Спосіб управління точністю положення осі обертання нежорстких радіальних гідростатичних опор
Номер патенту: 35401
Опубліковано: 15.03.2001
Автори: Донченко Олександр Іванович, Бабін Олег Фавієвич, Ковальов Віктор Дмитрович, Бевзюк Олександр Федорович
Формула / Реферат
Спосіб управління точністю положення осі обертання нежорстких радіальних гідростатичних опор за рахунок зміни жорсткістних характеристик опори, який відрізняється тим, що перерозподіляють жорсткість в радіальних напрямках обернено пропорційно величинам деформацій в відповідних напрямках шляхом зміни тиску в ізольованих кишенях гідростатичних опор.
Текст
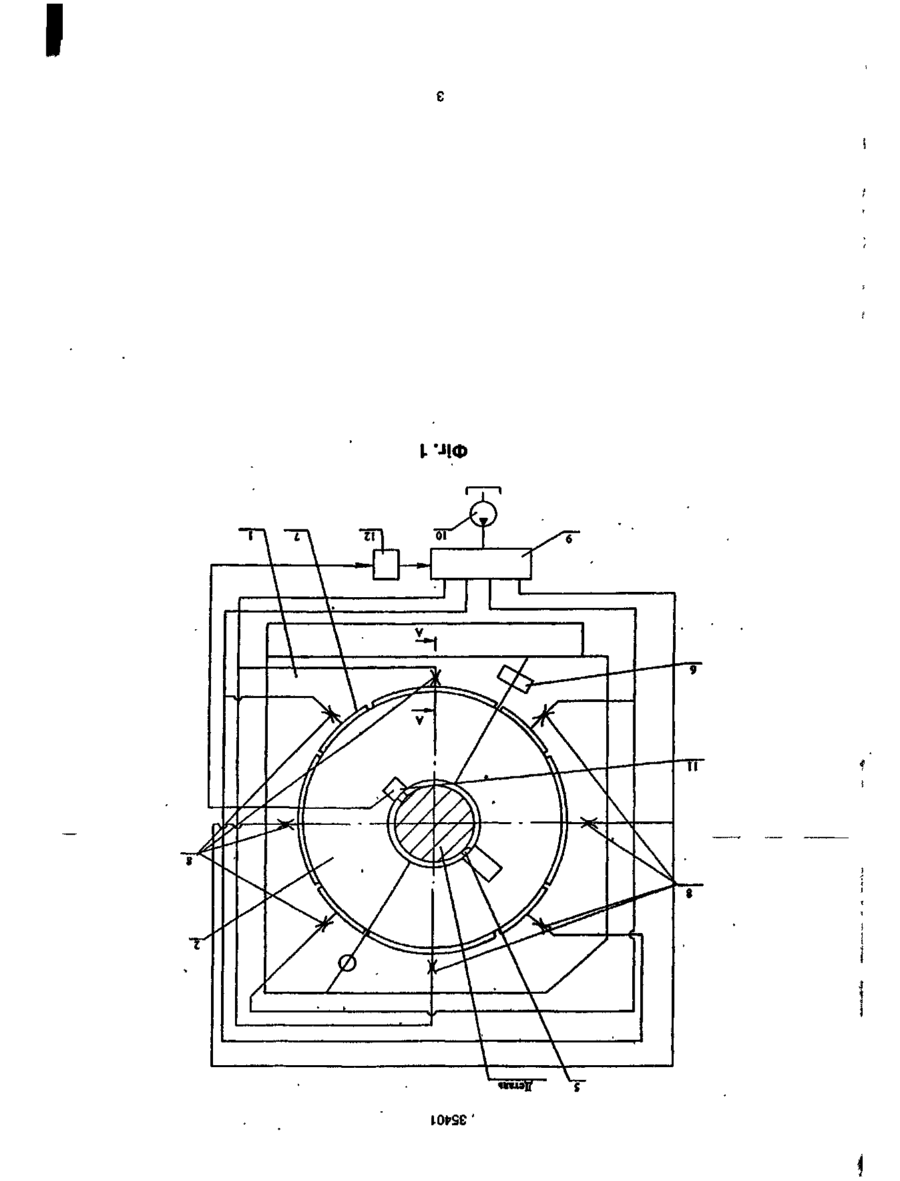
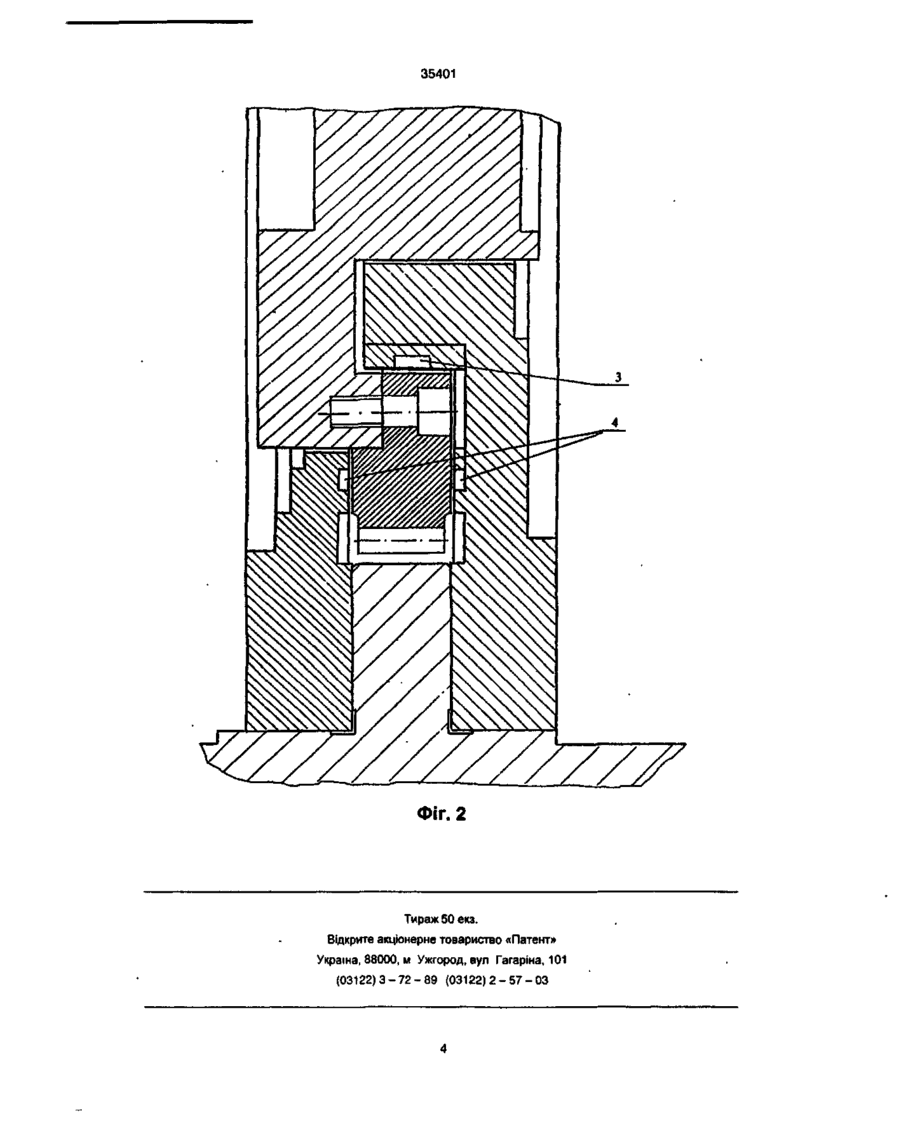
Спосіб управління точністю положення осі обертання нежорстких радіальних гідростатичних опор за рахунок зміни жорсткістних характеристик опори, який відрізняється тим, що перерозподіляють жорсткість в радіальних напрямках обернено пропорційно величинам деформацій в відповідних напрямках шляхом зміни тиску в ізольованих кишенях гідростатичних опор. Винахід відноситься до області машинобудування і може бути використаний в шпіндельних вузлах металорізальних верстатів вертлюжного типу.' Відомі засоби управління ходом технологічного процесу з метою збільшення точності та продуктивності обробки, в яких управління здійснюється за рахунок пружніх переміщень робочих органів верстату (див. Балакшин Б. С . «Основы технологии машиностроения». М.: Машиностроение, 1969, 556с). Відомий також засіб управління пружніми переміщеннями технологічно» системи, в якому вирішується задача компенсації пружньої деформації шляхом управління пружніми переміщеннями технологічної системи верстату (див а. с. №829403 СРСР, МКИ В23 Q15/00). В описаних засобах підвищення точності здійснюється за рахунок: - управління пружніми переміщеннями, які включають їх стабілізацію та компенсацію; - управління силовими режимами; - управління жорсткістю технологічної системи та іншими параметрами різання. Ці засоби вирішують основні задачі скорочення похибки динамічної настройки. щеннями системи СНІД (див а. с. СРСР №829403, кл. B23Q15/00,1980). Підвищення точності досягається за рахунок того, що засоби контролю положення шпінделя виконані в вигляді трьох рівномірно розташованих по колу датчиків, а засіб переміщення валу включає в себе три рівномірно розташованих по колу механізмів навантаження. Такий засіб, хоча і компенсує пружні зміщення шпінделя, не може забезпечити високу точність обертання, бо на положення осі шпінделя будуть чинити вплив биття осі роликів, а крім того в цьому випадку зменшується максимально допустима частота обертання шпінделя, бо вона обмежується частотою обертання роликів, що перевищує частоту обертання шпінделя в п разів, що залежить від відношення діаметру шпінделя в місці кочення до діаметру роликів. В основу винаходу поставлена задача створити такий засіб управління точністю положення осі обертання нежорстких радіальних опор, в якому за рахунок перерозподілу жорсткості в радіальних напрямах по куту повороту компенсувалася б деформація в відповідних напрямках, що призведе до підвищення точності обертання, і за рахунок цього дозволить зменшити некруглість виробу, який обробляється. Поставлена задача вирішується тим, що перерозподіляють жорсткість в радіальних напрямках обернено пропорційно величинам деформацій в відповідних напрямках шляхом збільшення тиску в кишенях, розташованих на осі найменшої жорсткості. Збільшення тиску в відповідних кишенях призводить до збільшення жорсткості в напрямку цих кишень, бо j=f(P) і відповідно до зниження пе (22)07.10.1999 (24) 15.03.2001 (46) 15.03.2001, Бюл. № 2, 2001 p. (72) Ковальов Віктор Дмитрович, Бабін Олег Фавієвич, Бевзюк Олександр Федорович, Донченко Олександр Іванович (73) ДОНБАСЬКА ДЕРЖАВНА МАШИНОБУДІВНА АКАДЕМІЯ Скорочення похибки статичної настройки вирішується в основному за рахунок стабілізації або компенсації інших переміщень. На точність статичної настройки чинить значний вплив неточність вузлів верстату. Ця похибка в основному носить систематичний характер і для того, щоб її зменшити, необхідно змінити будь-яку з складових похибки по відповідній програмі. Найбільш близьким до засобу, що пропонується, є засіб управління пружніми перемі '«sa in со < э 35401 реміщення в цьому напрямку y=f(j). Таким чином, здійснюється регулювання відносного зміщення в різноманітних площинах, шляхом зміни пружніх переміщень при повороті опори, - під впливом силових чинників Запропонований засіб реалізується на пристрої для обробки шатунних шийок круглих колінчатих валів. Пристрій являє собою планшайбу (вертлюг) великого діаметру і малої' довжини, що несе інструмент і обертається в гідростатичних радіальних та осьових підшипниках Планшайба (вертлюг) із-за технологічних особливостей верстату - необхідність мати розтин для надівання на непорушну шатунну шийку та малу товщину для можливості обробки по довжині має низьку жорсткість, величина якої в різноманітних площинах різна Як відомо, при рівній жорсткості круглої деталі, биття осі обертання валу залежить від некруглості базових поверхонь (шийок) валу. Гідростатична радіальна опора до того ж компенсує нек-руглість - 5...8 разів.Однак, в даному випадку вирішальним чинником є різножорсткість планшайби (вертлюга) та характер діючих сил, що обертаються. Постійне регулювання тиску* в кишенях дозволяє добитися від нежорсткого вертлюга відносної стабільності по жорсткості Запропоноване технічне рішення відповідає критерію «Винахідницький рівень», бо невідомо використання зміни тиску в ізольованих кишенях для управління точністю обертання. Пошук, проведений по джерелам науковотехнічної та патентної інформації показав, що сукупність всіх істотних ознак заявнику не відома. Отже, технічне рішення відповідає вимогам новизни, тому що воно не відомо на рівні техніки. На фіг. І зображено вертлюжний супорт верстата для обробки шатунних шийок крупних колінчатих валів з пристроєм для управління точністю положення осі обертання планшайби (вертлюга) На фіг. 2 - поперечний перетин планшайби з опорами Пристрій розташовано в корпусі вертлюжного супорта 1 Планшайба 2 розміщена в багатокишенькових радіальних 3 і осьових 4 гідростатичних підшипниках. В планшайбі 5 закріплено ріжучий інструмент 5. Корпус 1 і планшайба 2 виконані розрізними і мають механізм затиску 6. Кишені 7 радіального підшипника 3 сполучені через компенсатори 8 і розподільний пристрій 9 з джерелом живлення 10. На непорушній частині корпусу 1 встановлено датчик 11, призначений для визначення радіального биття оброблених шатунних шийок. Датчик биття 11 приєднаний до системи 12 управління розподільного пристрою 9. Пристрій для управління точністю положення осі обертання планшайби (вертлюга) працює слідуючим чином. При чистовій обробці, що ведеться широким різцем з пружинною оправкою і малою подачею, забезпечується зрізання стружки по всій поверхні шатунної шийки, подача речовини, що змащує кишені 7 здійснюється від джерела живлення 10 через розподільний пристрій 9 і компенсатори 8. При цьому із-за нестабільності роботи затискного пристрою 6 і ряду інших причин (обертальна сила різання, температурні деформації і т і ) виникає биття обробленої шатунної шийки, що може перевищувати допустиму величину. Датчик биття 11 визначає величину і направлення максимальної осі. биття шатунної шийки і подає сигнал на систему 12 управління тиском в кишенях 7 таким чином, щоб в кишенях, розташованих на максимальній осі, тиск'збільшувався. В цьому випадку жорсткість в напрямку більшої піддатливості збільшується і при подальшій обробці забезпечується допустима некруглість шатунної шийки Таким чином, чистова обробка, наприклад шістьох шатунних шийок при неодноразових розкриттях і затисках розтину планшайби і корпуса вертлюжного супорта, забезпечує високу стабільність положення осі обертання планшайби, що дозволяє виконувати обробку колінчатого валу з високою жорсткістю. І. ' vmaiff KWS9 ' 35401 Фіг. 2 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of control of accuracy of position of rotational axis of non-rigid radial hydrostatic supports
Автори англійськоюKovaliov Viktor Dmytrovych, Babin Oleh Faviyevych, Bevziuk Oleksandr Fedorovych, Donchenko Oleksandr Ivanovych
Назва патенту російськоюСпособ управления точностью положения оси вращения нежестких радиальных гидростатических опор
Автори російськоюКовалев Виктор Дмитриевич, Бабин Олег Фавиевич, Бевзюк Александр Федорович, Донченко Александр Иванович
МПК / Мітки
МПК: B23Q 15/00
Мітки: гідростатичних, радіальних, нежорстких, управління, спосіб, опор, точністю, осі, положення, обертання
Код посилання
<a href="https://ua.patents.su/4-35401-sposib-upravlinnya-tochnistyu-polozhennya-osi-obertannya-nezhorstkikh-radialnikh-gidrostatichnikh-opor.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління точністю положення осі обертання нежорстких радіальних гідростатичних опор</a>
Спосіб визначення положення осі обертання ротора

Номер патенту: 29303
Опубліковано: 16.10.2000
Автор: Сокол Володимир Моріцевич
Мітки: визначення, спосіб, осі, обертання, ротора, положення
Формула / Реферат:
Спосіб визначення положення осі обертання ротора, який полягає в тому, що вимірювання виконують датчиками, розташованими в площинах, які перетинають вісь симетрії ротора, який відрізняється тим, що в кожній площині розташовують не менше як по три датчики, якими вимірюють одночасно лінійні швидкості V1, V2 і V3 в протистоячих датчикам точках на поверхні ротора при одночасному вимірюванні відстаней S1, S2 і S3 від датчиків до цих точок,...
Пристрій управління частотою обертання колінчастого вала двигуна внутрішнього згоряння
Номер патенту: 25129
Опубліковано: 30.10.1998
Автори: Щербіна Андрій Григорович, Солоха Олег Олексійович, Зотов Олександр Олександрович, Білогуб Олександр Віталійович
Мітки: колінчастого, управління, вала, згоряння, пристрій, обертання, внутрішнього, частотою, двигуна
Формула / Реферат:
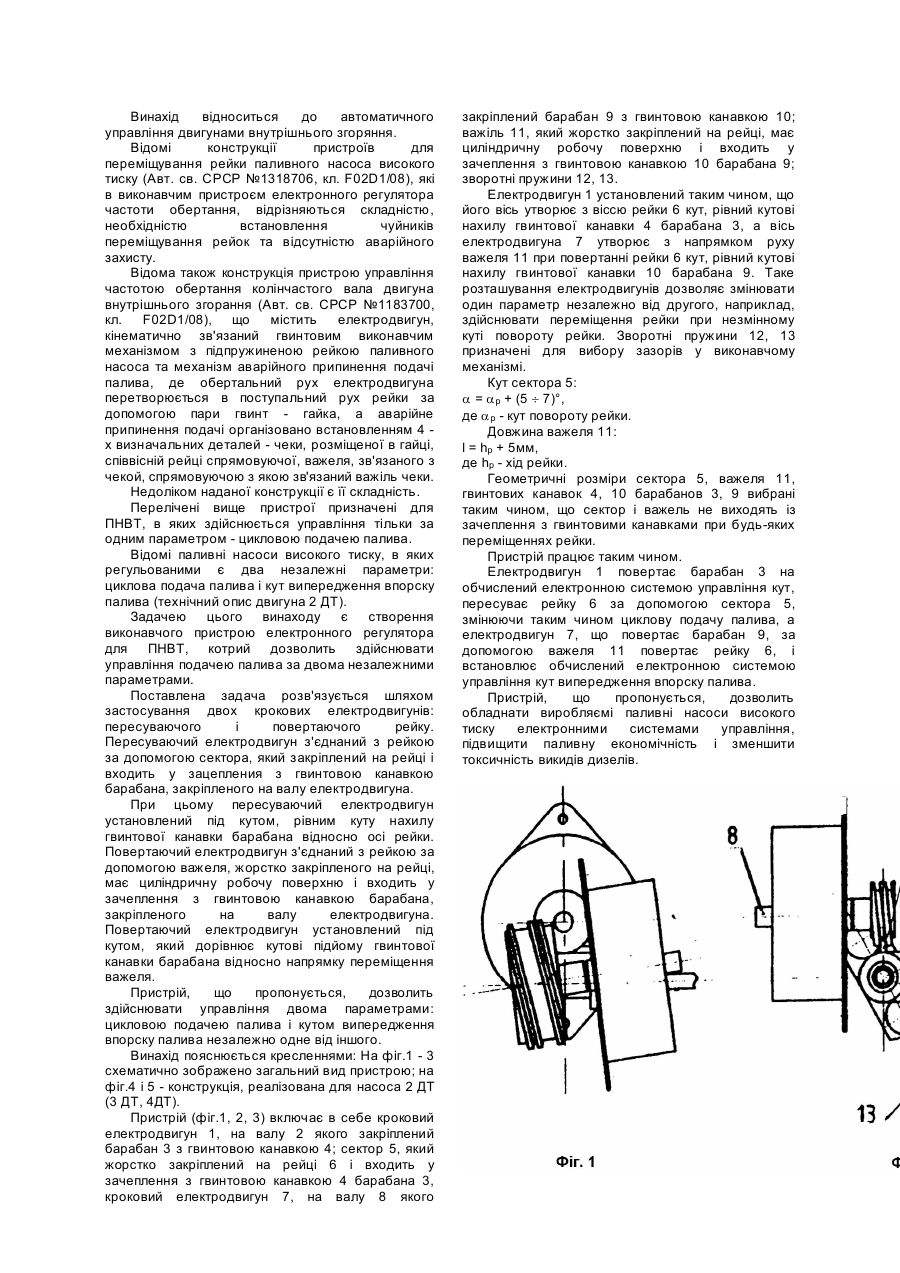
Пристрій управління частотою обертання колінчастого вала двигуна внутрішнього згоряння, що містить виконавчий механізм, який забезпечує управління подачею палива за двома параметрами: цикловою подачею палива і кутом випередження впорску, який відрізняється тим, що виконавчий механізм складається з двох крокових двигунів: пересуваючого і повертаючого рейку, причому пересуваючий електродвигун з'єднаний з рейкою за допомогою сектора, який...
Пристрій управління частотою обертання колінчастого вала двигуна внутрішнього згоряння
Номер патенту: 23917
Опубліковано: 31.08.1998
Автори: Зотов Олександр Олександрович, Солоха Олег Олексійович, Білогуб Олександр Віталійович, Щербіна Андрій Григорович
Мітки: обертання, вала, згоряння, частотою, пристрій, двигуна, внутрішнього, колінчастого, управління
Формула / Реферат:
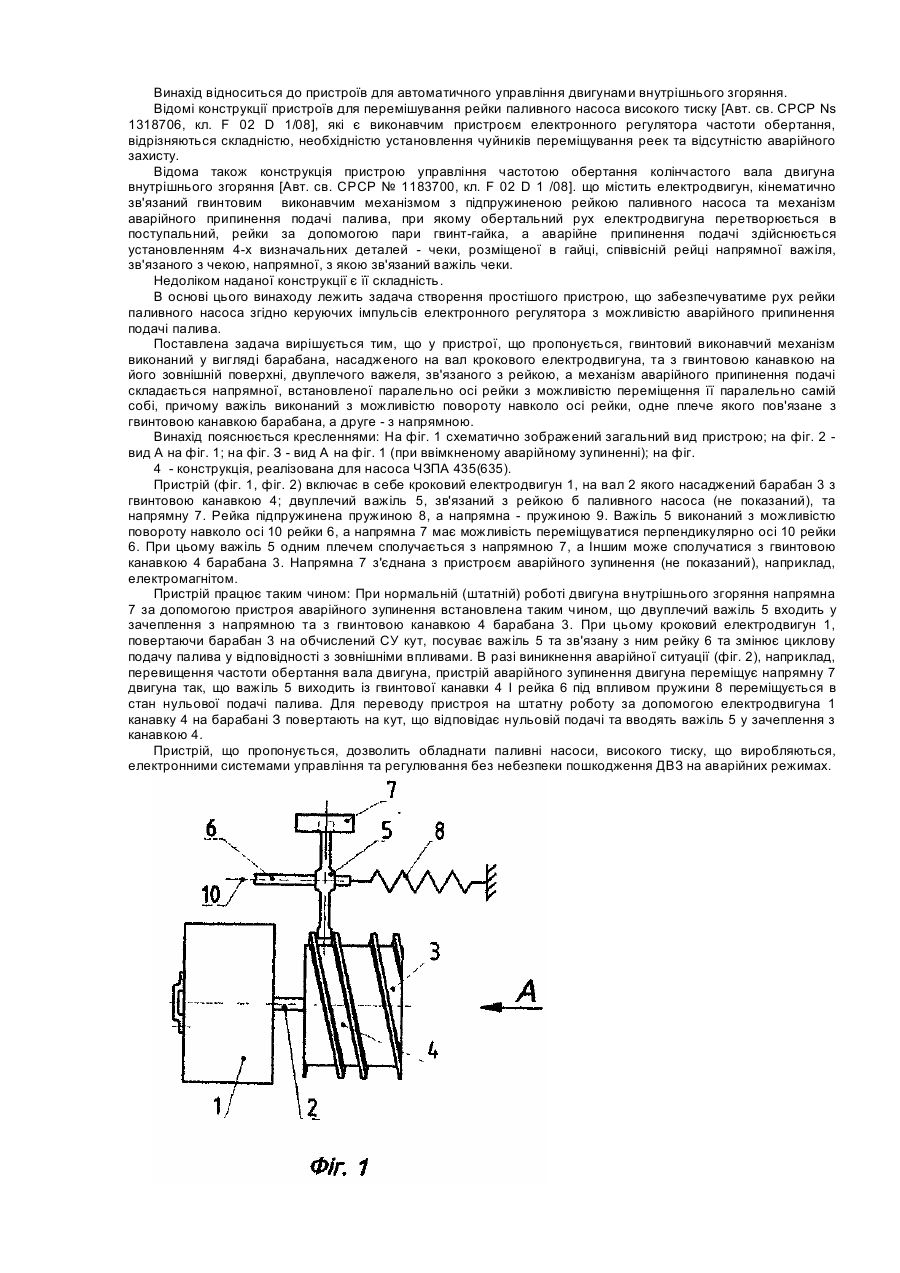
Пристрій управління частотою обертання колінчастого вала двигуна внутрішнього згоряння, що містить кроковий електродвигун, кінематично зв'язаний гвинтовим виконавчим механізмом з підпружиненою рейкою паливного насоса, та механізм аварійного відключення подачі палива, який відрізняється тим, що гвинтовий виконавчий механізм виконаний у вигляді барабана, який насаджений на вал електродвигуна, з гвинтовою канавкою, створеною на його зовнішній...
Пристрій управління частотою обертання колінчастого вала двигуна внутрішнього згоряння
Номер патенту: 23916
Опубліковано: 31.08.1998
Автори: Солоха Олег Олексійович, Зотов Олександр Олександрович, Щербіна Андрій Григорович, Білогуб Олександр Віталійович
Мітки: вала, згоряння, управління, внутрішнього, обертання, пристрій, частотою, двигуна, колінчастого
Формула / Реферат:
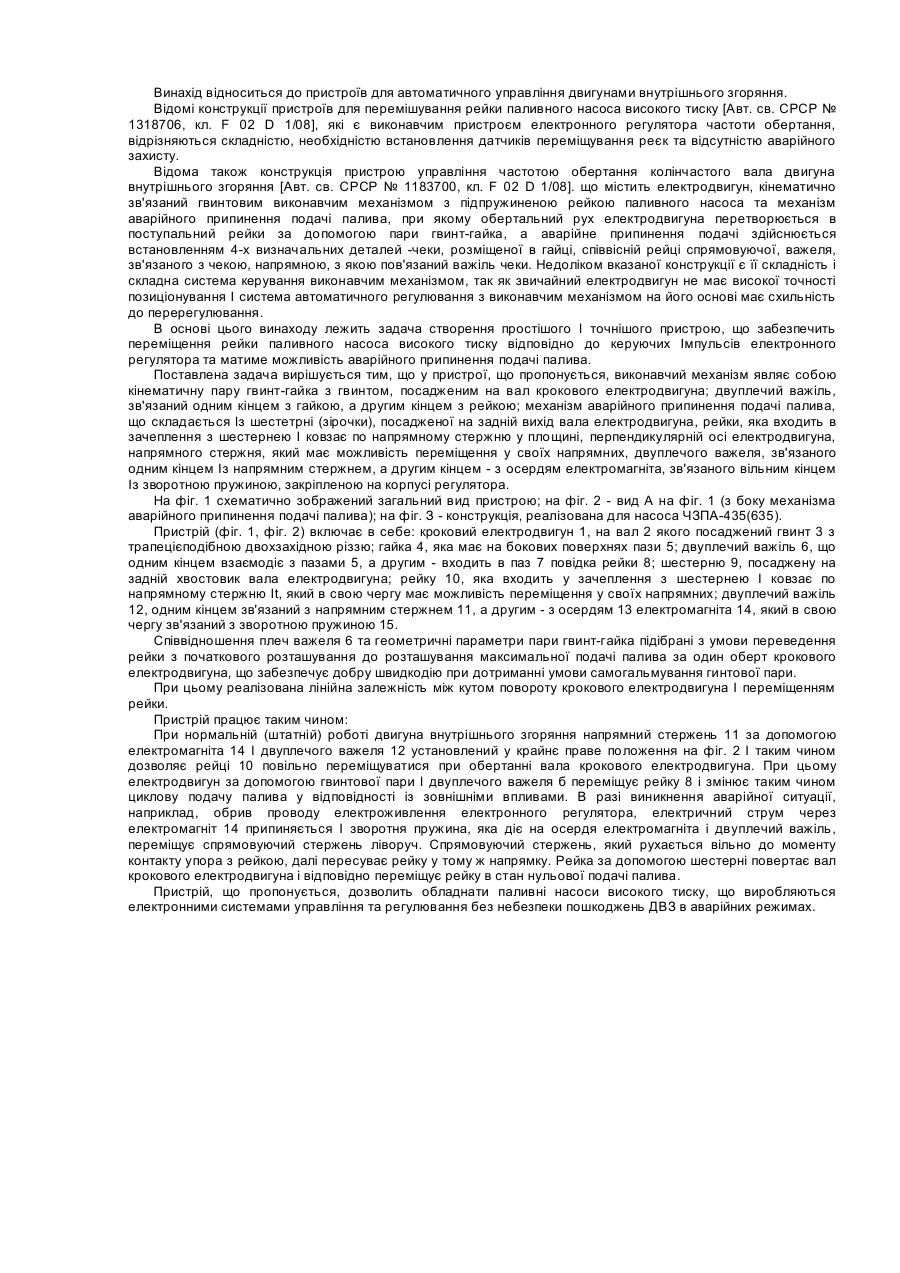
Пристрій управління частотою обертання колінчастого вала двигуна внутрішнього згоряння, що містить кроковий електродвигун, кінематично зв'язаний гвинтовим виконавчим механізмом та двоплечим важелем з підпружиненою рейкою паливного насоса та механізм аварійного відключення подачі палива, який відрізняється тим, що гвинтовий виконавчий механізм виконаний у вигляді кінематичної пари гвинт-гайка та двоплечого важеля, з'єднаного одним кінцем з...
Пристрій для розподілу газу та утримання каталізатора в каталітичних шарах радіальних або аксіально-радіальних реакторів
Номер патенту: 8084
Опубліковано: 26.12.1995
Автори: Умберто Зарді, Джорджіо Пагані
МПК: B01J 8/02, B01J 8/04, B01J 8/00, C01C 1/04
Мітки: аксіально-радіальних, розподілу, каталізатора, утримання, газу, пристрій, шарах, каталітичних, реакторів, радіальних
Формула / Реферат:
(57) 1. Устройство для распределения газа и удержания катализатора в каталитических слоях радиальных или аксиально-радиальных реакторов, включающее опорный элемент и сетку, отличающееся тем, что опора выполнена в виде выпуклых участков, непроницаемых для газа, выполняющих роль механической опоры для сетки, и проницаемых для газа перфорированных участков, обеспечивающих необходимое падение давления, которые расположены между выпуклыми...
Попередній патент: Спосіб лікування дискогенних больових синдромів
Наступний патент: Матриця для екструзії дискретних матеріалів
Випадковий патент: Застосування супозиторію, що містить флуренізид, для лікування гінекологічних захворювань у великої рогатої худоби