 9 деформується. При взаємодії різців 7 Із оброблюваною деталлю 17 (з заданою швидкістю різання Vp), крутний момент передається від привідної шестерні 15 через сателіти 13 і палець 12 на сектори 5 і далі через пружнодемпфуючі елементи 8 на сектори-державки 6 з різцями 7. При врізанні різців 7 в оброблювану деталь енергія удару частково гаситься пружно-демпфуючими елементами 8. Корпус фрези обертається навколо своєї осі з кутовою швидкістю де wс - кутова швидкість сателітів; і - передаточне відношення планетарного механізму; Vp - задана швидкість різання; Rфр - радіус фрези; Z3, D 3 і Z 1, D1 - число з убів і ділильні діаметри відповідно зубцевого сектора і привідної шестерні. Після виходу сателітів 13 із зачеплення з зубцевим сектором 20 пружини 9 розпрямляються, а сектори здійснюють зворотній планетарний рух навколо осі фрези з wс> w до ти х пір, поки не зустрінуться з упорами 10, після чого wс = w. Оснащення зубцевого сектора 20 демпфером 21 забезпечує зменшення енергії удару зубів сателітів в зубцевий сектор. Зменшення часу холостих переміщень різців фрези в процесі обробки забезпечується умовою wс ³ w після виходу різців із оброблюваної деталі, а сателітів Із зачеплення з зубцевим сектором (на всьому проміжку обробки w = const, на етапі взаємодії різців Із оброблюваною деталлю wс < w в і = (1 + Z3/Z1) раз. Економічна ефективність від використання фрези полягає в підвищенні продуктивності обробки. Дана фреза дозволяє також зменшити кількість різцевих вставок при забезпеченні заданої продуктивності обробки.
ДивитисяДодаткова інформація
Автори англійськоюZelenskyi Kostiantyn Vasyliovych, Kozak Vasyl Ivanovych
Автори російськоюЗеленский Константин Васильевич, Козак Масилий Иванович
МПК / Мітки
МПК: B23C 5/02
Код посилання
<a href="https://ua.patents.su/3-18023-zbirna-torceva-freza.html" target="_blank" rel="follow" title="База патентів України">Збірна торцева фреза</a>
Циліндрична збірна фреза

Номер патенту: 6975
Опубліковано: 31.03.1995
Автори: Васильєв Юрій Всеволодович, Єрохін Віктор Олексійович
МПК: B27G 13/00
Мітки: збірна, фреза, циліндрична
Формула / Реферат:
Цилиндрическая сборная фреза, включающая втулку с торцующими резцами, расположенными симметрично в диаметральной плоскости, отличающаяся тем, что в центре втулки установлена цилиндрическая торцевая фреза с хвостовиком, стружкоотводным пазом и центрирующим выступом, а между торцовой фрезой и торцующими резцами установлена дополнительная втулка с расположенными диаметрально двухступенчатыми торцующими резцами.
Збірна червячна фреза

Номер патенту: 7842
Опубліковано: 26.12.1995
Автори: Бараболя Степан Якович, Климов Валер'ян Іванович, Поденко Анатолій Андрійович, Машанов Віктор Михайлович
МПК: B23F 21/00
Мітки: фреза, черв'ячна, збірна
Формула / Реферат:
1. Сборная червячная фреза, содержащая корпус с винтовыми режущими зубчатыми рейками и зубья, выполненные ввиде резцов, размещенных с возможностью регулировки в осевом и радиальном направлениях, отличающаяся тем, что, с целью повышения жесткости фрезы и расширения ее технологических возможностей, резцы выполнены в виде пластин-клиньев, закрепленных с двух сторон введенными коническими гайками, которыми снабжена фреза, причем на гайках...
Дискова фреза
Номер патенту: 13127
Опубліковано: 28.02.1997
Автор: Квіта Віктор Володимирович
МПК: B23C 5/02, B23D 61/00
Формула / Реферат:
(57) Дисковая фреза, содержащая корпус с режущими зубьями, передняя и задняя поверхности которых наклонены относительно оси фрезы в противоположных направлениях, отличающаяся тем, что передний угол в плоскости, перпендикулярной оси фрезы, выполнен отрицательным в диапазоне (-5,5°)...(-6,5°), при этом угол наклона задней поверхности в осевой плоскости выполнен в диапазоне 20°...45°, а в плоскости, перпендикулярной оси фрезы, в диапазоне...
Фреза

Номер патенту: 13256
Опубліковано: 28.02.1997
Автори: Адаменко Юрій Іванович, Равська Наталія Сергіївна, Родін Петро Родіонович, Лупкін Борис Володимирович
Мітки: фреза
Формула / Реферат:
(57) 1. Фреза, содержащая корпус с режущими зубьями с прямолинейными режущими кромками, выходящими на противолежащие торцы фрезы, отличающаяся тем, что на корпусе выполнены дополнительные зубья, попарно расположенные между основными зубьями вблизи торцов фрезы, при этом режущие кромки дополнительных зубьев выполнены винтовыми, а направление режущих кромок дополнительных зубьев, прилегающих к одному из торцов фрезы, выполнено противоположным...
Універсально-збірна шпиндельна оснастка
Номер патенту: 17805
Опубліковано: 03.06.1997
Автори: Карпусь Владислав Євгенович, Тимофієв Юрій Вікторович, Хіцан Валерій Дмитрович, Гаврилюк Юрій Романович
МПК: B23B 39/00
Мітки: оснастка, шпиндельна, універсально-збірна
Формула / Реферат:
Уверсально-сборная шпиндельная оснастка, содержащая корпус, шпиндели и шпиндельные втулки, отличающаяся тем, что оснастка снабжена сменными объемными секторами, из тонкостенных оболочек, заполненных гидропластмассой и имеющих углы секторов в плане в пределах 30-90°, а втулки, несущие шпиндели, имеют ширину, равную ширине радиальных пазов, образованных тонкостенными оболочками соседних объемных секторов, а в корпусе, используемом для всех...
Попередній патент: Шинопровід
Наступний патент: Спосіб виготовлення імплантату
Випадковий патент: Спосіб зняття стресового стану для підвищення продуктивності тварин