Спосіб виготовлення броньової сталі
Номер патенту: 32076
Опубліковано: 12.05.2008
Автори: Гончаров Анатолій Федорович, Ганошенко Ігор Володимирович, Гнєдаш Олександр Васильович, Ковура Олександр Борисович, Баличєв Юрій Матвійович, Мурашкін Олександр Вікторович, Разінкін Борис Іванович, Кислиця Вячеслав Володимирович, Михайлов Володимир Михайлович
Формула / Реферат
1. Спосіб виготовлення броньової сталі, який включає виплавку, позапічну обробку та безперервну розливку рідкого металу, термічну обробку литих слябів, попередню та кінцеву деформацію у реверсивному режимі, який відрізняється тим, що присадку розкислювачів та лігатур у метал при випуску плавки у сталерозливальний ківш проводять у наступній послідовності: навуглецьовувач, алюміній, марганцевмісні феросплави, кремнієвмісні феросплави, хромовмісні феросплави, алюміній, при цьому кількість кислоторозчинного алюмінію в сталі повинна бути в межах 0,02...0,06 %.
2. Спосіб за п. 1, який відрізняється тим, що при відливанні слябів броньової сталі на радіальних машинах безперервної розливки співвідношення об’ємних витрат води для охолодження на малих радіусах сляба та об’ємних витрат на великих радіусах зростає від початку криволінійної зони з 1,0 до 1,7 у кінці зони з питомими витратами 0,2...0,27 м3/т металу, при цьому співвідношення об’ємних витрат повітря на малому та великому радіусах сляба дорівнює одиниці при питомих витратах 3,7...8,5 м3/т.
3. Спосіб за пп. 1, 2, який відрізняється тим, що сляби після відливання охолоджують уповільнено зі швидкістю 5...20 °С на годину з наступним відпалом та протифлокенною обробкою, по суміщеному режиму, при цьому температура відпалу знаходиться в межах Ас3...Ас3+50 °С, а температура відпуску при протифлокенній обробці - в межах від Ас1-50 °С до Ас1-100 °С.
4. Спосіб за пп. 1...3, який відрізняється тим, що прокатку литих заготовок на листи виконують по схемі "литий сляб - лист" з однократним нагріванням, при цьому питомий час нагріву у прохідних печах знаходиться в межах 1,2...1,4 хвилини/мм товщини литої заготовки, а температура кінця прокатки у чистовій кліті не нижче 850 °С.
Текст
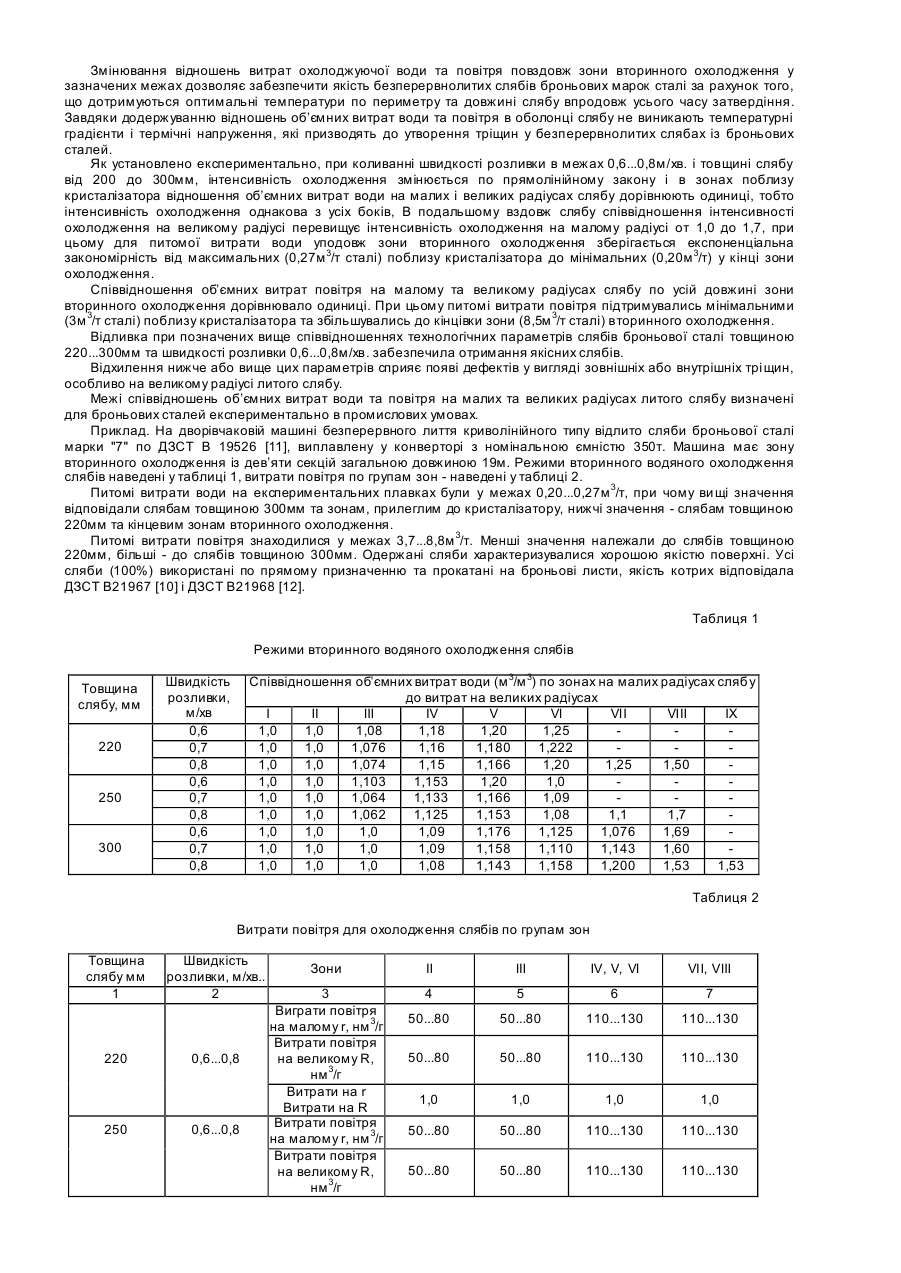
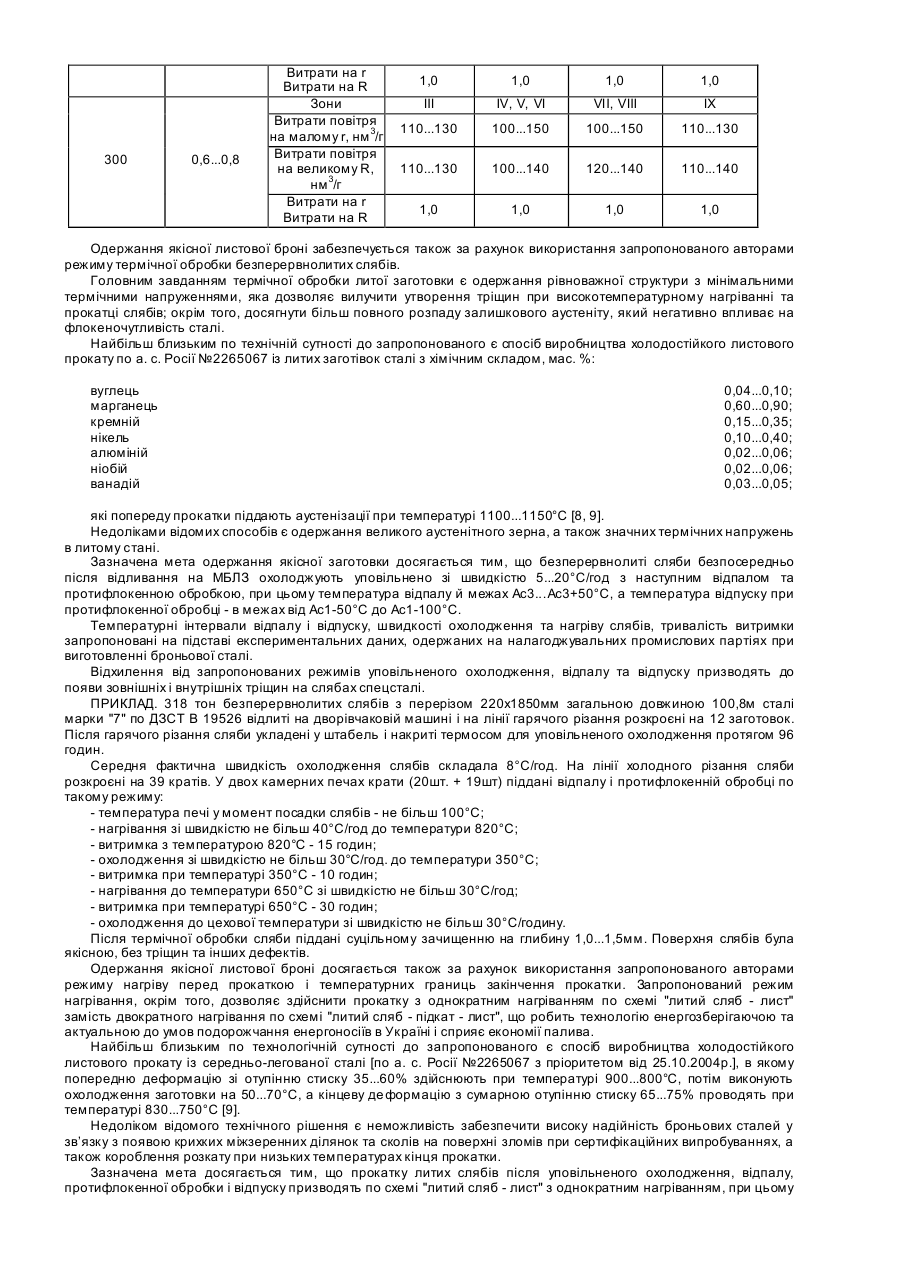
Корисна модель належить до металургії чорних металів, конкретніше - до металургії спецсталей, зокрема - до металургії броньових сталей. Відомий спосіб одержання броньових сталей з використанням виплавки у плавильних агрегатах з основною футеровкою. При цьому після досягнення необхідної концентрації вуглецю у металі, вилучення окисленого шлаку робиться розкислення розплаву силікомарганцем, феромарганцем, а також феросиліцієм із розрахунку введення кремнію на 0,15...0,20%. Заключне розкислення здійснюється введенням у рідкий метал алюмінію на штангах у кількості 0,6...0,9кг/т [1]. Одним з найбільш близьким до технічної сутності в галузі виплавки та розкислення є спосіб [а. с. СРСР №447434] виготовлення високоякісної сталі, при якому з метою одержання сталі з високими механічними властивостями, метал розкислювали способом послідовного введення у рідку металічну ванну кремнію у кількості 0,23...0,30% від ваги плавки, у ківш - силікокальцію в кількості 2,2...4,0кг/т сталі та алюмінію - у кількості 50...200г/т. [2]. Недоліком існуючої те хнології є те, що у результаті розкислення відомими способами утворюються неметалічні включення переважно у ви гляді оксидів кремнію до 35...40%, які знижують опірність сталі крихким руйнуванням, що не дозволяє одержати бронестійкість, яка відповідає сучасним вимогам. В основу корисної моделі поставлене завдання зниження у металі кількості крихких силікатних включень, які є концентраторами напружень та негативно впливають на бронестійкість, конкретно - на живучість броні, шляхом зміненім послідовності введення розкислювачів у рідку сталь. Зазначена мета досягається тим, що при виплавці сталі присаджування розкислювачів роблять при випуску плавки у сталерозливний ківш у такій послідовності: навуглецьователь, алюміній, марганецьвміщуючі феросплави, кремнійвміщуючі феросплави, хромвміщуючі феросплави, алюміній, при цьому кількість кислоторозчинного алюмінію у металі повинна бути у межах 0,02...0,06%. У відомому способі розкислення кінцевими продуктами є сполучення SiО2 та Аl2О 3 (35 та 50%, відповідно). У випадку запропонованої технології розкислення переважним видом неметалічних включень є оксиди алюмінію Аl2Oз (до 80%), які не деформуються під час прокатки та не окрихчують сталь. Використання запропонованої послідовності введення розкислювачів різко знижує в сталі кількість силікатів, що підвищує опірність сталі крихкому руйнуванню за рахунок очищення її від оксидів кремнію, які розташовуються по межам аустенітного зерна. Зменшення силікатів сприяє підвищенню в’язкопластичних властивостей сталі, і як наслідок, підвищенню живучості при балістичних навантаженнях. Окрім того, використання запропонованого способу розкислення знижує схильність сталі до зворотної відпускної крихкості [3], що має важливе значення що до броньової сталі, оскільки підвищує її опірність крихкому руйнуванню. При концентрації в сталі кислоторозчинного алюмінію менш 0,02% існує загроза збільшення частки силікатів в неметалевих включеннях, що негативно впливає на в’язкопластичні властивості броньових сталей. Збільшення концентрації алюмінію в сталі ви ще 0,06% призводить до зменшення її забруднення ендогенними включаннями, але можливе підвищення забруднення сталі екзогенними включаннями. Приклади конкретного виконання: 1. На ВАТ "Завод Дніпроспецсталь" (м. Запоріжжя) виплавлена броньова сталь марки "92" в електродуговій печі ємністю 25 тон. 2. В умовах ВАТ ДП "Завод підвищеної ваги бурильних та ведучих тр уб" (м. Суми) виплавлена сталь марки "71" в електродуговій печі ємністю 18 тон. Заключне рафінування та розкислення металу робили у ковші, а послідовність присаджування матеріалів була наступною: навуглецьователь, алюміній, марганецьвміщуючі феросплави, кремнійвміщуючі феросплави, ферохром, алюміній, при цьому концентрація кислоторозчинного алюмінію складала, відповідно, - 0,05% та 0,024%. Результати кульових випробувань засвідчили, що метал, виготовлений по запропонованій технології та випробуваний відповідно вимогам ДЗСТ В 21967 [10] і ДЗСТ В 21968 [12], забезпечив приріст зі стійкості проти гарантованого рівня сталі марки "1" (ДЗСТ В 19526 [11] у середньому відповідно товщинам: 8мм - 14%; 13мм 42%; 20мм - 39% [4, 5]. В основу корисної моделі також поставлене завдання одержувати безперервно литі сляби із тріщиночутливої броньової сталі без внутрішніх та зовнішніх тріщин за рахунок удосконалювання режимів водяного та повітряного охолодження у вторинній зоні. Відомий спосіб безперервного лиття, при якому з метою поліпшення якості слябів при кожному збільшенні широчини на величину, яка дорівнює товщині слябу, збільшують відстань від форсунок до поверхні слябу на величину, яка дорівнює 0,2...0,3 товщини й одночасно зменшують питомі витрати води у всій зоні вторинного охолодження відповідно прямолінійному закону від 0,6...1,1м 3/м 2 у початку зони до 0,2...0,3м 3/м 2 в кінці зони вторинного охолодження [6]. Найбільш близьким по технічній сутності є спосіб безперервного лиття з метою поліпшення якості слябів із трищиночутливих марок сталі, коли сляб охолоджують водоповітряною сумішшю впродовж часу, який дорівнює 0,28...0,74 часу повного затвердіння зливка, а верхню грань охолоджують водоповітряною сумішшю впродовж часу, більшого у 1,05...1,50 рази часу охолодження нижньої грані [7]. Недоліками відомих способів є нестабільна якість безперервно литих слябів. Існує імовірність появи тріщин при розливці броньових сталей, тому що цьому сприяють додаткове напруження розтягу на більшому радіусі згину сляба. Відомі способи не враховують особливості розливки броньових сталей на криволінійних установках. Відсутні дослідження з рівномірності температури поверхні сляба по його периметру, температурним градієнтам та напруженням. Зазначена мета досягається тим, що згідно запропонованому способу безперервного лиття слябів, який включає подачу рідкого металу в кристалізатор, витягування із нього слябу з перемінною швидкістю та охолодження водою і повітрям, при цьому відношення об’ємних витрат охолоджуючою води на малих радіусах до об’ємних витрат води на великих радіусах литої заготовки зростає від початку криволінійної зони з 1,0 до 1,7 у кінці зони з питомими витратами 0,20...0,27м 3/т, при цьому відношення об’ємних витрат повітря на малих та великих радіусах сляб у дорівнює 1,0 по усі х зонах, а питома витрата повітря - в межах 3,7...8,5м 3/т сталі. Змінювання відношень витрат охолоджуючої води та повітря повздовж зони вторинного охолодження у зазначених межах дозволяє забезпечити якість безперервнолитих слябів броньових марок сталі за рахунок того, що дотримуються оптимальні температури по периметру та довжині слябу впродовж усього часу затвердіння. Завдяки додержуванню відношень об’ємних витрат води та повітря в оболонці слябу не виникають температурні градієнти і термічні напруження, які призводять до утворення тріщин у безперервнолитих слябах із броньових сталей. Як установлено експериментально, при коливанні швидкості розливки в межах 0,6...0,8м/хв. і товщині слябу від 200 до 300мм, інтенсивність охолодження змінюється по прямолінійному закону і в зонах поблизу кристалізатора відношення об’ємних витрат води на малих і великих радіусах слябу дорівнюють одиниці, тобто інтенсивність охолодження однакова з усіх боків, В подальшому вздовж слябу співвідношення інтенсивності охолодження на великому радіусі перевищує інтенсивність охолодження на малому радіусі от 1,0 до 1,7, при цьому для питомої витрати води уподовж зони вторинного охолодження зберігається експоненціальна закономірність від максимальних (0,27м 3/т сталі) поблизу кристалізатора до мінімальних (0,20м 3/т) у кінці зони охолодження. Співвідношення об’ємних витрат повітря на малому та великому радіусах слябу по усій довжині зони вторинного охолодження дорівнювало одиниці. При цьому питомі витрати повітря підтримувались мінімальними (3м 3/т сталі) поблизу кристалізатора та збільшувались до кінцівки зони (8,5м 3/т сталі) вторинного охолодження. Відливка при позначених вище співвідношеннях технологічних параметрів слябів броньової сталі товщиною 220...300мм та швидкості розливки 0,6...0,8м/хв. забезпечила отримання якісних слябів. Відхилення нижче або вище цих параметрів сприяє появі дефектів у вигляді зовнішніх або внутрішніх трі щин, особливо на великому радіусі литого слябу. Межі співвідношень об’ємних витрат води та повітря на малих та великих радіусах литого слябу визначені для броньових сталей експериментально в промислових умовах. Приклад. На дворівчаковій машині безперервного лиття криволінійного типу відлито сляби броньової сталі марки "7" по ДЗСТ В 19526 [11], виплавлену у конверторі з номінальною ємністю 350т. Машина має зону вторинного охолодження із дев’яти секцій загальною довжиною 19м. Режими вторинного водяного охолодження слябів наведені у таблиці 1, витрати повітря по групам зон - наведені у таблиці 2. Питомі витрати води на експериментальних плавках були у межах 0,20...0,27м 3/т, при чому ви щі значення відповідали слябам товщиною 300мм та зонам, прилеглим до кристалізатору, нижчі значення - слябам товщиною 220мм та кінцевим зонам вторинного охолодження. Питомі витрати повітря знаходилися у межах 3,7...8,8м 3/т. Менші значення належали до слябів товщиною 220мм, більші - до слябів товщиною 300мм. Одержані сляби характеризувалися хорошою якістю поверхні. Усі сляби (100%) використані по прямому призначенню та прокатані на броньові листи, якість котрих відповідала ДЗСТ В21967 [10] і ДЗСТ В21968 [12]. Таблиця 1 Режими вторинного водяного охолодження слябів Товщина слябу, мм 220 250 300 Співвідношення об’ємних витрат води (м 3/м 3) по зонах на малих радіусах сляб у до витрат на великих радіусах І ІІ III IV V VI VII VIII IX 1,0 1,0 1,08 1,18 1,20 1,25 1,0 1,0 1,076 1,16 1,180 1,222 1,0 1,0 1,074 1,15 1,166 1,20 1,25 1,50 1,0 1,0 1,103 1,153 1,20 1,0 1,0 1,0 1,064 1,133 1,166 1,09 1,0 1,0 1,062 1,125 1,153 1,08 1,1 1,7 1,0 1,0 1,0 1,09 1,176 1,125 1,076 1,69 1,0 1,0 1,0 1,09 1,158 1,110 1,143 1,60 1,0 1,0 1,0 1,08 1,143 1,158 1,200 1,53 1,53 Швидкість розливки, м/хв 0,6 0,7 0,8 0,6 0,7 0,8 0,6 0,7 0,8 Таблиця 2 Витрати повітря для охолодження слябів по групам зон Товщина слябу мм 1 220 250 Швидкість розливки, м/хв.. 2 0,6...0,8 0,6...0,8 Зони II ІІІ IV, V, VI VII, VIII 3 Виграти повітря на малому r, нм 3/г Витрати повітря на великому R, нм 3/г Витрати на r Витрати на R Витрати повітря на малому r, нм 3/г Витрати повітря на великому R, нм 3/г 4 5 6 7 50...80 50...80 110...130 110...130 50...80 50...80 110...130 110...130 1,0 1,0 1,0 1,0 50...80 50...80 110...130 110...130 50...80 50...80 110...130 110...130 300 0,6...0,8 Витрати на r Витрати на R Зони Витрати повітря на малому r, нм 3/г Витрати повітря на великому R, нм 3/г Витрати на r Витрати на R 1,0 1,0 1,0 1,0 ІІІ IV, V, VІ VII, VІІІ ІХ 110...130 100...150 100...150 110...130 110...130 100...140 120...140 110...140 1,0 1,0 1,0 1,0 Одержання якісної листової броні забезпечується також за рахунок використання запропонованого авторами режиму термічної обробки безперервнолитих слябів. Головним завданням термічної обробки литої заготовки є одержання рівноважної структури з мінімальними термічними напруженнями, яка дозволяє вилучити утворення тріщин при високотемпературному нагріванні та прокатці слябів; окрім того, досягнути більш повного розпаду залишкового аустеніту, який негативно впливає на флокеночутливість сталі. Найбільш близьким по технічній сутності до запропонованого є спосіб виробництва холодостійкого листового прокату по а. с. Росії №2265067 із литих заготівок сталі з хімічним складом, мас. %: вуглець марганець кремній нікель алюміній ніобій ванадій 0,04...0,10; 0,60...0,90; 0,15...0,35; 0,10...0,40; 0,02...0,06; 0,02...0,06; 0,03...0,05; які попереду прокатки піддають аустенізації при температурі 1100...1150°С [8, 9]. Недоліками відомих способів є одержання великого аустенітного зерна, а також значних термічних напружень в литому стані. Зазначена мета одержання якісної заготовки досягається тим, що безперервнолиті сляби безпосередньо після відливання на МБЛЗ охолоджують уповільнено зі швидкістю 5...20°С/год з наступним відпалом та протифлокенною обробкою, при цьому температура відпалу й межах Ас3...Ас3+50°С, а температура відпуску при протифлокенної обробці - в межах від Ас1-50°С до Ас1-100°С. Температурні інтервали відпалу і відпуску, швидкості охолодження та нагріву слябів, тривалість витримки запропоновані на підставі експериментальних даних, одержаних на налагоджувальних промислових партіях при виготовленні броньової сталі. Відхилення від запропонованих режимів уповільненого охолодження, відпалу та відпуску призводять до появи зовнішніх і внутрішніх тріщин на слябах спецсталі. ПРИКЛАД. 318 тон безперервнолитих слябів з перерізом 220х1850мм загальною довжиною 100,8м сталі марки "7" по ДЗСТ В 19526 відлиті на дворівчаковій машині і на лінії гарячого різання розкроєні на 12 заготовок. Після гарячого різання сляби укладені у штабель і накриті термосом для уповільненого охолодження протягом 96 годин. Середня фактична швидкість охолодження слябів складала 8°С/год. На лінії холодного різання сляби розкроєні на 39 кратів. У двох камерних печах крати (20шт. + 19шт) піддані відпалу і протифлокенній обробці по такому режиму: - температура печі у момент посадки слябів - не більш 100°С; - нагрівання зі швидкістю не більш 40°С/год до температури 820°С; - витримка з температурою 820°С - 15 годин; - охолодження зі швидкістю не більш 30°С/год. до температури 350°С; - витримка при температурі 350°С - 10 годин; - нагрівання до температури 650°С зі швидкістю не більш 30°С/год; - витримка при температурі 650°С - 30 годин; - охолодження до цехової температури зі швидкістю не більш 30°С/годину. Після термічної обробки сляби піддані суцільному зачищенню на глибину 1,0...1,5мм. Поверхня слябів була якісною, без тріщин та інших дефектів. Одержання якісної листової броні досягається також за рахунок використання запропонованого авторами режиму нагріву перед прокаткою і температурних границь закінчення прокатки. Запропонований режим нагрівання, окрім того, дозволяє здійснити прокатку з однократним нагріванням по схемі "литий сляб - лист" замість двократного нагрівання по схемі "литий сляб - підкат - лист", що робить технологію енергозберігаючою та актуальною до умов подорожчання енергоносіїв в Україні і сприяє економії палива. Найбільш близьким по технологічній сутності до запропонованого є спосіб виробництва холодостійкого листового прокату із середньо-легованої сталі [по а. с. Росії №2265067 з пріоритетом від 25.10.2004р.], в якому попередню деформацію зі отупінню стиску 35...60% здійснюють при температурі 900...800°С, потім виконують охолодження заготовки на 50...70°С, а кінцеву де формацію з сумарною отупінню стиску 65...75% проводять при температурі 830...750°С [9]. Недоліком відомого технічного рішення є неможливість забезпечити високу надійність броньових сталей у зв’язку з появою крихких міжзеренних ділянок та сколів на поверхні зломів при сертифікаційних випробуваннях, а також короблення розкату при низьких температурах кінця прокатки. Зазначена мета досягається тим, що прокатку литих слябів після уповільненого охолодження, відпалу, протифлокенної обробки і відпуску призводять по схемі "литий сляб - лист" з однократним нагріванням, при цьому питомий час нагріву у прохідних печах складає 1,2...1,4хв/мм товщини литої заготовки, а температура кінця прокатки не нижче 850°С. Технологічні параметри визначені на підставі експериментальної прокатки броньових листів. При питомому часі нагрівання нижче 1,2хв/мм товщини слябу не досягається ступінь прогріву слябів, яка достатня для деформації у черновій та чистовій клітях до потрібної товщини листів; питомий час нагрівання більш 1,4хв/мм недоцільний внаслідок надмірних втрат енергоносіїв. Температура кінця прокатки нижче 850°С для сталей з хімічним складом у відповідності з ДЗСТ В 19526 є зоною ризику для жорсткості клітей і найбільших зусиль прокатки листових станів України; можливі поломки вузлів стану, у тому числі - обтискних валків, а також короблення листової броні. Приклад. Сталь, яку виплавили у кисневому конверторі згідно п. 1 формули, розлили на МБЛЗ в сляби перерізом 220 х 1850мм згідно п. 2 формули, піддану уповільненому охолодженню, відпалу, протифлокенній обробці та відпуску згідно п. 3 формули прокатами безпосередньо на листи наступними розмірами; мм; 8х1800х4000...7300; 10х1800х4000...7300; 12х1800х4000...7300; 13х1800х4000..,7300; 15х1800х4000... 7300; 20х1800х4000...7300; 110х1830х5200; 140х1830х4300. При цьому питомий час нагрівання слябів у прохідній печі складав 1,25...1,40хв/мм товщини слябу. Фактична температура закінчення прокатки у чистовій кліті була в межах 970...863°С, при цьому максимальна температура відповідає плиті товщиною 140мм, мінімальна ж (863°С) відповідає листу товщиною 8мм. Прокатка слябів і запропоновані параметри засвідчили, що жорстокість кліті стану (600тс/мм) достатня для виготовлення броньової сталі, при цьому максимальне зусилля при прокатці складало 3900тс при допущеному зусиллі прокатки не більш 4600тс. Якість усіх виготовлених листів після полігонних контрольних випробувань відповідала вимогам ДЗСТ В 21967 [10]. Використана інформація: 1. Основные положения по технологии выплавки и разливки броневых марок стали № ОП - 60713 - 69. 2. А. с. СССР №447434, МКИ С21с 5/04; С 21с 7/06 с приоритетом от 06.03,73г. 3. Месысин B.C. Основы легирования стали, М. «Металлургиздат», 1959, 688с. 4. Технический отчет по теме: «Разработка на предприятиях Украины новой экономнолегированной толстолистовой конструкционной стали марки «92», г. Мариуполь, УкрГосНИИ КМ «Прометен», 1999г. 84с, с ил. 5. Технический отчет по теме: «Разработка и освоение технологии производства тонколистовой броневой стали с повышенными свойствами. Шифр «Кристалл-1», г. Мариуполь, УкрГосНИИ КМ «Прометей», 2005г., 47с, с ил. 6. Авторское свидетельство СССР № - 1079344 кл. В 22Д, 11/00. Способ непрерывного литья слитков с приоритетом от 18.06.82г. 7. Авторское свидетельство СССР №-1079345, кл. В22Д, 11/00. Способ непрерывного литья слитков с приоритетом от 17.08.82г. 8. Авторское свидетельство России №2264475, кл. 7С21Д 8/02, С22с 38/46. Способ производства штрипсов из низколегированной стали, приоритет от 30.08.2004г. 9. Авторское свидетельство России №2265067, кл. 7С21Д 8/02. Способ производства хладостойкого листового проката (варианты), приоритет от 25.10, 2004г. 10. ГОСТ В 21967, Листы стальные броневые противопульные. Технические условия. 11. ГОСТ В 19526. Сталь горячекатаная броневая для бронетанковой техники. 12. ГОСТ В 21968. Листы противоснарядные. Технические условия.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for armour steel production
Автори англійськоюHoncharov Anatolii Fedorovych, Razinkin Borys Ivanovych, Balychiev Yurii Matviiovych, Hniedash Oleksandr Vasyliovych, Kovura Oleksandr Borysovych, Mykhailov Volodymyr Mykhailovych, Hanoshenko Ihor Volodymyrovych, Kyslytsia Viacheslav Volodymyrovych, Murashkin Oleksandr Viktorovych
Назва патенту російськоюСпособ изготовления броневой стали
Автори російськоюГончаров Анатолий Федорович, Разинкин Борис Иванович, Баличев Юрий Матвеевич, Гнедаш Александр Васильевич, Ковура Александр Борисович, Михайлов Владимир Михайлович, Ганошенко Игорь Владимирович, Кислица Вячеслав Владимирович, Мурашкин Александр Викторович
МПК / Мітки
Мітки: броньової, спосіб, виготовлення, сталі
Код посилання
<a href="https://ua.patents.su/4-32076-sposib-vigotovlennya-bronovo-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення броньової сталі</a>
Спосіб виробництва броньової сталі
Номер патенту: 56072
Опубліковано: 15.04.2003
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
Мітки: броньової, спосіб, сталі, виробництва
Формула / Реферат:
1. Спосіб виробництва броньової сталі, що включає розливання сталі, гарячу прокатку і загартування прокату, який відрізняється тим, що після гарячої прокатки виконують термоциклування прокату, при цьому розливання сталі проводять із швидкістю прохолодження 70-90°С/с, гарячу прокатку проводять в інтервалі температур 1090-1150°С з обтисненням 15-25%, загартування проводять після термоциклування прохолодженням лицьової поверхні заготівки із...
Здатна до емалювання з обох сторін гарячекатана смуга або лист із сталі, зокрема зі сталі if, та спосіб її виготовлення (варіанти)
Номер патенту: 79406
Опубліковано: 11.06.2007
Автори: Шьотлер Йоахім, Флакса Фолкер, Фрайєр Клаус
МПК: C22C 38/00, C21D 8/02, C22C 38/14
Мітки: сторін, обох, смуга, виготовлення, здатна, гарячекатана, лист, зокрема, спосіб, варіанти, емалювання, сталі
Формула / Реферат:
1. Здатна до емалювання з обох сторін гарячекатана сталева смуга або лист із сталі товщиною до 10 мм, зокрема виготовлені зі сталі IF, при цьому сталь має наступний склад, мас. %:С - 0,010 максимальноSi - 0,030 максимальноMn - 0,80 максимальноР - 0,020 максимальноS - 0,030 мінімальноAl - 0,020-0,060Nb - (0,6-1,0)x(93/12)x(C)В - (0,5-1,5)x(11/14)x(N)Ті - мінімально...
Спосіб виготовлення листа із сталі, лист із сталі та спосіб підвищення опору сталі до розповсюдження тріщин у листі
Номер патенту: 59425
Опубліковано: 15.09.2003
Автори: Бангару Нарасімха-Рао В., Воун Глен А., Ку Джаянг
МПК: C21D 8/00
Мітки: листі, тріщин, листа, сталі, виготовлення, опору, спосіб, лист, підвищення, розповсюдження
Формула / Реферат:
1. Спосіб виготовлення листа із сталі, який має мікрошарову мікроструктуру, що містить 2-10 об.% тонких шарів аустеніту і 90-98 об.% пластинок переважно дрібнозернистого мартенситу і дрібнозернистого нижнього бейніту, який виготовляють із сталевого сляба, який містить залізо і наступні легуючі елементи, мас.%:0,04-0,12 С,принаймні 1-6 Ni,0,1-1,0 Сu,0,1-0,8 Мо,0,02-0,1 Nb,0,008-0,03...
Деталь з конструкційної сталі, що придатна до зварювання, та спосіб її виготовлення
Номер патенту: 81929
Опубліковано: 25.02.2008
Автори: Бріссон Жан-Жорж, Бегіно Жан
МПК: C21D 8/02, C22C 38/54
Мітки: спосіб, зварювання, конструкційної, деталь, сталі, виготовлення, придатна
Формула / Реферат:
1. Деталь з конструкційної сталі, що придатна до зварювання, до хімічного складу якої входять, мас. %:С не менше 0,40 та не більше 0,50Si не менше 0,50 та не більше 1,50Mo + W/2 не більше 1,50B не менше 0,0005 та не більше 0,010N не більше 0,025Al не більше 0,90,решту складає залізо та домішки, що утворилися при плавленні,причому Si + Al не більше 2,0, крім того значення вмісту...
Спосіб виготовлення холоднокатаної стрічки з легованої сталі
Номер патенту: 76347
Опубліковано: 17.07.2006
Автори: Пасько Тетяна Григорівна, Уланова Олександра Лук'янівна, Аріх Сергій Георгійович, Зеленський Віктор Євгенович, Побегайло Олег Андрійович, Шебаніц Едуард Миколайович, Норка Сергій Петрович, Будніков Володимир Іванович, Мурашкін Олександр Вікторович
Мітки: стрічки, виготовлення, легованої, сталі, холоднокатаної, спосіб
Формула / Реферат:
Спосіб виготовлення холоднокатаної стрічки з легованої сталі, що включає травлення, холодну прокатку, відпал, дресирування і порізку смуги на стрічки, який відрізняється тим, що підготовку підкату здійснюють за рахунок попереднього відпалу гарячекатаних рулонів перед травленням, додаткового відпалу після травлення, дворазової холодної прокатки, де першу холодну прокатку здійснюють з обтисненням 30-40%, другу холодну прокатку - з обтисненням...
Попередній патент: Установка статичного розтягування-кручення для визначення характеристик тріщиностійкості матеріалів за змішаного навантаження
Наступний патент: Ліжко рятувально-оздоровче “ковчег спальний -2″
Випадковий патент: Окуляри дорослих для бачення і позаду себе