Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 32662
Опубліковано: 26.05.2008
Автори: Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович, Косячков Вячеслав Олександрович
Формула / Реферат
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного базового розплаву, що включає послідовне заливання базового розплаву в ливарну форму через дві незалежні (автономні) ливникові системи, коли одну частину виливка заливають через першу ливникову систему вихідним (базовим) розплавом, а іншу частину виливка, яка залишилася незаповненою, заливають тим же базовим розплавом через другу незалежну від першої (автономну) ливникову систему, в якій розплав, що зaливaєтьcя, проходить внутрішньоформову обробку (модифікування) дрібнодисперсним, дробленим зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою добавкою, який відрізняється тим, що при заливанні частини виливка через першу ливникову систему вихідний (базовий) розплав також проходить внутрішньоформову обробку (модифікування, легування або інше) іншим за функціональним призначенням і дією на властивості і структуру металу, в порівнянні з заливанням через другу ливникову систему, дрібнодисперсним, дробленим, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою добавкою.
Текст
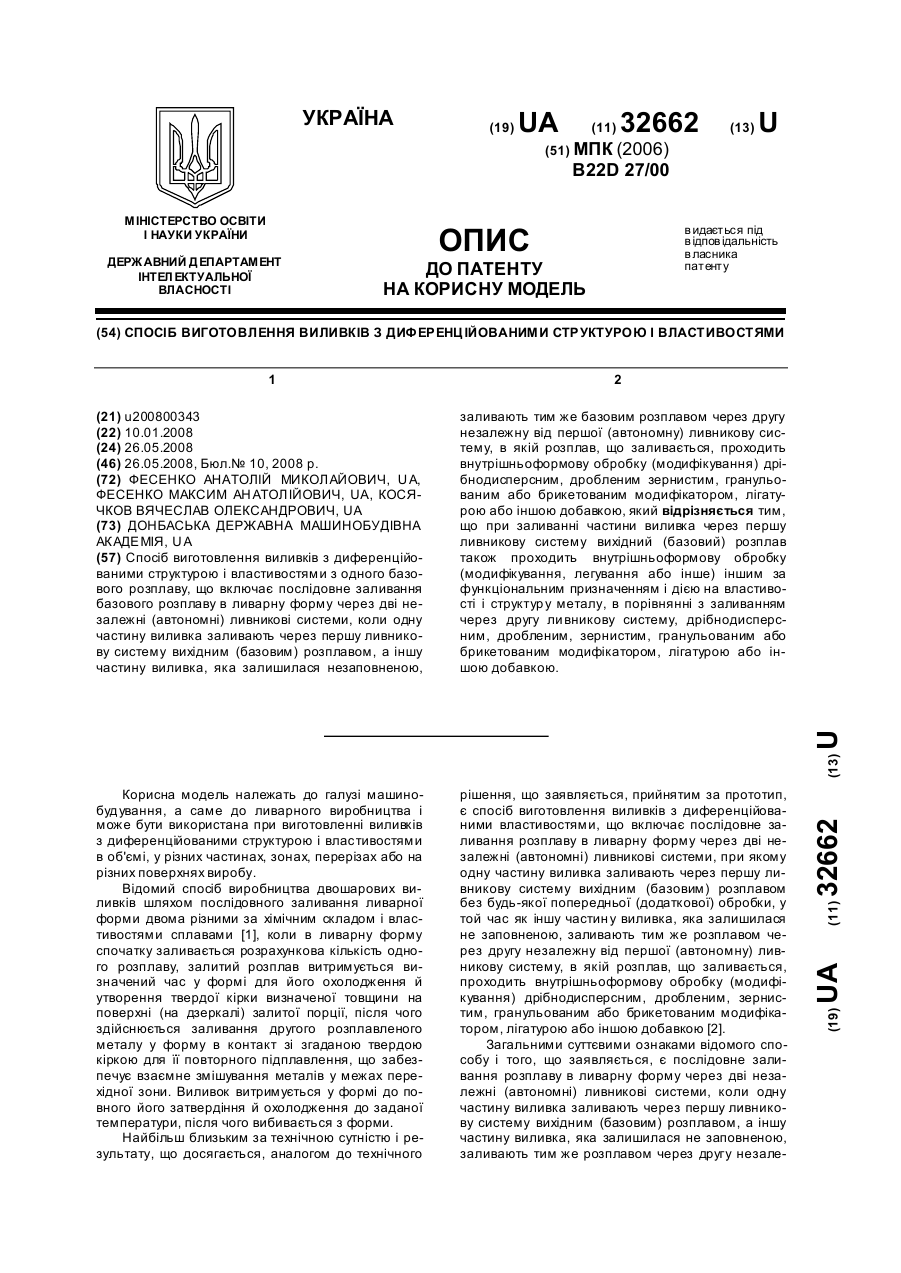
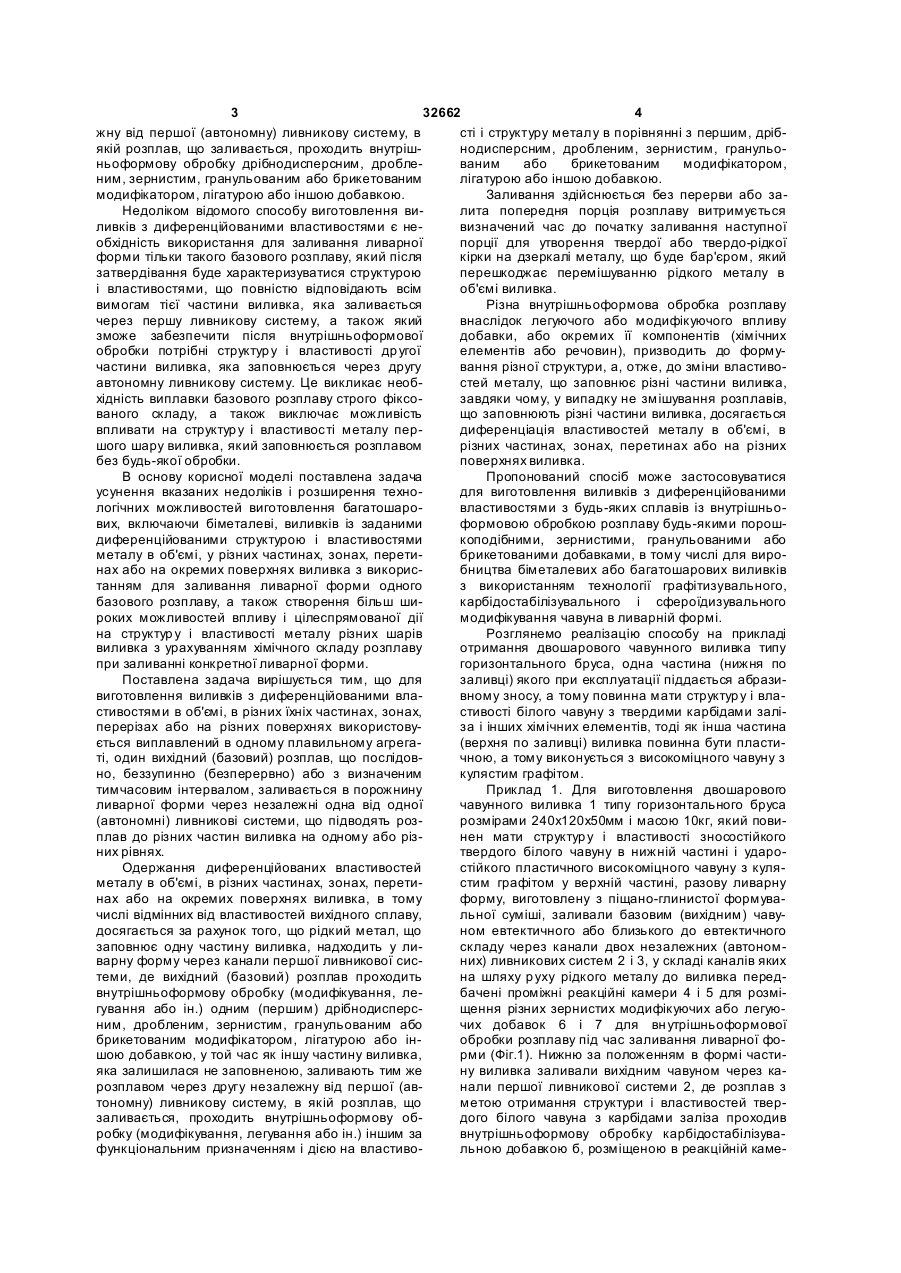
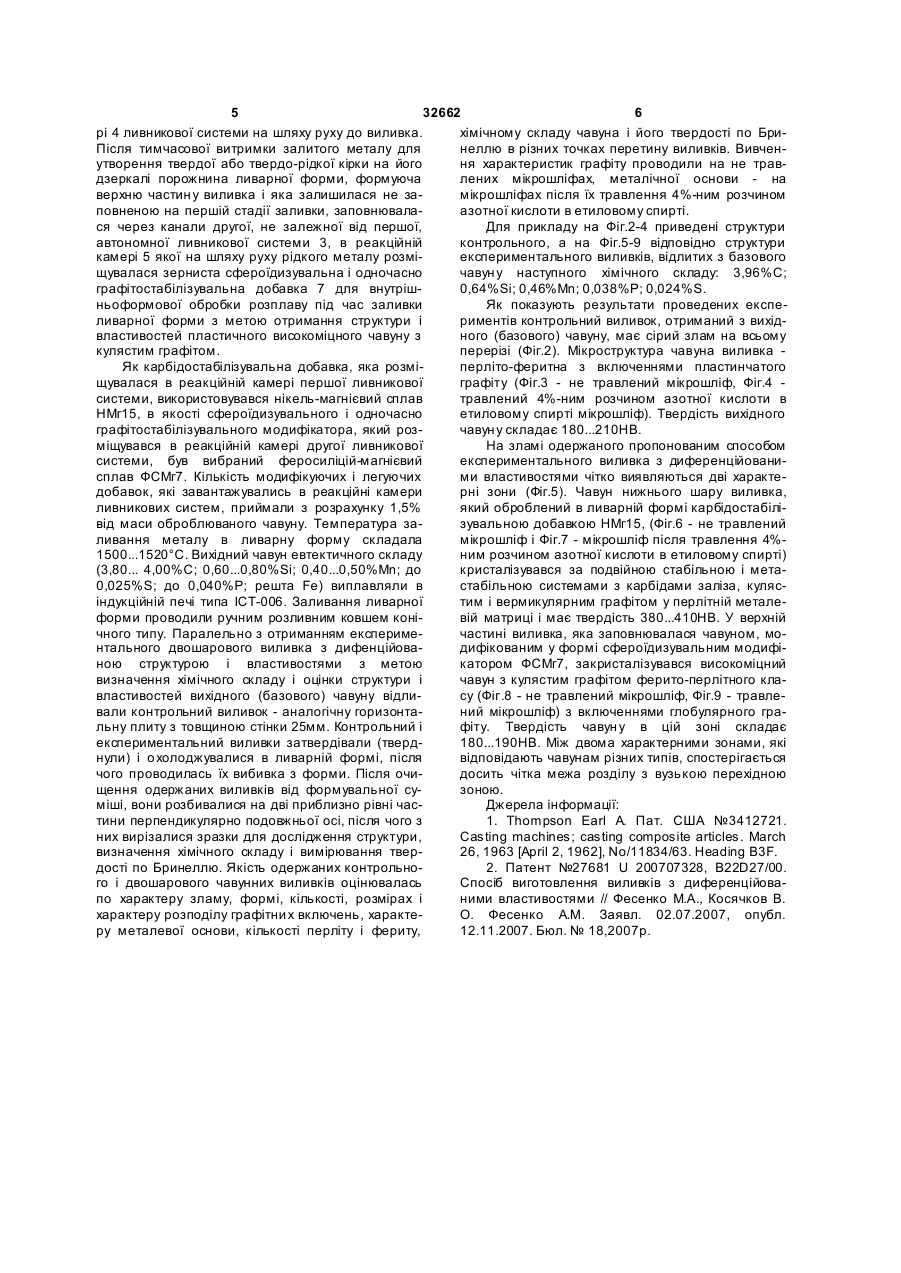
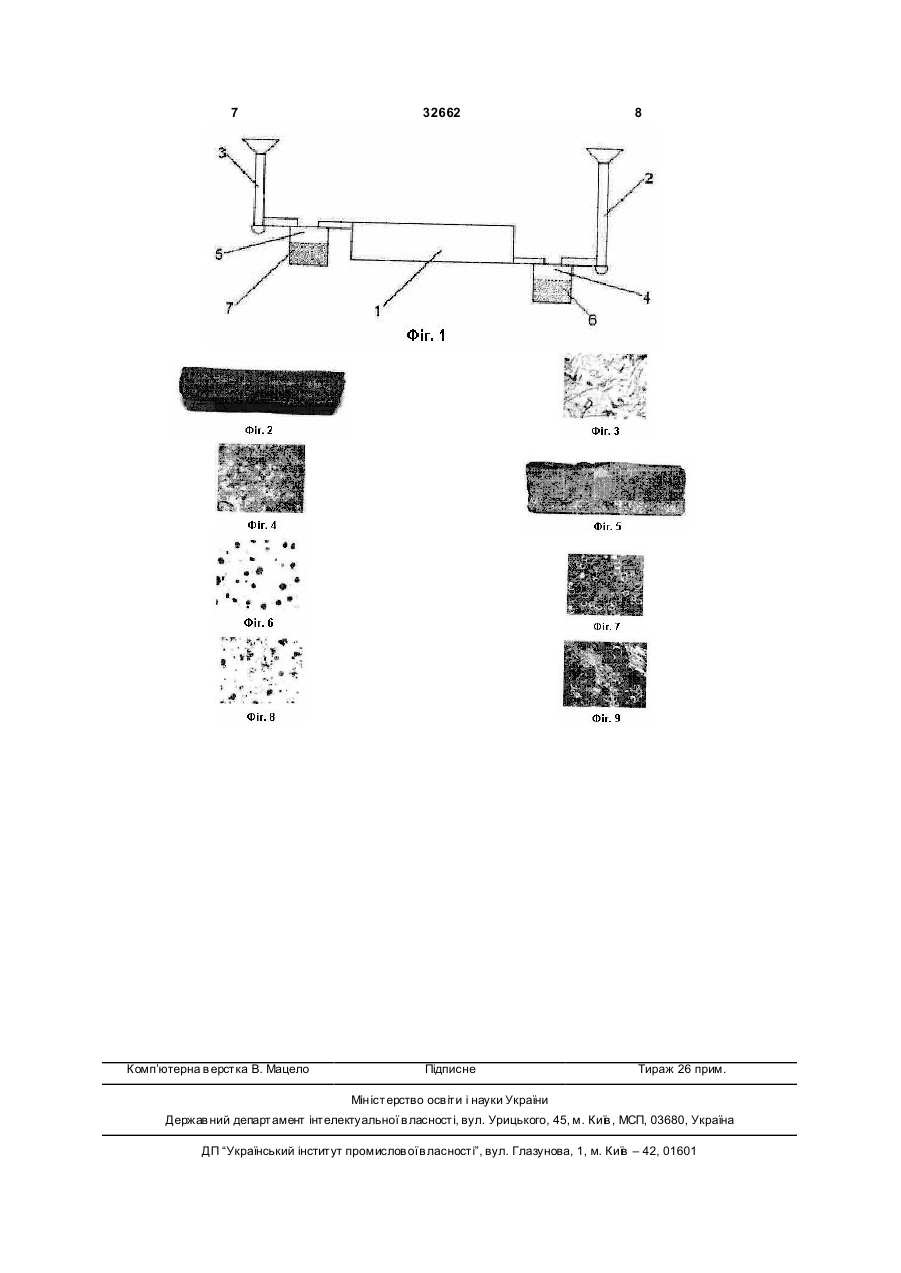
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного базового розплаву, що включає послідовне заливання базового розплаву в ливарну форму через дві незалежні (автономні) ливникові системи, коли одну частину виливка заливають через першу ливникову систему вихідним (базовим) розплавом, а іншу частину виливка, яка залишилася незаповненою, 3 32662 4 жну від першої (автономну) ливникову систему, в сті і структуру металу в порівнянні з першим, дрібякій розплав, що заливається, проходить внутрішнодисперсним, дробленим, зернистим, гранульоньоформову обробку дрібнодисперсним, дроблеваним або брикетованим модифікатором, ним, зернистим, гранульованим або брикетованим лігатурою або іншою добавкою. модифікатором, лігатурою або іншою добавкою. Заливання здійснюється без перерви або заНедоліком відомого способу виготовлення вилита попередня порція розплаву витримується ливків з диференційованими властивостями є невизначений час до початку заливання наступної обхідність використання для заливання ливарної порції для утворення твердої або твердо-рідкої форми тільки такого базового розплаву, який після кірки на дзеркалі металу, що буде бар'єром, який затвердівання буде характеризуватися структурою перешкоджає перемішуванню рідкого металу в і властивостями, що повністю відповідають всім об'ємі виливка. вимогам тієї частини виливка, яка заливається Різна внутрішньоформова обробка розплаву через першу ливникову систему, а також який внаслідок легуючого або модифікуючого впливу зможе забезпечити після внутрішньоформової добавки, або окремих її компонентів (хімічних обробки потрібні структур у і властивості др угої елементів або речовин), призводить до формучастини виливка, яка заповнюється через другу вання різної структури, а, отже, до зміни властивоавтономну ливникову систему. Це викликає необстей металу, що заповнює різні частини виливка, хідність виплавки базового розплаву строго фіксозавдяки чому, у випадку не змішування розплавів, ваного складу, а також виключає можливість що заповнюють різні частини виливка, досягається впливати на структур у і властивості металу пердиференціація властивостей металу в об'ємі, в шого шару виливка, який заповнюється розплавом різних частинах, зонах, перетинах або на різних без будь-якої обробки. поверхнях виливка. В основу корисної моделі поставлена задача Пропонований спосіб може застосовуватися усунення вказаних недоліків і розширення технодля виготовлення виливків з диференційованими логічних можливостей виготовлення багатошаровластивостями з будь-яких сплавів із внутрішньових, включаючи біметалеві, виливків із заданими формовою обробкою розплаву будь-якими порошдиференційованими структурою і властивостями коподібними, зернистими, гранульованими або металу в об'ємі, у різних частинах, зонах, перетибрикетованими добавками, в тому числі для виронах або на окремих поверхнях виливка з викорисбництва біметалевих або багатошарових виливків танням для заливання ливарної форми одного з використанням технології графітизувального, базового розплаву, а також створення більш шикарбідостабілізувального і сфероїдизувального роких можливостей впливу і цілеспрямованої дії модифікування чавуна в ливарній формі. на структур у і властивості металу різних шарів Розглянемо реалізацію способу на прикладі виливка з урахуванням хімічного складу розплаву отримання двошарового чавунного виливка типу при заливанні конкретної ливарної форми. горизонтального бруса, одна частина (нижня по Поставлена задача вирішується тим, що для заливці) якого при експлуатації піддається абразивиготовлення виливків з диференційованими влавному зносу, а тому повинна мати структур у і властивостями в об'ємі, в різних їхніх частинах, зонах, стивості білого чавуну з твердими карбідами заліперерізах або на різних поверхнях використовуза і інших хімічних елементів, тоді як інша частина ється виплавлений в одному плавильному агрега(верхня по заливці) виливка повинна бути пластиті, один вихідний (базовий) розплав, що послідовчною, а тому виконується з високоміцного чавуну з но, беззупинно (безперервно) або з визначеним кулястим графітом. тимчасовим інтервалом, заливається в порожнину Приклад 1. Для виготовлення двошарового ливарної форми через незалежні одна від одної чавунного виливка 1 типу горизонтального бруса (автономні) ливникові системи, що підводять розрозмірами 240х120х50мм і масою 10кг, який повиплав до різних частин виливка на одному або різнен мати структур у і властивості зносостійкого них рівнях. твердого білого чавуну в нижній частині і удароОдержання диференційованих властивостей стійкого пластичного високоміцного чавуну з куляметалу в об'ємі, в різних частинах, зонах, перетистим графітом у верхній частині, разову ливарну нах або на окремих поверхнях виливка, в тому форму, виготовлену з піщано-глинистої формувачислі відмінних від властивостей вихідного сплаву, льної суміші, заливали базовим (вихідним) чавудосягається за рахунок того, що рідкий метал, що ном евтектичного або близького до евтектичного заповнює одну частину виливка, надходить у лискладу через канали двох незалежних (автономварну форму через канали першої ливникової сисних) ливникових систем 2 і 3, у складі каналів яких теми, де вихідний (базовий) розплав проходить на шляху р уху рідкого металу до виливка передвнутрішньоформову обробку (модифікування, лебачені проміжні реакційні камери 4 і 5 для розмігування або ін.) одним (першим) дрібнодисперсщення різних зернистих модифікуючих або легуюним, дробленим, зернистим, гранульованим або чих добавок 6 і 7 для вн утрішньоформової брикетованим модифікатором, лігатурою або інобробки розплаву під час заливання ливарної фошою добавкою, у той час як іншу частину виливка, рми (Фіг.1). Нижню за положенням в формі частияка залишилася не заповненою, заливають тим же ну виливка заливали вихідним чавуном через карозплавом через другу незалежну від першої (авнали першої ливникової системи 2, де розплав з тономну) ливникову систему, в якій розплав, що метою отримання структури і властивостей тверзаливається, проходить внутрішньоформову обдого білого чавуна з карбідами заліза проходив робку (модифікування, легування або ін.) іншим за внутрішньоформову обробку карбідостабілізувафункціональним призначенням і дією на властивольною добавкою б, розміщеною в реакційній каме 5 32662 6 рі 4 ливникової системи на шляху руху до виливка. хімічному складу чавуна і його твердості по БриПісля тимчасової витримки залитого металу для неллю в різних точках перетину виливків. Вивченутворення твердої або твердо-рідкої кірки на його ня характеристик графіту проводили на не травдзеркалі порожнина ливарної форми, формуюча лених мікрошліфах, металічної основи - на верхню частин у виливка і яка залишилася не замікрошліфах після їх травлення 4%-ним розчином повненою на першій стадії заливки, заповнювалаазотної кислоти в етиловому спирті. ся через канали другої, не залежної від першої, Для прикладу на Фіг.2-4 приведені структури автономної ливникової системи 3, в реакційній контрольного, а на Фіг.5-9 відповідно структури камері 5 якої на шляху руху рідкого металу розміекспериментального виливків, відлитих з базового щувалася зерниста сфероїдизувальна і одночасно чавун у наступного хімічного складу: 3,96%С; графітостабілізувальна добавка 7 для внутріш0,64%Si; 0,46%Mn; 0,038%P; 0,024%S. ньоформової обробки розплаву під час заливки Як показують результати проведених експеливарної форми з метою отримання структури і риментів контрольний виливок, отриманий з вихідвластивостей пластичного високоміцного чавуну з ного (базового) чавуну, має сірий злам на всьому кулястим графітом. перерізі (Фіг.2). Мікроструктура чавуна виливка Як карбідостабілізувальна добавка, яка розміперліто-феритна з включеннями пластинчатого щувалася в реакційній камері першої ливникової графіту (Фіг.3 - не травлений мікрошліф, Фіг.4 системи, використовувався нікель-магнієвий сплав травлений 4%-ним розчином азотної кислоти в НМг15, в якості сфероїдизувального і одночасно етиловому спирті мікрошліф). Твердість вихідного графітостабілізувального модифікатора, який розчавун у складає 180...210НВ. міщувався в реакційній камері другої ливникової На зламі одержаного пропонованим способом системи, був вибраний феросиліцій-магнієвий експериментального виливка з диференційованисплав ФСМг7. Кількість модифікуючих і легуючих ми властивостями чітко виявляються дві характедобавок, які завантажувались в реакційні камери рні зони (Фіг.5). Чавун нижнього шару виливка, ливникових систем, приймали з розрахунку 1,5% який оброблений в ливарній формі карбідостабілівід маси оброблюваного чавуну. Температура зазувальною добавкою НМг15, (Фіг.6 - не травлений ливання металу в ливарну форму складала мікрошліф і Фіг.7 - мікрошліф після травлення 4%1500...1520°С. Вихідний чавун евтектичного складу ним розчином азотної кислоти в етиловому спирті) (3,80... 4,00%С; 0,60...0,80%Si; 0,40...0,50%Mn; до кристалізувався за подвійною стабільноюі мета0,025%S; до 0,040%Р; решта Fe) виплавляли в стабільною системами з карбідами заліза, кулясіндукційній печі типа ІСТ-006. Заливання ливарної тим і вермикулярним графітом у перлітній металеформи проводили ручним розливним ковшем конівій матриці і має твердість 380...410НВ. У верхній чного типу. Паралельно з отриманням експеримечастині виливка, яка заповнювалася чавуном, монтального двошарового виливка з дифенційовадифікованим у формі сфероїдизувальним модифіною структурою і властивостями з метою катором ФСМг7, закристалізувався високоміцний визначення хімічного складу і оцінки структури і чавун з кулястим графітом ферито-перлітного клавластивостей вихідного (базового) чавуну відлису (Фіг.8 - не травлений мікрошліф, Фіг.9 - травлевали контрольний виливок - аналогічну горизонтаний мікрошліф) з включеннями глобулярного гральну плиту з товщиною стінки 25мм. Контрольний і фіту. Твердість чавун у в цій зоні складає експериментальний виливки затвердівали (тверд180...190НВ. Між двома характерними зонами, які нули) і о холоджувалися в ливарній формі, після відповідають чавунам різних типів, спостерігається чого проводилась їх вибивка з форми. Після очидосить чітка межа розділу з вузькою перехідною щення одержаних виливків від формувальної сузоною. міші, вони розбивалися на дві приблизно рівні часДжерела інформації: тини перпендикулярно подовжньої осі, після чого з 1. Thompson Earl А. Пат. США №3412721. них вирізалися зразки для дослідження структури, Casting machines; casting composite articles. March визначення хімічного складу і вимірювання твер26, 1963 [April 2, 1962], No/11834/63. Heading B3F. дості по Бринеллю. Якість одержаних контрольно2. Патент №27681 U 200707328, B22D27/00. го і двошарового чавунних виливків оцінювалась Спосіб виготовлення виливків з диференційовапо характеру зламу, формі, кількості, розмірах і ними властивостями // Фесенко М.А., Косячков В. характеру розподілу графітни х включень, характеО. Фесенко A.M. Заявл. 02.07.2007, опубл. ру металевої основи, кількості перліту і фериту, 12.11.2007. Бюл. № 18,2007р. 7 Комп’ютерна в ерстка В. Мацело 32662 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing castings with differentiated structure and properties
Автори англійськоюFesenko Anatolii Mykolaiovych, Fesenko Maksym Anatoliiovych, Kosiachkov Viacheslav Oleksandrovych
Назва патенту російськоюСпособ изготовления отливок с дифференцированными структурой и свойствами
Автори російськоюФесенко Анатолий Николаевич, Фесенко Максим Анатольевич, Косячков Вячеслав Александрович
МПК / Мітки
МПК: B22D 27/00
Мітки: структурою, виливків, спосіб, диференційованими, властивостями, виготовлення
Код посилання
<a href="https://ua.patents.su/4-32662-sposib-vigotovlennya-vilivkiv-z-diferencijjovanimi-strukturoyu-i-vlastivostyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виливків з диференційованими структурою і властивостями</a>
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного базового розплаву
Номер патенту: 32713
Опубліковано: 26.05.2008
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович
МПК: B22D 27/00
Мітки: властивостями, виливків, диференційованими, спосіб, виготовлення, структурою, базового, розплаву, одного
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного вихідного (базового) розплаву, що включає послідовне заливання вихідного (базового) розплаву в ливарну форму через загальний стояк і канали ярусної (поверхової) ливникової системи, який відрізняється тим, що одну частину виливка заливають вихідним (базовим) розплавом через загальний стояк і канали першого (нижнього) ярусу (поверху) ливникової системи без...
Спосіб виготовлення виливків з диференційованими властивостями
Номер патенту: 27681
Опубліковано: 12.11.2007
Автори: Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: виготовлення, диференційованими, виливків, властивостями, спосіб
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими властивостями, що включає послідовне заливання розплаву в ливарну форму через дві незалежні (автономні) ливникові системи, який відрізняється тим, що одну частину виливка заливають через першу ливникову систему вихідним (базовим) розплавом без будь-якої попередньої (додаткової) обробки, у той час як іншу частину виливка, яка залишилася не заповненою, заливають тим же розплавом через другу...
Спосіб виготовлення виливків з різними структурою і властивостями в загальній ливарній формі з одного базового розплаву
Номер патенту: 27682
Опубліковано: 12.11.2007
Автори: Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: спосіб, різними, виливків, одного, базового, виготовлення, загальній, розплаву, властивостями, структурою, форми, ливарний
Формула / Реферат:
Спосіб виготовлення виливків з різними структурою і властивостями в загальній ливарній формі з одного базового розплаву, що включає заливання в загальну ливарну форму базового розплаву, затвердіння залитого рідкого металу, охолоджування виливків з наступним їх вибиванням з ливарної форми, який відрізняється тим, що залитий розплав, що проходить шлях до порожнини виливків через розгалужену ливникову систему, де в спеціальних порожнинах...
Ливникова система для виготовлення виливків з різними структурою і властивостями з одного базового розплаву в загальній ливарній формі
Номер патенту: 29197
Опубліковано: 10.01.2008
Автори: Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: різними, одного, базового, властивостями, ливникова, загальній, виливків, система, розплаву, ливарний, виготовлення, структурою, форми
Формула / Реферат:
1. Ливникова система для виготовлення виливків з різними структурою і властивостями з одного базового розплаву в загальній ливарній формі, що містить ливникову чашу або лійку (воронку), стояк, зумпф, розподільний канал, яка відрізняється тим, що наявні автономні відгалуження, в складі яких на шляху руху базового розплаву до виливка передбачені сполучні канали, шлаковловлювачі та живильники, а також реакційні камери з розміщеними в них різними...
Спосіб модифікування чавуну для виробництва двошарових виливків
Номер патенту: 30511
Опубліковано: 25.02.2008
Автори: Косячков Вячеслав Олександрович, Чайковський Олексій Анатолійович, Могилатенко Володимир Генадійович, Хасан Ольга Сергіївна, Фесенко Максим Анатолійович
МПК: C21C 1/00
Мітки: спосіб, модифікування, чавуну, двошарових, виробництва, виливків
Формула / Реферат:
Спосіб модифікування чавуну для виробництва двошарових виливків, що включає попереднє завантаження модифікатора у реакційну камеру ливникової системи ливарної форми з наступним заливанням її чавуном, який відрізняється тим, що заливання чавуном проводять так, що спочатку форму на 5...70 % від її металоємності заливають базовим немодифікованим чавуном крізь вільну ливникову систему, а потім доливають тим самим чавуном крізь незалежну від...
Попередній патент: Спосіб виготовлення деталей типу стрижня з фланцем
Наступний патент: Спосіб одержання каротину кристалічного з водорості, що вегетує у соляних розсолах
Випадковий патент: Стоматологічний пінцет