Спосіб електроерозійної обробки
Номер патенту: 8684
Опубліковано: 15.08.2005
Автори: Осипенко Василь Іванович, Поляков Святослав Петрович, Савісько Руслан Іванович, Ступак Денис Олегович
Формула / Реферат
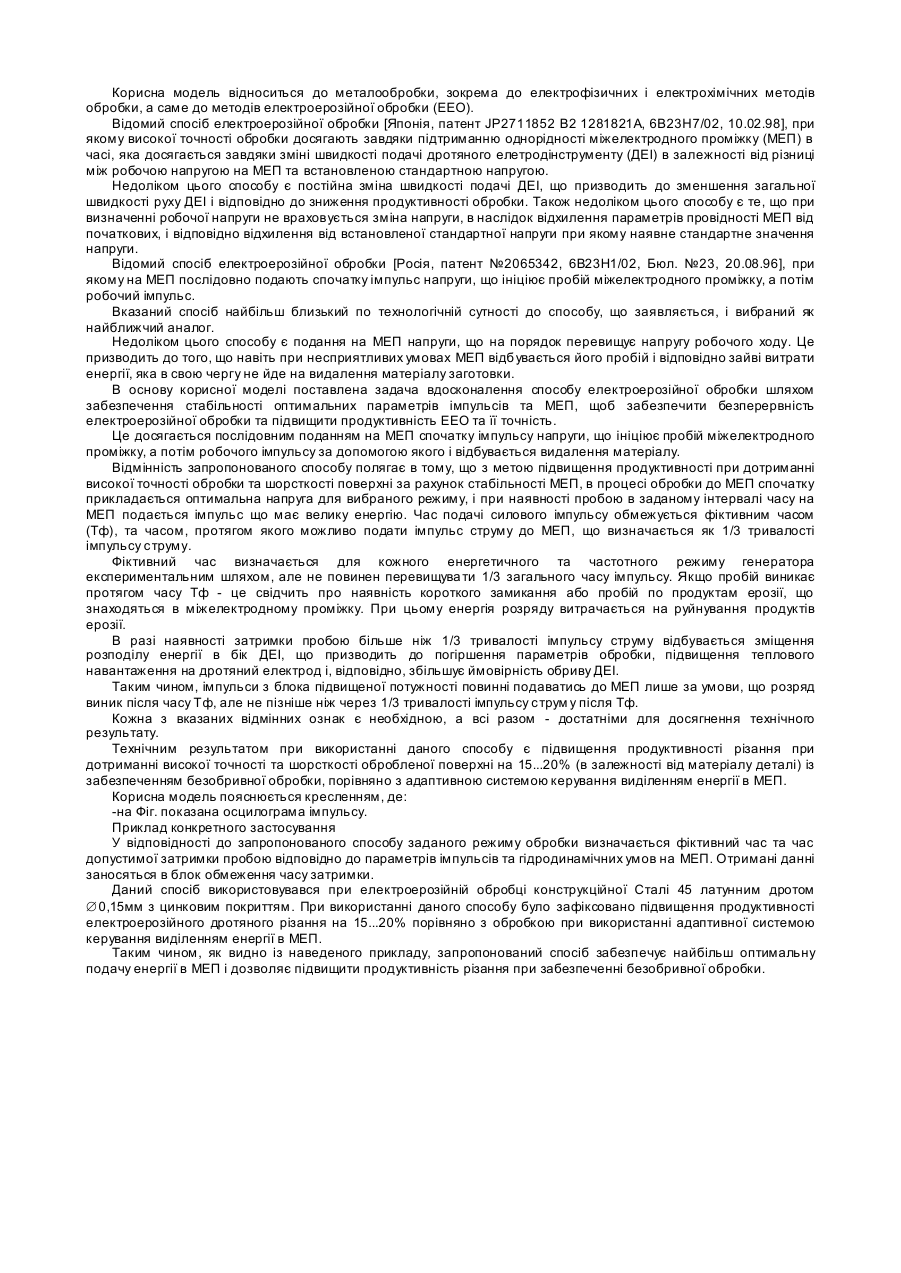
Спосіб електроерозійної обробки, при якому на міжелектродний проміжок (МЕП) послідовно подають спочатку імпульс напруги, що ініціює пробій МЕП, а потім робочий імпульс, який відрізняється тим, що в процесі обробки до МЕП спочатку прикладають оптимальну напругу для вибраного режиму, і при наявності пробою в заданому інтервалі часу на МЕП подають імпульс струму, що має велику енергію, причому час подачі силового імпульсу обмежується фіктивним часом (Тф), та часом, протягом якого можливо подати імпульс струму до МЕП, що визначається як 1/3 тривалості імпульсу струму.
Текст
Корисна модель відноситься до металообробки, зокрема до електрофізичних і електрохімічних методів обробки, а саме до методів електроерозійної обробки (ЕЕО). Відомий спосіб електроерозійної обробки [Японія, патент JP2711852 В2 1281821А, 6В23Н7/02, 10.02.98], при якому високої точності обробки досягають завдяки підтриманню однорідності міжелектродного проміжку (МЕП) в часі, яка досягається завдяки зміні швидкості подачі дротяного елетродінструменту (ДЕІ) в залежності від різниці між робочою напругою на МЕП та встановленою стандартною напругою. Недоліком цього способу є постійна зміна швидкості подачі ДЕІ, що призводить до зменшення загальної швидкості руху ДЕІ і відповідно до зниження продуктивності обробки. Також недоліком цього способу є те, що при визначенні робочої напруги не враховується зміна напруги, в наслідок відхилення параметрів провідності МЕП від початкових, і відповідно відхилення від встановленої стандартної напруги при якому наявне стандартне значення напруги. Відомий спосіб електроерозійної обробки [Росія, патент №2065342, 6В23Н1/02, Бюл. №23, 20.08.96], при якому на МЕП послідовно подають спочатку імпульс напруги, що ініціює пробій міжелектродного проміжку, а потім робочий імпульс. Вказаний спосіб найбільш близький по технологічній сутності до способу, що заявляється, і вибраний як найближчий аналог. Недоліком цього способу є подання на МЕП напруги, що на порядок перевищує напругу робочого ходу. Це призводить до того, що навіть при несприятливих умовах МЕП відбувається його пробій і відповідно зайві витрати енергії, яка в свою чергу не йде на видалення матеріалу заготовки. В основу корисної моделі поставлена задача вдосконалення способу електроерозійної обробки шляхом забезпечення стабільності оптимальних параметрів імпульсів та МЕП, щоб забезпечити безперервність електроерозійної обробки та підвищити продуктивність ЕЕО та її точність. Це досягається послідовним поданням на МЕП спочатку імпульсу напруги, що ініціює пробій міжелектродного проміжку, а потім робочого імпульсу за допомогою якого і відбувається видалення матеріалу. Відмінність запропонованого способу полягає в тому, що з метою підвищення продуктивності при дотриманні високої точності обробки та шорсткості поверхні за рахунок стабільності МЕП, в процесі обробки до МЕП спочатку прикладається оптимальна напруга для вибраного режиму, і при наявності пробою в заданому інтервалі часу на МЕП подається імпульс що має велику енергію. Час подачі силового імпульсу обмежується фіктивним часом (Тф), та часом, протягом якого можливо подати імпульс струму до МЕП, що визначається як 1/3 тривалості імпульсу струму. Фіктивний час визначається для кожного енергетичного та частотного режиму генератора експериментальним шляхом, але не повинен перевищува ти 1/3 загального часу імпульсу. Якщо пробій виникає протягом часу Тф - це свідчить про наявність короткого замикання або пробій по продуктам ерозії, що знаходяться в міжелектродному проміжку. При цьому енергія розряду витрачається на руйнування продуктів ерозії. В разі наявності затримки пробою більше ніж 1/3 тривалості імпульсу струму відбувається зміщення розподілу енергії в бік ДЕІ, що призводить до погіршення параметрів обробки, підвищення теплового навантаження на дротяний електрод і, відповідно, збільшує ймовірність обриву ДЕІ. Таким чином, імпульси з блока підвищеної потужності повинні подаватись до МЕП лише за умови, що розряд виник після часу Тф, але не пізніше ніж через 1/3 тривалості імпульсу струм у після Тф. Кожна з вказаних відмінних ознак є необхідною, а всі разом - достатніми для досягнення технічного результату. Технічним результатом при використанні даного способу є підвищення продуктивності різання при дотриманні високої точності та шорсткості обробленої поверхні на 15...20% (в залежності від матеріалу деталі) із забезпеченням безобривної обробки, порівняно з адаптивною системою керування виділенням енергії в МЕП. Корисна модель пояснюється кресленням, де: -на Фіг. показана осцилограма імпульсу. Приклад конкретного застосування У відповідності до запропонованого способу заданого режиму обробки визначається фіктивний час та час допустимої затримки пробою відповідно до параметрів імпульсів та гідродинамічних умов на МЕП. Отримані данні заносяться в блок обмеження часу затримки. Даний спосіб використовувався при електроерозійній обробці конструкційної Сталі 45 латунним дротом Æ0,15мм з цинковим покриттям. При використанні даного способу було зафіксовано підвищення продуктивності електроерозійного дротяного різання на 15...20% порівняно з обробкою при використанні адаптивної системою керування виділенням енергії в МЕП. Таким чином, як видно із наведеного прикладу, запропонований спосіб забезпечує найбільш оптимальну подачу енергії в МЕП і дозволяє підвищити продуктивність різання при забезпеченні безобривної обробки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electric erosion machining
Автори англійськоюOsypenko Vasyl Ivanovych, Stupak Denys Olehovych, Poliakov Sviatoslav Petrovych
Назва патенту російськоюСпособ электроэрозионной обработки
Автори російськоюОсипенко Василий Иванович, Ступак Денис Олегович, Поляков Святослав Петрович
МПК / Мітки
МПК: B23H 1/00
Мітки: обробки, електроерозійної, спосіб
Код посилання
<a href="https://ua.patents.su/2-8684-sposib-elektroerozijjno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроерозійної обробки</a>
Спосіб електроерозійної обробки поверхонь струмопровідних деталей
Номер патенту: 5679
Опубліковано: 15.03.2005
Автори: Марчук Володимир Єфремович, Шульга Іван Федорович, Кравець Василь Васильович
МПК: B23H 9/04, B23H 9/00, B23H 7/00
Мітки: спосіб, деталей, обробки, струмопровідних, поверхонь, електроерозійної
Формула / Реферат:
Спосіб електроерозійної обробки поверхонь струмопровідних деталей, при якому розміщують електрод-інструмент з проміжком відносно поверхні деталі, подають в проміжок імпульси напруги, вимірюють температуру електрода-інструмента, підтримують автоматизовано оптимальне значення температури електрода-інструмента, який відрізняється тим, що під час підтримування автоматизованого оптимального значення температури електрода-інструмента додатково...
Спосіб електроерозійної обробки
Номер патенту: 71469
Опубліковано: 15.11.2004
Автори: Ступак Денис Олегович, Поляков Святослав Петрович, Калейніков Геннадій Євгенович, Савісько Руслан Іванович, Осипенко Василь Іванович
МПК: B23H 1/00
Мітки: електроерозійної, обробки, спосіб
Формула / Реферат:
Спосіб електроерозійної обробки, який здійснюють серіями імпульсів, що прикладають до дротяного електрода інструменту (ДЕІ) та заготовки, який відрізняється тим, що кількість імпульсів та тривалість паузи між серіями визначають розрахунком:,де - коефіцієнт теплопровідності;
Електрод-дріт для електроерозійної обробки матеріалів
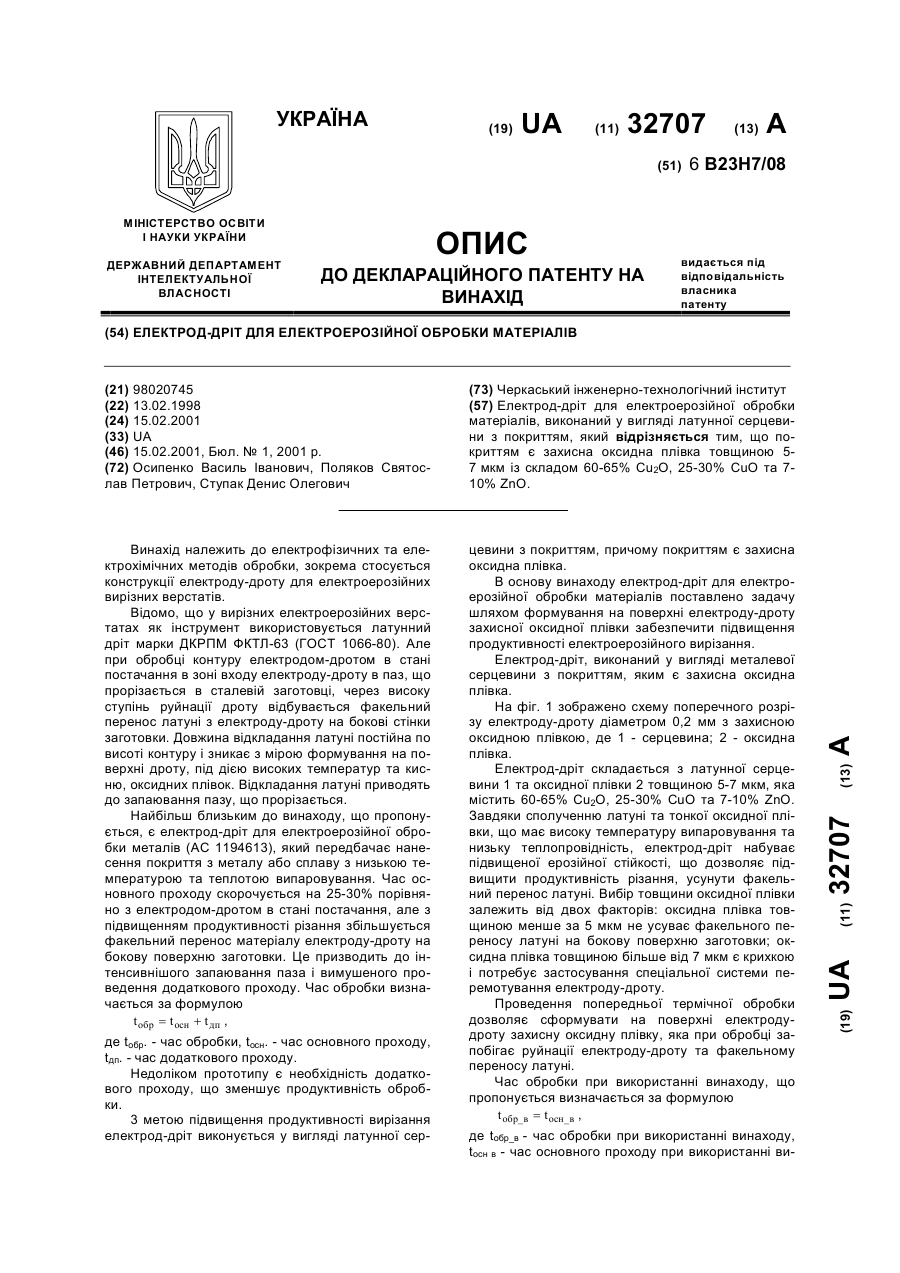
Номер патенту: 32707
Опубліковано: 15.02.2001
Автори: Осипенко Василь Іванович, Поляков Святослав Петрович, Ступак Денис Олегович
МПК: B23H 7/08
Мітки: електроерозійної, обробки, електрод-дріт, матеріалів
Формула / Реферат:
Електрод-дріт для електроерозійної обробки матеріалів, виконаний у вигляді латунної серцевини з покриттям, який відрізняється тим, що покриттям є захисна оксидна плівка товщиною 5-7 мкм із складом 60-65% Сu2O, 25-30% СuО та 7-10% ZnO.
Спосіб виготовлення металевих електродів-інструментів для електроерозійної обробки
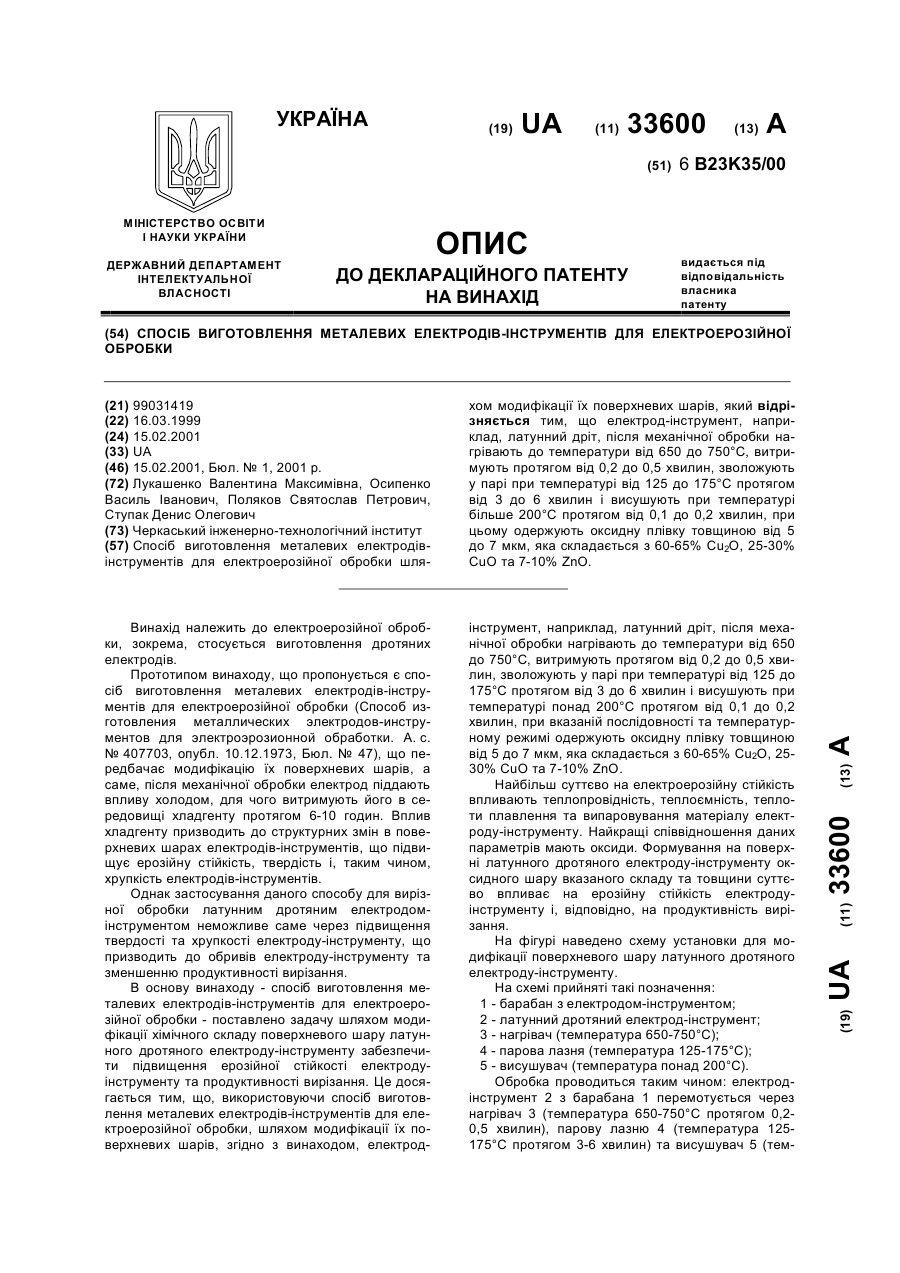
Номер патенту: 33600
Опубліковано: 15.02.2001
Автори: Лукашенко Валентина Максимівна, Ступак Денис Олегович, Поляков Святослав Петрович, Осипенко Василь Іванович
МПК: B23K 35/00
Мітки: спосіб, виготовлення, електроерозійної, електродів-інструментів, обробки, металевих
Текст:
...обработки. А. с. № 407703, опубл. 10.12.1973, Бюл. № 47. Таблиця Порівняльні характеристики електродів-дротів для електроерозійної обробки Тип Металевий електрод Згідно з прототипом Згідно з винаходом Обробка Показник продуктивності Не проводиться Обробка 100% Властивість Еталонний показник Залежно від режимів Підвищена хрупкість інструменту, Окислення обробки 150-1000% що звужує галузь застосування Залежно від режимів ...
Робоче середовище для електроерозійної обробки
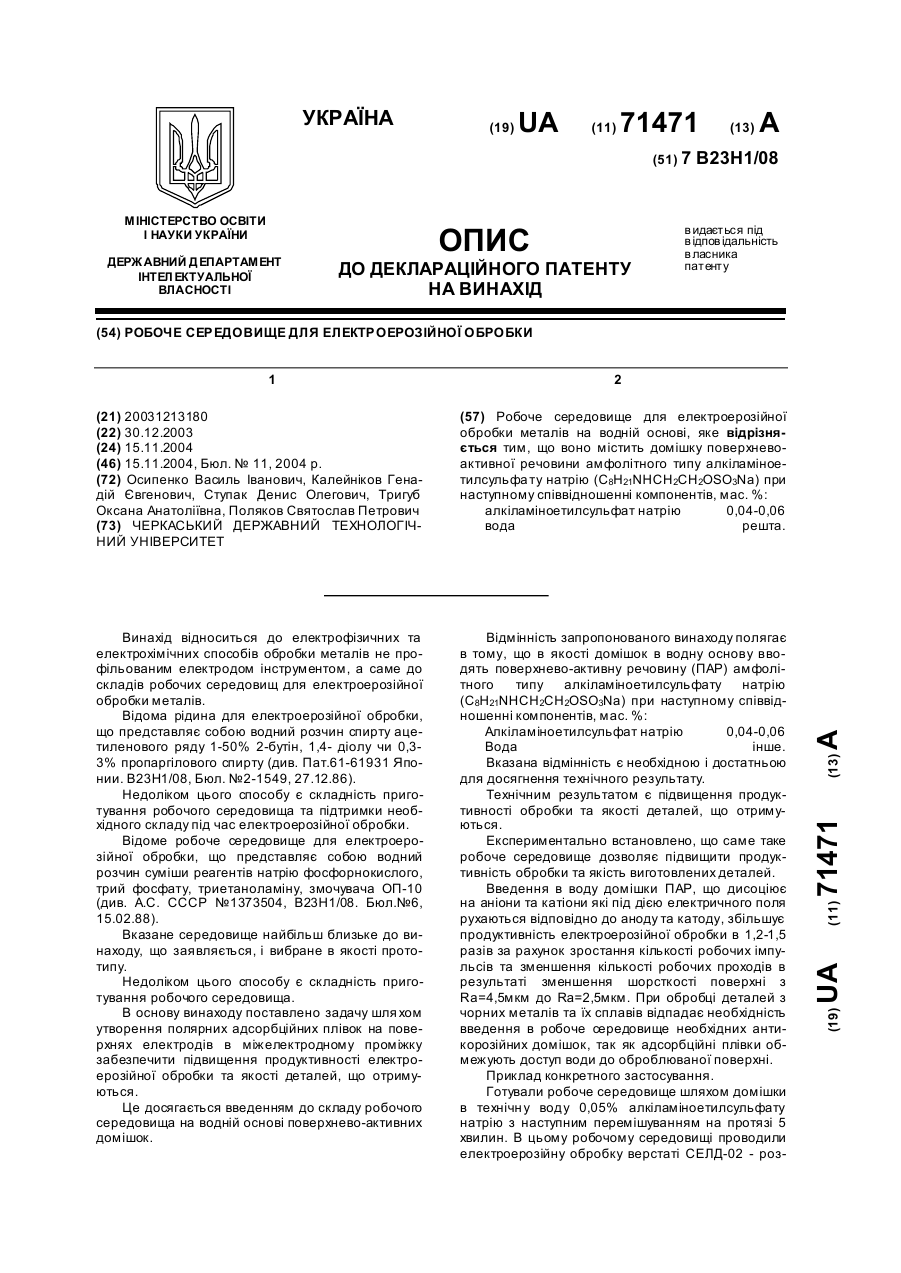
Номер патенту: 71471
Опубліковано: 15.11.2004
Автори: Калейніков Генадій Євгенович, Осипенко Василь Іванович, Ступак Денис Олегович, Тригуб Оксана Анатоліївна, Поляков Святослав Петрович
МПК: B23H 1/00
Мітки: електроерозійної, робоче, середовище, обробки
Формула / Реферат:
Робоче середовище для електроерозійної обробки металів на водній основі, яке відрізняється тим, що воно містить домішку поверхнево-активної речовини амфолітного типу алкіламіноетилсульфату натрію (C8H21NHCH2CH2OSO3Na) при наступному співвідношенні компонентів, мас. %: алкіламіноетилсульфат натрію 0,04-0,06 вода решта.
Попередній патент: Спосіб накладання міжкишкових анастомозів в умовах перитоніту
Наступний патент: Пристрій запірний
Випадковий патент: Спосіб виготовлення антисептичного паперу, антисептичний папір та санітарно-гігієнічний виріб з антисептичного паперу