Спосіб обробки металів
Номер патенту: 35422
Опубліковано: 15.03.2001
Автори: Сошко Віктор Олександрович, Дмитрієв Дмитро Олексійович
Формула / Реферат
Спосіб обробки металів, що складається з обробки тиском і хімічного впливу на поверхню заготівки у вигляді наводнювання в процесі обробки, який відрізняється тим, що наводнювання здійснюють шляхом введення в зону обробки водневмісного середовища, як таке використовують розчин високомолекулярної полімерної речовини з заданою концентрацією в мінеральному маслі, наприклад, поліетилену низького тиску в маслі И-12А з концентрацією, за масою, 0,75 - 1,25 %.
Текст
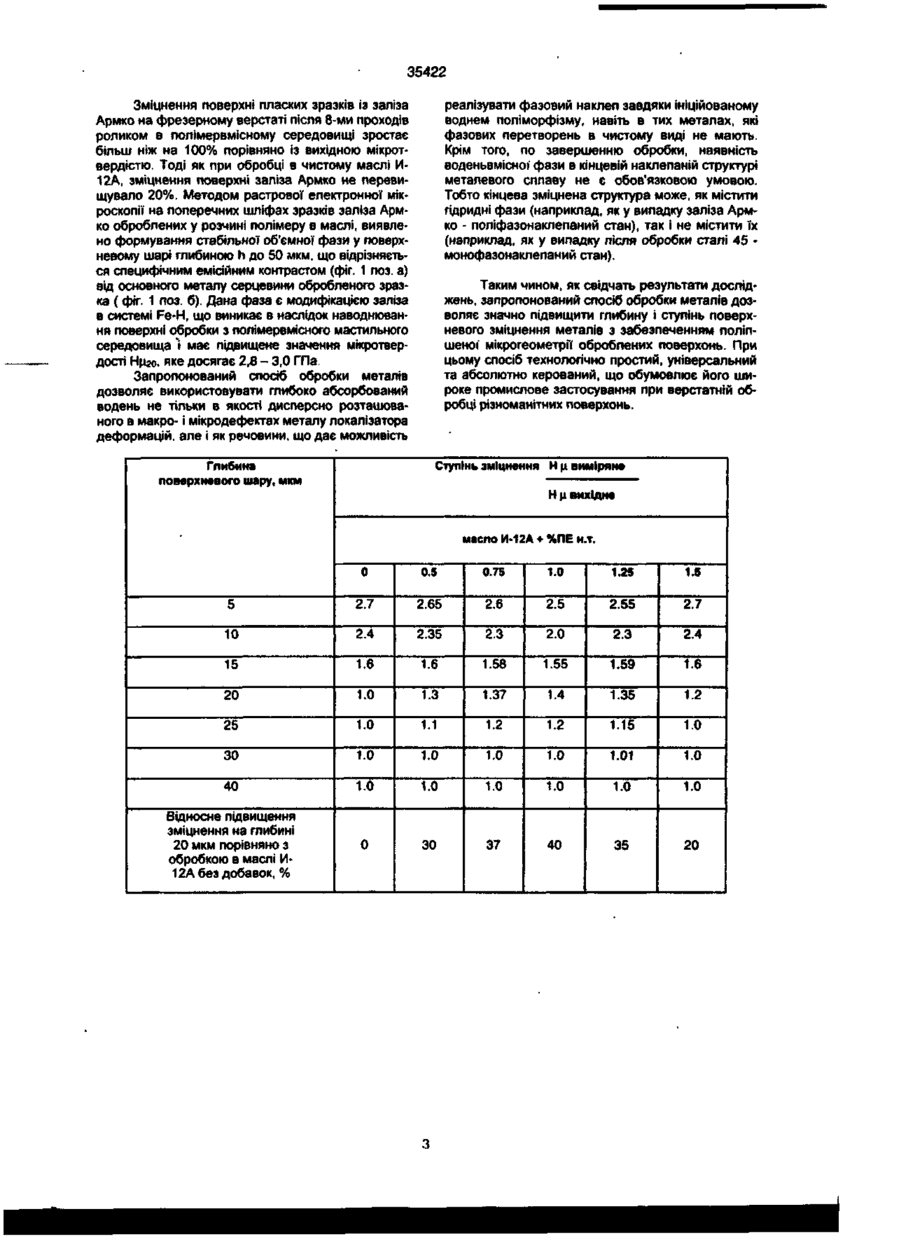
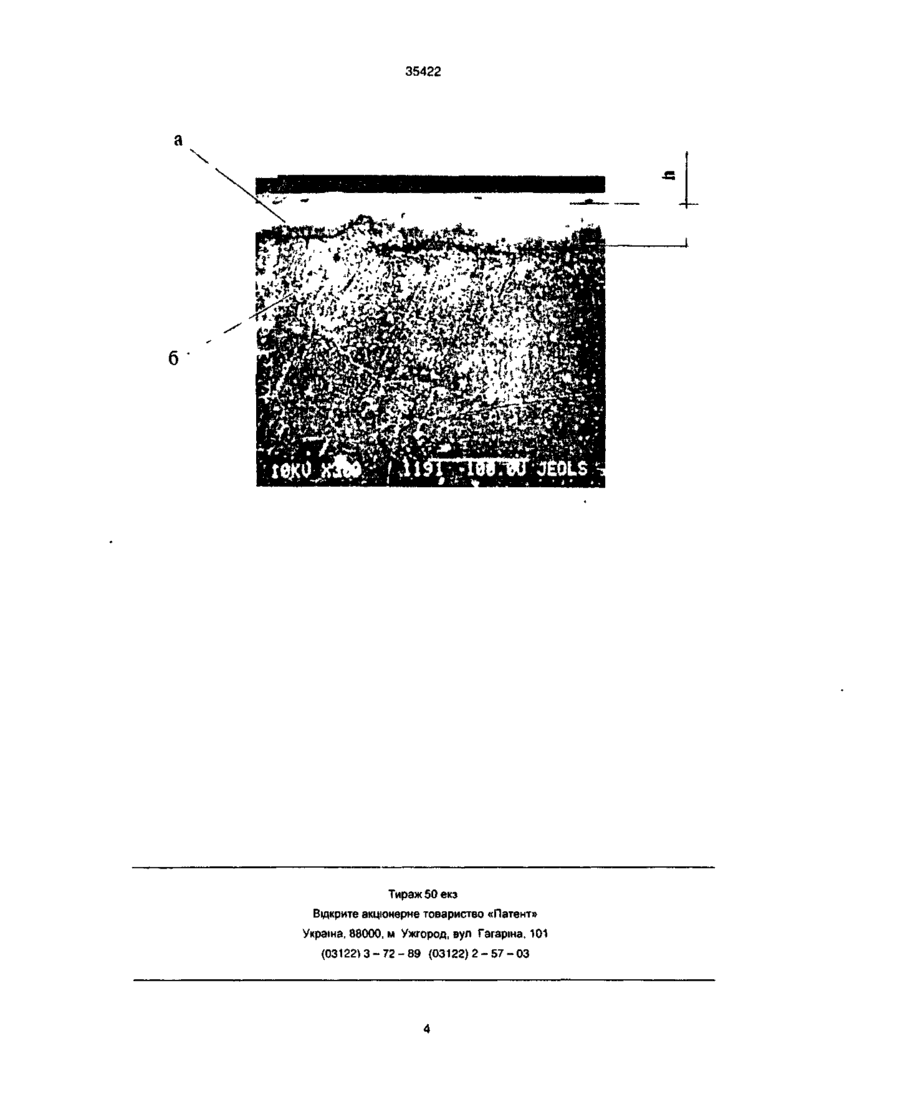
Спосіб обробки металів, що складається з обробки тиском і ХІМІЧНОГО впливу на поверхню заготівки у вигляді наводнювання в процесі обробки який відрізняється тим, що наводнювання здійснюють шляхом введення в зону обробки аодневмісного середовища, як таке використовують розчин високомолекулярної полімерної речовини з заданою концентрацією в мінеральному маслі, наприклад, поліетилену низького тиску в маслі И-12А з концентрацією, за масою, 0,75 - 1,25 % Винахід належить до області технологи машинобудування зокрема, до способу оздоблювально-зміцнюючої обробки металів поверхневим пластичним деформуванням твердим інструментом Відомо, ЩО існує спосіб обробки металів (Патент Великобританії № 1270642 В З Q 1965 р ), при якому з метою полегшення умов деформування обробку тиском виконують після попереднього ХІМІЧНОГО впливу на поверхню обробки Перед деформуванням заготівки на п поверхні утворюють покриття у вигляді суцільної органічної плівки Після чого, на плівку наносять реагент що призначається для перетворення плівки в напіврідкий стан без руйнування хемосорбційного зв'язку між плівкою і металом В якості органічною покриття застосовують акрилові полімери або сополімери, ВІНІЛОВІ полімери, целулоїдні полімери, полюлефіни поліаміди та ж В якості реагенту для розм'якшення плівки використовують мінеральне масло, кетони, спирти, ефіри Однак, такий спосіб обробки має основний недолік що складається в нерівномірному впливі реагенту за часом і по площі на створене покриття в результаті неодночасного нанесення реагенту на поверхню заготівки, неоднаковій товщині плівки і концентрацій реагенту, що призводить до повного руйнування плівки в деяких місцях заготівки, а в деяких навпаки, реагент взагалі не встигає перевести плівку в напіврідкий стан Така обставина обумовлює зниження якості поверхні після обробки тиском Відомий спосіб обробки металів по А с СССР №564052, який прийнято за прототип, що складається з обробки тиском і ХІМІЧНОГО впливу на поверхню металу, в якому для поліпшення якості поверхні ХІМІЧНИЙ вплив здійснюють шляхом наводнювання поверхні заготівки в процесі обробки тиском у розчині електроліту при катодній поляризації з густістю струму 1 -5 А/дм2 за проміжок часу 5-20 хвилин Після ЧОГО проводять зневоднювання Але і цей спосіб має недоліки, що проявляється в диференціації процесів наводнювання і механічної обробки Така технологія ХІМІЧНОГО впливу сприяє мобілізації водню на поверхні обробки і перенасиченню поверхневого шару деталі більшою часткою молекулярним воднем що призводить до знеміцнення поверхневого шару металу і тому потребує додаткових операцій щодо його зневоднювання В основу винаходу покладено задачу створення способу обробки металів, що передбачає такі умови обробки, як» забезпечували б підвищений ступінь і глибину зміцнення поверхневого шару деталей не знижуючи якості їх поверхні Це досягається тим, що спосіб обробки металів складається з обробки тиском і ХІМІЧНОГО впливу на поверхню у вигляді наводнювання в процесі обробки При цьому наводнювання здійснюють шляхом введення в зону обробки водневмісного середовища, в якості якого використовують розчин високомолекулярної полімерної речовини з заданою концентрацією в мінеральному маслі, наприклад, поліетилену низького тиску в масл» И-12А На відміну від прототипу, в якому наводнювання оброблюваного матеріалу відбувається з докладанням електричного струму до електроліту, CM CM ю со оГ 35422 рияє зниженню вільної поверхневої енергії металу і полегшує деформування, а відповідно підвищується і якість обробленої поверхні. На відміну від аналогічних технічних рішень (Патент Великобританії № 1270642, В З Q, 1965 р. ) хемосорбція полімеру на поверхню обробки відбувається під час механічної обробки із розчину високомолекулярної речовини в мінеральному маслі, що потрапляє в зону металообробки, а не твердого органічного покриття сформованого на попередніх операціях Акт хемосорбції активних молекул в осередку пластичного контакту супроводжується їх деполімеризацією і розкладанням з утворенням активного атомарного водню і неактивних продуктів. Для поліетилену, наприклад, найбільш імовірний механізм таких перетворень має вигляд: запропонована технологія застосування високомолекулярних полімерних сполук, як постачальника водню в поверхню обробки, забезпечується тільки енергією механічної обробки. Згідно винаходу, розчин полімерної речовини в мінеральному маслі, потрапляючи в зону контакту Інструменту і заготівки, має хімічні перетворення, якими є деструкція полімерної речовини під впливом значних механічних напруг і локальних температур, що діють в зоні металообробки. Руйнування полімерного ланцюга проходить з відриванням атому водню і виникненням активних вільних макрорадикалів з ненасиченими кінцевими групами, які прищеплюються до ювенільних поверхонь заготівки в процесі обробки. Хемосорбційний зв'язок "активні фрагменти молекул - деформований метал" сп- СН, - СН, - СН, > -СН = СН ~ СН, - +Н», - с н =сн - сн,- -» -сн = сн - сн - + н , - СН» - С Н , - СНі -сга-снг-сн - + н , й + -сн» - сн, - сн, > - сн = сн - сн - +н,, - сн = сн - сн - сн = сн - сн -сн,-сн»-сн -СНІ-СНЇ-СН-, - сн,-сн - сн, - сн, - сн,-сн, - сн, - сн, Керування хімічним впливом на металеву поверхню обробки, за запропонованою технологією, здійснюють вибором необхідної концентрації і типу полімерних сполук у мастильному розчині згідно з їх фізико-хімічними властивостями, головним чином зі схильністю полімеру до деструкції. Висока дифузійна здатність атомів водню і інтенсивний рух дислокацій та утворення вакансій активованих поверхневою пружною і пластичною деформацією, викликає масолеренесення атомів водню, що виникли в результаті механодеструкції полімерної речовини, яку містить розчин, в глибину оброблюваного металу. В наслідок об'ємної дифузії водню під час механічної обробки тиском, створюються підвищені локальні напруження в тілі зерен металу, локалізуються концентрації напружень і подальші зміни структури металу відбуваються в полі цих напружень Водень гальмує подальший рух дислокацій, підвищує їх густість, сприяє утворенню хмар Котрела, що підвищує твердість приповерхневих об'ємів металу. Запропонований спосіб обробки металів було реалізовано на операціях оздоблювально-зміцнюючої обробки шляхом обкатуванням роликом. Обкатування циліндричного валу діаметром Од=58 мм зі сталі 45. твердістю 174 НВ, проводили за токарною схемою з повздовжньою подачею полірованого ролика з загартованої сталі ШХ15 діаметром Dp=35 мм, в оправі з пружним корпусом, - сн,-сн - сн, - сн, - сн,-сн - сн, - сн, н який був закріплений в різцетримачі верстату. Умови контакту ролика та деталі мали краплевидну форму з радіусом округлення R=l мм та заднім кутом 2°30'. Зусилля обкатування складало Роб=2700 Н. Подача та швидкість обкатування приймалися, відповідно, So6=0,245 мм/об, Vo6-11.84 м/хв. Деталь підлягала попередньому точінню в повітрі гостро заточеним різцем з пластиною із твердого сплаву Т15К6 і геометрією ріжучої частини фі=ф=45°; у=8" з режимами: t=0,5 мм; Snp=0,335 мм/об; Vpi3=96,38 м/хв. В якості мастильного середовища при обкатуванні застосовували розчин поліетилену низького тиску (ПЕ н.т.) марки 273-83-ТЗ по ГОСТ 1633-85 в мінеральному маслі И-12А. В результаті випробувань виявлено, що добавка поліетилену до масла И-12А з концентрацією, за масою, у межах 0.75-1.25% забезпечує зниження жорсткості до Rz 6 3 мкм, проти максимально досяжного при обробці в маслі без домішок — Rz 10 мкм. Після обробки вимірювалася мікротвердість поверхневих шарів за Мартенсом на зразках, які були вирізані у вісевому перерізі оброблених деталей. Результати визначення ступеню зміцнення по глибині поверхневого шару при різній концентрації ПЕ н.т. подано в таблиці 3 таблиці видно, що в інтервалі концентрацій ПЕ н т. 0.75 - 1 25%, отримані найкращі результати 35422 Зміцнення поверхні пласких зразків із заліза Армко на фрезерному верстаті після 8-ми проходів роликом в полімервмісному середовищі зростає більш ніж на 100% порівняно із вихідною мікротвердістю. Тоді як при обробці в чистому маслі И12А, зміцнення поверхні заліза Армко не перевищувало 20%. Методом растрової електронної мікроскопії на поперечних шліфах зразків заліза Армко оброблених у розчині полімеру в маслі, виявлено формування стабільної об'ємної фази у поверхневому шарі глибиною h до 50 мкм, що відрізняється специфічним емісійним контрастом (фіг. 1 поз. а) від основного металу серцевини обробленого зразка (фіг. 1 поз. б). Дана фаза є модифікацією заліза в системі Fe-H, що виникає в наслідок наводнювання поверхні обробки з полімервмісного мастильного середовища ї має підвищене значення мікротвердості Нцго. яке досягає 2,3 - 3,0 ГПа. Запропонований спосіб обробки металів дозволяє використовувати глибоко абсорбований водень не тільки в якості дисперсно розташованого в макро- і мікродефектах металу локалізатора деформацій, але і як речовини, що дає можливість реалізувати фазовий наклеп завдяки ініційованому воднем поліморфізму, навіть в тих металах, які фазових перетворень в чистому виді не мають. Крім того, по завершенню обробки, наявність воденьвмісної фази в кінцевій наклепаніи структурі металевого сплаву не є обов'язковою умовою. Тобто кінцева зміцнена структура може, як містити гідридні фази (наприклад, як у випадку заліза Армко - поліфазонаклепаний стан), так і не містити їх (наприклад, як у випадку після обробки сталі 45 монофазонаклепаний стан). Таким чином, як свідчать результати досліджень, запропонований спосіб обробки металів дозволяє значно підвищити глибину і ступінь поверхневого зміцнення металів з забезпеченням поліпшеної мікрогеометрії оброблених поверхонь. При цьому спосіб технологічно простий, універсальний та абсолютно керований, що обумовлює його широке промислове застосування при верстатній обробці різноманітних поверхонь. Ступінь зміцнення Н ц виміряне Глибина поверхневого шару, мкм Н ц вихідне масло И-12А + %ПЕн.т. 0 0.5 0.75 1.0 1.25 1.5 5 2.7 2.65 2.6 2.5 2.55 2.7 10 2.4 2.35 2.3 2.0 2.3 2.4 15 1.6 1.6 1.58 1.55 1.59 1.6 20 1.0 1.3 1.37 1.4 1.35 1.2 25 1.0 1.1 1.2 1.2 1.15 1.0 ЗО 1.0 1.0 1.0 1.0 1.01 1.0 40 1.0 1.0 1.0 1.0 1.0 1.0 Відносне підвищення зміцнення на глибині 20 мкм порівняно з обробкою в маслі И12А без добавок, % 0 ЗО 37 40 35 20 35422 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of metal working
Автори англійськоюSoshko Viktor Oleksandrovych, Dmytriev Dmytro Oleksiiovych
Назва патенту російськоюСпособ обработки металлов
Автори російськоюСошко Виктор Александрович, Дмитриев Дмитрий Алексеевич
МПК / Мітки
МПК: B23P 9/00, C23C 22/02
Мітки: обробки, спосіб, металів
Код посилання
<a href="https://ua.patents.su/4-35422-sposib-obrobki-metaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки металів</a>
Спосіб одержання технологічного мастила для холодної обробки металів тиском
Номер патенту: 28814
Опубліковано: 16.10.2000
Автори: Кіріченко Юрій Алімович, Македонов Сергій Іванович, Гречаник Лілія Володимирівна, Максименко Анатолій Савелювич, Пігульська Раїса Іванівна, Македонський Олег Олександрович, Бут Олександр Володимирович, Брескіна Алла Іллівна, Школа Олег Іванович, Хаустов Георгій Йосипович
МПК: C10M 159/00
Мітки: холодної, обробки, мастила, металів, спосіб, тиском, одержання, технологічного
Формула / Реферат:
Спосіб одержання технологічного мастила для холодної обробки металів тиском шляхом етерифікації жирнокислотної основи, який відрізняється тим, що як жирнокислотну основу використовують суміш жирних кислот, виділених із соапстоків світлих олій і гудрону жирового стеаринового в співвідношенні 9:1,а етерифікацію суміші здійснюють пентаеритритом, додаючи його в кількості 6-10% від маси жирнокислотної основи, при цьому процес етерифікації...
Спосіб обробки стічних вод, що містять іони важких металів
Номер патенту: 19216
Опубліковано: 25.12.1997
Автори: Щеглюк Олександра Іванівна, Щеглюк Мирон Романович, Боярина Жанна Аркадіївна
МПК: C02F 1/62
Мітки: спосіб, стічних, металів, вод, обробки, містять, важких, іони
Формула / Реферат:
Винахід відноситься до технології знешкодження і очистки стічних вод, які вміщують Іони важких металів методом феритизації і може знайти використання при очистці стічних вод гальванічного виробництва.Відомий спосіб обробки стічних вод, що вміщують Іони важких металів, який включає введення солі двовалентного заліза, лугу, перемішування і виділення осаду [1]. Однак відомий спосіб зумовлює невелику швидкість окислення і протікання...
Спосіб обробки стальних виробів
Номер патенту: 19356
Опубліковано: 25.12.1997
Автори: Ковальчук Вячеслав Йосипович, Витвицький Віктор Іванович, Ткачов Володимир Іванович, Гребенюк Станіслав Олексійович, Бережницька Марія Пилипівна
Мітки: спосіб, виробів, стальних, обробки
Формула / Реферат:
Спосіб обробки стальних виробів, що включає гартування, відпуск та шліфування, який відрізняється тим, що в процесі відпуску стальний виріб наводнюють протягом 2-х годин при тиску 3 МПа з подальшим охолодженням в атмосфер! водню, а після шліфування обезводнюють у вакуумі при температурі 150°С протягом 2-х годин.
Мастильно-охолоджувальна рідина для механічної обробки металів

Номер патенту: 25335
Опубліковано: 30.10.1998
Автори: Курятніков Едуард Ісаакович, Берлін Адольф Абрамович, Садовий Мирослав Володимирович, Кисленко Володимир Миколайович
МПК: C10M 101/00
Мітки: металів, мастильно-охолоджувальна, обробки, рідина, механічної
Формула / Реферат:
Мастильно-охолоджувальна рідина для механічної обробки металів, що містить прищеплений співполімер поліметилметакрилату з лігносульфонатом, поліетилен М.м. 1500 - 2000 і воду, яка відрізняється тим, що вона додатково містить бромований лігносульфонат, сульфатне мило 50%, індустріальне масло та нітрит натрію при такому співвідношенні компонентів, мас.%: Прищеплений співполімер поліметилметакрилату з лігносульфонатом ...
Технологічне мастило для механічної обробки металів
Номер патенту: 24038
Опубліковано: 31.08.1998
Автори: Чередниченко Григорій Іванович, Угрин Ярослава Антонівна, Охримович Христина Остапівна, Турянчик Іван Георгієвич, Уткін Володимир Олександрович, Гарун Ярослав Євстахієвич, Темненко Володимир Петрович, Герасимова Неля Миколаївна, Лесюк Галина Володимирівна
МПК: C10M 105/00
Мітки: технологічне, мастило, обробки, металів, механічної
Формула / Реферат:
Технологічне мастило для механічної обробки металів, яке містить нафтову оливу, триетаноламін і складні ефіри багатоатомних спиртів І карбонових кислот, яке відрізняється тим, що воно додатково містить вищі жирні кислоти І в ролі складних ефірів багатоатомних спиртів І карбонових кислот містить продукт конденсації при температурі 170-180°С оксиетильованих вищих жирних кислот зі ступенем оксиетилювання, 2-4 з адипіновою кислотою, натуральним...
Попередній патент: Спосіб визначення лігніну у розчинах хімічної переробки целюлозовмісних матеріалів
Наступний патент: Комбінований ортодонтичний апарат
Випадковий патент: Фільтр для відділення молочного білка від сироватки