Деталь з конструкційної сталі, що придатна до зварювання, та спосіб її виготовлення
Формула / Реферат
1. Деталь з конструкційної сталі, що придатна до зварювання, до хімічного складу якої входять, мас. %:
С не менше 0,40 та не більше 0,50
Si не менше 0,50 та не більше 1,50
Mo + W/2 не більше 1,50
B не менше 0,0005 та не більше 0,010
N не більше 0,025
Al не більше 0,90,
решту складає залізо та домішки, що утворилися при плавленні,
причому Si + Al не більше 2,0, крім того значення вмісту алюмінію, бору та азоту згаданого складу, додатково відповідають такому відношенню:
В ≥ 1/3 • К + 0,5
при К = Min (I*; J*)
I* = Max (0; I) та J* = Max (0; J)
I = Min (N; N – 0,29(Ti – 5))

і структура якої є бейнітною, мартенситною або мартенситно-бейнітною та додатково містить від 3 до 20 % залишкового аустеніту.
2. Деталь зі сталі за п. 1, яка відрізняється тим, що сталь додатково містить Mn не більше 3,0 мас. %.
3. Деталь зі сталі за пп. 1 або 2, яка відрізняється тим, що сталь додатково містить Ni не більше 5,0 мас. %.
4. Деталь зі сталі за будь-яким з пп. 1-3, яка відрізняється тим, що сталь додатково містить Cr не більше 4,0 мас. %.
5. Деталь зі сталі за будь-яким з пп. 1-4, яка відрізняється тим, що сталь додатково містить Cu не більше 1,0 мас. %.
6. Деталь зі сталі за будь-яким з пп. 1-5, яка відрізняється тим, що сталь містить Mo + W/2 не більше 1,50 мас. %.
7. Деталь зі сталі за будь-яким з пп. 1-6, яка відрізняється тим, що сталь додатково містить
щонайменше один елемент, вибраний з групи, яка включає: V, Nb, Та, S та Са, з вмістом, меншим 0,3 мас. %, та/або з Ті та Zr з вмістом, що є меншим або дорівнює 0,5 мас. %.
8. Деталь зі сталі за будь-яким з пп. 1-7, яка відрізняється тим, що хімічний склад сталі додатково відповідає такому співвідношенню, мас. %:
(1,1•Mn + 0,7•Ni + 0,6•Cr + 1,5•(Mo + W/2)) не менше 1,0.
9. Деталь зі сталі за будь-яким з пп. 1-7, яка відрізняється тим, що хімічний склад сталі додатково відповідає такому співвідношенню, мас. %:
(1,1•Mn + 0,7•Ni + 0,6•Cr + 1,5•(Mo + W/2)) не менше 2,0.
10. Деталь зі сталі за будь-яким з пп. 1-9, яка відрізняється тим, що хімічний склад сталі додатково відповідає такому співвідношенню, мас. %:
(Cr + 3•(Mo + W/2)) не менше 1,8.
11. Деталь зі сталі за будь-яким з пп. 1-9, яка відрізняється тим, що хімічний склад сталі додатково відповідає такому співвідношенню, мас. %:
(Cr + 3•(Mo + W/2)) не менше 2,0.
12. Спосіб виготовлення деталі зі сталі, що придатна до зварювання, за будь-яким з пп. 1-11, який відрізняється тим, що: заготовку деталі аустенізують нагріванням до температури, що знаходиться в межах від Ас3 до 1000 °С, краще, від Ас3 до 950 °С, потім її охолоджують до температури, що є меншою або дорівнює 200 °С, таким чином, щоб у серцевині деталі швидкість охолодження від 800 °С до 500 °С перевищувала критичну бейнітну швидкість або дорівнювала їй.
13. Спосіб за п. 12, який відрізняється тим, що в серцевині згаданої заготовки деталі швидкість охолодження між 500 °С і температурою, що є меншою або дорівнює 200 °С, знаходиться в межах від 0,07 °С/с до 5 °С/с.
14. Спосіб за пп. 12 або 13, який відрізняється тим, що при необхідності здійснюють відпуск при температурі, що є меншою або дорівнює Ас1.
15. Спосіб за будь-яким з пп. 12-14, який відрізняється тим, що відпуск здійснюють при температурі, меншій 300 °С, протягом часу менше 10 годин, після охолодження до температури, що є меншою або дорівнює 200 °С.
16. Спосіб за будь-яким з пп. 12-14, який відрізняється тим, що після охолодження до температури, що є меншою або дорівнює 200 °С, відпуск не виконують.
17. Спосіб виготовлення деталі зі сталі, що придатна до зварювання, зокрема листа зі сталі, товщина якого складає від 3 мм до 150 мм, який відрізняється тим, що здійснюють загартування згаданого листа, при цьому швидкість VR охолодження в серцевині деталі між 800 °С та 500 °С і склад сталі вибирають таким чином, щоб він відповідав наступному співвідношенню, мас. %:
(1,1•Mn + 0,7•Ni + 0,6•Cr + 1,5•(Mo + W/2) + log VR) не менше 5,5.
18. Спосіб виготовлення листа зі сталі за п. 17, який відрізняється тим, що здійснюють загартування заготовки згаданого листа, при цьому швидкість VR охолодження в серцевині заготовки деталі між 800 °С та 500 °С і склад сталі вибирають таким чином, щоб він відповідав наступному співвідношенню, мас. %:
(1,1•Mn + 0,7•Ni + 0,6•Cr + 1,5•(Mo + W/2) + log VR) не менше 6,0.
Текст
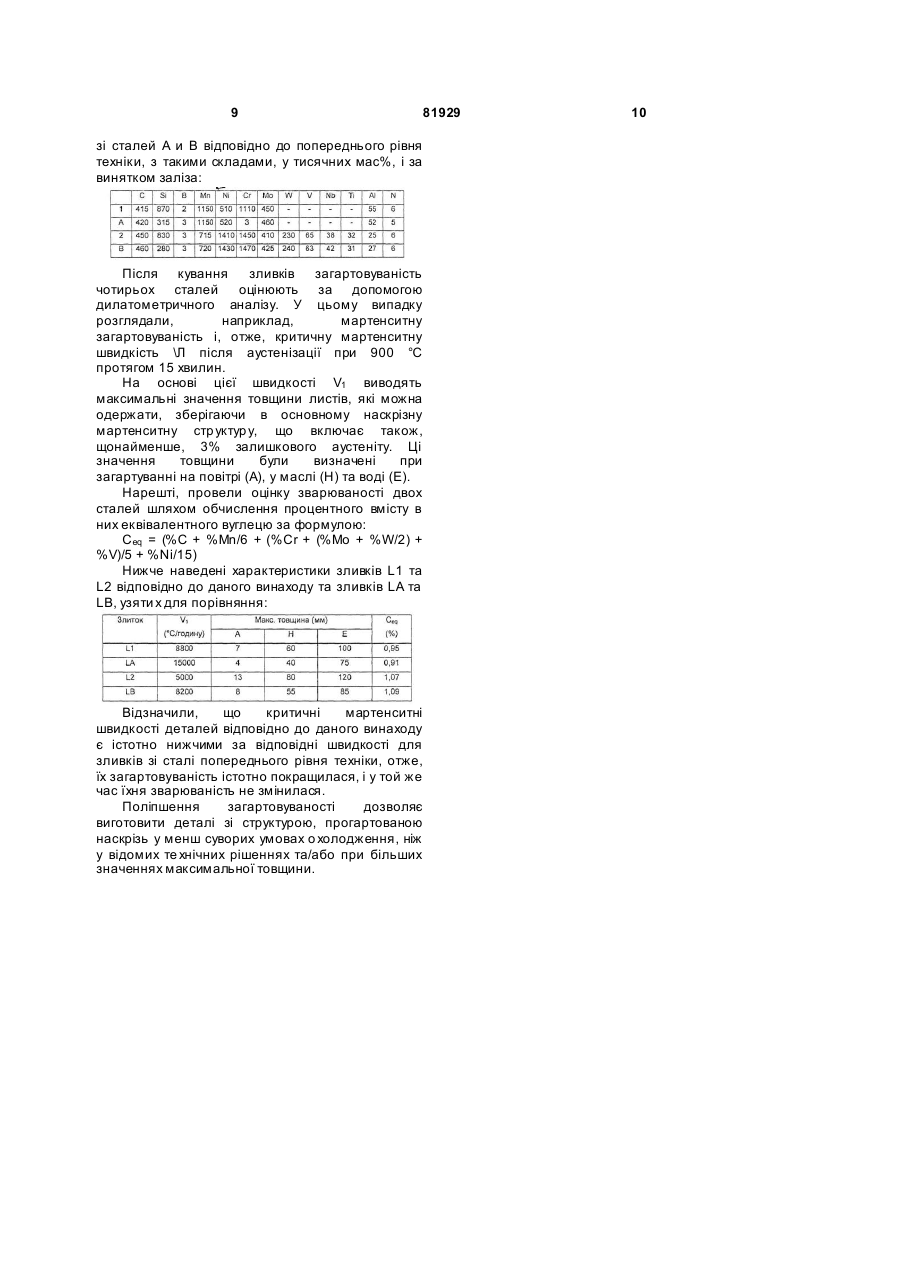
1. Деталь з конструкційної сталі, що придатна до зварювання, до хімічного складу якої входять, мас. %: С не менше 0,40 та не більше 0,50 Si не менше 0,50 та не більше 1,50 Mo + W/2 не більше 1,50 B не менше 0,0005 та не більше 0,010 N не більше 0,025 Al не більше 0,90, решту складає залізо та домішки, що утворилися при плавленні, причому Si + Al не більше 2,0, крім того значення вмісту алюмінію, бору та азоту згаданого складу, додатково відповідають такому відношенню: В ≥ 1/3 • К + 0,5 при К = Min (I*; J*) I* = Ma x (0; I) та J* = Ma x (0 ; J) I = Min (N; N – 0,29(Ti – 5)) 2 (19) 1 3 81929 4 охолодження від 800 °С до 500 °С перевищувала критичну бейнітну швидкість або дорівнювала їй. 13. Спосіб за п. 12, який відрізняється тим, що в серцевині згаданої заготовки деталі швидкість охолодження між 500 °С і температурою, що є меншою або дорівнює 200 °С, знаходиться в межах від 0,07 °С/с до 5 °С/с. 14. Спосіб за пп. 12 або 13, який відрізняється тим, що при необхідності здійснюють відпуск при температурі, що є меншою або дорівнює Ас1. 15. Спосіб за будь-яким з пп. 12-14, який відрізняє ться тим, що відпуск здійснюють при температурі, меншій 300 °С, протягом часу менше 10 годин, після охолодження до температури, що є меншою або дорівнює 200 °С. 16. Спосіб за будь-яким з пп. 12-14, який відрізняє ться тим, що після охолодження до температури, що є меншою або дорівнює 200 °С, відпуск не виконують. 17. Спосіб виготовлення деталі зі сталі, що придатна до зварювання, зокрема листа зі сталі, товщина якого складає від 3 мм до 150 мм, який відрізняє ться тим, що здійснюють загартування згаданого листа, при цьому швидкість VR охолодження в серцевині деталі між 800 °С та 500 °С і склад сталі вибирають таким чином, щоб він відповідав наступному співвідношенню, мас. %: (1,1•Mn + 0,7•Ni + 0,6•Cr + 1,5•(Mo + W/2) + log VR) не менше 5,5. 18. Спосіб виготовлення листа зі сталі за п. 17, який відрізняється тим, що здійснюють загартування заготовки згаданого листа, при цьому швидкість VR охолодження в серцевині заготовки деталі між 800 °С та 500 °С і склад сталі вибирають таким чином, щоб він відповідав наступному співвідношенню, мас. %: (1,1•Mn + 0,7•Ni + 0,6•Cr + 1,5•(Mo + W/2) + log VR) не менше 6,0. Даний винахід стосується зварюваних деталей з конструкційної сталі та способу їхнього виготовлення. Конструкційні сталі повинні мати певний набір механічних характеристик, щоб відповідати вимогам застосування, і, зокрема, повинні мати підвищену твердість. Для цього використовують сталі, які мають здатність до загартовування, тобто, у яких можна одержати мартенситну або бейнітну структур у за допомогою досить швидкого та ефективного охолодження. Таким чином, визначають критичну, бейнітну швидкість, за межами якої одержують бейнітну, мартенситну або мартенситно-бейнітну структур у, залежно від досягнутої швидкості охолодження.· Загартовуваність цих сталей залежить від вмісту в них елементів, що підвищують прогартовуваність. Як правило, чим вище кількість таких елементів у сталі, тим нижче критична бейнітна швидкість. Крім механічних характеристик, конструкційні сталі повинні мати гарну зварюваність. Однак, при зварюванні сталевої деталі зона зварювання, яку називають також зоною термічного впливу або ЗТВ, зазнає впливу надвисокої температури протягом короткого часу, а потім різкого охолодження, що .надає цій зоні підвищеної твердості, яка може призвести до утворення тріщин, що обмежує зварюваність сталі. Звичайно зварюваність сталі оцінюють за допомогою обчислення її «вуглецевого еквівалента» за такою формулою: Ceq = (%С + %Мn/6 + (%Сr + (%Мо + %W/2) + %V)/5 + %Ni/15) У першому наближенні, чим нижче вуглецевий еквівалент сталі, тим вище зварюваність сталі. Тому зрозуміло, що поліпшення загартовуваності, яке досягається за рахунок більш високого вмісту елементів, що підвищують прогартовуваність, погіршує її зварюваність. Для поліпшення загартовуваності цих сталей без погіршення зварюваності були розроблені марки мікролегованої бором сталі за рахунок того, що, зокрема, дія цього елемента, який підвищує прогартовуваність, знижується при підвищенні температури аустенізації. Таким чином, ЗТВ стає менш прогартовуваною, ніж вона була б у марки сталі з тією ж загартовуваністю без бору, і, таким чином, можна знизити загартовуваність і твердість цієї ЗТВ. Разом з тим, оскільки гартівна дія бору в незвареній ділянці сталі наближається до насичення при значеннях вмісту від 30 до 50 частин на мільйон, то додаткового поліпшення загартовуваності сталі можна досягти лише шляхом додавання елементів, що підвищують прогартовуваність, дія яких не залежить від температури аустенізації, що автоматично погіршує зварюваність цих сталей. Так само, поліпшення зварюваності досягається шляхом зменшення вмісту елементів, які підвищують прогартовуваність, що автоматично приводить до зниження загартовуваності. Задачею даного винаходу є усунення цього недоліку шляхом розробки конструкційної сталі, яка має поліпшену загартовуваність без зниження її зварюваності. У цьому зв'язку першим об'єктом даного винаходу є зварювана деталь з конструкційної сталі, до хімічного складу якої входять, у мас.%: 0,40°/
ДивитисяДодаткова інформація
Назва патенту англійськоюDetail of constructional steel, suitable for welding, and method for making thereof
Автори англійськоюBeguinot Jean, Brisson Jean-Georges
Назва патенту російськоюДеталь из конструкционной стали, которая пригодна к свариванию, и способ ее изготовления
Автори російськоюБегино Жан, Бриссон Жан-Жорж
МПК / Мітки
МПК: C22C 38/54, C21D 8/02
Мітки: конструкційної, виготовлення, зварювання, спосіб, придатна, деталь, сталі
Код посилання
<a href="https://ua.patents.su/5-81929-detal-z-konstrukcijjno-stali-shho-pridatna-do-zvaryuvannya-ta-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Деталь з конструкційної сталі, що придатна до зварювання, та спосіб її виготовлення</a>
Деталь та спосіб виготовлення деталі або листа із конструкційної сталі, що придатна до зварювання
Номер патенту: 80010
Опубліковано: 10.08.2007
Автори: Бегіно Жан, Бріссон Жан-Жорж
МПК: C22C 38/54, C21D 8/02, C22C 38/44
Мітки: зварювання, спосіб, виготовлення, деталі, придатна, деталь, конструкційної, листа, сталі
Формула / Реферат:
1. Деталь із конструкційної сталі, що придатна для зварювання, яка відрізняється тим, що до хімічного складу сталі входять, мас. %:С не менше 0,10 і не більше 0,22 Si не менше 0,50 і не більше 1,50 Аl не більше 0,9Мn не більше 3 Мо + W/2 не більше 1,5 В не менше 0,0005 і не більше 0,010 N не більше 0,025, щонайменше...
Спосіб виготовлення деталі та деталь, виготовлена зі сталі, яка має абразивну стійкість
Номер патенту: 81134
Опубліковано: 10.12.2007
Автори: Бегіно Жан, Бріссон Жан-Жорж
МПК: C22C 38/14, C21D 1/18
Мітки: має, сталі, абразивну, виготовлена, спосіб, яка, стійкість, виготовлення, деталі, деталь
Формула / Реферат:
1. Спосіб виготовлення деталі, зокрема листа зі сталі, яка має абразивну стійкість, при цьому до хімічного складу такої сталі входять, мас. %:С не менше 0,1 і менше ніж 0,23Si не більше 2Аl не більше 2Si + Аl не менше 0,5 і не більше 2Мn не більше 2,5Ni не більше 5Сr не більше 5Мо не більше 1W не більше 2Мо + W/2 не менше 0,05 і не більше 1В не більше 0,02Ті...
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі
Номер патенту: 45389
Опубліковано: 15.04.2002
Автори: Бондар Володимир Григорович, Штакун Володимир Анатолійович, Сорокін Юрій Володимирович, Гогаєв Казбек Олександрович, Ульшин Віктор Іванович
МПК: B23P 15/28, B22F 7/06, B21K 5/00, B22F 3/20
Мітки: різального, спосіб, біметалевого, конструкційної, інструменту, сталі, швидкорізальної, виготовлення
Формула / Реферат:
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі, який включає отримання біметалевої заготовки, спікання її у вакуумі і гарячу екструзію з одержанням профільної різальної частини, з'єднання її з хвостовою частиною, який відрізняється тим, що отримання біметалевої заготовки здійснюють розміщенням у пресформі двох шарів порошків конструкційної та швидкорізальної сталі з висотою засипки порошку...
Спосіб виготовлення листової сталі, що має абразивну стійкість, і одержаний цим способом лист
Номер патенту: 80308
Опубліковано: 10.09.2007
Автори: Бріссон Жан-Жорж, Бегіно Жан
МПК: C21D 8/02, C22C 38/00, C21D 1/18
Мітки: цим, сталі, має, спосіб, способом, виготовлення, одержаний, абразивну, листової, лист, стійкість
Формула / Реферат:
1. Спосіб виготовлення деталі, зокрема листа зі сталі, що має абразивну стійкість, при цьому до хімічного складу такої сталі входять, мас. %:С більше або дорівнює 0,35 і менше або дорівнює 0,8,Si не більше 2,Al не більше 2, причомуSi + Al більше або дорівнює 0,35 і менше або дорівнює 2,Mn не більше 2,5,Ni не більше 5,Cr не більше 5,Mo не більше 0,50,W не більше 1,00,...
Спосіб термічної обробки балонів високого тиску з легованої конструкційної сталі
Номер патенту: 8582
Опубліковано: 15.08.2005
Автори: Сергєєв Віктор Володимирович, Жарко Валентин Пантелеймонович, Юр'єв Михайло Павлович, Соломадіна Єлизавета Андріївна, Мельник Віктор Григорович, Янковський Володимир Михайлович, Літвінський Яків Ісакович, Іванов Анатолій Іванович
МПК: C21D 9/08
Мітки: спосіб, термічної, сталі, легованої, конструкційної, тиску, високого, обробки, балонів
Формула / Реферат:
Спосіб термічної обробки балонів з легованої конструкційної сталі, що включає нагрів балонів під загартування, загартування шляхом охолодження у воді і подальший відпуск при температурі 500-600°С з витримкою 60-90 хв., який відрізняється тим, що нагрів під загартування здійснюють до температури Тн, залежної від температури верхньої критичної точки Ас3 сталі, з якої виготовляють балон, від вмісту в ній вуглецю, марганцю, хрому, молібдену, яку...
Попередній патент: Спосіб одержання композиційного матеріалу на основі політетрафторетилену
Наступний патент: Порошковий препарат для інгаляції, що містить тіотропій
Випадковий патент: Спосіб одержання поверхнево-активних речовин