Фільтрувальний елемент трубчастого типу і спосіб його виготовлення
Формула / Реферат
1. Фільтрувальний елемент трубчастого типу, виконаний у вигляді послідовно розміщених шарів фільтрувальних матеріалів, один з яких являє собою папір, виготовлений із карбоксиметилцелюлози з бентонітом і/або палигорскітом, а наступний - шар паперу, виготовлений із фосфатцелюлози, який відрізняється тим, що він додатково обладнаний підкладками з нетканого пористого волокна на основі поліетилену і/або поліпропілену, які рівномірно прилягають до розміщених між ними шарів паперу, причому волокно підкладки виконано з порами, діаметр яких не більший ½ довжини волокна целюлози, з якої виготовлено фільтрувальний папір, і за розміром вони не менші розміру пор паперу.
2. Спосіб виготовлення фільтрувального елемента трубчастого типу, який включає розміщення фільтрувального матеріалу між підкладками із нетканого пористого волокна на основі поліетилену і/або поліпропілену, який відрізняється тим, що підкладки формують безпосередньо у процесі виготовлення фільтрувального елемента трубчастого типу, причому внутрішню підкладку утворюють шляхом нанесення методом пневмоекструзії розплавленого поліетилену і/або поліпропілену у вигляді волокна на трубчасту оправку, а зовнішню підкладку утворюють шляхом нанесення тим же самим методом волокна на фільтрувальний матеріал, виконаний у вигляді шарів паперу, один з яких виготовлений із карбоксиметилцелюлози з бентонітом, і/або палигорскітом, а наступний за ним - з фосфатцелюлози, які попередньо розміщують на внутрішній підкладці, після чого сформований трубчастий фільтрувальний елемент знімають з оправки.
Текст
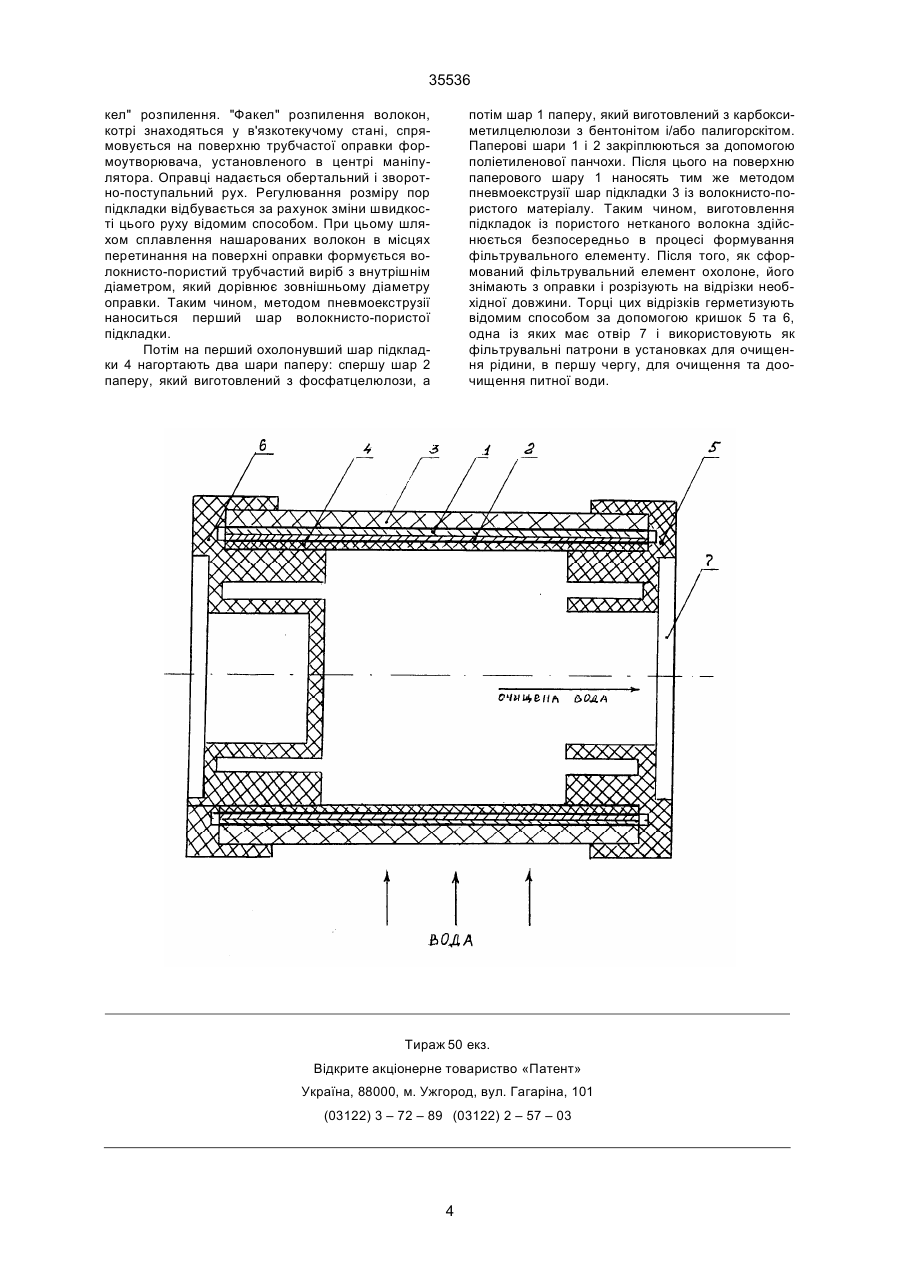
1.Фільтрувальний елемент трубчастого типу, виконаний у вигляді послідовно розміщених шарів фільтрувальних матеріалів, один з яких являє собою папір, виготовлений із карбоксиметилцелюлози з бентонітом і/або палигорскітом, а наступний шар паперу, виготовлений із фосфатцелюлози, який відрізняється тим, що він додатково обладнаний підложками з нетканого пористого волокна на основі поліетилену і/або поліпропілену, які рівномірно прилягають до розміщених між ними шарів паперу, причому волокно підложки виконано з порами, діаметр яких не більший 1/2 довжини во C2 (54) ФІЛЬТРУВАЛЬНИЙ ЕЛЕМЕНТ ТРУБЧАСТОГО ТИПУ І СПОСІБ ЙОГО ВИГОТОВЛЕННЯ 35536 ляді послідовно розміщених шарів фільтрувальних матеріалів. Один із шарів - це папір, виготовлений із карбоксиметилцелюлози з бентонітом і/або палигорскітом, а другий, розміщений під ним - шар паперу, виготовлений із фосфатцелюлози /Патент України №8362, кл. В 01 D 29/01, 1996/. При такому розміщенні фільтрувальних паперових шарів вода, проходячи крізь шар паперу, виготовленого із карбоксиметилцелюлози з бентонітом і/або палигорскітом, змочує останню, що призводить до утворення гелю карбоксиметилцелюлози. Гель карбоксиметилцелюлози і бентоніт, або палигорскіт, або бентоніт з палигорскітом потрапляють на нижчерозміщений шар паперу із фосфатцелюлози і формують на його поверхні активний шар, стійкий за рахунок взаємодії гелю карбоксиметилцелюлози з катіонообмінними волокнами фосфатцелюлози. Саме цей гелеподібний шар і затримує віруси та бактерії. Недоліками цього фільтру є вимивання у фільтрат волокон целюлози разом із сорбованими на них бактеріями, вірусами та іншими забрудниками та неповне використання фільтрувальної поверхні фільтроелементу та погіршення гідравлічних характеристик внаслідок нерівномірного контакту фільтрувальних паперових шарів між собою. Це призводить до зниження ефективності очищення питної води та скорочення терміну експлуатації фільтроелементу. В основу винаходу, що заявляється, поставлене завдання удосконалення фільтрувального елементу шляхом обладнання його додатковими елементами, котрі запобігають потраплянню волокон целюлози з забрудниками у фільтровану воду та забезпечують рівномірний контакт паперових шарів, що підвищує ефективність очищення води та подовжує термін експлуатації фільтроелементу без погіршення його гідравлічних характеристик. Поставлене завдання вирішується за рахунок того, що в фільтрувальному елементі, який виконаний у вигляді послідовно розміщених шарів фільтрувальних матеріалів, один з яких являє собою папір, виготовлений із карбоксиметилцелюлози з бентонітом і/або палигорскітом, а наступний шар паперу, виготовлений із фосфатцелюлози, фільтрувальний елемент додатково обладнаний підкладками із нетканого пористого волокна на основі поліетилену і/або поліпропілену, які рівномірно прилягають до розміщених між ними шарів паперу, причому волокно підложок виконано з порами, діаметр яких не більший 1/2 довжини волокна целюлози із якої виготовлено фільтровальний папір, і за розміром вони не менші розміру пор паперу. Для вирішення поставленого завдання також запропонований спосіб виготовлення фільтрувального елементу трубчастого типу, що заявляється. Відомий спосіб виготовлення фільтрувального елементу трубчастого типу /Патент №2050930, кл. В 01 D 27/06, 63/00, 67/00, 1995/. Цей спосіб може бути вибраний за прототип, тому що в результаті його здійснення буде одержаний фільтрувальний елемент, який має шар фільтрувального матеріалу, розміщеного між підкладками із нетканого пористого матеріалу на основі полімеру. Згідно з цим способом фільтрувальний елемент одержують наступним чином: укладають шар фільтрувального матеріалу між двома підкладками із нетканого пористого матеріалу, наприклад, на основі пропіленового або іншого волокна, в результаті чого одержують пакет матеріалів, котрий потім стискають і здійснюють термофіксацію при температурі, яка дорівнює температурі розм'якшення пропіленового волокна. Потім одержану заготовку скручують в циліндр і герметизують торці. Використання цього способу для виготовлення фільтрувального елементу трубчастого типу, в якому головним фільтрувальним матеріалом є два шари паперу, один з яких являє собою папір, виготовлений із карбоксиметилцелюлози з бентонітом і/або палигорскітом, а наступний - шар паперу, виготовлений із фосфатцелюлози, тягне за собою суттєвий недолік, а саме: при виготовленні фільтрувального елементу таким способом неможливо забезпечити рівномірного прилягання шарів паперу між собою і шарів підложки до шарів паперу по всій площі фільтрувальної поверхні. Це призводить до нерівномірного гідравлічного опору різних ділянок фільтрувального елементу, тобто, до нерівномірного використання фільтрувальної поверхні і, як наслідок, до скорочення терміну експлуатації фільтроелементу. Тому в основу винаходу, що заявляється, поставлене завдання створення способу виготовлення фільтрувального елементу трубчастого типу шляхом видозміни операції розміщення фільтрувального матеріалу між підложками з нетканого пористого волокна, що дозволяє забезпечити рівномірний контакт шарів паперу між собою та шарів підкладки з шарами паперу по всій площині фільтрувальної поверхні. Поставлене завдання вирішується за рахунок того, що в способі виготовлення фільтрувального елементу трубчастого типу, який включає розміщення фільтрувального матеріалу між підкладками з нетканого пористого волокна на основі поліетилену і/або поліпропілену, підложки формують безпосередньо в процесі виготовлення фільтрувального елементу трубчастого типу, причому внутрішню підкладку утворюють шляхом нанесення методом пневмоекструзії розплавленого поліетиленового і/або пропіленового волокна на трубчасту оправку, а зовнішню підложку формують шляхом нанесення тим же методом розплавленого поліетиленового і/або пропіленового волокна на фільтрувальний матеріал, виконаний у вигляді шарів паперу, один з яких виготовлений із карбоксиметилцелюлози з бентонітом і/або палигорскітом, а другий із фосфатцелюлози, котрі попередньо розміщують на внутрішній підложці, після чого сформований волокнисто-пористий трубчастий елемент знімають з оправки. Використання підложок із нетканого пористого волокна, діаметр пор якого не більший ніж 1/2 довжини волокна целюлози, запобігає попаданню в фільтрат волокон целюлози з адсорбованими на них бактеріями та вірусами, а також іншими забрудниками, наприклад радіонуклідами, що дозволяє підвищити ефективність очищення води. Розмір пор волокна підложки обумовлений тим, що виготовлення волокна з діаметром пор, більшим ніж 1/2 довжини волокна целюлози, призведе до 2 35536 проникнення волокон целюлози, які вимиваються в процесі експлуатації, в пори підкладки, в результаті чого погіршаться гідравлічні характеристики фільтроелементу, та у фільтрат, в результаті чого знизиться ефективність очищення. При цьому, якщо пори підкладки за розміром будуть меншими ніж розмір пор паперового матеріалу, то це призведе до збільшення гідравлічного опору фільтроелементу за рахунок часткового перекриття пор паперу волокнами підкладки. Застосування нетканого пористого волокна на основі поліетилену і/або поліпропілену у фільтрувальному елементі, що заявляється, обумовлено його механічною міцністю, хімічною стійкістю, нешкідливістю, а також можливістю гарячого формування нетканого матеріалу з необхідним розміром пор, що дозволяє використовувати ефект скорочення волокон сформованих підложок при охолодженні для досягнення найбільш рівномірного та щільного прилягання шарів паперу один до одного і шарів підложки до шарів паперу по всій площині фільтрувальної поверхні трубчастого фільтроелементу. Застосування способу формування підложки безпосередньо в процесі виготовлення фільтрувального елементу трубчастого типу, за яким внутрішню підкладку утворюють шляхом нанесення методом пневмоекструзії розплавленого поліетилену і/або поліпропілену у вигляді волокна на трубчасту оправку, а внутрішню підкладку формують шляхом нанесення тим же методом волокна на фільтрувальний матеріал, виконаний у вигляді шарів паперу, які попередньо розміщують на першому шарі волокна, дозволяє досягти найбільш рівномірного прилягання фільтрувальних паперових шарів один до одного та шарів підкладки до шарів паперу за рахунок того, що утворена за методом напилення розплавленого поліетилену і/або поліпропілену підкладка при охолодженні скорочується на 3-5%, а це при трубчастій формі фільтроелементу призводить до зменшення довжини кола зовнішньої підкладки, котра щільно та рівномірно по всій площині фільтрувальної поверхні притискує шари паперу один до одного, а також до попередньо охолодженої внутрішньої підкладки. Рівномірний контакт шарів паперу між собою, а також контакт підкладки з паперовими шарами дозволяє добитися стабільності гідравлічних характеристик по всій площині фільтроелементу і тим самим рівномірно використовувати його фільтрувальну поверхню, а це, в свою чергу, призведе до подовження терміну експлуатації фільтроелементу. Винахід пояснюється кресленням, на якому зображений трубчастий фільтрувальний елемент, продольний розріз. Фільтрувальний елемент складається із шару паперу 1, виготовленого з карбоксиметилцелюлози з бентонітом і/або палигорскітом, наступного за ним шару паперу 2, виготовленого з фосфатцелюлози. Ці паперові шари 1 та 2 обладнані підложками 3 та 4, які рівномірно прилягають до них. З торців фільтрувальний елемент обладнаний кришками 5 та 6. Кришка 5 має отвір 7. Підложки 3 та 4 виготовлені із пористого нетканого волокна на основі поліетилену або поліпропілену, або поліпропілену з поліетиленом. Розмір пор підкладок З і 4 не повинен перевищувати розміру пор паперового матеріалу шарів 1 та 2 і їх діаметр не повинен бути більше 1/2 довжини волокна целюлози, з якої виготолено фільтрувальний папір. Трубчастий фільтрувальний елемент працює наступним чином. Вода, проходячи крізь шар зовнішньої підкладки 4 із поліетиленового і/або пропіленового волокна, звільняється від механічних часток, гідроокислів тривалентного заліза і гідрофобних забруднювачів, надходить на шар паперу 1 із карбоксиметилцелюлози з бентонітом і/або палигорскітом, змочує останню, що призводить до утворення гелю карбоксиметилцелюлози. Гель карбоксиметилцелюлози і бентоніт, або палигорскіт, або бентоніт з палигорскітом з течією води потрапляє на нижчерозміщений шар паперу 2 із фосфатцелюлози, формуючи на його поверхні активний шар, який затримує віруси та бактерії. Стійкість та повнота використання поверхні цього активного шару досягається за рахунок рівномірного щільного прилягання фільтрувальних паперових шарів один до одного, що досягається завдяки наявності підкладок 3 та 4. Проходячи через шар паперу 2 із фосфатцелюлози, вода вимиває із паперу частину волокон целюлози із сорбованими на них бактеріями, вірусами та іншими забруднювачами і поступає на внутрішню підкладку 4. Пори волокна підкладки мають діаметр не більше 1/2 довжини волокна целюлози, завдяки чому волокна целюлози із сорбованими на них бактеріями, вірусами та іншими забруднювачами повністю затримуються на поверхні підкладки 4, не проникаючи в її пори, що дозволяє досягти максимального ступеню знезараження та очищення води без підвищення гідравлічного опору фільтроелементу. Підвищенню гідравлічного опору фільтроелементу запобігає також те, що пори волокна підкладки не менші від пор паперового матеріалу, із якого виготовлені шари фільтроелементу 1 та 2, тому не зменшується просвіт пор паперового фільтрувального матеріалу за рахунок їх перекриття волокнами підкладки. Профільтрована вода збирається в порожнині, утвореній відрізком трубчастого фільтроелементу та кришками 5 та 6, за допомогою яких герметизовано торці відрізку і через отвір 7 в кришці 5 поступає споживачеві. Спосіб виготовлення фільтрувального елементу реалізується наступним чином. Гранульований поліетилен або пропілен, або суміш поліетилену та поліпропілену завантажується в бункер генератора волокон. Потім гранули захвачуються шнеком, що обертається, і транспортуються із зони завантаження в зону стискання і гомогенізації і далі в зону розпилення. При цьому термопластичний полімер плавиться, розмішується і в рідкотекучому стані подається в форсунку. Повітря із повітряної магістралі крізь вологорозділювач і стабілізатор поступає до нагрівача повітря. Циркулюючи по його лабіринту, він набуває необхідної температури і крізь штуцер подається до термоізольованого трубопроводу, з'єднаного з патрубком, який веде до кільцевого зазору форсунки, де повітряному струмені надається закручений по спіралі рух. На виході із сопла форсунки розплав полімеру підхоплюється повітряним струмом, формуючи при цьому "фа 3 35536 кел" розпилення. "Факел" розпилення волокон, котрі знаходяться у в'язкотекучому стані, спрямовується на поверхню трубчастої оправки формоутворювача, установленого в центрі маніпулятора. Оправці надається обертальний і зворотно-поступальний рух. Регулювання розміру пор підкладки відбувається за рахунок зміни швидкості цього руху відомим способом. При цьому шляхом сплавлення нашарованих волокон в місцях перетинання на поверхні оправки формується волокнисто-пористий трубчастий виріб з внутрішнім діаметром, який дорівнює зовнішньому діаметру оправки. Таким чином, методом пневмоекструзії наноситься перший шар волокнисто-пористої підкладки. Потім на перший охолонувший шар підкладки 4 нагортають два шари паперу: спершу шар 2 паперу, який виготовлений з фосфатцелюлози, а потім шар 1 паперу, який виготовлений з карбоксиметилцелюлози з бентонітом і/або палигорскітом. Паперові шари 1 і 2 закріплюються за допомогою поліетиленової панчохи. Після цього на поверхню паперового шару 1 наносять тим же методом пневмоекструзії шар підкладки 3 із волокнисто-пористого матеріалу. Таким чином, виготовлення підкладок із пористого нетканого волокна здійснюється безпосередньо в процесі формування фільтрувального елементу. Після того, як сформований фільтрувальний елемент охолоне, його знімають з оправки і розрізують на відрізки необхідної довжини. Торці цих відрізків герметизують відомим способом за допомогою кришок 5 та 6, одна із яких має отвір 7 і використовують як фільтрувальні патрони в установках для очищення рідини, в першу чергу, для очищення та доочищення питної води. Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 4
ДивитисяДодаткова інформація
Автори англійськоюZahorodniuk Yurii Viktorovych
Автори російськоюЗагороднюк Юрий Викторович
МПК / Мітки
МПК: B01D 39/02, B01D 29/11, B01D 27/00
Мітки: трубчастого, типу, фільтрувальний, спосіб, елемент, виготовлення
Код посилання
<a href="https://ua.patents.su/4-35536-filtruvalnijj-element-trubchastogo-tipu-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Фільтрувальний елемент трубчастого типу і спосіб його виготовлення</a>
Елемент кузову багатошарової конструкції типу “сендвіч” рейкового рухомого ешелону і спосіб його виготовлення
Номер патенту: 12221
Опубліковано: 25.12.1996
Автори: Глінкіна Рімма Миколаївна, Сенчіло Олександр Сергійович, Сапожніков Сергій Олексійович, Пугачев Едуард Миколайович, Зайцева Ірина Пейсаховна
МПК: B61D 17/00
Мітки: сендвіч, конструкції, виготовлення, багатошарової, ешелону, кузову, спосіб, елемент, типу, рухомого, рейкового
Формула / Реферат:
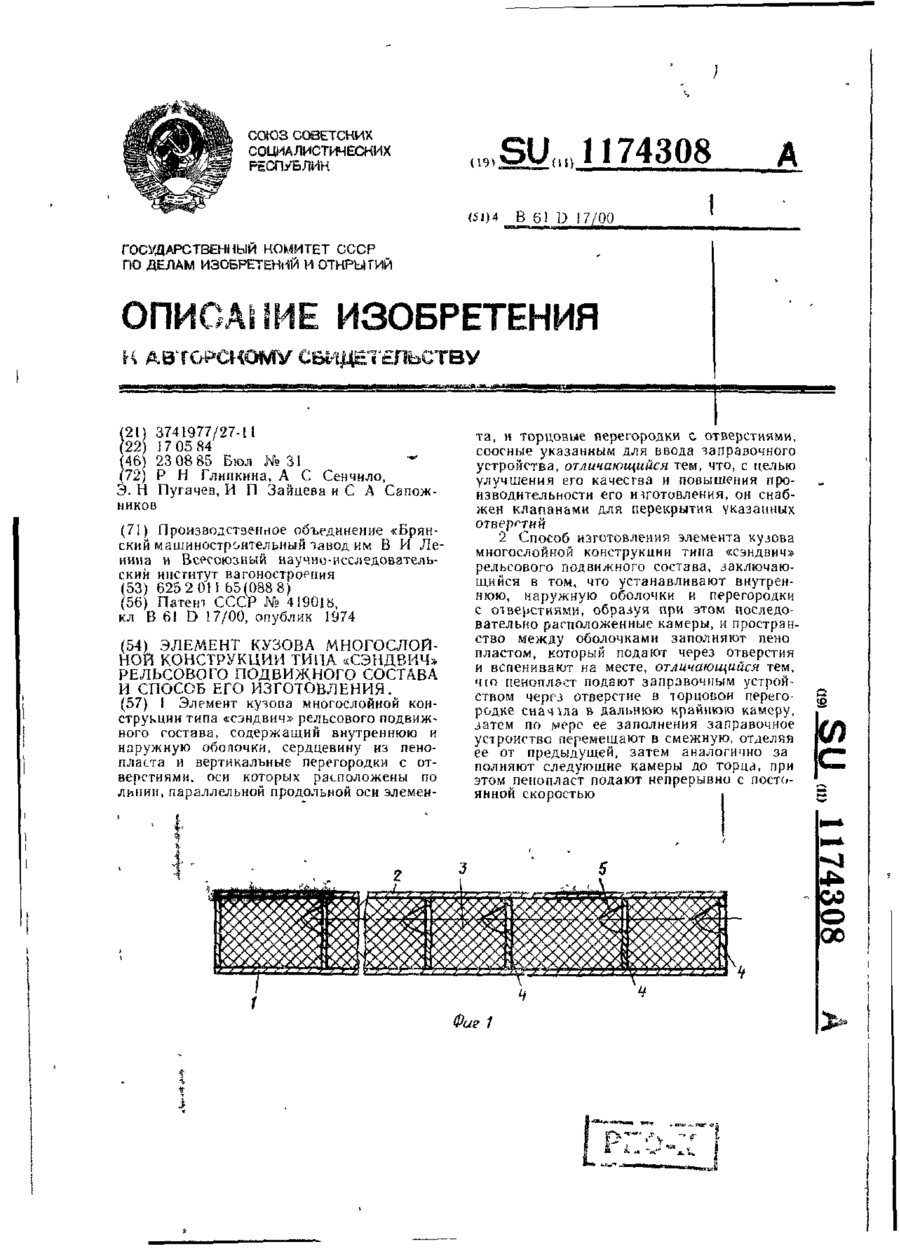
1. Элемент кузова многослойной конструкции типа "сэндвич" рельсового подвижного состава, содержащий внутреннюю и наружную оболочки, сердцевину из пенопласта и вертикальные перегородки с отверстиями, оси которых расположены по линии, параллельной продольной оси элемента, и торцовые перегородки с отверстиями, соосные указанным для ввода заправочного устройства, отличающийся тем, что, с целью улучшения его качества и повышения...
Багатошаровий захисний конструкційний елемент та спосіб його виготовлення
Номер патенту: 32900
Опубліковано: 15.02.2001
Автор: Адаме Йозеф
МПК: B32B 15/04
Мітки: елемент, виготовлення, захисний, конструкційний, багатошаровий, спосіб
Текст:
...захисні властивості. Він складається з дешевих конструкційних елементів і його можливо виготовити за нескладною технологією. Опис ілюстративних матеріалів На доданих фігурах зображено багатошаровий захисний конструкційний елемент, який не обмежує обсяг винаходу. На фіг. 1 зображено бічну проекцію багатошарового захисного конструкційного елемента, а на фіг. 2 зображено поперечний переріз багатошарового захисного конструкційного елемента....
Елемент конструкції літального апарата та спосіб його виготовлення
Номер патенту: 32654
Опубліковано: 15.02.2001
Автори: М'ялиця Анатолій Костянтинович, Кашубін Юрій Якович, Сивокозов Василь Степанович, Іванько Юрій Федорович
МПК: B64C 5/00, B64C 1/00, B64C 9/00, B64C 3/00, B64C 11/00
Мітки: конструкції, апарата, спосіб, виготовлення, літального, елемент
Текст:
...в лення завдяки необхідності попереднього опресу вання пакета листових заготовок при високій тем пературі та під тиском. Вказані недоліки прототипу призводять др збільшення циклу виготовлення, кількості необхідного обладнання, пристроїв та допоміжної оснастки, а також до потреби у додаткових виробничих площах. В основу винаходу поставлені задачі підвищення технологічності, точності теоретичного контур у, корозійної стійкості виробу, Його...
Мікропориста діафрагма для електролізної комірки, спосіб її виготовлення , катодний елемент на її основі та спосіб його виготовлення
Номер патенту: 27692
Опубліковано: 16.10.2000
Автори: Башо Жан, Стютзман Паскаль
МПК: C25B 13/00
Мітки: основі, катодний, комірки, виготовлення, спосіб, електролізної, мікропориста, діафрагма, елемент
Формула / Реферат:
(57)1. Микропористая диафрагма для электролизной ячейки, формуемая in situ влажным методом, содержащая фтористый полимер и минеральные волокна, отличающаяся тем, что минеральные волокна дополнительно содержат политетрафтор этиленовые волокна, при следующих весовых соотношениях ингредиентов (вес. %):Фтористый полимер 3-35, гель оксогидроксида, по меньшей мере, одного металла, выбранного из групп IVA, IVB, VB и VIВ периодической...
Фрикційний елемент та спосіб його виготовлення

Номер патенту: 24962
Опубліковано: 25.12.1998
Автори: Моргун Володимир Володимирович, Моргун Валентина Данилівна
Мітки: виготовлення, фрикційний, елемент, спосіб
Попередній патент: Спосіб запобігання та закріплення зсувів
Наступний патент: Спосіб управління двигуном внутрішнього згоряння
Випадковий патент: Спосіб одержання похідних 4-трифтрометилсульфінілпіразолу та способи одержання проміжних сполук