Спосіб ремонта трубопровода
Номер патенту: 3133
Опубліковано: 26.12.1994
Автори: Асніс Аркадій Юхимович, Іващенко Георгій Антонович, Савич Ігор Маврикійович, Катунян Сергій Абрамович, Седов Юрій Дмитрович, Бут Віктор Степанович, Титаренко Володимир Іванович, Галюк Василь Харитонович, Зозуляк Юрій Дмитрович
Формула / Реферат
Способ ремонта трубопровода, находящегося под давлением, включающий зачистку и замер поврежденного участка, размещение на нем накладки, выполненной по крайней мере в виде двух корыт, сварку их между собой и приварку накладки к телу трубопровода, отличающийся тем, что, с целью расширения технологических возможностей за счет увеличения площади ремонтируемого участка со сквозным дефектом и повышения динамической прочности сварного соединения, накладку выполняют в виде двух равных корыт, которые вырезают из трубы, внутренний диаметр которой равен наружному диаметру ремонтируемого трубопровода, по крайней мере в одном из корыт вырезают отверстие, соответствующее площади дефектного участка, и при этом получают заплату с максимальными размерами
l0 — ширина заплаты; L0 — длина заплаты; L — длина трубы; l — ширина корыта, обрабатывают заплату по периметру для получения зазора между заплатой и корытом при последующей сварке, выбираемого в пределе 0,4—1,0 толщины стенки трубы, разделывают кромки заплаты соответственно под углом 30—35° и монтируют накладку с вставленной в нее заплатой на трубопроводе и приваривают заплату к телу трубопровода и внутренним кромкам отверстия корыта стыковым швом.
Текст
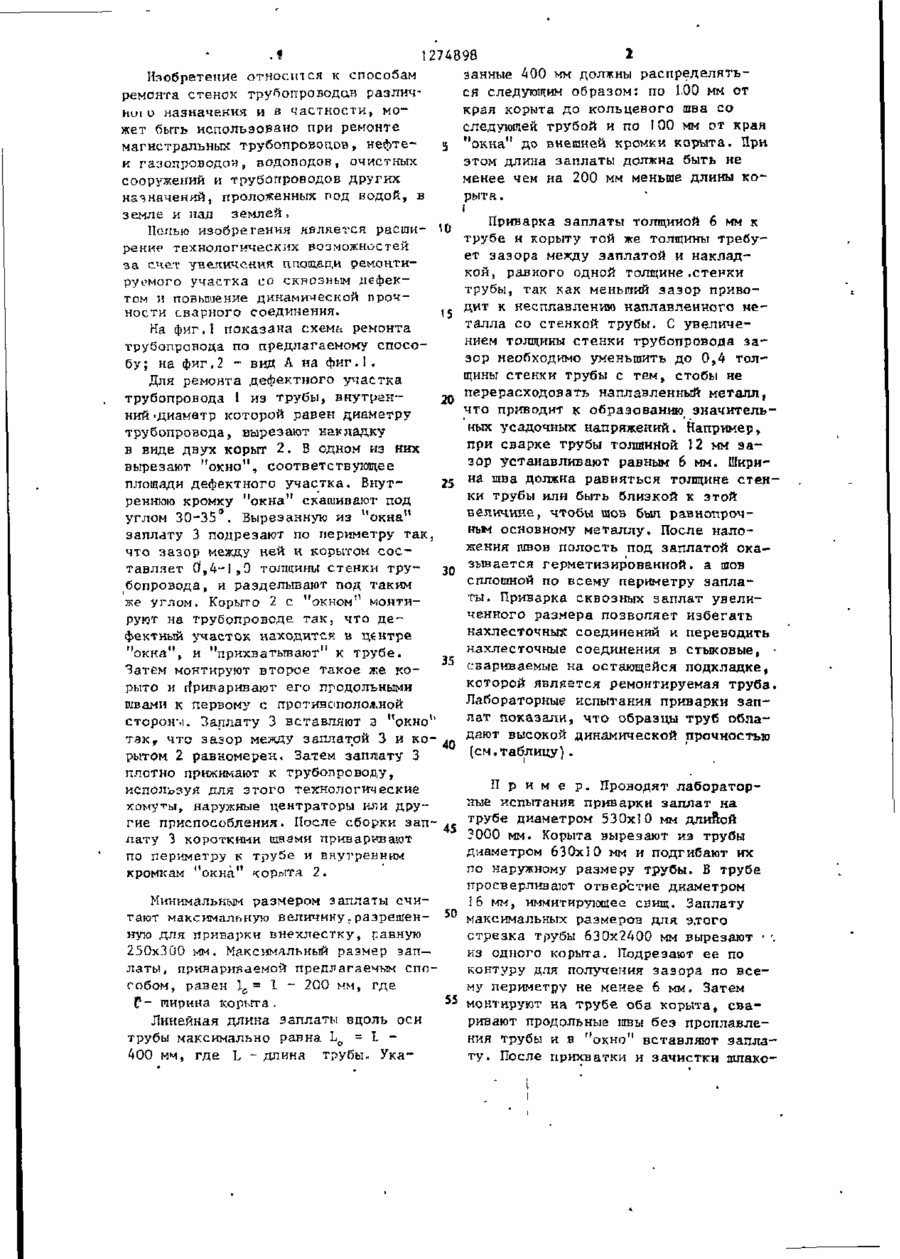
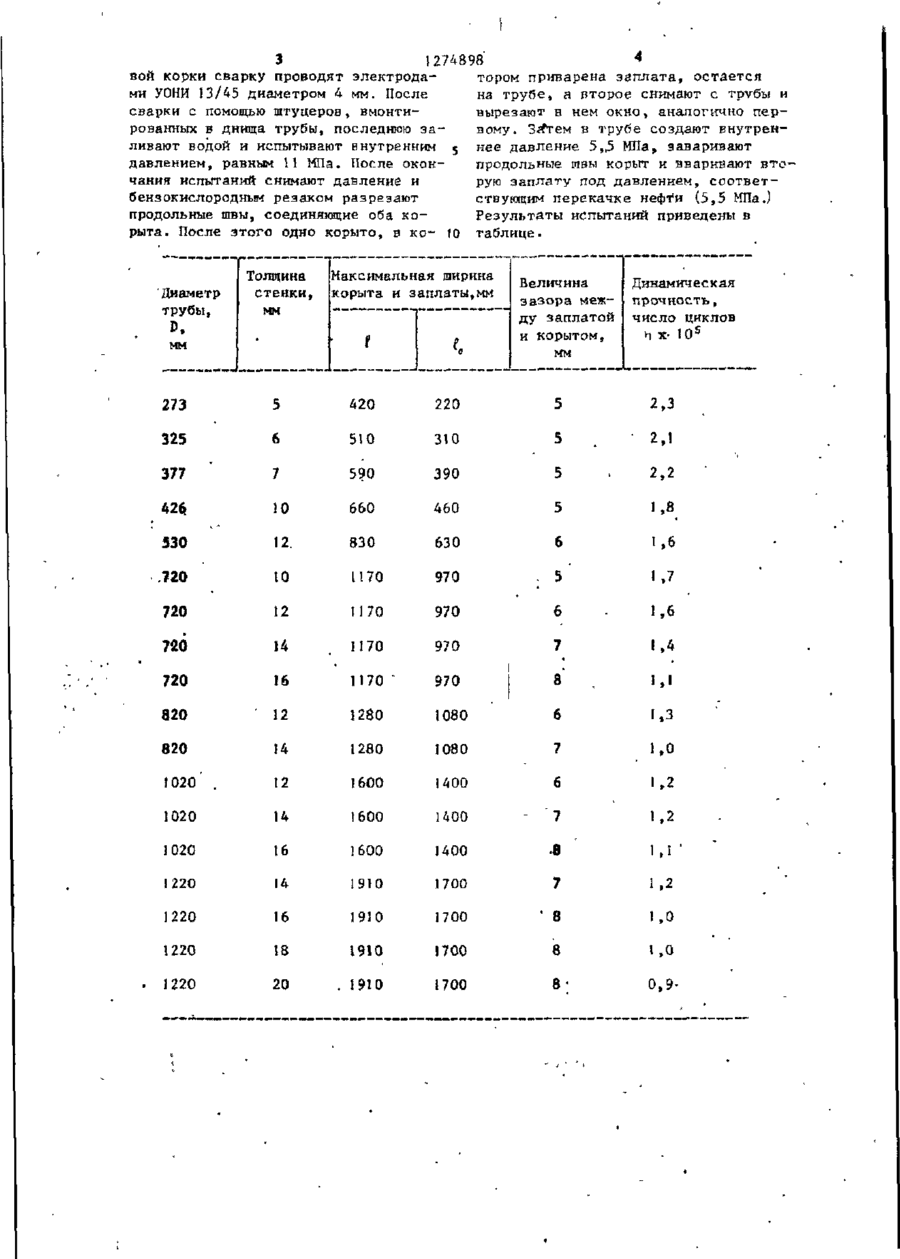
Изо-бретение относится к области ремонта, в частности, действующих трубопроводов и может быть использовано при ремонте магистральных, нефте- и "газопроводов, изобретение позволяет увеличить площадь ремонтируемого участка трубопровода со сквозными дефектами за счет увеличения размера основного элемента в виде заплаты ( 3 ) , выдерживающей внутреннее давление, равное давлению перекачиваемого продукта, и повысить динамическую прочность сварного с о е динения путем монтирования на трубе двух вспомогательных элементов в виде двух рапных корыт, в одном из которых вырезают "окно" ( 0 ) , а 3 вставляют в О и после сборки приваривают по периметру к трубе и внутренним кромкам 0 и корыта. Полость под 3 оказывается герметизированной а шов - сплошным по всему периметру 3. 2 ил. С/) с ОС СО 00 1274898 занные 400 мм должны распределятьИзобретение относится к способам ся следующим образом: по 1 0 мм от .0 ремонта стенок трубопроводов различкрая корыта до кольцевого шва со ии і и назначения и в частности, моследующей трубой и по I00 мм от края жет быть использовано при ремонте "окна" до внешней кромки корыта. При магистральных трубопроводов, нефтеи газопроводов, водоводов, очистных этом длина заплаты должна быть не сооружений и трубопроводов других менее чем на 200 мм меньше длины коназначений, проложенных лод водой, в рыта. земле и над землей , Е Приварка заплаты толщиной 6 мм к Целью изобретения является расши- lft трубе н корыту той же толщины требурение технологических возможностей за счет увеличения ппощади ремонтиет зазора мехду заплатой и накладруемого участка со сквозным дефеккойs равного одной толщине .стенки том и повышение динамической прочтрубы, так как меньший зазор привоности сварного соединения. дит к несплавлению наплавленного ме15 На фиг.1 показана схема ремонта талла со стенкой трубы. С увеличетрубопровода по предлагаемому спосонием толщины стенки трубопровода забу; на фиг.2 - вид А на ф и г . 1 . зор необходимо уменьшить до 0,4 толДля ремонта дефектного участка щины стенки трубы с тем, стобы не трубопровода 1 из трубы, внутрен_. перерасходовать наплавленный металл, ний -диаметр которой равен диаметру что приводит к образовании) значительтрубопровода, вырезают накладку ных усадочных напряжений. Например, в виде двух корыт 2. В одном из них при сварке трубы толщиной 12 мм завырезают "окно", соответствующее зор устанавливают равным 6 мм. Шириплощади дефектного участка. Внут25 на шва должна равняться толщине стенреннюю кромку "окна" скашивают под ки трубы или быть близкой к этой углом 30-35°. Вырезанную из "окна" величине, чтобы шов был равнопрочзаплату 3 подрезают по периметру так, ным основному металлу. После налочто зазор между ней и корытом сосжения швов полость под заплатой окаі тавляет 0 ,4-1 ,9 толщины стенки тру30 зывается герметизированной, а шов бопровода, и разделывают под таким сплошной по всему периметру заплаже углом. Корыто 2 с "окном" монтиты. Приварка сквозных заплат увелируют на трубопроводе так, что деченного размера позволяет избегать фектный участок находится в центре нахлесточных соединений и переводить "окна", и "прихватывают'1 к трубе. нахлесточные соединения в стыковые, • Затем монтируют второе такое же ко- 35 свариваемые на остающейся подкладке, рыто и приваривают его продольными которой является ремонтируемая труба. швами к первому с противоположной Лабораторные испытания приварки запсторонч. Заплату 3 вставляют а "окно и лат показали, что образцы труб облатак, что зазор между заплатой 3 и кодают высокой динамической прочностью рытом 2 равномерен. Затем заплату 3 (см.таблицу). плотно прижимают к трубопроводу, используя для этого технологические П р и м е р . Проводят лабораторзі, наружные центраторы или друные испытания приварки заплат на гие приспособления. После сборки эап- 4 5 трубе диаметром 530x10 мм длиной 3000 мм. Корыта вырезают из трубы лату 3 короткими шв-эми приваривают диаметром 630x10 мм и подгибают их по периметру к трубе и внутренним и in 2. по наружному размеру трубы. В трубе кромкам "окна" KOpnVrA просверливают отверстие диаметром Минимальным размером заплаты счи16 мм, иммитиругащее свищ. Заплату тают максимальную величину.разрешен- 50 максимальных размеров для э.того ную для приварки внехлестку, равную стреака трубы 630x2400 мм вырезают • '. 250x300 мм. Максимальный размер запкз одного корыта. Подрезают ее по латы, привариваемой предлагаемым споконтуру для получения зазора по всесобом, равен \о = 1 ~ 200 мм, где му периметру не менее 6 мм. Затем 55 монтируют на трубе оба корыта, сваГ'- ширина корыта. Линейная длина заплаты вдоль оси ривают продольные швы без проплавлетрубы максимально равна Lo = I ння трубы и в "окно" вставляют запла400 мм, где L - длина трубы- Укату. После прихватки и зачистки пшако З 3 274898' вой корки сварку проводят электродами У Н 13/45 диаметром 4 мм. После О И сварки с помощью штуцеров, вмонтированных в днища трубы, последнюю з а ливают водой и испытывают внутренним 5 давлением, равным 11 МПа. После окончания испытаний снимают давление и бензокислородным резаком разрезают продольные швы, соединяющие оба корыта. После этого одно корыто, в ко- to 'Диаметр трубы, Толщина стенки, мм Максимальная ширина корыта и заплаты,мм ММ * тором приварена заплата, остается на трубе, а второе снимают с трубы и вырезают в нем окно, аналогично первому. З^тем в трубе создают внутренн е е давление 5„5 МГГа, заваривают продольные тзы корыт и вваривают вторую заплату под давлением, соответствующим перекачке нeфfи (5,5 МПа.) Результаты испытаний приведены в таблице. Величина зазора между заплатой и корытом, мм Динамическая прочность, число циклов s их- 10 273 5 420 220 5 2,3 325 6 510 310 5 ' 2,1 377 7 590 390 5 2,2 426 10 660 460 5 1,8 530 12. 830 630 6 1,6 720 10 1170 970 . 5 ' 1,7 720 12 1170 970 6 1,6 720 14 1170 970 7 1,* 720 16 1170 ' 970 8' 1,1 820 ' 12 1280 1080 6 1.3 820 14 1280 1080 7 1,0 Ї020 . 12 1600 1400 6 1.2 1020 14 1600 1400 7 1.2 1020 16 1600 1400 8 1,1 ' 1220 14 1910 1700 7 1,2 1220 16 1910 1700 8 1,0 1220 18 1910 1700 .00 i.o 1220 20 . 1910 1700 8; 0,9 1 • s 127 4898 Как видно из данных таблины, образцы показали весьма высокую динамическую прочность, учитывая, что нижним пределом является h= 0,7 х х 10" циклов. Данный способ позволяет увеличить площадь ремонтируемого участка со сквозным дефектом за счет увеличения размера заплат, водерживающих внутренее давление, равное давлению перекачиваемого продукта. Ф о р м у л а из о б р е т е н и я 10 15 Способ ремонта трубопровода, находящегося под давлением, включающий зачистку и замер поврежденного участ20 ка, размещение на нем накладки, выполненной по крайней мере в риде двух корыт, сварку их между собой и приварку накладки к телу трубопровода, о т л и ч а ю щ и й с я тем, 25 что, с целью расширения технологических возможностей за счет увеличения площади ремонтируемого участка со сквозным дефектом и повышения дилїгмическои прочное і и сварного соединения, накладку выполняют в виде • даух равных корыт, которые вырезают из трубы, внутренний диаметр которой равен наружному диаметру ремонтируемого трубопровода, по крайней м е ре а одном из корыт вырезают'отверстие, соответствующее площади дефектного участка, и при готом получают заплату с максимальными размерами 1О= 1 - 200 км; • Lo = L - 400 мм; . 1в- - ширина заплаты; L o - длина заплаты. L -.длина трубы; 1 - ширина корыта, обрабатывают заплату по периметру для по-ігучения зазора между заплатой и корытом при последующей сварке, выбираемого в пределе 0,4-^,0 толщины стенки трубы, разделывают кромки заплаты соответственно под углом 30-35° и монтируют накладку с вставленной в нее заплатой на трубопроводе и лрийаривагот заплату к телу трубопровода и внутренним кромкам отверстия корыта стыковым пгаом. Вид А Риг. 2 Т Составитель З.Хаустова ! Х Р Є Д ^Попоанч • Корректор А. Тяско 1001 г Подписное Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Каушская наб., д.4/5 " Производственно-полиграфическое предприятие, г.Ужг ород,
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of pipeline
Автори англійськоюAsnis Arkadii Yukhymovich, But Viktor Stepanovych, Savych Ihor Mavrykiiovych, Haliuk Vasyl Kharytonovych, Tytarenko Volodymyr Ivanovych, Ivaschenko Heorhii Antonovych, Zozuliak Yurii Dmytrovych, Sedov Yurii Dmytrovych, Katunian Serhii Abramovych
Назва патенту російськоюСпособ ремонта трубопровода
Автори російськоюАснис Аркадий Ефимович, Бут Виктор Степанович, Савич Игорь Маврикиевич, Галюк Василий Харитонович, Титаренко Владимир Иванович, Иващенко Георгий Антонович, Зозуляк Юрий Дмитриевич, Седов Юрий Дмитриевич, Катунян Сергей Абрамович
МПК / Мітки
МПК: B23P 6/00
Мітки: трубопровода, ремонта, спосіб
Код посилання
<a href="https://ua.patents.su/4-3133-sposib-remonta-truboprovoda.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонта трубопровода</a>
Спосіб будування протифільтраційно-дренажної конструкції
Номер патенту: 755
Опубліковано: 15.12.1993
Автори: Чернухін Олександр Мойсійович, Галінський Олександр Михайлович
МПК: E02B 3/16
Мітки: конструкції, спосіб, протифільтраційно-дренажної, будування
Формула / Реферат:
1. Способ строительства противофильтра-ционно-дренажной конструкции, включающий разработку траншей под защитой глинистого раствора, опускание в ее полость пленочного противо-фильтрационного экрана, разглинизацию стенки траншей и укладку в-траншею дренажа с дренажным материалом, отличающийся тем, что с целью снижения стоимости строительства конструкции и повышения ее эксплуатационнии надежности, противофильтрационный экран и дренаж...
Ерліфт
Номер патенту: 631
Опубліковано: 15.12.1993
Автори: Рижков Юрій Олександрович, Гайдар Олександр Іванович
МПК: F04F 1/18
Мітки: ерліфт
Формула / Реферат:
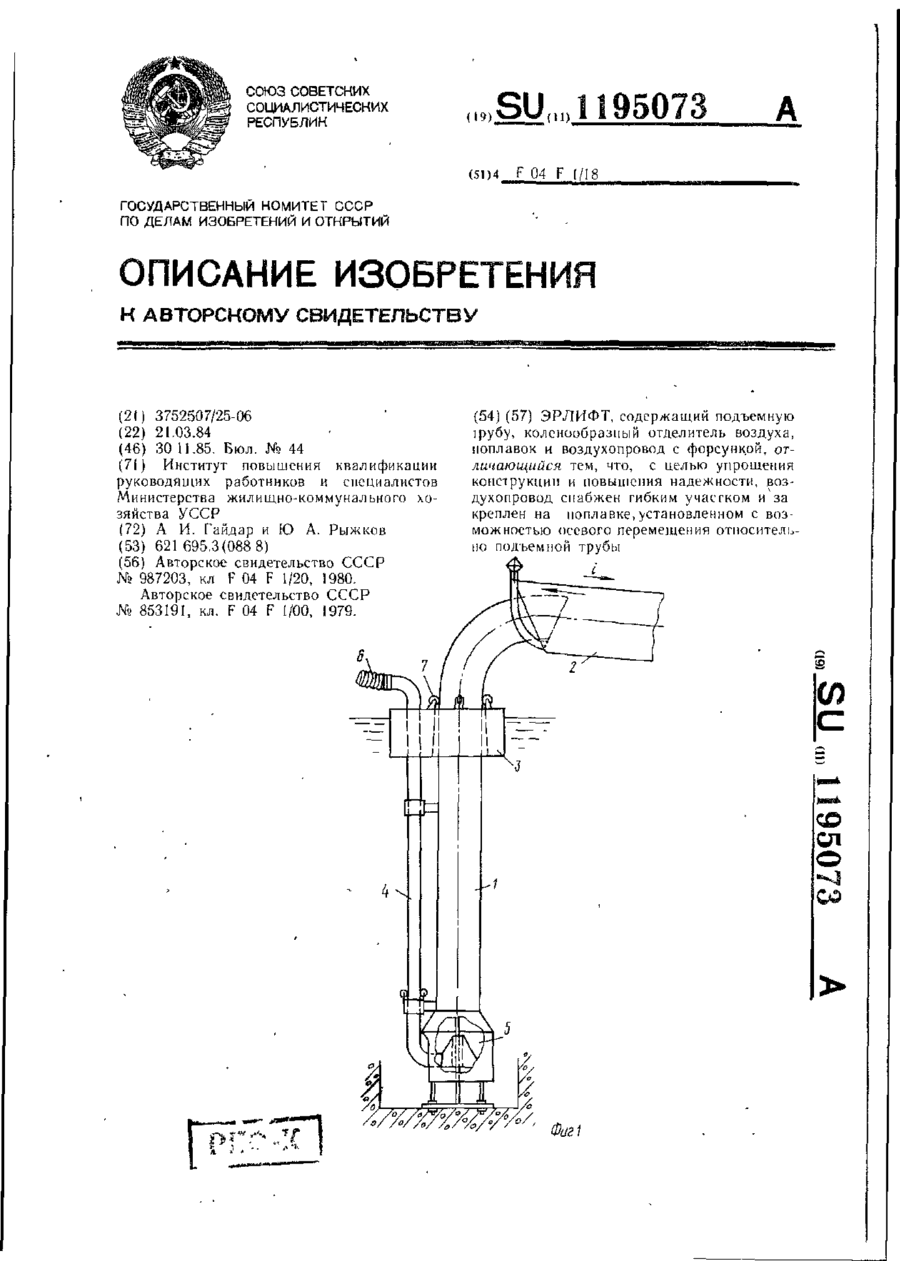
(57) ЭРЛИФТ, содержащий подъемную трубу, коленообразный отделитель воздуха, поплавок и воздухопровод с форсункой, отличающийся тем, что, с целью упрощения конструкции и повышения надежности, воздухопровод снабжен гибким участком и закреплен на поплавке, установленном с возможностью осевого перемещения относительно подъемной трубы.
Спосіб роздачі труб
Номер патенту: 2955
Опубліковано: 26.12.1994
Автори: Тир Валентин Рудольфович, Тир Сергій Валентинович
МПК: B21D 41/00
Формула / Реферат:
Способ раздачи труб дорном с одновременной подачей во внутреннюю полость трубы жидкого или газообразного рабочего тела под давлением, отличающийся тем, что, с целью улучшения качества внутренней поверхности труб и увеличения деформации металла труб за один проход дорна, рабочее тело подают в полость, расположенную перед дорном по ходу его перемещения.
Апарат для електрохімічної очистки забрудненої рідини

Номер патенту: 500
Опубліковано: 30.04.1993
Автори: Аксенко Олександр Олександрович, Назарян Мирон Мигранович, Зміївський Микола Никифорович, Коляда Володимир Олександрович
МПК: C02F 1/46
Мітки: апарат, очистки, рідини, забрудненої, електрохімічної
Формула / Реферат:
Формула изобретения Аппарат для электрохимической очистки загрязненной жидкости, включающий коаксиально установленные друг относительно друга и соединенные между собой эрлифтным трубопроводом отстойник и циркуляционную трубу, в которой размещены растворимые электроды, патрубки для подачи очищаемой и отвода очищенной жидкости, и пеноудаляющее устройство, отличающийся тем, что, с целью уменьшения габаритов, аппарат снабжен расположенным...
Холодильник доменної печі

Номер патенту: 2592
Опубліковано: 26.12.1994
Автори: Саклянов Віктор Степанович, Руденко Олександр Олександрович
МПК: C21B 7/10
Мітки: холодильник, доменної, печі
Формула / Реферат:
Холодильник доменной печи, содержащий плиту с залитыми в нее на равном расстоянии одна от другой охлаждающими трубами, отличающийся тем, что, с целью повышения стойкости холодильника за счет снижения напряжений в охлаждающих трубах, каждая из охлаждающих труб выполнена с двумя симметричными компенсационными изгибами, направленными под углом 4—7° к вертикальной оси холодильника, при этом расстояние от входного (выходного) участка охлаждающей...
Попередній патент: Машина для контактного стикового зварювання труб
Наступний патент: Спосіб монтажу трійників з відводами на діючих трубопроводах
Випадковий патент: Спосіб виробництва кормових брикетів