Спосіб одержання високотемпературних корозійно- і зносостійких покриттів
Номер патенту: 34960
Опубліковано: 26.08.2008
Автори: Сисоєв Максим Олександрович, Черниш Іван Григорович, Лобода Петро Іванович
Формула / Реферат
1. Спосіб одержання високотемпературних корозійно- і зносостійких покриттів, що включає формування захисного каркаса з просоченням його легкоплавким сплавом, який відрізняється тим, що захисний каркас формують підпресовкою прошарків тугоплавкої сполуки і легкоплавкого самофлюсуючого сплаву з подальшим напіканням у вакуумі електронно-променевим нагрівом.
2. Спосіб за п. 1, який відрізняється тим, що прошарок для підпресовки отримують із суміші порошку пірофорного цирконію та порошку аморфного бору, при цьому при їх змішуванні додають полівініловий спирт в кількості від 5-10 об.%.
Текст
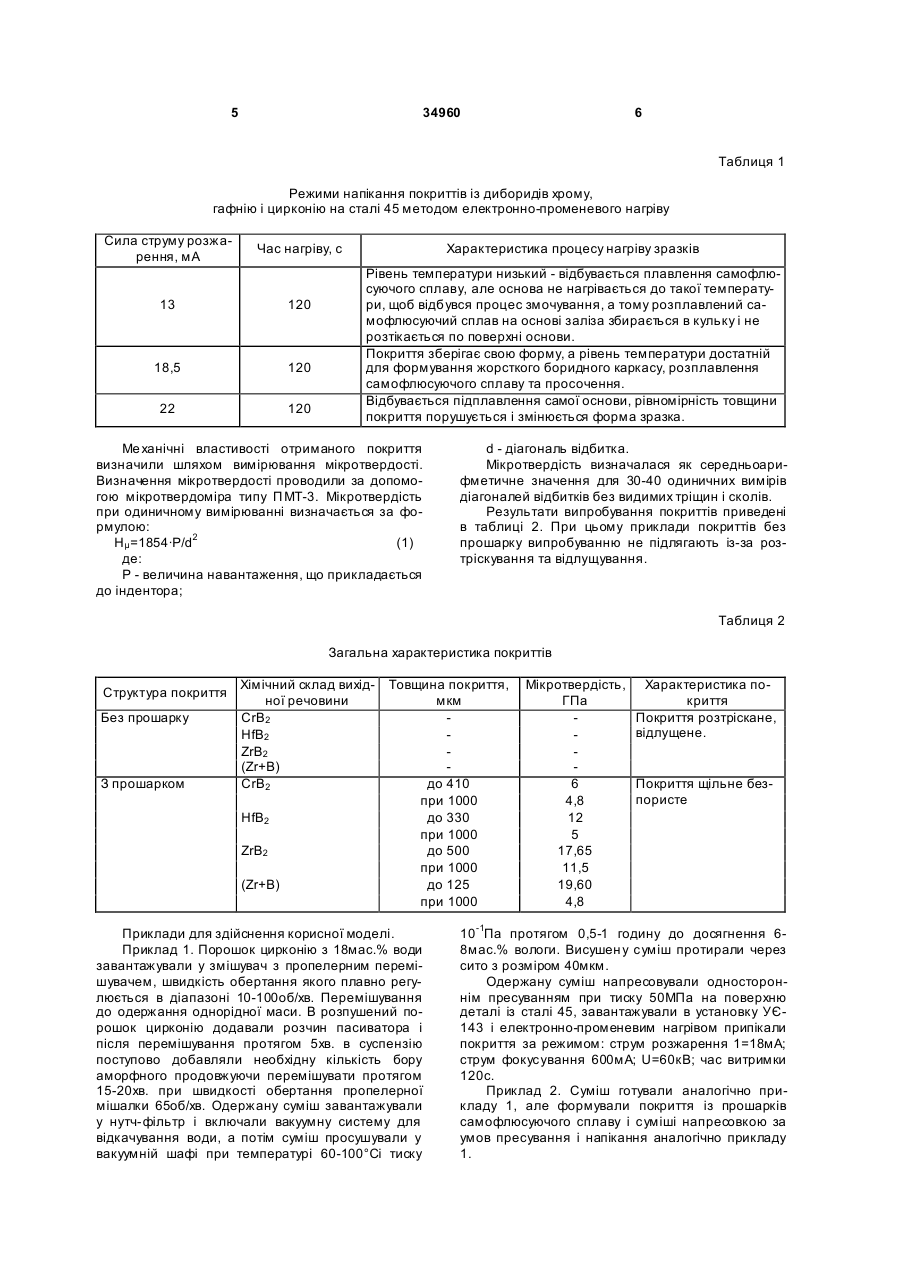
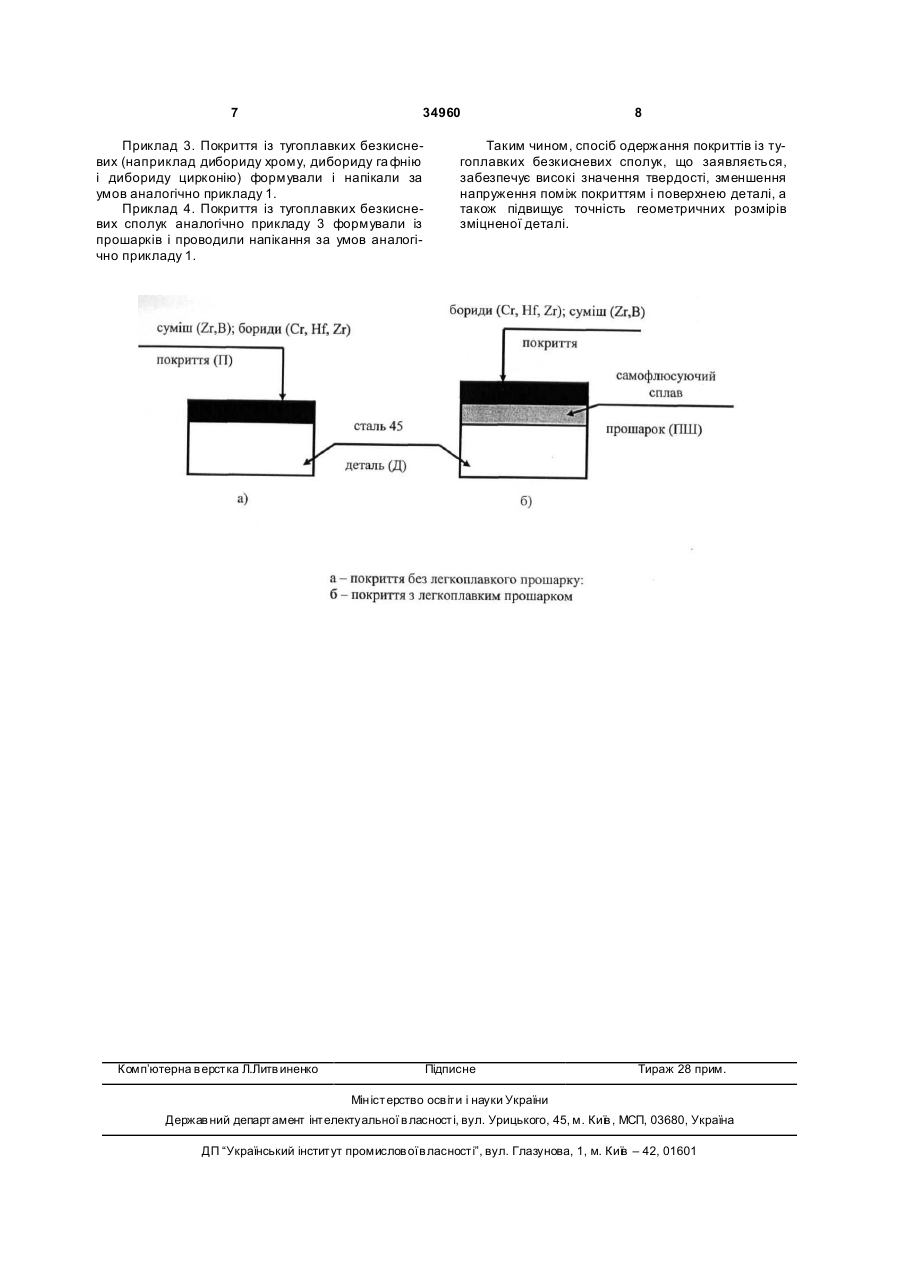
1. Спосіб одержання високотемпературних корозійно- і зносостійких покриттів, що включає 3 34960 перешкоджає дифузії рідини в ніобієвий сплав, який захищають від корозії. До причин, які перешкоджають досягти технічного результату за допомогою запропонованого способу, необхідно віднести: - неможливість одержання покриття із тугоплавких безкисневих сполук на вуглецевих сталях, оскільки застосування евтектики (Si+AI) унеможливлює утворення силіциду заліза FeSi2 із-за розчинення 15% Si в залізі з утворенням твердого розчину, а при дифузії силіцію із розплаву відбувається процес силіціювання заліза, сталі і сплавів на основі заліза [Энциклопедия неорганических материалов, т.2. с.385]; - одержання пористого каркасу із силіційвмісної (дисиліцидної) фази можливе тільки за умови, коли основні компоненти системи мають утворювати з силіцієм термодинамічно стійкі в робочому температурному інтервалі тугоплавкі силіцидні фази підвищеної жаростійкості; - захисні функції виробу виконує не покриття, а окалина - плівка АI2 О3 на поверхні покриття, а її утворення із стабільної кристалічної форми a АI 2О 3 практично складно регулювати. Крім того, в присутності рідинної фази можлива пришвидшена рекристалізація дисиліциду, а вихід на поверхню крупних зерен спричиняють втрату захисних властивостей; - неможливість експлуатації таких покриттів у динамічних окислювальних струменях із-за понижених ерозійних властивостей покриття, одержаних в таких умовах. В основу корисної моделі, що пропонується, поставлена задача удосконалити спосіб одержання каркасних (скелетних) покриттів із тугоплавких безкисневих сполук на вуглецеви х сталях шляхом використанням електронно-променевого напікання прошарків сумішей тугоплавкої сполуки і легкоплавкого металу, що забезпечує високу точність виготовленої деталі, низьку шорсткість, високі механічні і захисні властивості. В результаті здійснення цієї корисної моделі стане можливим одержання високотемпературних покриттів на вуглецевих сталя х, металах і сплавах із високо температурних безкисневих тугоплавких сполук (карбідів, боридів, нітридів), розширяючи полі функціональність покриття (жаростійкість, корозійний і ерозійний захист виробів), збільшення строку експлуатації покриття, а також не потребує виконання специфічних вимог до компонентів і технологічного процесу утворення каркасу та значно спрощує і здешевлює те хнологію отримання покриття. Поставлена задача вирішується тим, що в способі одержання високотемпературних корозійно- і зносостійких покриттів, що базується на формуванні захисного каркасу з просоченням його легкоплавким сплавом, згідно з корисною моделлю, захисний каркас формують підпресовкою прошарків тугоплавкої сполуки і легкоплавкого самофлюсуючого сплаву з подальшим напіканням у вакуумі електронно-променевим нагрівом. Крім того, прошарок для підпресовки отримують із суміші порошку пірофорного цирконію та порошку аморфного бору, при цьому при їх змішу 4 ванні додають полівініловий спирт у кількостях від 5-10об.%. Прошарки з тугоплавких сполук, зокрема, боридів і самофлюсуючого сплаву на основі заліза нанесені напресовкою на поверхню деталі, просушувались у вакуумі і нагрівались електронним променем таким чином, щоб спочатку проходило спікання керамічного каркасу, а потім керамічний каркас просочувався легкоплавкою складовою. Підвищення мікротвердості покриття на основі ZrB2 досягається реакційним синтезом із пірофорного порошку цирконію та тонкодисперсного порошку аморфного бору. Екзотермічність реакції сприяє утворенню міцного боридного каркасу, розігріву та просоченню утвореного покриття самофлюсуючим сплавом. Для здійснення запропонованої корисної моделі прошарки формували, використовуючи, наприклад, вихідні порошки диборидів хрому, цирконію, гафнію, титану та самофлюсуючий сплав, а для дибориду цирконію також суміш порошку аморфного бору та пірофорного порошку цирконію, який пасивували полівініловим спиртом. При здійсненні реакційного синтезу ZrB2 із пірофорного порошку цирконію і порошку аморфного бору, який проходить зі значним виділенням тепла за рахунок екзотермічної реакції, утворюється міцний боридний каркас, а при швидкому розігріві та просоченні самофлюсуючим сплавом здійснюється процес напікання, і таким чином, створюються найбільш сприятливі умови для утворення міцного покриття, мікротвердість якого перевищує мікротвердість покриття із порошку ZrB2. Крім того, швидке спікання суміші Zr-B унеможливлює рекристалізацію і утворення крупних частинок ZrB2, що сприяє формуванню міцного каркасу та забезпечує міцне зчеплення покриття з основою. Спосіб, що заявляється ілюструється кресленням, де приведено схему нанесення покриття та табл.1. Режими напікання покриттів із диборидів хрому, га фнію і цирконію на сталі 45 методом електронно-променевого нагріву, табл.2. Загальна характеристика покриттів. Спосіб здійснювався наступним чином. Порошок цирконію, який використовувався для синтезу ZrB2, пасивували полівініловим спиртом (8об. %), а потім проводили сушк у у вакуумній шафі ВШОО-55 при температурі 90°С у вакуумі 10-1-10-2МПа протягом 6 годин. Суміш пасивованого порошку цирконію і бору готували дозуванням з наступним протиранням через сито розміром 40мкм. Підготовку деталі поверхні проводили зачищенням на шліфувальному папері №220 і знежиренням спиртом. Потім на поверхню сталевої деталі наносяться одношарові прошарки із боридів, суміші пірофорного цирконію і аморфного бору, а також двошарова композиція із прошарком більш легкоплавкого матеріалу (креслення). Запресовування на поверхню деталі здійснювали одностороннім пресуванням при тиску 50МПа для забезпечення високої пористості каркасу. Після сушки у вакуумі зразки нагрівалися електронним променем таким чином, щоб спочатку проходило спікання керамічного каркасу, а потім каркас просочувався легкоплавкою складовою (табл.1). 5 34960 6 Таблиця 1 Режими напікання покриттів із диборидів хрому, гафнію і цирконію на сталі 45 методом електронно-променевого нагріву Сила струму розжарення, мА Час нагріву, с 13 120 18,5 120 22 120 Характеристика процесу нагріву зразків Рівень температури низький - відбувається плавлення самофлюсуючого сплаву, але основа не нагрівається до такої температури, щоб відбувся процес змочування, а тому розплавлений самофлюсуючий сплав на основі заліза збирається в кульку і не розтікається по поверхні основи. Покриття зберігає свою форму, а рівень температури достатній для формування жорсткого боридного каркасу, розплавлення самофлюсуючого сплаву та просочення. Відбувається підплавлення самої основи, рівномірність товщини покриття порушується і змінюється форма зразка. Ме ханічні властивості отриманого покриття визначили шляхом вимірювання мікротвердості. Визначення мікротвердості проводили за допомогою мікротвердоміра типу П МТ-3. Мікротвердість при одиничному вимірюванні визначається за формулою: Ημ =1854·Ρ/d2 (1) де: Ρ - величина навантаження, що прикладається до індентора; d - діагональ відбитка. Мікротвердість визначалася як середньоарифметичне значення для 30-40 одиничних вимірів діагоналей відбитків без видимих тріщин і сколів. Результати випробування покриттів приведені в таблиці 2. При цьому приклади покриттів без прошарку випробуванню не підлягають із-за розтріскування та відлущування. Таблиця 2 Загальна характеристика покриттів Структура покриття Без прошарку З прошарком Хімічний склад вихідної речовини СrВ2 НfB2 ZrB2 (Zr+B) СrВ2 НfB2 ZrB2 (Zr+B) Товщина покриття, мкм до 410 при 1000 до 330 при 1000 до 500 при 1000 до 125 при 1000 Приклади для здійснення корисної моделі. Приклад 1. Порошок цирконію з 18мас.% води завантажували у змішувач з пропелерним перемішувачем, швидкість обертання якого плавно регулюється в діапазоні 10-100об/хв. Перемішування до одержання однорідної маси. В розпушений порошок цирконію додавали розчин пасиватора і після перемішування протягом 5хв. в суспензію поступово добавляли необхідну кількість бору аморфного продовжуючи перемішувати протягом 15-20хв. при швидкості обертання пропелерної мішалки 65об/хв. Одержану суміш завантажували у нутч-фільтр і включали вакуумну систему для відкачування води, а потім суміш просушували у вакуумній шафі при температурі 60-100°Сі тиску Мікротвердість, ГПа 6 4,8 12 5 17,65 11,5 19,60 4,8 Характеристика покриття Покриття розтріскане, відлущене. Покриття щільне безпористе 10-1Па протягом 0,5-1 годину до досягнення 68мас.% вологи. Висушен у суміш протирали через сито з розміром 40мкм. Одержану суміш напресовували одностороннім пресуванням при тиску 50МПа на поверхню деталі із сталі 45, завантажували в установку УЄ143 і електронно-променевим нагрівом припікали покриття за режимом: струм розжарення 1=18мА; струм фокусування 600мА; U=60кВ; час витримки 120с. Приклад 2. Суміш готували аналогічно прикладу 1, але формували покриття із прошарків самофлюсуючого сплаву і суміші напресовкою за умов пресування і напікання аналогічно прикладу 1. 7 34960 Приклад 3. Покриття із тугоплавких безкисневих (наприклад дибориду хрому, дибориду га фнію і дибориду цирконію) формували і напікали за умов аналогічно прикладу 1. Приклад 4. Покриття із тугоплавких безкисневих сполук аналогічно прикладу 3 формували із прошарків і проводили напікання за умов аналогічно прикладу 1. Комп’ютерна в ерстка Л.Литв иненко 8 Таким чином, спосіб одержання покриттів із тугоплавких безкисневих сполук, що заявляється, забезпечує високі значення твердості, зменшення напруження поміж покриттям і поверхнею деталі, а також підвищує точність геометричних розмірів зміцненої деталі. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining of high-temperature corrosion- and wear-resistant coatings
Автори англійськоюLoboda Petro Ivanovych, Sysoev Maksym Oleksandrovych, Chernysh Ivan Hryhorovych
Назва патенту російськоюСпособ полученния высокотемпературных коррозионно- и износостойких покрытий
Автори російськоюЛобода Петр Иванович, Сысоев Максим Александрович, Черниш Иван Григорьевич
МПК / Мітки
МПК: C23C 10/00
Мітки: спосіб, покриттів, зносостійких, корозійної, високотемпературних, одержання
Код посилання
<a href="https://ua.patents.su/4-34960-sposib-oderzhannya-visokotemperaturnikh-korozijjno-i-znosostijjkikh-pokrittiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання високотемпературних корозійно- і зносостійких покриттів</a>
Спосіб нанесення дискретних зносостійких покриттів
Номер патенту: 33410
Опубліковано: 15.02.2001
Автори: Ляшенко Борис Артемович, Єрмолаєв Володимир Васильович
МПК: C23C 4/02
Мітки: зносостійких, покриттів, нанесення, дискретних, спосіб
Текст:
...окремого фрагменту покриття під час роботи деталі навіть па відкритому повітрі виникають ;они контактної коровії через різницю величин електродних потенціалів матеріалів покриття і основи й наявності агресивного еередоішша. Тому мають місце випадки, коли при контактних навантаженнях в умовах фретінг-корозії до вичерпання прогнозованого строку експлуатації - ресурсу, покриття руйнується. R основу передбачуваного винаходу покладене завдання...
Спосіб нанесення зносостійких несуцільних покриттів
Номер патенту: 68303
Опубліковано: 15.06.2005
Автори: Рутковський Віталій Анатолійович, Волкогон Володимир Михайлович, Ляшенко Борис Артемович, Петруша Ігор Андрійович, Антонюк Віктор Степанович, Осипов Олександр Сергійович
МПК: C23C 14/32
Мітки: спосіб, несуцільних, покриттів, нанесення, зносостійких
Формула / Реферат:
Спосіб лікування гнійно-некротичних ускладнень у постраждалих з множинною і сукупною травмою, який містить базову терапію, з застосуванням електромагнітного випромінювання нетеплової інтенсивності, який відрізняється тим, що лікування здійснюють в діапазоні 0,01-18 гГц, з потоком потужності в місці перебування пацієнта менш 2,5 мкВт/см2.2. Спосіб по п.1, який відрізняється тим, що електромагнітне випромінювання застосовують до початку...
Спосіб нанесення зносостійких дискретних композиційних покриттів на робочу поверхню металевої деталі
Номер патенту: 69428
Опубліковано: 15.09.2004
Автори: Дігам Марко Семенович, Лопатин Ігор Петрович, Немчин Олександр Федорович, Яковлев Віталій Васильович, Мокеєв Юрій Геннадійович
Мітки: поверхню, дискретних, покриттів, зносостійких, робочу, спосіб, деталі, металевої, композиційних, нанесення
Формула / Реферат:
1. Спосіб нанесення зносостійких дискретних композиційних покриттів на робочу поверхню тертя металевої деталі, який передбачає включення деталі та електродів через генератор та програматор в електричне коло, надання принаймні одному електродові обертово-поступального руху вздовж робочої поверхні деталі з одночасним поданням електричних імпульсів через електроди та формування дискретних ділянок покриття як дискретно-мозаїчного шару з...
Спосіб формування зносостійких покриттів
Номер патенту: 47955
Опубліковано: 15.07.2002
Автори: Возненко Вікторія Віталіївна, Антонюк Віктор Степанович, Ляшенко Борис Артемович, Волкогон Володимир Михайлович
МПК: B23H 9/00
Мітки: покриттів, зносостійких, спосіб, формування
Формула / Реферат:
Спосіб формування зносостійких покриттів, що включає нанесення легуючих елементів, розташованих острівцями на поверхні, шляхом вибору оптимальної щільності, який відрізняється тим, що щільність нанесення покриття складає від 30% до 80% із співвідношення мікротвердості легуючого елемента і основного матеріалу, а крок між острівцями визначають із співвідношення діаметра острівця до глибини проникнення легуючого елемента в матеріал в межах від 2...
Спосіб нанесення зносостійких несуцільних покриттів на неметалеві матеріали
Номер патенту: 26555
Опубліковано: 25.09.2007
Автори: Рутковський Анатолій Віталійович, Долгов Микола Анатолійович, Ляшенко Борис Артемович, Калініченко Віталій Іванович, Сорока Олена Борисівна, Антонюк Віктор Степанович, Солових Євген Костянтинович
МПК: C23C 14/32, C23C 14/04
Мітки: спосіб, неметалеві, покриттів, несуцільних, матеріали, зносостійких, нанесення
Формула / Реферат:
Спосіб нанесення зносостійких несуцільних покриттів на неметалеві матеріали, який включає операції встановлення у вакуумній камері перед оброблюваною поверхнею сітчастої маски-екрана, генерування в напрямку оброблюваної поверхні іонізованого потоку вихідного матеріалу покриття в середовищі реактивного газу і нанесення покриття на неметалеві матеріали, який відрізняється тим, що сітчасту маску-екран встановлюють перед оброблюваною поверхнею на...
Попередній патент: Пристрій для експрес-діагностики білірубінемії
Наступний патент: Екструзійний агрегат для формування погонажних виробів кільцевого перетину
Випадковий патент: Косарка