Спосіб для отримання заготовок мінераловатних плит
Номер патенту: 335
Опубліковано: 30.04.1993
Автори: Ларіонов Михайло Тихонович, Фрідман Роман Аркадійович, Бурлика Анатолій Пилипович, Гелев Георгій Наумович
Формула / Реферат
Способ получения заготовок минераловатных плит путем укладки на стол, прижима к столу и горизонтальной и вертикальной резки в процессе их горизонтального перемещения, отличающийся тем, что, с целью повышения качества заготовок и производительности процесса, плиты укладывают послойно с нанесением клея на контактирующие поверхности прижатие осуществляют с удельным давлением 0,3-0,4 кгс/см2, горизонтальное перемещение производят со скоростью 0,35-0,45 м/с, горизонтальную резку ведут ножами, совершающими возвратно-поступательное маятниковое движение со скоростью 1,4-2,0 цикл/с, а вертикальную резку производят после снятия нагрузки ножами, совершающими поворот,вокруг оси, перпендикулярной плоскости ножа, на 100-110° со скоростью 0,4-0,6 м/с.
Текст
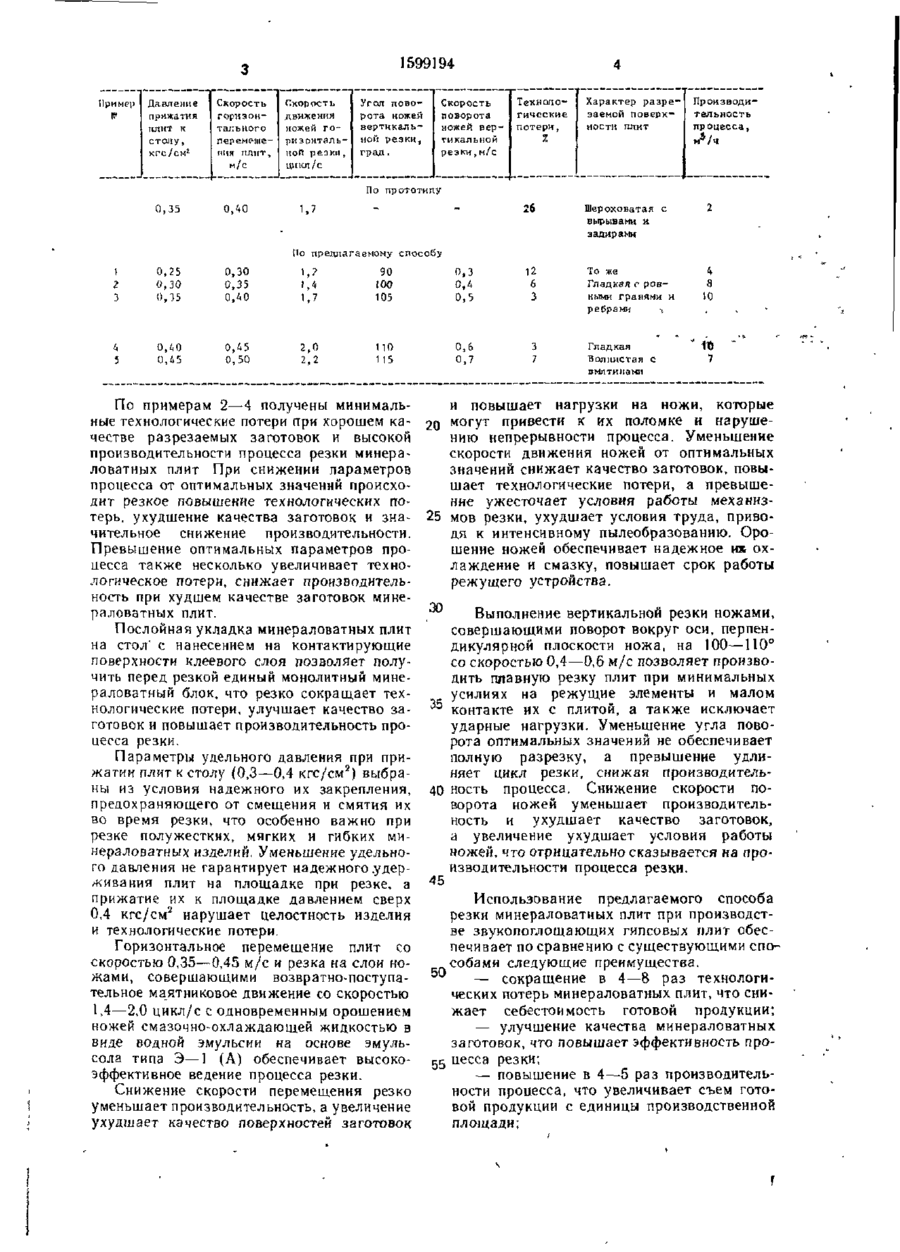
Изобретение относится к строительным материалам и позволяет улучшить качество минераловатных заготовок и повысить произ водительность процесса Плиты укладывают на стол послойно. В процессе на контактируемые поверхности плит наносят клеевой слой. Плиты прижимают к столу равномерно распределенной нагрузкой с удельным давлением 0,3—0,4 кгс/см , горизонтально перемещают со скоростью 0,35—0,45 м/с с одновременной горизонтальной резкой на слои ножами, совершающими возвратно-поступательное маятниковое движение со скоростью 1,4—2,0 цикла/с. В процессе ножи орошают смазочно-охлаждающей жидкостью в виде водной эмульсии на основе эмульсола типа Э—1 (А). Вертикальную резку осуществляют после снятия равномерно распределенной нагрузки ножами, совершающими поворот вокруг оси, перпендикулярной плоскости ножа, на 100—110° со скоростью 0,4—0,6 м/с. 1 табл. Изобретение относится к строительным материалам, в частности к резке минераловатных плит при производстве звукопоглощающих, теплоизоляционных и т. п. строительных изделий. Цель изобретения — повышение качества заготовок и производительности процесса. Способ резки минераловатных плит реализован следующим образом. Минераловатные плиты укладывают на стол транспортирующего органа в четыре слоя по высоте, в процессе чего на контактируемые между собой поверхности плит наносят клеевой слой и осуществляют прижатие плит к столу равномерно распределенной нагрузкой с заданным удельным давлением, после чего производят горизонтальное перемещение плит с определен нои скоростью с одновременной горизонтальной резкой на слои, совершающими возвратно-поступательное маятниковое движение с требуемой скоростью ножами, которые при этом орошают смазочно-охлаждающей жидкостью в виде водной эмульсии на основе эмульсола типа Э—1 (А), а затем снимают равномерно распределенную нагрузку и проводят вертикальную резку путем поворота с заданной скоростью ножей со скошенным лезвием на определенный угол вокруг оси, перпендикулярной плоскости ножа. Полученные минераловатные заготовки (плитки) направляют на технологическую линию сборки звукопоглощающих гипсовых плит. Режимы выполнения способа и полученные результаты испытаний приведены в таблице. J • \ Ґ лі ел со СО 1599194 К1 Давление прижатия плит к столу, кгс/см ! Скорость горизонтального перемещения плит, м/с Скорость движения ножей горизонтальной резки, цикл/с Угол поворота ножей вертикальной резки, град. Скорость поворота ножей вертикальной резки,м/с Технологические потерн, 7. Характер р а з р е заемой поверхности плит Производительность процесса, По прототипу 0,35 0,40 0,25 0,30 0,35 0,30 0,35 0,40 0,4 0 0,45 0,50 26 1,7 Шероховатая с вырыва ми н задирами То же Гладкая с- ровными гранями и ребрами < 2 По предлагаемому способу г 3 5 90 100 105 2,0 2,2 0,3 0,4 0,5 12 6 3 ПО 1 15 0,6 0,7 3 7 Гладкая Волнистая с вмятинами 4 8 10 " to -" 7 По примерам 2—4 получены минимальи повышает нагрузки на ножи, которые ные технологические потери при хорошем ка- 20 могут привести к их поломке и нарушечестве разрезаемых заготовок и высокой нию непрерывности процесса. Уменьшение производительности процесса резки минераскорости движения ножей от оптимальных ловатных плит При снижении параметров значений снижает качество заготовок, повыпроцесса от оптимальных значений происхошает технологические потери, а превышедит резкое повышение технологических поние ужесточает условия работы механизтерь, ухудшение качества заготовок и зна- 25 мов резки, ухудшает условия труда, привочительное снижение производительности. дя к интенсивному пылеобразованию. ОроПревышение оптимальных параметров прошение ножей обеспечивает надежное их охцесса также несколько увеличивает технолаждение и смазку, повышает срок работы логическое потери, снижает производительрежущего устройства. ность при худшем качестве заготовок минераловатных плит. , Выполнение вертикальной резки ножами, Послойная укладка минераловатных плит совершающими поворот вокруг оси, перпенна стол" с нанесением на контактирующие дикулярной плоскости ножа, на 100—110° поверхности клеевого слоя позволяет полусо скоростью 0,4—0,6 м/с позволяет произвочить перед резкой единый монолитный минедить плавную резку плит при минимальных раловатный блок, что резко сокращает техусилиях на режущие элементы и малом нологические потери, улучшает качество законтакте их с плитой, а также исключает готовок и повышает производительность проударные нагрузки. Уменьшение угла повоцесса резки. рота оптимальных значений не обеспечивает полную разрезку, а превышение удлиПараметры удельного давления при приняет цикл резки, снижая производительжатии плит к столу (0,3—0,4 кгс/см2) выбраны из условия надежного их закрепления, 40 ность процесса. Снижение скорости попредохраняющего от смещения и смятия их ворота ножей уменьшает производительво время резки, что особенно важно при ность и ухудшает качество заготовок, резке полужестких, мягких и гибких миа увеличение ухудшает условия работы нераловатных изделий. Уменьшение удельноножей, что отрицательно сказывается на прого давления не гарантирует надежного .удеризводительности процесса резки. живания плит на площадке при резке, а 45 прижатие их к площадке давлением сверх Использование предлагаемого способа 0,4 кгс/см2 нарушает целостность изделия резки минераловатных плит при производсти технологические потери. ве звукопоглощающих гипсовых плит обесГоризонтальное перемещение плит со печивает по сравнению с существующими споскоростью 0,35—0,45 м/с и резка на слои нособами следующие преимущества, 50 жами, совершающими возвратно-поступа— сокращение в 4—8 раз технологительное маятниковое движение со скоростью ческих потерь минераловатных плит, что сни1,4—2,0 цикл/с с одновременным орошением жает себестоимость готовой продукции; ножей смазочно-охлаждающей жидкостью в — улучшение качества минераловатных виде водной эмульсии на основе эмульзаготовок, что повышает эффективность просола типа Э—1 (А) обеспечивает высокоцесса резки; эффективное ведение процесса резки. — повышение в 4—5 раз производительСнижение скорости перемещения резко ности процесса, что увеличивает съем готоуменьшает производительность, а увеличение вой продукции с единицы производственной ухудшает качество поверхностей заготовок площади; 1599194 — разрезку полужестких, мягких и гибких и производительности процесса, плиты укламинераловатных изделий пониженной жестдывают послойно с нанесением клея на конкости, что расширяет технологические возтактирующие поверхности прижатие осущеможности процесса резки, ствляют с удельным давлением 0,3— — устранение пыления при выполнении 0,4 кгс/см2, горизонтальное перемещение резки, что улучшает санитарно-гигиеничеспроизводят со скоростью 0,35—0,45 м/с, кие условия труда горизонтальную резку ведут ножами, Формула изобретения совершающими возвратно-поступательСпособ получения заготовок минералоное маятниковое движение со скоростью ватных плит путем укладки на стол, при1,4—2,0 цикл/с, а вертикальную резку произжима к столу и горизонтальной и вер- 10 водят после снятия нагрузки ножами, сотикальной резки в процессе их горизонвершающими поворот вокруг оси, перпентального перемещения, отличающийся тем, дикулярной плоскости ножа, на 100—110° что, с целью повышения качества заготовок со скоростью 0,4—0,6 м/с. Составитель Т Буклей Редактор А Долинич Техред А Кравчук Корректор О Кравцова Заказ 31И Тираж 505 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж—35, Раушская наб , д 4/5 Производственно-издательский комбинат «Патент», г Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Автори англійськоюBurlyka Anatolii Pylypovych, Fridman Roman Arkadiiovych, Helev Heorhii Naumovych, Larionov Mykhailo Tykhonovych
Автори російськоюБурлыка Анатолий Филиппович, Фридман Роман Аркадьевич, Гелев Георгий Наумович, Ларионов Михаил Тихонович
МПК / Мітки
МПК: B28B 1/52
Мітки: спосіб, мінераловатних, заготовок, отримання, плит
Код посилання
<a href="https://ua.patents.su/4-335-sposib-dlya-otrimannya-zagotovok-mineralovatnikh-plit.html" target="_blank" rel="follow" title="База патентів України">Спосіб для отримання заготовок мінераловатних плит</a>
Попередній патент: Пристрій для передачі виробів між технологічними постами
Наступний патент: Пристрій для укладення плоских виробів у пакет
Випадковий патент: Наручники конвойні металеві