Спосіб електроерозійної обробки
Номер патенту: 71469
Опубліковано: 15.11.2004
Автори: Савісько Руслан Іванович, Ступак Денис Олегович, Калейніков Геннадій Євгенович, Поляков Святослав Петрович, Осипенко Василь Іванович
Формула / Реферат
Спосіб електроерозійної обробки, який здійснюють серіями імпульсів, що прикладають до дротяного електрода інструменту (ДЕІ) та заготовки, який відрізняється тим, що кількість імпульсів та тривалість паузи між серіями визначають розрахунком:
 ,
,
де ![]() - коефіцієнт теплопровідності;
- коефіцієнт теплопровідності;
![]() - радіус дротяного електрода;
- радіус дротяного електрода;
![]() - питома теплоємність та густина матеріалу дротяного електрода,
- питома теплоємність та густина матеріалу дротяного електрода,
![]() - постійна складова температурного поля ДЕІ;
- постійна складова температурного поля ДЕІ;
![]() - миттєве значення температури в точці на поверхні ДЕІ;
- миттєве значення температури в точці на поверхні ДЕІ;
![]() - коефіцієнт тепловіддачі;
- коефіцієнт тепловіддачі;
![]() - тривалість імпульсу;
- тривалість імпульсу;
![]() - коефіцієнт кривої Гаусса (дорівнює 1/6 середнього діаметра лунки для заданого режиму роботи);
- коефіцієнт кривої Гаусса (дорівнює 1/6 середнього діаметра лунки для заданого режиму роботи);
![]() - кут точки прикладання імпульсу;
- кут точки прикладання імпульсу;
![]() - кут розрахункової точки;
- кут розрахункової точки;
![]() - висота точки прикладання імпульсу;
- висота точки прикладання імпульсу;
![]() - висота точки, що розглядається;
- висота точки, що розглядається;
і - номер імпульсу, що розглядається;
![]() - координата точки за часом;
- координата точки за часом;
![]() - період проходження імпульсів.
- період проходження імпульсів.
Текст
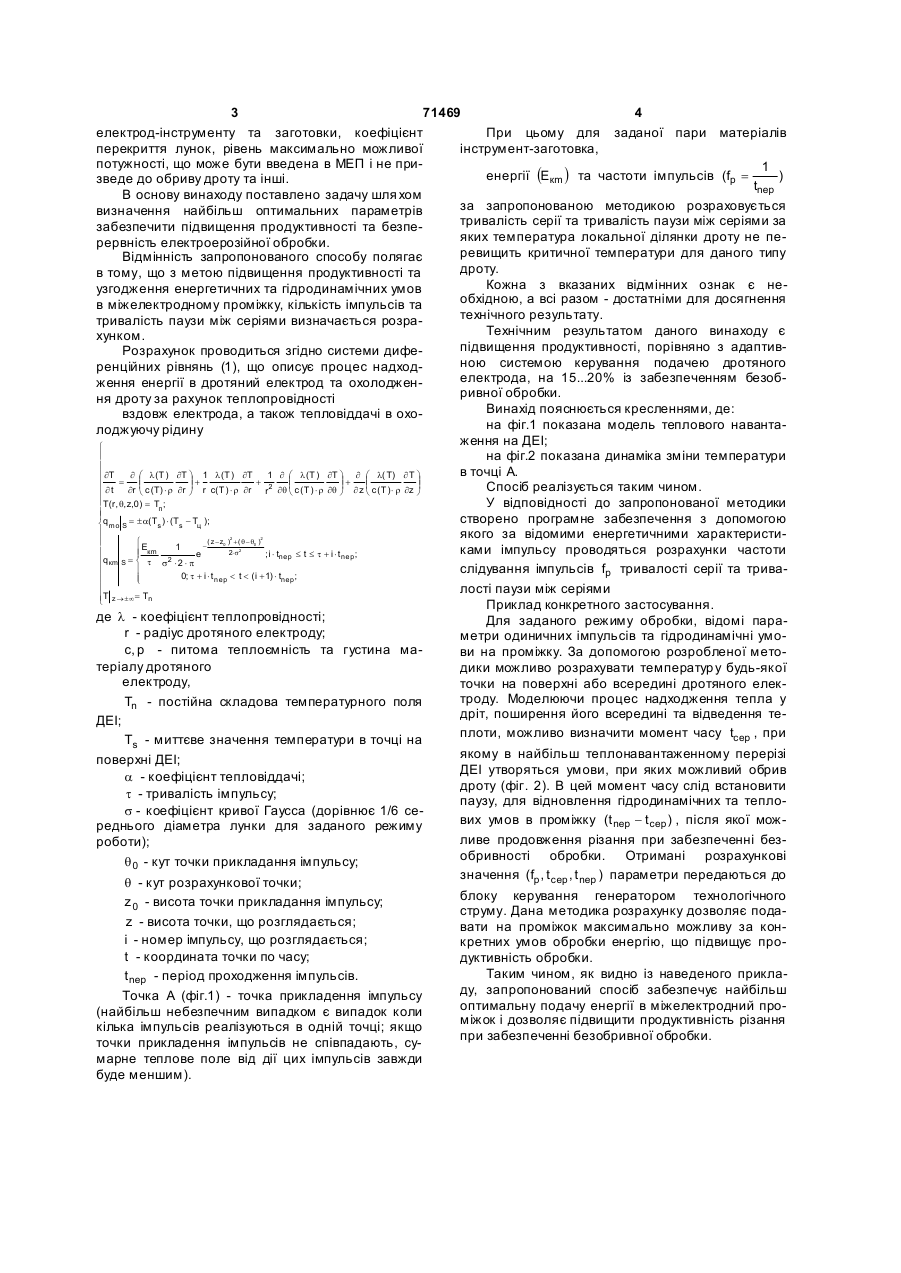
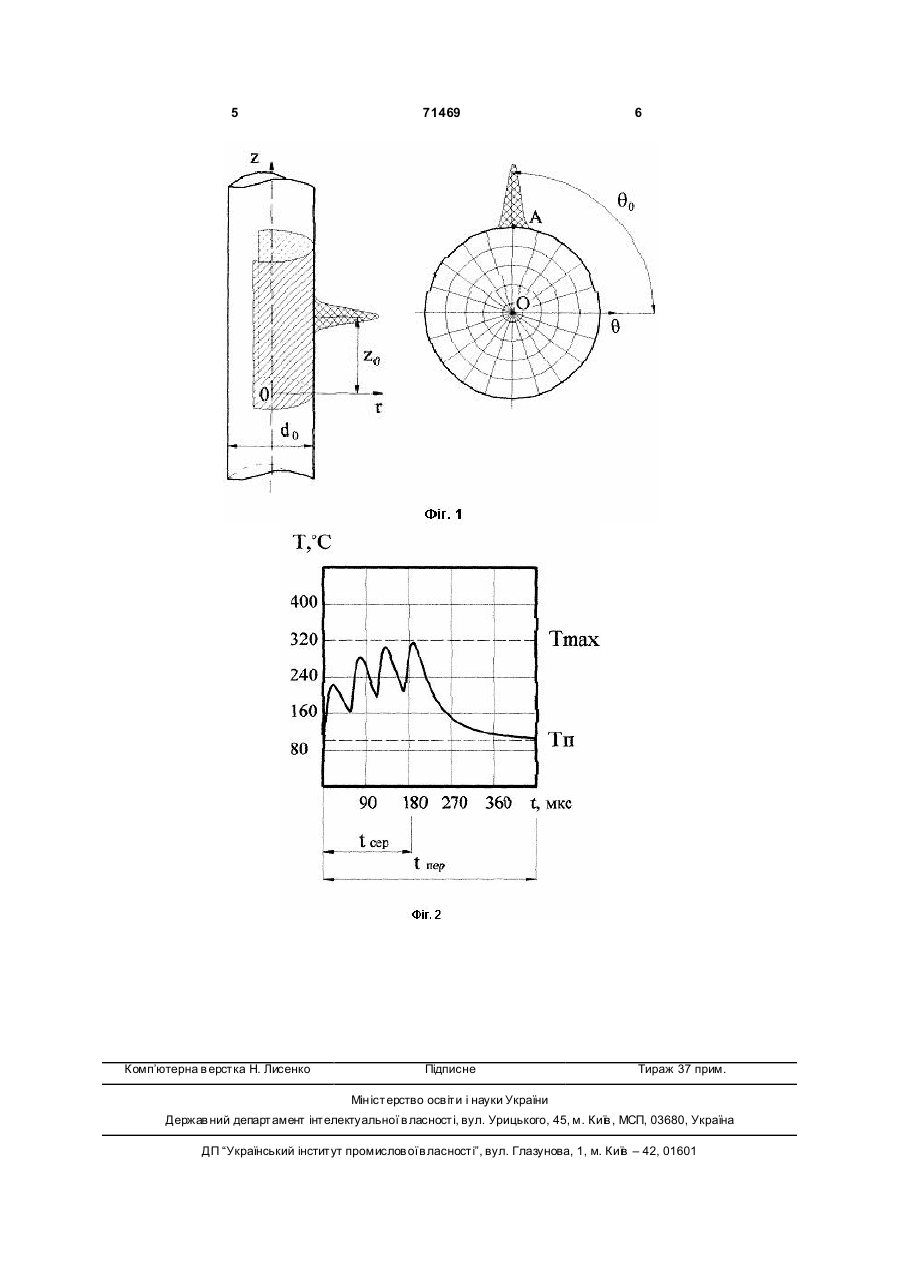
Спосіб електроерозійної обробки, який здійснюють серіями імпульсів, що прикладають до дротяного електрода інструменту (ДЕІ) та заготовки, який відрізняється тим, що кількість імпульсів та тривалість паузи між серіями визначають розрахунком: 2 (13) 1 UA кладенню на міжелектродний проміжок між дротяним електродом інструментом (ДЕІ) та заготовкою серії імпульсів. Серія складається з груп, коротких одиничних імпульсів визначеної тривалості та паузи між імпульсами. При цьому тривалість паузи між серіями імпульсів регулюють таким чином, щоб середній струм обробки відповідав швидкості робочої подачі при керуванні величиною міжелектродного проміжку (МЕП). Вказаний спосіб найбільш близький по технологічній сутності до способу, що заявляється, і вибраний в якості прототипу. Недоліком цього способу є те, що саме швидкість робочої подачі є визначником режиму. При використанні такого методу не враховується ряд параметрів наприклад таких як: матеріал (19) Винахід відноситься до електрофізичних і електрохімічних методів обробки, а саме до методів електроерозійної обробки. Відомий спосіб електроерозійної обробки (див. Японія, заявка №61-11732, опубл. 04.04.1986, №2294), при якому на міжелектродний проміжок подають імпульси, що повторюються, які містять серію одиничних імпульсів визначеної тривалості та паузи між серіями. Недоліком цього способу є необхідність наявності пауз які задають шляхом зупинки подачі заготовки та регулюванням величини міжелектродного проміжку. Відомий спосіб електроерозійної обробки (див. Японія, заявка №62-2927, опубл. 22.01.1987, №274), при якому обробка здійснюється завдяки при (11) 71469 де l - коефіцієнт теплопровідності; 3 71469 4 електрод-інструменту та заготовки, коефіцієнт При цьому для заданої пари матеріалів перекриття лунок, рівень максимально можливої інструмент-заготовка, потужності, що може бути введена в МЕП і не при1 енергії (Eкm ) та частоти імпульсів (fp = ) зведе до обриву дроту та інші. tnep В основу винаходу поставлено задачу шля хом за запропонованою методикою розраховується визначення найбільш оптимальних параметрів тривалість серії та тривалість паузи між серіями за забезпечити підвищення продуктивності та безпеяких температура локальної ділянки дроту не перервність електроерозійної обробки. ревищить критичної температури для даного типу Відмінність запропонованого способу полягає дроту. в тому, що з метою підвищення продуктивності та Кожна з вказаних відмінних ознак є неузгодження енергетичних та гідродинамічних умов обхідною, а всі разом - достатніми для досягнення в міжелектродному проміжку, кількість імпульсів та технічного результату. тривалість паузи між серіями визначається розраТехнічним результатом даного винаходу є хунком. підвищення продуктивності, порівняно з адаптивРозрахунок проводиться згідно системи дифеною системою керування подачею дротяного ренційних рівнянь (1), що описує процес надходелектрода, на 15...20% із забезпеченням безобження енергії в дротяний електрод та охолодженривної обробки. ня дроту за рахунок теплопровідності Винахід пояснюється кресленнями, де: вздовж електрода, а також тепловіддачі в охона фіг.1 показана модель теплового наванталоджуючу рідину ження на ДЕІ; ì ï на фіг.2 показана динаміка зміни температури ï в точці А. ï ¶T ¶ æ l(T ) ¶T ö 1 l(T ) ¶T 1 ¶ æ l(T ) ¶T ö ¶ æ l( T) ¶ T ö ç ÷ ç ÷ ç ÷ = ç + 2 ï ÷+ ç ÷+ ç ÷ Спосіб реалізується таким чином. ï ¶ t ¶r è c (T) × r ¶r ø r c(T ) × r ¶r r ¶q è c (T ) × r ¶q ø ¶ z è c (T )× r ¶z ø ïT(r, q, z,0) = T ; У відповідності до запропонованої методики п ï ï створено програмне забезпечення з допомогою íqmo S = ±a(Ts ) × (Ts - Tц ); ï якого за відомими енергетичними характеристи( z -z ) +( q -q ) ï ì 1 ï Eкm ками імпульсу проводяться розрахунки частоти ï 2× s ï e ; i × tnep £ t £ t + i × t nep; ïqкm S = í t s2 × 2 × p ï ï слідування імпульсів fp тривалості серії та трива0; t + i × t nep < t < (i +1) × tnep; ï ï î ï лості паузи між серіями ï îT z ® ±¥= Tn Приклад конкретного застосування. де l - коефіцієнт теплопровідності; Для заданого режиму обробки, відомі параr - радіус дротяного електроду; метри одиничних імпульсів та гідродинамічні умоc, p - питома теплоємність та густина мави на проміжку. За допомогою розробленої метотеріалу дротяного дики можливо розрахувати температур у будь-якої електроду, точки на поверхні або всередині дротяного електроду. Моделюючи процес надходження тепла у Tn - постійна складова температурного поля дріт, поширення його всередині та відведення теДЕІ; плоти, можливо визначити момент часу tcep , при Ts - миттєве значення температури в точці на якому в найбільш теплонавантаженному перерізі поверхні ДЕІ; ДЕІ утворяться умови, при яких можливий обрив a - коефіцієнт тепловіддачі; дроту (фіг. 2). В цей момент часу слід встановити t - тривалість імпульсу; паузу, для відновлення гідродинамічних та теплоs - коефіцієнт кривої Гаусса (дорівнює 1/6 севих умов в проміжку (t nep - t cep ) , після якої можреднього діаметра лунки для заданого режиму ливе продовження різання при забезпеченні безроботи); обривності обробки. Отримані розрахункові q 0 - кут точки прикладання імпульсу; значення (fp , t cep , t nep ) параметри передаються до q - кут розрахункової точки; блоку керування генератором технологічного z 0 - висота точки прикладання імпульсу; струму. Дана методика розрахунку дозволяє подаz - висота точки, що розглядається; вати на проміжок максимально можливу за конi - номер імпульсу, що розглядається; кретних умов обробки енергію, що підвищує проt - координата точки по часу; дуктивність обробки. Таким чином, як видно із наведеного приклаt nep - період проходження імпульсів. ду, запропонований спосіб забезпечує найбільш Точка А (фіг.1) - точка прикладення імпульсу оптимальну подачу енергії в міжелектродний про(найбільш небезпечним випадком є випадок коли міжок і дозволяє підвищити продуктивність різання кілька імпульсів реалізуються в одній точці; якщо при забезпеченні безобривної обробки. точки прикладення імпульсів не співпадають, сумарне теплове поле від дії цих імпульсів завжди буде меншим). 2 2 0 0 2 5 Комп’ютерна в ерстка Н. Лисенко 71469 6 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electroerosion machining
Автори англійськоюOsypenko Vasyl Ivanovych, Stupak Denys Olehovych, Poliakov Sviatoslav Petrovych
Назва патенту російськоюСпособ электроэрозионной обработки
Автори російськоюОсипенко Василий Иванович, Ступак Денис Олегович, Поляков Святослав Петрович
МПК / Мітки
МПК: B23H 1/00
Мітки: обробки, спосіб, електроерозійної
Код посилання
<a href="https://ua.patents.su/3-71469-sposib-elektroerozijjno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроерозійної обробки</a>
Спосіб виготовлення металевих електродів-інструментів для електроерозійної обробки
Номер патенту: 33600
Опубліковано: 15.02.2001
Автори: Поляков Святослав Петрович, Осипенко Василь Іванович, Ступак Денис Олегович, Лукашенко Валентина Максимівна
МПК: B23K 35/00
Мітки: металевих, виготовлення, електроерозійної, спосіб, електродів-інструментів, обробки
Текст:
...обработки. А. с. № 407703, опубл. 10.12.1973, Бюл. № 47. Таблиця Порівняльні характеристики електродів-дротів для електроерозійної обробки Тип Металевий електрод Згідно з прототипом Згідно з винаходом Обробка Показник продуктивності Не проводиться Обробка 100% Властивість Еталонний показник Залежно від режимів Підвищена хрупкість інструменту, Окислення обробки 150-1000% що звужує галузь застосування Залежно від режимів ...
Електрод-дріт для електроерозійної обробки матеріалів
Номер патенту: 32707
Опубліковано: 15.02.2001
Автори: Поляков Святослав Петрович, Ступак Денис Олегович, Осипенко Василь Іванович
МПК: B23H 7/08
Мітки: матеріалів, електрод-дріт, обробки, електроерозійної
Формула / Реферат:
Електрод-дріт для електроерозійної обробки матеріалів, виконаний у вигляді латунної серцевини з покриттям, який відрізняється тим, що покриттям є захисна оксидна плівка товщиною 5-7 мкм із складом 60-65% Сu2O, 25-30% СuО та 7-10% ZnO.
Спосіб електроерозійної обробки зовнішніх та внутрішніх поверхонь
Номер патенту: 31732
Опубліковано: 15.12.2000
Автори: Боков Віктор Михайлович, Карпенко Лариса Володимірівна, Попова Маргарита Іванівна
МПК: B23H 1/00
Мітки: зовнішніх, обробки, внутрішніх, поверхонь, електроерозійної, спосіб
Текст:
...(фіг. 5) та внутрішньої (фіг. 6) поверхонь одночасно двох заготовок. Для обробки зовнішньої поверхні 1 при паралельному вступі в роботу зовнішнього чорнового 2 та внутрішнього чистового 3 елементів складеного електрода-інструмента дані елементи розташовуються з електроізоляцією 4 відносно один одного паралельно напрямку обробки, тобто так, як показано на фіг. 1, а робоча рідина нагнітається у торцевий міжелектродний зазор під технологічним...
Спосіб електроерозійної обробки складних деталей прес-форм для лиття виробів з пластмас
Номер патенту: 64652
Опубліковано: 16.02.2004
Автори: Мокеєв Юрій Геннадійович, Дикий Павло Ілліч, Немчин Олександр Федорович
Мітки: деталей, пластмас, виробів, спосіб, прес-форм, лиття, електроерозійної, складних, обробки
Формула / Реферат:
1. Спосіб електроерозійної обробки складних деталей прес-форм для лиття виробів з пластмас, який полягає в тому, що заготовку закріплюють у робочій камері на попередньо обробленій базовій поверхні Хз-Yз, а формоутворення ведуть електродом-дротом з подачею напруги на електрод-дріт і заготовку і прокачуванням робочої рідини через міжелектродний зазор, при цьому верхня опора електрода-дроту має можливість переміщатися по осях Хпрв, Υпрв,...
Спосіб підготовки дротового електроду для електроерозійної обробки
Номер патенту: 18859
Опубліковано: 25.12.1997
Автор: Ганс Германні
МПК: B23H 7/08
Мітки: підготовки, спосіб, обробки, дротового, електроду, електроерозійної
Формула / Реферат:
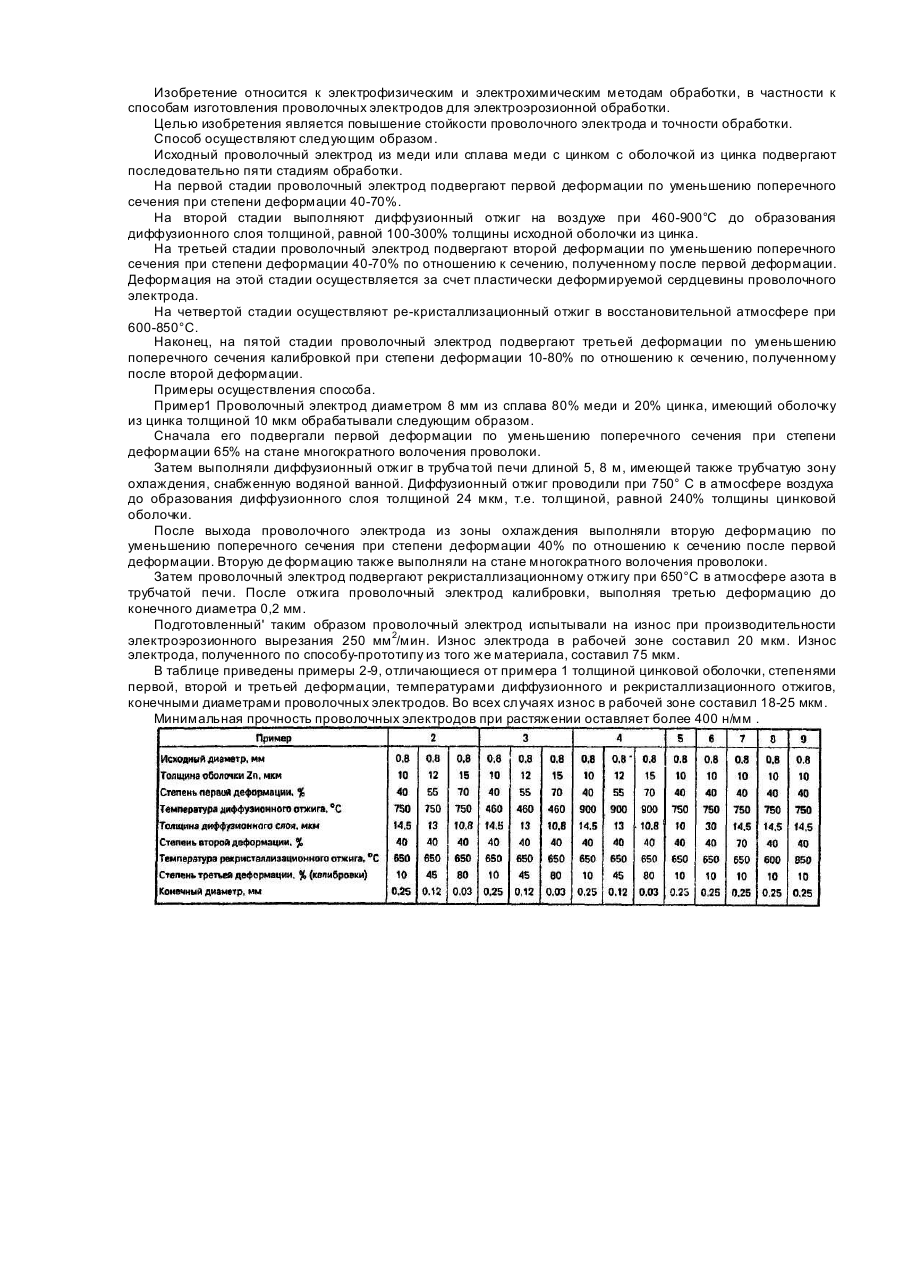
Способ подготовки проволочного электрода для электроэрозионной обработки, включающий калибровку электрода из сплава меди с цинком, имеющего оболочку из цинка, до заданного размера, отличающийся тем, что перед калибровкой проволочный электрод последовательно подвергают первой деформации со степенью деформации 40-70%, диффузионному отжигу на воздухе при температуре 460-900°С до образования диффузионного слоя толщиной 100-300% от толщины...
Попередній патент: Спосіб діагностики фізіологічного стану рослин
Наступний патент: Спосіб селективної корекції внутрішньо – кишкового гомеостазу у пацієнтів з гнійно – запальними ураженнями органів панкреато – біліарної зони
Випадковий патент: Контактна система