Установка для комплексної обробки поверхні виробів у вакуумі
Номер патенту: 79773
Опубліковано: 25.07.2007
Автори: Шулаєв Валерій Михайлович, Саблев Леонід Павлович, Грігорьєв Сєргєй Ніколаєвіч, Андреєв Анатолій Опанасович, Ступак Римма Іванівна

Формула / Реферат
Установка для комплексної обробки поверхні виробів у вакуумі, яка містить робочу камеру з ізольованим тримачем виробів, емісійну камеру з витратним електродом, яка має стінку з отворами, спільну з робочою камерою, основне джерело живлення, позитивний полюс якого підключений до корпусів камер, а негативний полюс виконаний з можливістю підключення до витратного електрода, додаткове джерело живлення, позитивний полюс якого виконаний з можливістю підключення до тримача виробів, а негативний полюс його виконаний з можливістю підключення до корпусів камер, яка відрізняється тим, що у робочій камері установлено додатковий витратний електрод з матеріалу покриття, який повернений поверхнею випаровування до тримача виробів та виконаний з можливістю підключення до негативного полюса основного джерела живлення, а позитивний полюс додаткового джерела живлення виконаний з можливістю підключення до витратного електрода та до додаткового витратного електрода.
Текст
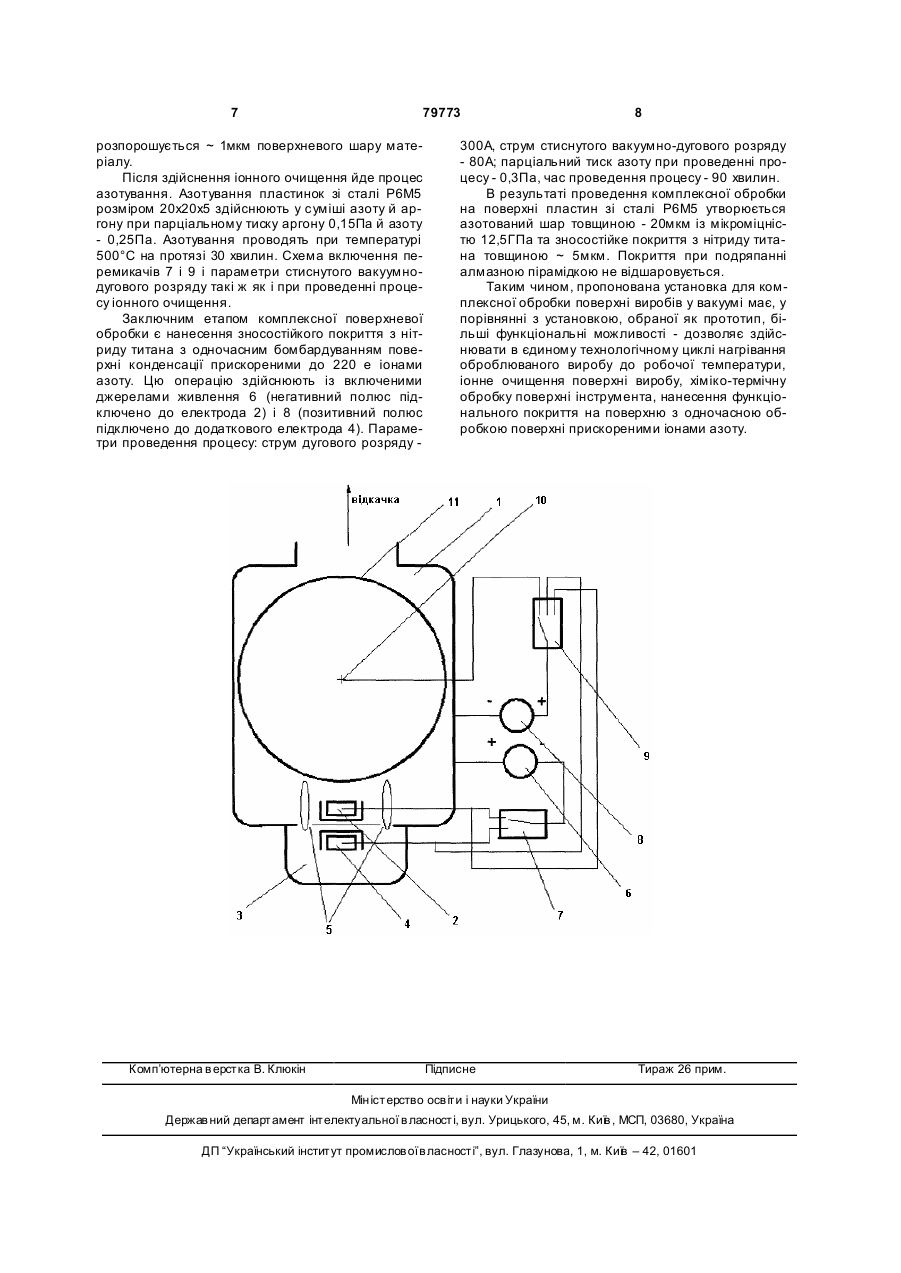
Установка для комплексної обробки поверхні виробів у вакуумі, яка містить робочу камеру з ізо C2 1 3 79773 струму, важко забезпечити однорідність електронного потоку по всій поверхні виробу. Це пов'язано з тим, що низькоенергетичні електрони знаходяться під впливом магнітного поля, створюваного розрядним струмом, і їхній розподіл у розрядному проміжку стає неоднорідним. Тому виріб прогрівається нерівномірно, що обумовлює низьку якість хіміко-термічної обробки. Відома установка для обробки поверхні виробів у вакуумі, обрана як прототип [патент України №53365А, С23С8/06, 2003] [2]. Установка містить робочу камеру, у якій ізольований тримач виробів є анодом. Робочу камеру з'єднано через отвори з емісійною камерою, у якій установлений електрод, що витрачається, (катод) вакуумно-дугового розряду. Анод і зазначений електрод підключені до основного джерела постійного струму. До робочої камери прикріплена додаткова емісійна камера, що сполучена з робочою камерою через отвір. У додатковій емісійній камері розташований електрод, що не витрачається, виконуючу функцію анода і підключений до додаткового джерела постійного струму. При включенні основного джерела постійного струму між катодом і анодом (тримачем із виробами) збуджується дуговий розряд. Катод вакуумнодугового розряду, може забезпечити практично любий за величиною розрядний струм. Отвори, що з'єднують робочу камеру з емісійною камерою, у якій установлений катод, сприяють збільшенню спадання напруги і є зоною стиску дуго вого розряду. У цій зоні збільшується швидкість електронів у позитивному стовпі дугового розряду, що веде до збільшення потужності прогріву оброблюваного виробу й підвищення рівномірності прогріву виробу. При включенні додаткового джерела постійного струму між газовим вакуумно-дуговим розрядом робочої камери й анодом додаткової емісійної камери збуджується додатковий вакуумно-дуговий розряд. Іони цього розряду, завдяки отворам між другою емісійною й робочою камерами, прискорюються убік тримача з виробами. Це забезпечує більш ефективну, ніж електронним ударом, дисоціацію молекул робочого газу, що супроводжується збільшенням концентрації нейтральних атомів робочого газу, активно взаємодіючих із поверхнею виробу. Ці обставини обумовлюють підвищення ефективності хіміко-термічної обробки. Недоліком установки є обмеженість технологічних операцій, які можна проводити за її допомогою. Зокрема, в установці [2] неможливо здійснювати очищення поверхні виробів, а також наносити функціональні покриття на поверхню виробів, що пройшли попередньо хіміко-термічну обробку. В основу винаходу поставлена задача - створити таку установку для комплексної обробки поверхні виробів у вакуумі, яка у порівнянні з установкою, обраною як прототип, мала більші функціональні можливості. Поставлена задача вирішується в установці для комплексної обробки поверхні виробів у вакуумі, що містить робочу камеру з ізольованим тримачем виробів, емісійну камеру, з електродом, що витрачається, яка має стінку з отворами, спільну з 4 робочою камерою, основне джерело живлення, позитивний полюс якого підключений до корпусів камер, а негативний полюс може бути підключений до електрода, що витрачається, додаткове джерело живлення, позитивний полюс якого може бути підключений до тримача виробу, а негативний полюс його може бути підключений до корпусів камер. Згідно з винаходом у робочій камері установлено додатковий електрод, що витрачається, з матеріалу покриття, повернений поверхнею випару до тримача виробів і може бути підключений до негативного полюса основного джерела живлення, а позитивний полюс додаткового джерела живлення може бути підключений до електрода, що витрачається, і до додаткового електрода, що витрачається. Наявність в емісійній камері стінки з отворами, спільної з робочою камерою, дає можливість направляти потік прискорених частинок (електронів або іонів, в залежності від виду технологічної операції, що проводять) до оброблюваного виробу. Наявність додаткового електрода, що витрачається, з матеріалу покриття, можливість підключення його до негативного полюса основного джерела живлення, а також приєднання позитивного полюса основного джерела живлення до корпусів камер, а електрода, що витрачається, до позитивного полюса додаткового джерела живлення свідчить про розширення технологічних можливостей установки. Так, при з'єднанні негативного полюса основного джерела живлення з електродом, що витрачають, а позитивного полюса додаткового джерела живлення - із тримачем виробу, потік прискорених електронів спрямовано до виробу, яке, в залежності від складу робочої атмосфери, нагрівається або піддається хіміко-термічній обробці. При з'єднанні негативного полюса основного джерела живлення з електродом, що витрачається, а позитивного полюса додаткового джерела живлення - із додатковим електродом, що витрачається, поверхня виробу заряджається негативно потоком прискорених електронів та відбувається прискорення іонів газової плазми у напрямку до поверхні виробу, внаслідок чого вона очищується. При з'єднанні негативного полюса основного джерела живлення з додатковим електродом, що витрачається, а позитивного полюса додаткового джерела живлення -з електродом, що витрачається, відбувається нанесення на поверхню виробу функціонального покриття з одночасним бомбардуванням її прискореними газовими іонами. Таким чином, за допомогою пропонованої установки можна здійснювати нагрівання виробу, підготовку його поверхні і хіміко-термічну обробку з наступним нанесенням функціонального покриття, що обумовлює її широкі функціональні можливості. На кресленні наведена конструктивна схема установки, що заявляється. Установка містить робочу камеру 1 з додатковим електродом 2, що витрачається, емісійну камеру 3 з електродом 4, що витрачається. Робоча 1 і емісійна 3 камери мають спільну стінку з отворами 5. Установка має основне джерело живлення 6, 5 79773 позитивний полюс якого підключений до корпусів камер 1 і 3, а негативний полюс має можливість підключення через двохполюсний перемикач 7 до електроду 4, що витрачається, або до додаткового електрода 2, що витрачається. Установка має також додаткове джерело живлення 8, негативний полюс якого підключений до корпусів камер 1 і 3, а позитивний має можливість підключення за допомогою трьохполюсного перемикача 9 до тримача 10 виробів, електроду 4 або додаткового електрода 2. Роботу установки можна розглянути на прикладі комплексної обробки поверхні інструмента зі швидкорізальної сталі для підвищення його зносостійкості. Комплексна обробка складається з таких технологічних операцій: - нагрівання оброблюваного інструмента до робочої температури; - іонного очищення поверхні інструмента; - хімікотермічної обробка поверхні інструмента (наприклад, азотування); - нанесення зміцнювального покриття з нітриду титана на поверхню з одночасною обробкою поверхні прискореними іонами азоту (іонне асистування). Нагрівання інструмента роблять так. Після відкачки камер 1 і 3 і напуску в ни х робочого газу до парціального тиску ~ 10-1 - 1Па (для нагрівання виробів доцільно використовувати інертний газ, наприклад, аргон) включають основне джерело живлення 6, до негативного полюса якого через перемикач 7 підключений електрод 4. Між електродом 4 (катод) і стінкою емісійної камери 3 (анод) збуджується вакуумно-дуговий розряд у парах матеріалу катода. Після цього включають додаткове джерело живлення 8, до позитивного полюса якого через перемикач 9 підключений тримач 10 виробу. Між позитивним стовпом вакуумнодугового розряду в емісійній камері 3 і виробом 11 (інструментом) виникає різниця потенціалів. Під впливом цієї різниці потенціалів електрони плазми проникають крізь отвори 5 у робочу камеру 1, іонізуючи робочий газ у зоні розрядного проміжку. Спільною стінкою з отворами 5 газовий вакуумнодуговий розряд розбивається на дві області, що існують в емісійній камері 3 і в робочій камері 1. Емісія електронів, що роблять іонізацію газу в робочій камері 1, відбувається з поверхні плазми в отворах 5 невеликого перетину. Стиск поперечного перерізу плазмових потоків у зоні отворів 5 приводить до збільшення спадання напруги в цій зоні і, як наслідок, до прискорення електронів. Тому, практично, уся напруга від основного джерела живлення 6 прикладена до зони отвору 5 і визначає енергію прискорених електронів, достатню для нагрівання інструмента 11 великої маси за короткий час. Іонне очищення поверхні інструмента від забруднення (органічні забруднення, окісні й ін. плівки на поверхні металу) здійснюють так. Електрод 4 через перемикач 7 підключають у... до негативного полюса джерела живлення 6, а додатковий електрод 2 через перемикач 9 підключають до позитивного полюса додаткового джерела 8. У цьому випадку вакуумно-дуговий розряд збуджується в зоні розрядного проміжку робочої камери 1. Так само як при нагріванні, прискорені в зоні отворів 5 елек 6 трони, бомбардують інструмент 11. Прискорені електрони заряджають інструмент 11 до негативного потенціалу. ...г. Оскільки потенціал плазми в емісійній камері 3 близький до потенціалу електрода 2, то виріб 11 виявляється зарядженим негативно щодо плазми. Під впливом цього потенціалу іони робочого газу прискорюються із зони розрядного проміжку і бомбардують поверхню інструмента 11, очищуючи його поверхню від забруднень. Оскільки при іонному очищенні потенціал від джерела живлення безпосередньо до виробу не підводиться, очищення застосовується не тільки для електропровідних виробів, але й для непровідних (стекло, кераміка й ін.). Для нанесення покриття з нітриду ти тана додатковий електрод, що витрачається, 2 виготовляють з титана. Для нанесення покриття перемикач 7 встановлюють у положення, коли він з'єднує основне джерело живлення 6 з додатковим електродом 2, а перемикач 9-у положення, коли він з'єднує джерело живлення 8 і електрод 4. У зоні отворів 5 значно зростає напруженість електричного поля, у результаті чого відбувається прискорення заряджених часток електричної плазми електронів і газових іонів. При цьому потік іонів спрямовано убік катода вакуумно-дугового розряду (інстр умента). Відбувається нанесення покриття з одночасним бомбардуванням поверхні інструмента 11 прискореними іонами робочого газу (азоту) - іонне асистування. Приклад. У робочій камері 1 встановлюють електрод, що витрачається, 2 (катод) з титана з розмірами: 700х120х30. Спільна для камер 1 і 3 стінка має 30 отворів. В емісійній камері 3 встановлюють електрод, що витрачається, 4 з нержавіючої сталі 10Х18Н10Т діаметром 200мм і товщиною 30мм. Основне джерело живлення 6 має напругу холостого ходу 60 В, потужність 10кВт. Додаткове джерело живлення 8 має напругу 220 В, потужність 25кВт. У тримачі 10 установлюють вироби 11:- циліндр із нержавіючої сталі 10Х18Н10Т діаметром 500мм, висотою 700мм і пластинки зі сталі Р6М5 розміром 20х20х5. Нагрівання циліндра 11 до температури 500°С роблять із включеними джерелами живлення 6 (негативний полюс підключено до електрода 4) і 8 (позитивний полюс підключено до тримача 10). Стиснутий вакуумно-дуговий розряд здійснюється між катодом, що витрачається, 4 і циліндром 11. Максимальний струм розряду 110 А, енергія електронів, обумовлена напругою джерела живлення 11 - 220 еВ. Парціальний тиск аргону в процесі прогріву 0,1 Па. Час розігріву циліндра від кімнатної температури до 500°С складає ~ 0,5 години. Іонне очищення роблять із включеними джерелами живлення 6 (негативний полюс підключено до електрода 4) і 8 (позитивний полюс підключено до додаткового електрода 2). Очищення ведуть при наступних параметрах: стр ум стиснутого вакуумно-дугового розряду - 80 А, іонний струм на циліндр 19 А, парціальний тиск аргону 0,15 Па, час проведення процесу 15 хв., напруга на електродах стиснутого вакуумно-дугового розряду 220 В. У результаті проведення процесу іонного очищення 7 79773 розпорошується ~ 1мкм поверхневого шару матеріалу. Після здійснення іонного очищення йде процес азотування. Азотування пластинок зі сталі Р6М5 розміром 20х20х5 здійснюють у суміші азоту й аргону при парціальному тиску аргону 0,15Па й азоту - 0,25Па. Азотування проводять при температурі 500°С на протязі 30 хвилин. Схема включення перемикачів 7 і 9 і параметри стиснутого вакуумнодугового розряду такі ж як і при проведенні процесу іонного очищення. Заключним етапом комплексної поверхневої обробки є нанесення зносостійкого покриття з нітриду титана з одночасним бомбардуванням поверхні конденсації прискореними до 220 е іонами азоту. Цю операцію здійснюють із включеними джерелами живлення 6 (негативний полюс підключено до електрода 2) і 8 (позитивний полюс підключено до додаткового електрода 4). Параметри проведення процесу: струм дугового розряду Комп’ютерна в ерстка В. Клюкін 8 300А, струм стиснутого вакуумно-дугового розряду - 80А; парціальний тиск азоту при проведенні процесу - 0,3Па, час проведення процесу - 90 хвилин. В результаті проведення комплексної обробки на поверхні пластин зі сталі Р6М5 утворюється азотований шар товщиною - 20мкм із мікроміцністю 12,5ГПа та зносостійке покриття з нітриду титана товщиною ~ 5мкм. Покриття при подряпанні алмазною пірамідкою не відшаровується. Таким чином, пропонована установка для комплексної обробки поверхні виробів у вакуумі має, у порівнянні з установкою, обраної як прототип, більші функціональні можливості - дозволяє здійснювати в єдиному технологічному циклі нагрівання оброблюваного виробу до робочої температури, іонне очищення поверхні виробу, хіміко-термічну обробку поверхні інструмента, нанесення функціонального покриття на поверхню з одночасною обробкою поверхні прискореними іонами азоту. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPlant for complex treatment of article surface in vacuum
Автори англійськоюAndreiev Anatolii Opanasovych, Hrihoriev Sierhiei Nikolaievich, Stupak Rymma Ivanivna, Shulaiev Valerii Mykhailovych
Назва патенту російськоюУстановка для комплексной обработки поверхности изделий в вакууме
Автори російськоюАндреев Анатолий Афанасьевич, Григорьев Сергей Николаевич, Ступак Римма Ивановна, Шулаев Валерий Михайлович
МПК / Мітки
МПК: C23C 14/24, C23C 8/06
Мітки: виробів, обробки, поверхні, вакуумі, комплексної, установка
Код посилання
<a href="https://ua.patents.su/4-79773-ustanovka-dlya-kompleksno-obrobki-poverkhni-virobiv-u-vakuumi.html" target="_blank" rel="follow" title="База патентів України">Установка для комплексної обробки поверхні виробів у вакуумі</a>
Спосіб обробки виробів у вакуумі
Номер патенту: 35987
Опубліковано: 16.04.2001
Автори: Захаров В'ячеслав Миколайович, Тазетдінов Валерій Абударович, Матухно Олександр Володимирович
МПК: C21C 7/10
Мітки: спосіб, виробів, обробки, вакуумі
Формула / Реферат:
Спосіб обробки виробів у вакуумі, що включає технологічні цикли обробки, який відрізняється тим, що для завантаження виробів використовують касети, які поміщають у додаткові вакуумні камери, через вакуумні затвори яких виконують завантаження касет в робочу камеру безперервного процесу, з якої після обробки виробів проводять вивантаження касет в додаткові камери.
Спосіб ультразвукової віброударної обробки поверхні довгомірних виробів
Номер патенту: 79670
Опубліковано: 10.07.2007
Автори: Луговський Олександр Федорович, Кудрявцев Юрій Філіпович, Прокопенко Георгій Іванович, Мовчанюк Андрій Валерійович, Клейман Якоб Ісакович, Чорний Валерій Іванович
МПК: B24B 39/00, B24B 1/04
Мітки: спосіб, віброударної, виробів, поверхні, обробки, довгомірних, ультразвукової
Формула / Реферат:
1. Спосіб ультразвукової віброударної обробки поверхні довгомірних виробів, при якому ультразвуковий перетворювач, зв'язаний з робочими інструментами, притискають нормовано до поверхні виробу і надають їм переміщення відносно один одного, який відрізняється тим, що обробку ведуть ультразвуковими перетворювачами, розміщеними вздовж лінії наданого виробу переміщення і по його профілю в кількості, необхідній для нанесення на одиницю поверхні...
Багатокамерна установка для дифузійного зміцнення поверхні металевих виробів
Номер патенту: 31606
Опубліковано: 15.12.2000
Автор: Пастух Ігор Маркович
МПК: C23C 10/10, C23C 10/14
Мітки: металевих, дифузійного, багатокамерна, поверхні, виробів, зміцнення, установка
Текст:
...який передбачаєтьс зміцнити, вакуумного насоса 7, вакуумного комутатора у складі клапанів 8,9,1 та вакуумних систем окремих камер 11,12,13, клапанів розгерметизації каме 14,15,16, системи для підготовки газового середовища 17, газового комутатор. у складі клапанів 18,19,20, блока живлення 21, комутатора високої напруги 2.' кількість позицій 23,24,25 якого відповідає числу камер, комутатора систем управління 26, жорстко з'єднаного з...
Плазмовий пристрій тріодного типу для іонно-плазмової обробки внутрішньої поверхні труб
Номер патенту: 71519
Опубліковано: 15.11.2004
Автор: Гришкевич Олександр Дмитрович
МПК: C23C 14/00
Мітки: пристрій, типу, поверхні, іонно-плазмової, внутрішньої, труб, тріодного, обробки, плазмовий
Формула / Реферат:
Плазмовий пристрій тріодного типу для іонно-плазмової обробки внутрішньої поверхні труби, що складається з трубчатого катода з діаметром Д1, змонтованої на катоді системи ініціювання дугового розряду, співвісної катоду циліндричної анодної конструкції з діаметром Д2, між якими ввімкнуте джерело живлення дугового розряду, співвісного їм циліндричного позитивного електрода з діаметром Д3, який через високовольтне джерело постійного струму...
Спосіб обробки поверхні металевих виробів
Номер патенту: 61002
Опубліковано: 15.10.2003
Автори: Погорелов Олександр Євгенович, Журавльов Анатолій Хомич, Мордюк Богдан Миколайович, Коломицев Віктор Ілліч, Журавльов Борис Хомич, Прокопенко Георгій Іванович
МПК: C21D 1/09
Мітки: обробки, виробів, спосіб, поверхні, металевих
Формула / Реферат:
Спосіб обробки поверхні металевих виробів, що включає вплив на поверхню виробу, який містить металеву основу і покриття з відмінними від основи властивостями, лазерним променем і акустичним полем до оплавлення покриття, який відрізняється тим, що питома потужність лазерного променя достатня для розплавлення поверхневого шару на глибину, яка перевищує товщину шару покриття, при цьому збуджують в переплавленому шарі акустичне поле заданої...
Попередній патент: Бензофуранові і бензотіофенові похідні для лікування гіперпроліферативних захворювань
Наступний патент: Спосіб одержання хіральних 1,4-дизаміщених піперазинів, проміжна сполука (варіанти)
Випадковий патент: Hасадка до зубhої щітки для масажу ясеh