Спосіб отримання захисно-декоративних покриттів на сталі

Формула / Реферат
Спосіб отримання захисно-декоративних покрить на сталі, включаючи насичення з розплаву легкоплавкої евтектики свинець-вісмут, який містить осаджувальні елементи, відрізняється тим, що перед насиченням вироби облуджують і охолоджують до температури ![]() , в розплав додають алюміній в кількості 2-3 вес.%, і в якості осаджувальних елементів використовують мідь, бронзу чи латунь, при цьому об'єм розплаву в 10 разів перевищує площу, яку покривають.
, в розплав додають алюміній в кількості 2-3 вес.%, і в якості осаджувальних елементів використовують мідь, бронзу чи латунь, при цьому об'єм розплаву в 10 разів перевищує площу, яку покривають.
Текст
Спосіб отримання захисно-декоративних покрить на сталі, включаючи насичення з розплаву легкоплавкої евтектики свинець-вісмут, який містить осаджувальні елементи, відрізняється тим, що перед насиченням вироби облуджують І охолоджують до температури 0±1°С, в розплав додають алюміній в кількості 2-3 вес%, і в якостГ осаджувальних елементів використовують мідь, бронзу чи латунь, при цьому об'єм розплаву в 10 разів перевищує площу, яку покривають. Винахід належить до галузі хіміко-термічної обробки металів та сплавів, зокрема до отримання на сталевих виробах мідного, бронзового та латунного покрить з розплаву металів з метою оздоблення та корозійного захисту. Відомо про спосіб отримання бронзових покрить на сталевих виробах шляхом їх занурення у розплав, склад якого відповідає складові бронзи (Патент США № 4142011, кл. С 23 С 1/10,1979). Недоліком такого способу є неоднорідність покриття, внаслідок локальної наявності стійких окисних плівок на поверхні виробу, висока температура процесу (850-900°С), що приводить до структурних змін у сталі, а також не екоггапчність процесу. Найбільш близьким рішенням до заявленого є спосіб отримання багатокомпонентних дифузійних покрить, який включає насичення сталевих виробів з розплаву легкоплавкої евтектики свинець-вісмут з добавленням в якості осаджувальних компонентів титану, хрому, азоту (Авторське свідоцтво СРСР № 8002398. кл. С 23 С 9/10, С 23 17/00, 1981), який є більше екологічно чистим. Але отримання' покрить дифузійним способом вимагає тривалої витримки виробів у розплаві (5-15 год.) і не дозволяє наносити декоративні покриття на основі міді. В основу винаходу покладена задача створити спосіб отримання захисно-декоративних покрить на сталі, в якому використовувалися б такі умови, та режими насичення осаджувальними елементами, що забезпечило б можливість одержання захисно-декоративного ефекту при мінімальних енергетичних затратах. Це досягається тим, що в даному способі отримання захисно-декоративних покрить на сталі, включаючому насичення з розплаву легкоплавкої евтектики свинець-вісмут, який має осаджувальні компоненти, перед насиченням вироби облуджують і охолоджують до температури 0±1°С, в розплав додають алюміній в кількості 2-3 вес.% І в якості осаджувальних елементів використовують мідь, бронзу чи латунь, при цьому об'єм розплаву в 10 раз перевищує площу, яку покривають. Утворення покриття здійснюється шляхом розчину в евтектиці свинець-вісмут введеної міді, бронзи чи латуні, і наступній адсорбції на ювенільній поверхні холодних виробів розчинених елементів. Свинець і вісмут при цьому не осаджуються на поверхні виробів, так як володіють більш низькою можливістю до адгезії з сталлю в порівнянні з компонентами покриття І виступають тільки в якості транспортного середовища. Попереднє облужування виробів забезпечує отримання ювенільної поверхні у результаті розчину плівки полуди при зануренні виробу в розплав. Для забезпечення неперервності процесу та необхідної концентрації' осаджувальних компонентів при поверхні виробу об'єм розплаву повинен перевищувати площу, яка підлягає покриттю у 10 разів. У разі меншого об'єму розплаву кількість розчинних елементів не встигає компенсувати їх витрату при формуванні покриття, що приводить до збільшення часу нанесення. Температура процесу таким чином може бути зменшена до 700~750°С, а час витримки до 10-20 хвилин, що забезпечує отримання однорідного покриття максимальної товщини. Введення в розплав алюмінію в кількості 2-3 вес.% необхідне О о ю со 35004 для зв'язування кисню і надання покриттю блиску. Збільшення кількості алюмінію бльше 3 вес % приводить до шлакування розплаву, що неприпустимо. Приклад 1. Міднення сталі ст. З здійснювалось наступним чином. Перед нанесенням покриття деталі піддали хімічному травленню у 25% водному розчині хлористого цинку, після чого облуджували шляхом занурення у розплав припою марки ПОС 10 та охолоджували до температури 0±1°С у холодильному шкафі. Використання припоїв з більшою кількістю олова небажано, через засмічення мідного покриття оловом Потім у ванну з розплавом евтектики свинець-вісмут додавали алюміній у кількості 2 вес.% та з надлишком порошок міді, після чого доводили температуру розплаву до 750±10°С. Об'єм розплаву при цьому в 10 раз перевищив площу, яку покривають. Після насичення розплаву міддю в нього занурювали у холодному стані облужені вироби з витримкою 10-хвилин. В результаті металографічного аналізу була встановлена наявність на поверхні виробу однорідного мідного покриття товщиною 0,15 мм. Приклад 2. Отримували бронзове покриття на сталі ст. З наступним чином Перед нанесенням покриття поверхні виробів підготовлювали аналогічно прикладу 1 Потім у ванну з розплавом евтектики свинець-вісмут додавали алюміній в кількості З вес % та з надлишком порошок бронзи, після чого доводили температуру розплаву до 700±10°С. Об'єм розплаву при цьому в 10 разів перевищував площу, яку покривають. Після насичення розплаву компонентами бронзи в нього занурювали у холодному стані облужені вироби з витримкою 20 хвилин Результатом металографічного аналізу була встановлена наявність на поверхні виробу однорідного бронзового покриття товщиною 0,2 мм. Приклад 3. Отримували латунне покриття на сталі ст 3 наступним чином. Перед нанесенням покриття поверхні виробів піддали хімічному травленню і лудженню аналогічно прикладу 1. Потім у ванну з розплавом евтектики свинець-вісмут додавали алюміній у кількості А вес % та з надлишком порошок латуні, після чого доводили температуру розплаву до 700+10°С. Об'єм розплаву при цьому у 10 разів перевищив площу, яку покривають. Після насичення розплаву компонентами латуні в нього занурювали у холодному стані облужені вироби з витримкою ЗО хвилин. Результат металографічного аналізу показав наявність на поверхні однорідного латунного покриття. Збільшення товщини покриття не відбулося. При цьому спостерігалось шлакування розплаву, від збільшення кількості алюмінію. Таким чином, запропонований спосіб дозволяє отримати на сталевій поверхні захиснодекоративного покриття на основі міді при більш низьких температурах (700-750°С) товщиною 0.150,2 мм за нетривалий час 10-20 хвилин. Завдяки • тому, що запропонований спосіб відрізняється від відомих екологічністю, малотривалістю і не потребує величезних енергетичних затрат, він може знайти широке промислове застосування. Крім того, наявність оригінального декоративного ефекту дозволить використовувати даний спосіб у ювелірній справі та при художній обробці металів та сплавів. Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. ГагарІна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for preparation of protactive-decorative coatings on steel
Автори англійськоюSmirnov Ihor Volodymyrovych
Назва патенту російськоюСпособ получения защитно-декоративных покрытий на стали
Автори російськоюСмирнов Игорь Владимирович
МПК / Мітки
МПК: C23C 2/02
Мітки: отримання, спосіб, сталі, покриттів, захисно-декоративних
Код посилання
<a href="https://ua.patents.su/2-35004-sposib-otrimannya-zakhisno-dekorativnikh-pokrittiv-na-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання захисно-декоративних покриттів на сталі</a>
Спосіб нанесення захисно-декоративних та зносостійких покриттів
Номер патенту: 10972
Опубліковано: 25.12.1996
Автори: Дудкін Володимир Олександрович, Вус Олександр Степанович, Пуха Володимир Єгорович
МПК: C23C 14/00, C23C 14/32
Мітки: зносостійких, захисно-декоративних, покриттів, нанесення, спосіб
Формула / Реферат:
1. Способ нанесения защитно-декоративных и износостойких покрытий, включающий создание потока вещества, содержащего нейтральные частицы и плазму из положительных ионов материала металлического катода и электронов, путем инициирования вакуумной дуги на поверхности металлического катода и дозированную подачу в вакуумную камеру активного газа, отличающийся тем, что часть положительных ионов материала металлического катода извлекают...
Спосіб виготовлення дерев’яної панелі для декоративних покриттів
Номер патенту: 27336
Опубліковано: 15.09.2000
Автор: Агустин Сансано Санц
МПК: B44C 5/00
Мітки: панелі, декоративних, дерев'яної, покриттів, виготовлення, спосіб
Текст:
...поскольку желаемое _ _ давление не может быть приложено деревянному листу, поскольку сегменты (с их часто скругленными поверхностями) и каналы уже образованы на деревянном листе, перед тем, когда он должен быть нанесен на основу. Давление должно быть небольшим, чтобы гарантировать то, что форма сегментов не будет повреждена. Известен способ обработки панели (плиты), изготовленной, например, из целлюлозы, описанный в пат. США 4 073 672....
Спосіб нанесення карбонітридних покриттів на сталі та тверді сплави
Номер патенту: 28335
Опубліковано: 16.10.2000
Автори: Хижняк Олег Вікторович, Хижняк Віктор Гаврилович, Кулініч Андрій Альбертович
Мітки: тверді, спосіб, сплави, нанесення, сталі, покриттів, карбонітридних
Формула / Реферат:
Способ нанесения карбонитридных покрытий на стали и твердые сплави, включающий помещение в реакционную камеру изделий, порошка титана, карбюризатора, вакуумирование до 13Па, нагрев изделий до температуры 950-1100°С, повторное вакуумирование до 13Па, ввод четыреххлористого углерода и изотермическую выдержку при той же температури в течение 2-4 часов, отличающейся тем, что затем производят охлаждение камеры до температуры 800-850оС и вводят в...
Пристрій отримання багатошарових плівкових покриттів у вакуумі

Номер патенту: 33483
Опубліковано: 15.02.2001
Автори: Веремійченко Георгій Микитович, Болтовець Микола Силович, Коростинська Тамара Василівна
МПК: C23C 30/00, C23C 28/00
Мітки: плівкових, отримання, покриттів, пристрій, вакуумі, багатошарових
Текст:
...(15) - 1995-C. 2305-2309]. Пристрій містить вакуумну камеру з розміщеними в ній електронно-променевим випарником та сітковим іонізатором, утримувач з підкладкою і газову систему. Процес отримання плівок TiN реалізований при тиску азоту 5-Ю" 4 мм.рт.ст. З швидкістю 0.16 мкміхв при температурі підкладки 350ч-370 °С. Бар'єрні плівки високої пластичності були отримані при прискорюючій напрузі 5 кВ. Параметри електронно-променевого випарника — U =...
Спосіб одержання покриттів та плівок
Номер патенту: 14544
Опубліковано: 09.01.1997
Автори: Ковальський Ярослав Петрович, Семенюк Ігор Васильович, Маршалок Галина Олексіївна, Ятчишин Йосип Йосипович, Волошинець Владислав Антонович, Ван-Чин-Сян Юрій Якович
МПК: C08F 16/00, C08J 3/00
Мітки: одержання, плівок, спосіб, покриттів
Формула / Реферат:
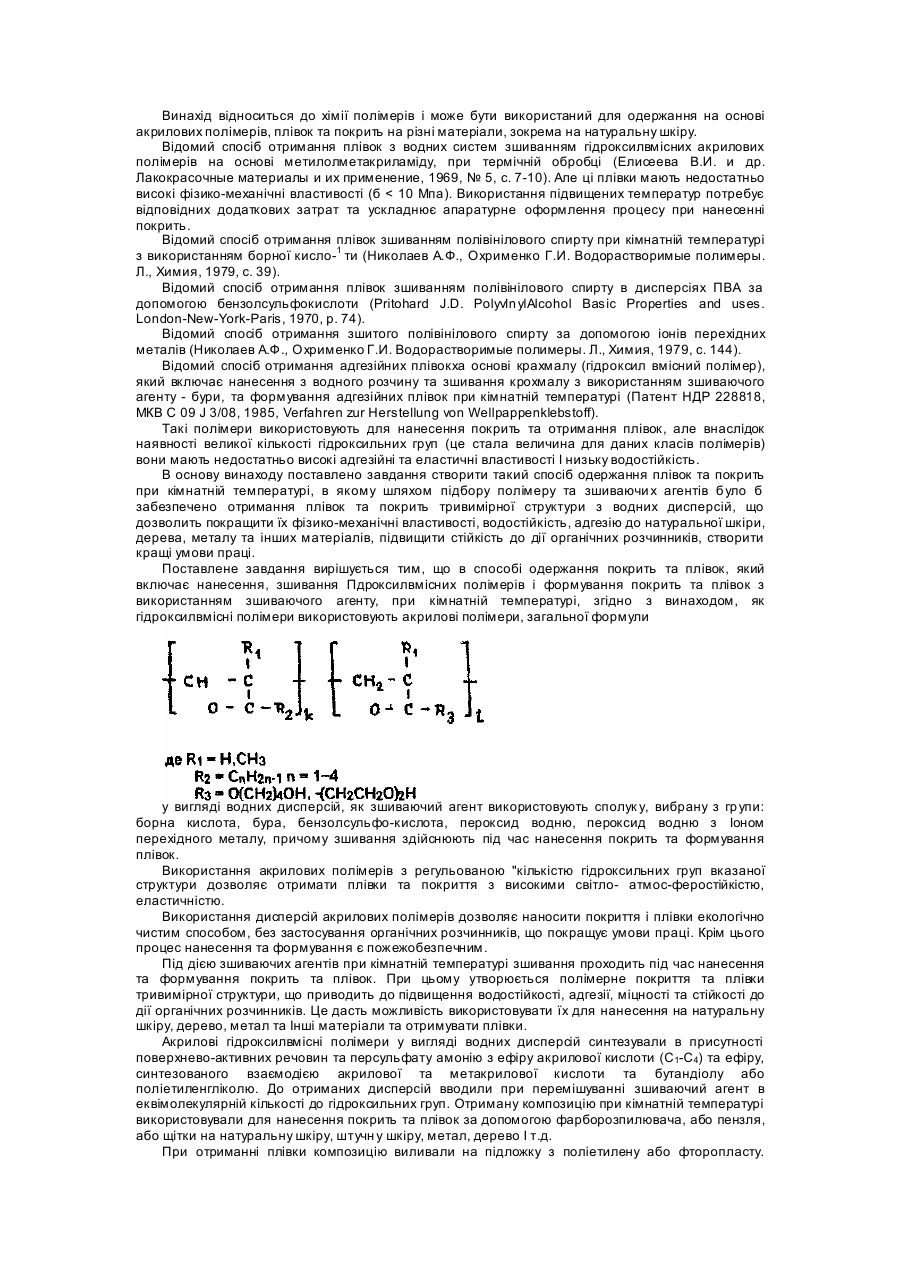
Спосіб одержання покрить та плівок, що включає нанесення, зшивання гідроксилвмісних полімерів і формування покрить та плівок з використанням зшиваючого агенту при кімнатній температурі, який відрізняється тим, що як гідроксил-вмісні полімери використовують акрилові полімери загальної формули:де: R1 = Н, СН3R2 = CnH2n-1, де n = 1-4R3 = O(СН2)4 OН, - (СН2СН2O)2 Ну вигляді водних дисперсій, як зшиваючий агент...
Попередній патент: Пристрій для нанесення покрить
Наступний патент: Спосіб отримання захисно-декоративних покриттів на міді
Випадковий патент: Накладка фрикційна