Спосіб виготовлення гнучкого абразивного інструменту
Номер патенту: 4590
Опубліковано: 28.12.1994
Автори: Собянін Сєргєй Євгеньєвич, Макаров Олег Абрамович, Камалєтдінов Равіль Абдуловіч, Лещов Євгеній Семенович, Орловський Костянтин Євгенович, Абрашкевич Юрій Давидович, Клюкін Алєксандр Ніколаєвіч

Формула / Реферат
(57) Способ изготовления гибкого абразивного инструмента, при котором на эластичную основу наносят основной слой полимерного связующего и абразив, производят формование заготовки, затем дополнительно наносят на поверхность зерен слой полимерного связующего и термообрабатывают, отличающийся тем, что - толщину основного слоя выбирают равной 1/3-1/2 высоты размера абразивного зерна.
Текст
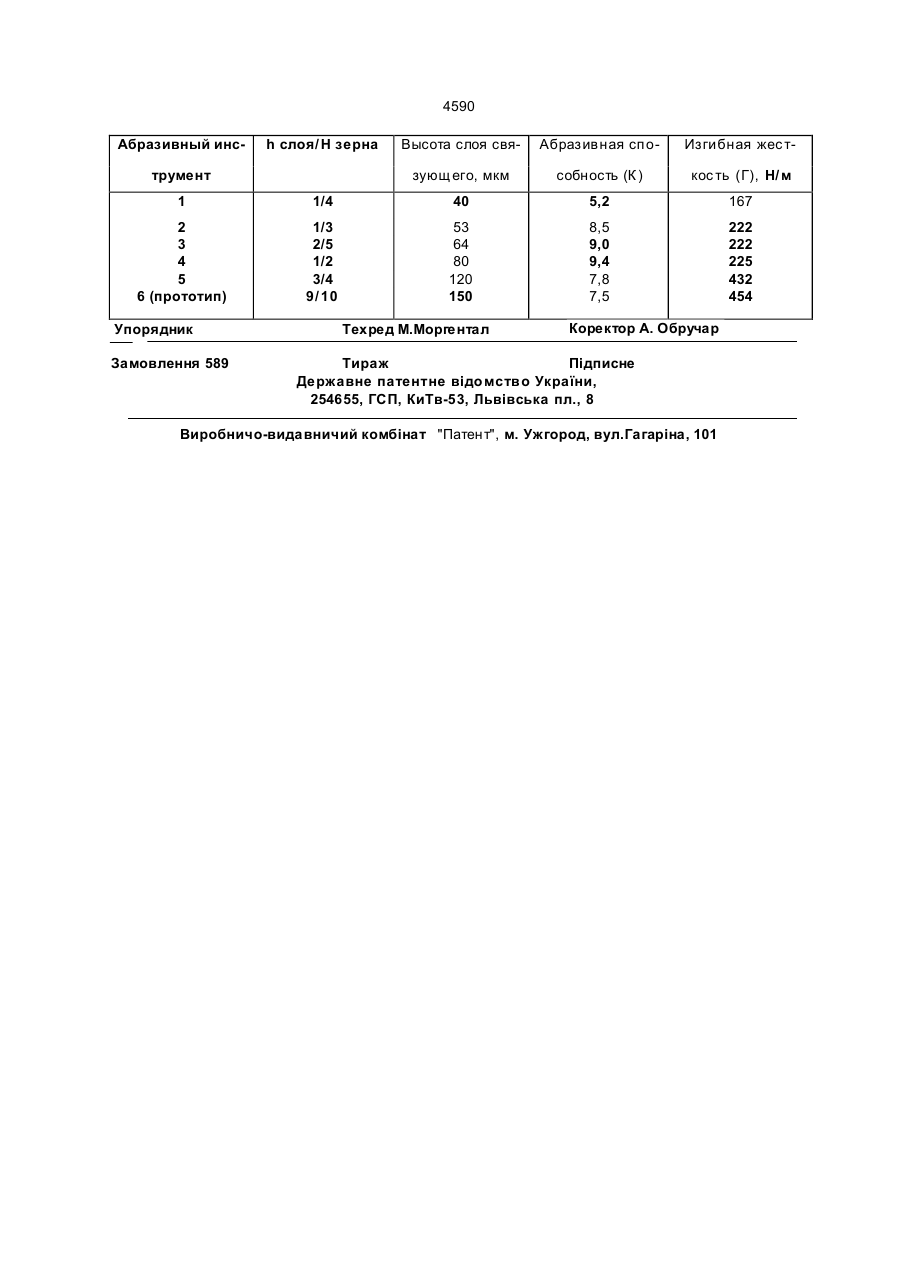
Способ изготовления гибкого абразивного инструмента, при котором на эластичную основу наносят основной слой полимерного связующего и абразив, производят формование заготовки, затем дополнительно наносят на поверхность зерен слой полимерного связующего и термообра- 3 батывают, о т л и ч а ю щ и й с я тем, что ~ толщину основного слоя выбирают равной 1/3-1/2 высоты размера абразивного зерна. С > Изобретение относится к изготовлению абразивного инструмента на полимерной основе и может найти применение при очистке поверхностей от ржавчины, снятии заусенцев и лакокрасочных покрытий. Известен способ изготовления абразивного инструмента, рабочая поверхность которого образована слоем отвержденной смеси связующего и абразивных зерен на подложке из вспененного эластомера [1]. Абразивный инструмент, полученный таким способом, при его высокой гибкости обладает низкой абразивной способностью. Известен способ изготовления абразивного инструмента, при котором на эластичную основу наносят основной слой полимерного связующего и абразив, производят формование заготовки, затем дополнительно наносят на поверхность зерен слой полимерного связующего и термообрабатывают [2]. и Недостатком известного способа является нанесение основного полимерного слоя связующего без учета размеров абразивного зерна, что приводит к снижению гибкости абразивного инструмента. Задачей изобретения является разработка способа изготовления гибкого абразивного инструмента, в котором путем выбора толщины основного слоя полимерного связующего достигают повышение режущих свойств инструмента с сохранением его гибкости. Поставленная задача решается следующим образом: в способе изготовления гибкого абразивного инструмента, при котором на эластичную основу наносят основной слой полимерного связующего и абразив, производят формование заготовки, затем дополнительно наносят на поверхность зерен слой полимерного связующего и термообрабатывают, согласно изобретению, ело )» W О 4590 толщину основного слоя выбирают равной 1/3 1/2 высоты размера абразивного зерна Способ осуществляют следующим обра зом. 5 На эластичную основу - стеклосетку, с помощью специального дозирующего устройства наносят основной слой полимерного связующего, например, жидкий бакелит, таким образом, чтобы высота полученного 10 слоя соответствовала 1/3-1/2 высоты размера используемого абразивного зерна. Затем равномерным слоем наносят стандартный корунд или электрокорунд заданной зернистости. При этом размер вы- 15 бранного зерна определяет толщину слоя основного связующего. После этого с помощью пресса производят формование заготовки. На пове рхнос ть зерен извлеченного из пресс-формы абразивного 20 инструмента дополнительно наносят слой полимерного связующего, после чего его термообрабатывают в термокамере при температуре 180-240°С в течение 2-4 ч. П р и м е р 1. Стеклосетку типа СПАП-3 25 (D - 178 мм, d = 22 мм) покрывают жидким бакелитом с образованием пленки связующего толщиной 40 мкм и укладывают в пресс-форму. Затем на поверхности стеклосетки равномерно распределяютэлектроко- 30 рунд с размером зерна 16 (160 мкм) и производят прессование. После извлечения из пресс-формы заготовки на поверхность зерен дополнительно наносят тонкий спой жидкого бакелита. Изделие помещают втер- 35 мокамеру и выдерживают в течение 4 ч при температуре 240°С. В примерах 2, 3, 4 и 5 способ осуществляют аналогичным образом, меняя только толщину основного слоя жидкого бакелита. 40 П р и м е р 6 (прототип). Абразивный инструмент изготавливают при толщине слоя жидкого бакелита 150 мкм и электрокорунда с размером зерна 16 (160 мкм). Для определения абразивной способности инструмент закрепляют посредством специальной оправки на электродрели и прижимают к кромке хромоникелевой стальной полосы толщиной 3 мм с силой 80 Н под углом 25 мин. Затем шлифуют в течение 9 мин. Степень абразивности (К) определяют как отношение массы снятого обрабатываемого материала (Н) к массе израсходованного шлифовального материала (гл). Изгибную жесткость изделий (Г), изготовленных при различной толщине полимерного слоя связующего, определяют как отношение P/h, где Р - величина постоянной нагрузки в 10 Н, приложенной к краю диска, ah- величина отклонения края диска от первоначального горизонтального положения под действием нагрузки Р. Результаты проведенных испытаний приведены в таблице. Как показали результаты испытаний, изготовление абразивного инструмента предлагаемым способом позволяет снизить его изгибную жесткость (повысить гибкость) за счет того, что слой основного полимерного связующего выбирают равным 1/3-1/2 размера абразивного зерна. А именно, при высоте слоя менее 1/3, несмотря на высокую гибкость инструмента, его абразивная способность мала, т.к. зерно слабо удерживается полимерным слоем связующего. Если же высота основного слоя полимерного свяэую- щего более 1/2, резко снижаются гибкость и абразивная спос обность инструмента, вследствие жесткого закрепления зерна в полимерной матрице. Таким образом, предлагаемый способ изготовления гибкого абразивного инструмента позволяет повысить режущие свойства инструмента, сохранив при этом его гибкость. 4590 Абразивный инс h слоя/ Н зерна Абразивная спо Изгибная жес т зующего, мкм трумент Высота слоя свя собность (К ) кос ть (Г), Н/ м 1 1/4 40 5,2 167 2 3 4 5 6 (прототип) 1/3 2/5 1/2 3/4 9/ 10 53 64 80 120 150 8,5 9,0 9,4 7,8 7,5 222 222 225 432 454 Упорядник Замовлення 589 Техред М.Моргентал Коректор А. Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing the flexible abrasive tool
Автори англійськоюMakarov Oleh Abramovych, Abrashkevych Yurii Davydovych, Orlovskyi Kostiantyn Yevhenovych, Leschov Yevhenii Semenovych, Sobianin Sierhiei Yevhenievych, Kamalietdinov Ravil Abdulovich
Назва патенту російськоюСпособ изготовления гибкого абразивного инструмента
Автори російськоюМакаров Олег Абрамович, Абрашкевич Юрий Давыдович, Орловский Константин Евгеньевич, Лещов Евгений Семенович, Собянин Сергей Евгеньевич, Камалетдинов Равиль Абдулович
МПК / Мітки
МПК: B24D 13/00, B24D 11/00
Мітки: спосіб, інструменту, гнучкого, виготовлення, абразивного
Код посилання
<a href="https://ua.patents.su/4-4590-sposib-vigotovlennya-gnuchkogo-abrazivnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гнучкого абразивного інструменту</a>
Спосіб виготовлення абразивного інструменту
Номер патенту: 5083
Опубліковано: 28.12.1994
Автори: Філатов Юрій Данилович, Сахно Віктор Дмитрович, Дракін Ігор Володимирович, Тауснєв Сергій Дмитрович, Рогов Валентин Васильович, Рубльов Микола Дмитрович
МПК: B24D 3/20
Мітки: інструменту, виготовлення, абразивного, спосіб
Формула / Реферат:
Способ изготовления полировального инструмента, при котором смешивают полирит и наполнитель с раствором связующего, смесь помещают в пресс-форму и формуют, отличающийся тем, что, с целью повышения качества инструмента, пресс-форму предварительно смазывают суспензией полирита, при этом формованне осуществляют при влажности смеси 2,0-4,99%.
Спосіб виготовлення абразивного інструменту
Номер патенту: 1326
Опубліковано: 25.03.1994
Автори: Мельник Віталій Іванович, Зайченко Юрій Володимирович, Міфліг Данило Менделєвич, Ракіта Олександр Натанович, Муровський Валерій Олександрович, Кізіков Ернст Дмитрович
МПК: B24D 3/00
Мітки: інструменту, спосіб, виготовлення, абразивного
Формула / Реферат:
Способ изготовления абразивного инструмента, при котором на стальной корпус наносят абразивную массу, содержащую абразив и связующее, включающее медь, олово и гидрид титана, и подвергают ее свободному спеканию при температуре плавления связки, отличающийся тем, что, с целью повышения технологичности способа и износостойкости инструмента, в абразивную массу дополнительно вводят элементы цилиндрической формы из материала, угол смачиваемости...
Засіб виготовлення абразивного інструменту
Номер патенту: 2162
Опубліковано: 26.12.1994
Автори: Рогов Валентин Васильович, Альтшуллер Вадим Маркович, Жихарєв Олександр Олександрович, Рубльов Микола Дмитрович, Дракін Ігор Володимирович, Коровкін Володимир Петрович, Філатов Юрій Данилович
МПК: B24D 17/00, B24D 3/34
Мітки: абразивного, інструменту, засіб, виготовлення
Формула / Реферат:
Способ изготовления абразивного инструмента, при котором дозируют компоненты массы, включающей органическое связующее, абразив, металл с положительным нормальным электрохимическим потенциалом — медь и металл с отрицательным нормальным электрохимическим потенциалом, смешивают их и формуют инструмент с последующей термообработкой, отличающийся тем, что, с целью улучшения стабильности работы инструмента и производительности обработки...
Металева зв’язка на основі міді для виготовлення абразивного інструменту
Номер патенту: 1312
Опубліковано: 25.03.1994
Автори: Олейніков Борис Андрійович, Кізіков Ернст Дмитрович, Вернік Юхим Бенціонович, Александров Віктор Адамович, Лєвін Михайло Давидович, Муровський Валерій Олександрович, Мельник Віталій Іванович, Ракіта Олександр Натанович, Сколота Анатолій Олександрович, Зайченко Юрій Володимирович
МПК: B24D 3/06, C22C 32/00, C22C 9/02
Мітки: зв'язка, основі, виготовлення, металева, міді, інструменту, абразивного
Формула / Реферат:
Металлическая связка на осново меди для изготовления абразивного инструмента, содержащая олово, кобальт, гидридтитана, отличающаяся тем, что, с целью повышения износостойкости инструмента, дополнительно содержит гексаборид лантана при следующем соотношении компонентов, мас.%:олово 13—17 кобальт 2—9,9 гидрид...
Металева зв’язка на основі міді для виготовлення робочого шару абразивного інструменту
Номер патенту: 1323
Опубліковано: 25.03.1994
Автори: Міфліг Данило Менделєвич, Кізіков Ернст Дмитрович, Хукаленко Костянтин Павлович, Муровський Валерій Олександрович, Ракіта Олександр Натанович, Александров Віктор Адамович, Мельник Віталій Іванович
МПК: B24D 3/06, C22C 9/02, C22C 32/00
Мітки: інструменту, абразивного, міді, робочого, металева, зв'язка, основі, шару, виготовлення
Формула / Реферат:
Металлическая связка на основе меди для изготовления рабочего слоя абразивного инструмента, содержащая олово, гидрид титана и кобальт, отличающаяся тем, что, с целью повышения износостойкости и производительности инструмента, она дополнительно содержит двуокись гафния и интерметаллид никеля с алюминием Nі3Аl при следующем соотношении компонентов, мае.%:олово 14—19 гидрид...
Попередній патент: Фільтруючий матеріал для очистки питної води
Наступний патент: Спонукач витрати газу
Випадковий патент: Штам бактерій асіnетовастеr sр. імв в-7005 - продуцент екзополісахаридів