Спосіб електроерозійної обробки
Номер патенту: 34745
Опубліковано: 26.08.2008
Автори: Шитик Олександр Юрійович, Ступак Денис Олегович, Осипенко Василь Іванович
Формула / Реферат
Спосіб чотирикоординатної електроерозійної обробки, який відрізняється тим, що попередньо траєкторія руху приводів подач електроерозійного верстата коригується на величину, яка розраховується шляхом 2-4 ітерацій послідовного визначення розрахункового та реального положення дротяного електрода і відхилень між цими величинами до узгодження розрахункового та реального положень дротяного електрода.
Текст
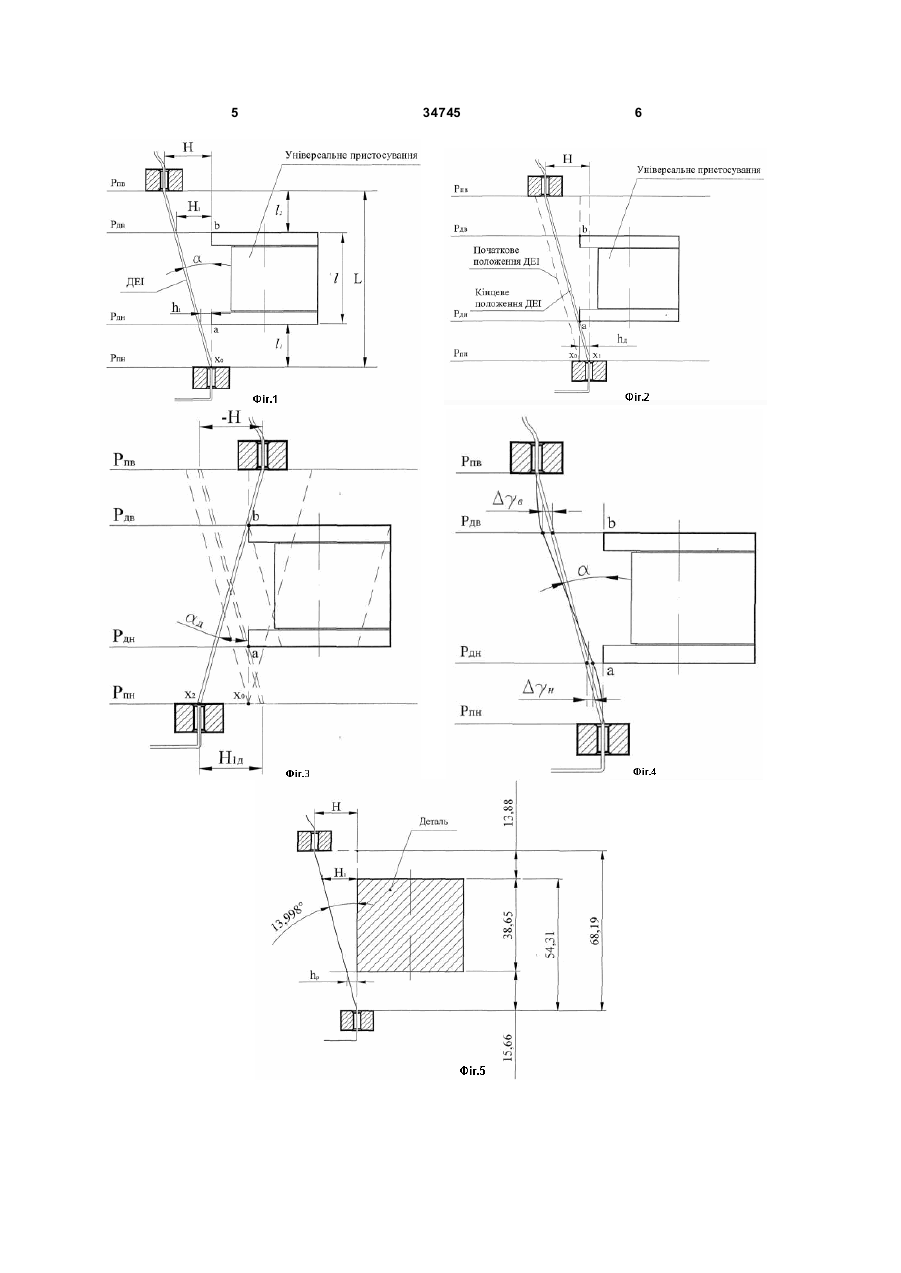
Спосіб чотирикоординатної електроерозійної обробки, який відрізняється тим, що попередньо траєкторія руху приводів подач електроерозійного верстата коригується на величину, яка розраховується шляхом 2-4 ітерацій послідовного визначення розрахункового та реального положення дротяного електрода і відхилень між цими величинами до узгодження розрахункового та реального положень дротяного електрода. (19) (21) u200802188 (22) 20.02.2008 (24) 26.08.2008 (46) 26.08.2008, Бюл.№ 16, 2008 р. (72) ШИТИК ОЛЕКСАНДР ЮРІЙОВИЧ, UA, ОСИПЕНКО ВАСИЛЬ ІВАНОВИЧ, U A, СТУПАК ДЕНИС ОЛЕГОВИЧ, UA (73) ЧЕРКАСЬКИЙ ДЕРЖАВНИЙ ТЕХНОЛОГІЧНИЙ УНІВЕРСИТЕТ, UA 3 34745 ньої ріжучої кромки ДЕІ; Н1 - відстань від верхнього торця універсального пристосування (вісь ab) до передньої ріжучої кромки ДЕІ; x0 - фіксована координата початкового положення ДЕІ в нижній напрямній. На Фіг.3 зображена схема визначення дійсної величини зміщення ДЕІ hд, де x1 - отримане фіксоване положення ріжучої кромки ДЕІ в нижній напрямній. На Фіг.4 зображена схема визначення дійсної величини зміщення ДЕІ H1Д, де a д - кут, утворений між передньою ріжучою кромкою ДЕІ і віссю ab універсального пристосування; х2 - отримана фіксована координата положення ДЕІ в нижній напрямній. На Фіг.5 зображено розрахункове та реальне положення ДЕІ при формуванні заданого кута нахилу обробки, де Dgв - величина відхилення ДЕІ в крайній верхній точці дотику пристосування; Dgн величина відхилення ДЕІ в крайній нижній точці дотику пристосування. Спосіб реалізується таким чином 1. На першому етапі визначити такі величини Н, Н1, і h1 (Фіг.1). Приводи подач верстата за допомогою ЧПК позиціонувати таким чином, щоб передня (ріжуча) кромка ДЕІ в точці нижньої фіксації дроту в напрямній х0 чітко співпадала з віссю ab жорстко закріпленого пристосування. Точку фіксації ДЕІ у вер хній напрямній позиціонувати від вісі ab на задану відстань Н для утворення величини заданого кута a. Знаючи всі необхідні відстані та розміри, розрахувати наступні величини: (1) H = L´tga, H H1 - h1 tga = = , (2) L l H1 = (l1 + l) ´ tg a, (3) (4) h1=l1´tga. 2. Визначити величину hд. Перемістити нижні напрямні верстата у точку дотику ДЕІ з нижнім торцем пристосування (Фіг.2). Всі координати пе 4 реміщення приводів подач зафіксувати системою ЧПК. В цьому випадку: hд=x1 - X0, (5) 3. Визначити величину Н 1Д. Симетрично перемістивши верхні напрямні на величину -Н та нижні напрямні у точку дотику дроту з верхньою площиною пристосування визначити величину Н 1Д (Фіг.3): H1Д=x0 – x2, (6) звідси H1Д - h Д (7) tga = , l 4. Оцінка похибки траєкторії. Отримавши величини h1Д, Н1Д, a д оцінити відхилення реального положення ДЕІ від розрахункового (Фіг.4): Dg н = h1 - h Д , (8) Dg в = H1 - H1Д , (9) Da = a - a Д , (10) Отримавши реальні значення Dgв, Dgн та Da шляхом 2-4 цілеспрямованих ітерацій підібрати нову величину Н за якої a=a д, Dgв=Dgн з похибкою точності позиціонування приводів верстата. За таких умов на етапі проектування технологічного процесу нескладно сформувати траєкторію руху приводів подач, що компенсує вплив зміщення дроту та забезпечує підвищення точності формування конічних поверхонь. Приклад конкретного застосування На базі нового чотирикоординатного електроерозійного вирізного верстата СЕЛД-04 на лінійних приводах було вперше проведено серію експериментальних вимірювань з метою визначення реального положення дротяного електродаінструмента відносно деталі при конусному різі заготовки (Фіг.5). Таблиця 1 Експериментальні дані по визначенню прогину ДЕІ на чотирикоординатному вирізному верстаті СЕЛД-04 (діаметр ДЕІ 0,25мм, натяг ДЕІ Р=8Н) № Параметри Вихідні розрахункові значення Отримані експериментальні значення 1 Кут нахилу ДЕІ a, ° 14 13,988 2 hp, мм 3,904 3,527 3 H1,мм 13,539 13,524 Джерела інформації: 1. Patent №CH 681702 А5, В23Н, Електроерозійний вирізний верстат. Mitsubishi Denki Kabushiki Kaisha, Chiyoda-ku/ Tokyo (JP), 14.05.1993. 2. Patent №CH 655884 А5, В23Н, Електроерозійний верстат з керованими напрямними. Charmilles Technologies S.A. Geneve, 30.05.1986. 5 34745 6 7 Комп’ютерна в ерстка Л.Литв иненко 34745 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electric erosion machining
Автори англійськоюShytyk Oleksandr Yuriiovych, Osypenko Vasyl Ivanovych, Stupak Denys Olehovych
Назва патенту російськоюСпособ электроэрозионной обработки
Автори російськоюШитик Александр Юрьевич, Осипенко Василий Иванович, Ступак Денис Олегович
МПК / Мітки
МПК: B23H 5/00
Мітки: електроерозійної, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/4-34745-sposib-elektroerozijjno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроерозійної обробки</a>
Спосіб електроерозійної обробки
Номер патенту: 71469
Опубліковано: 15.11.2004
Автори: Поляков Святослав Петрович, Осипенко Василь Іванович, Калейніков Геннадій Євгенович, Ступак Денис Олегович, Савісько Руслан Іванович
МПК: B23H 1/00
Мітки: електроерозійної, обробки, спосіб
Формула / Реферат:
Спосіб електроерозійної обробки, який здійснюють серіями імпульсів, що прикладають до дротяного електрода інструменту (ДЕІ) та заготовки, який відрізняється тим, що кількість імпульсів та тривалість паузи між серіями визначають розрахунком:,де - коефіцієнт теплопровідності;
Спосіб електроерозійної обробки

Номер патенту: 13535
Опубліковано: 17.04.2006
Автори: Поляков Святослав Петрович, Осипенко Василь Іванович, Хижняк Євген Валерійович, Ступак Денис Олегович
МПК: B23H 1/00
Мітки: спосіб, обробки, електроерозійної
Формула / Реферат:
Спосіб електроерозійної обробки, при якому на міжелектродний проміжок поряд з робочим імпульсом у визначений момент часу подають допоміжний імпульс, який відрізняється тим, що спочатку подають робочий імпульс, а потім допоміжний потенціал протилежної полярності, подання якого здійснюють в період спадання струму робочого імпульсу до величини 50...60 % його амплітудного значення.
Спосіб електроерозійної обробки
Номер патенту: 8684
Опубліковано: 15.08.2005
Автори: Ступак Денис Олегович, Савісько Руслан Іванович, Осипенко Василь Іванович, Поляков Святослав Петрович
МПК: B23H 1/00
Мітки: обробки, спосіб, електроерозійної
Формула / Реферат:
Спосіб електроерозійної обробки, при якому на міжелектродний проміжок (МЕП) послідовно подають спочатку імпульс напруги, що ініціює пробій МЕП, а потім робочий імпульс, який відрізняється тим, що в процесі обробки до МЕП спочатку прикладають оптимальну напругу для вибраного режиму, і при наявності пробою в заданому інтервалі часу на МЕП подають імпульс струму, що має велику енергію, причому час подачі силового імпульсу обмежується фіктивним...
Спосіб виготовлення металевих електродів-інструментів для електроерозійної обробки
Номер патенту: 33600
Опубліковано: 15.02.2001
Автори: Лукашенко Валентина Максимівна, Поляков Святослав Петрович, Осипенко Василь Іванович, Ступак Денис Олегович
МПК: B23K 35/00
Мітки: металевих, виготовлення, спосіб, електродів-інструментів, електроерозійної, обробки
Текст:
...обработки. А. с. № 407703, опубл. 10.12.1973, Бюл. № 47. Таблиця Порівняльні характеристики електродів-дротів для електроерозійної обробки Тип Металевий електрод Згідно з прототипом Згідно з винаходом Обробка Показник продуктивності Не проводиться Обробка 100% Властивість Еталонний показник Залежно від режимів Підвищена хрупкість інструменту, Окислення обробки 150-1000% що звужує галузь застосування Залежно від режимів ...
Генератор для електроерозійної обробки
Номер патенту: 10153
Опубліковано: 15.11.2005
Автори: Ступак Денис Олегович, Осипенко Василь Іванович, Поляков Святослав Петрович, Савісько Руслан Іванович
МПК: B23H 1/02
Мітки: обробки, генератор, електроерозійної
Формула / Реферат:
Генератор для електроерозійної обробки, що містить задавальний генератор, блок оптимальної напруги, блок підвищеної потужності, схему порівняння, схему реєстрації пробою та вентилі, при цьому схема порівняння підключена до виходів схеми реєстрації пробою, а виходи блока оптимальної напруги та блока підвищеної потужності підключені один до одного через вентилі, який відрізняється тим, що додатково введені зв'язок між задавальним генератором і...
Попередній патент: Спосіб профілактики патології печінки при проведенні інтенсивної поліхіміотерапії туберкульозу легень
Наступний патент: Спосіб підвищення корисної водовіддачі міжгірного водоймища
Випадковий патент: Литий жаростійкий сплав