Елемент конструкції літального апарата та спосіб його виготовлення
Номер патенту: 32654
Опубліковано: 15.02.2001
Автори: Іванько Юрій Федорович, Кашубін Юрій Якович, Сивокозов Василь Степанович, М'ялиця Анатолій Костянтинович

Текст
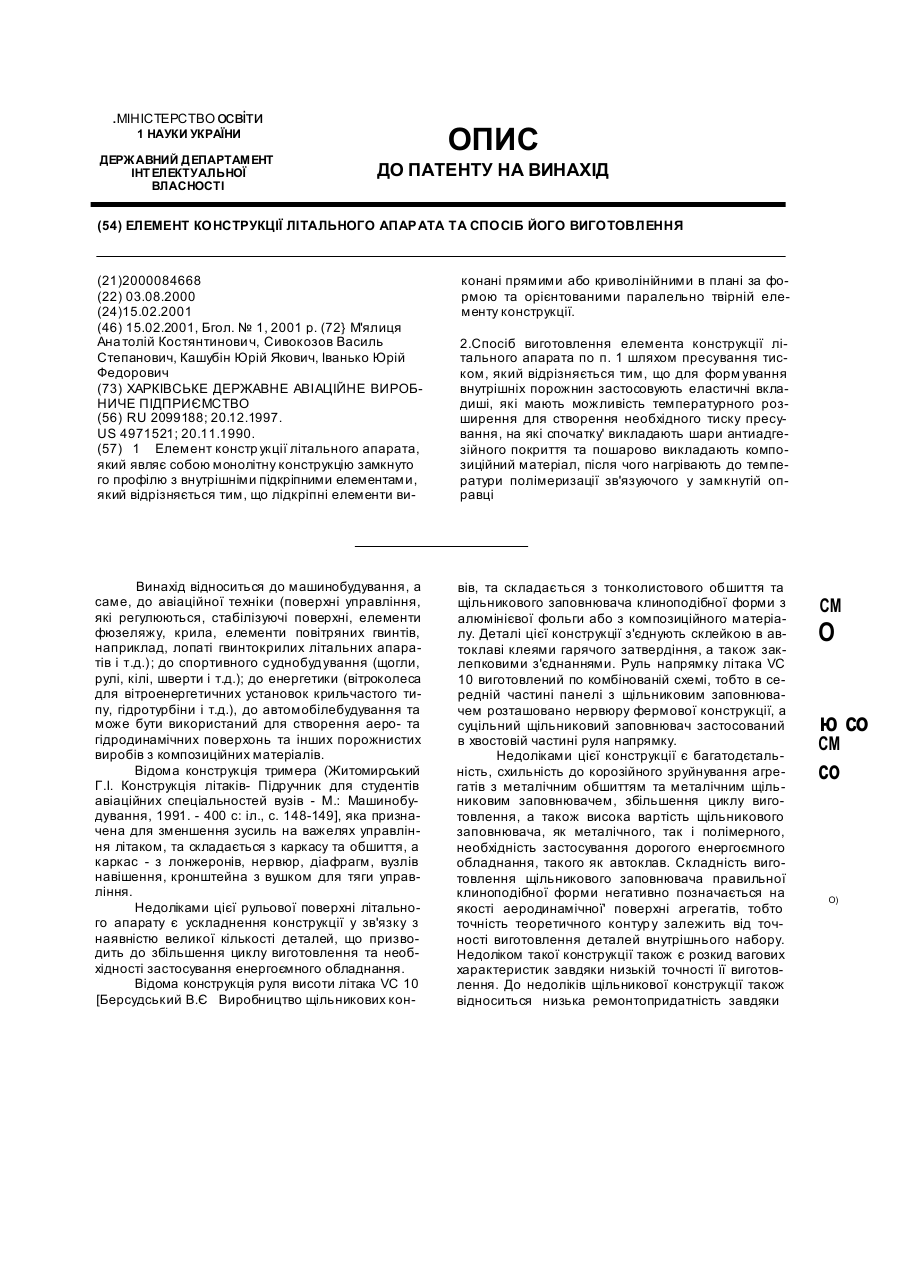
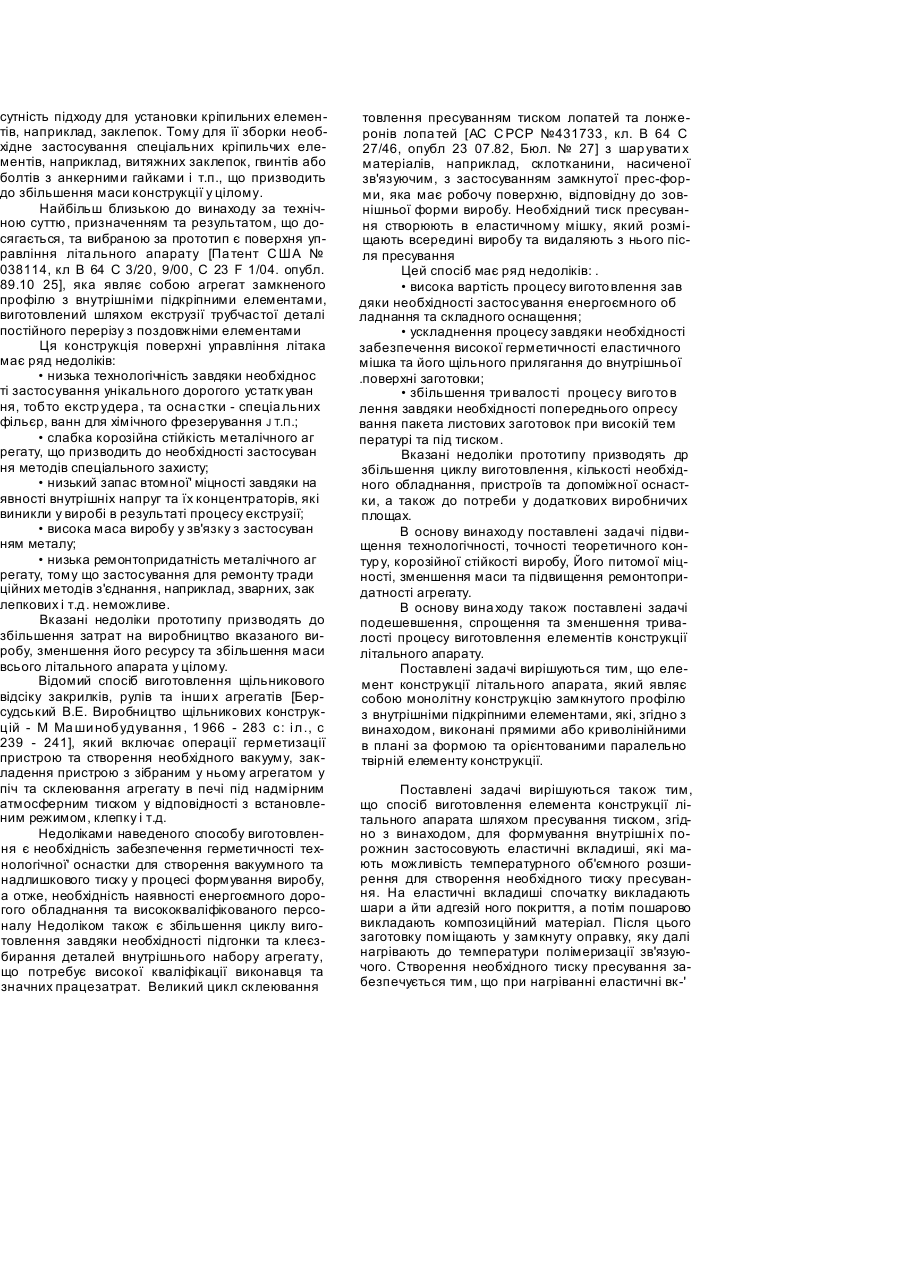
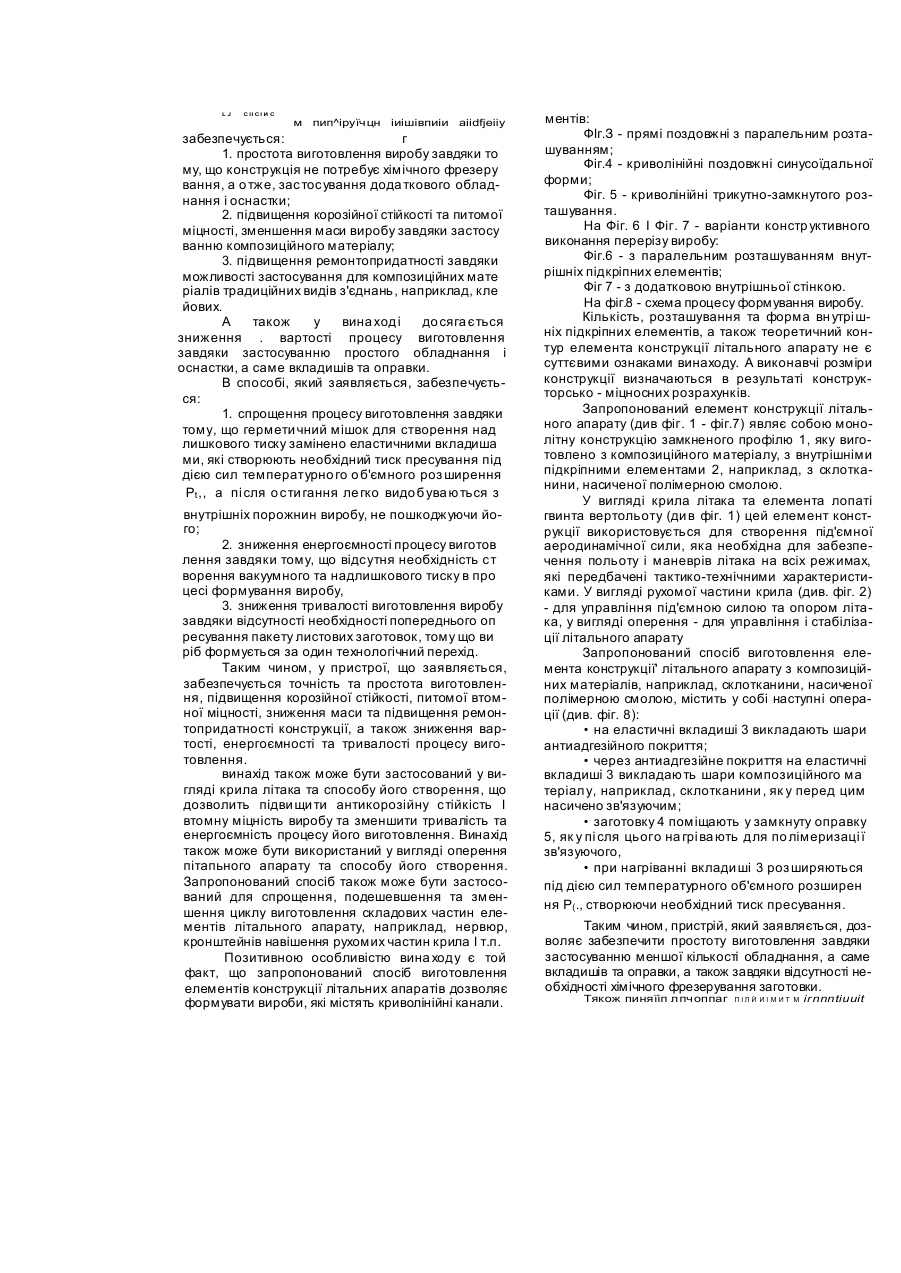
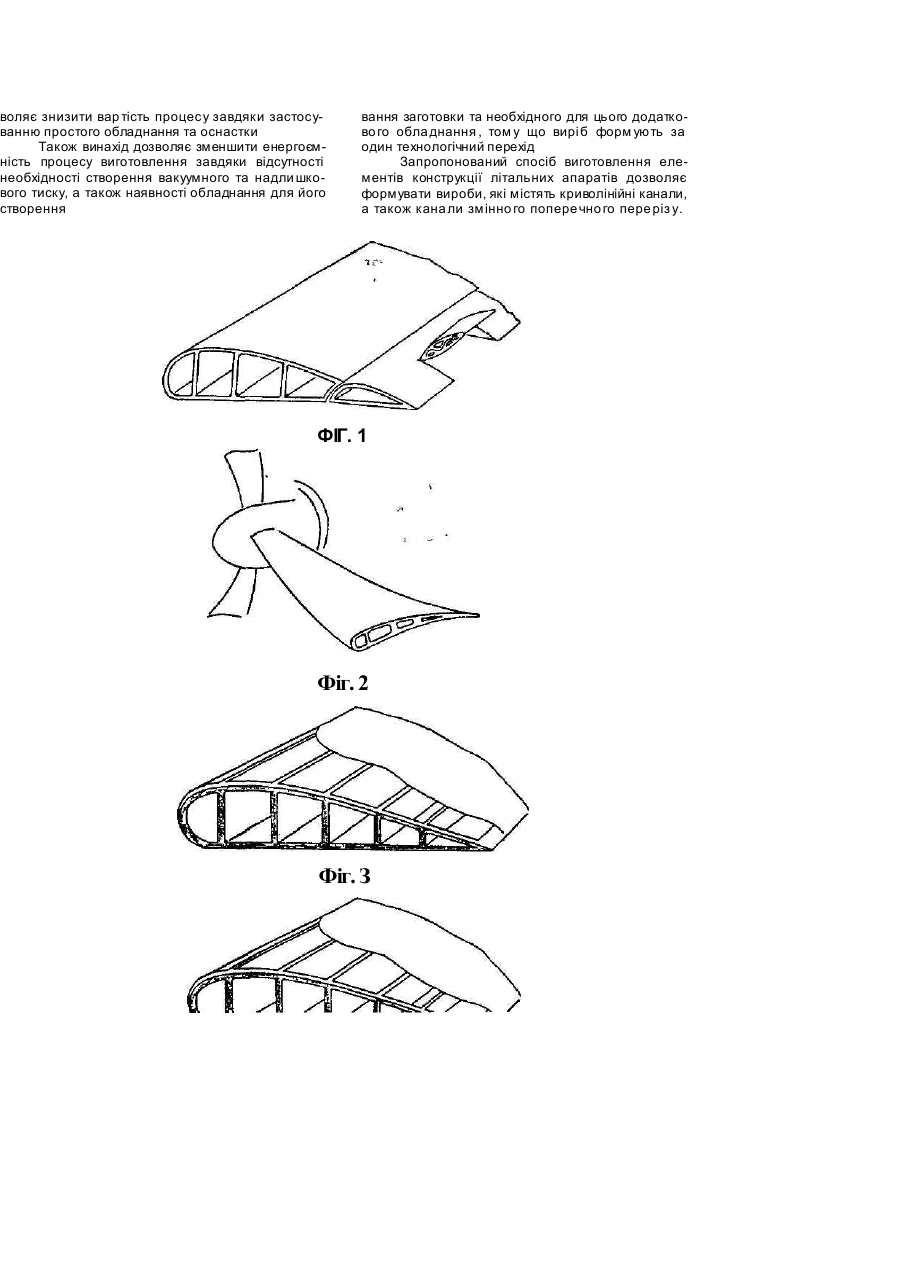
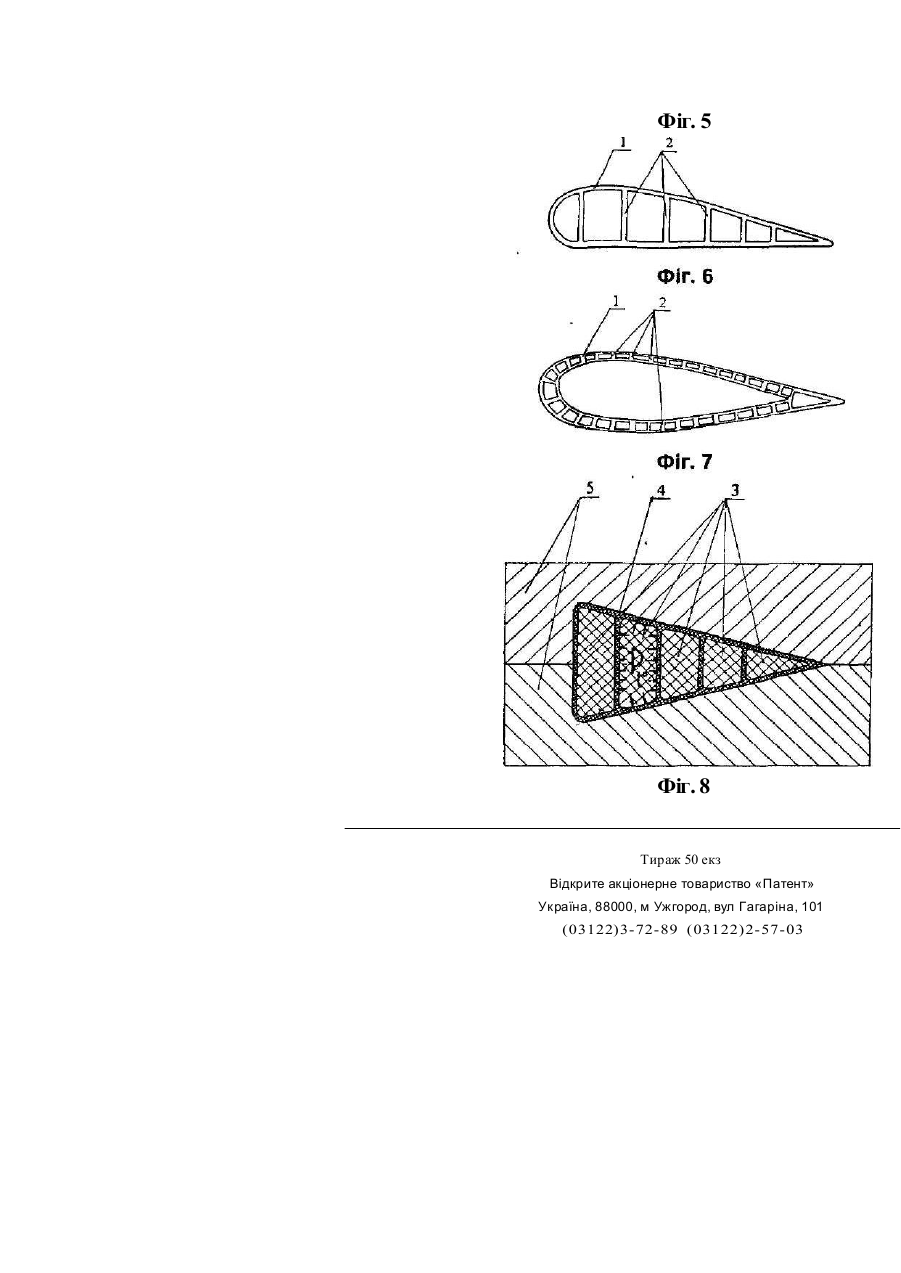
1 Елемент констр укції літального апарата, який являє собою монолітну конструкцію замкнуто го профілю з внутрішніми підкріпними елементами, який відрізняється тим, що лідкріпні елементи ви конані прямими або криволінійними в плані за формою та орієнтованими паралельно твірній елементу конструкції. 2.Спосіб виготовлення елемента конструкції літального апарата по п. 1 шляхом пресування тиском, який відрізняється тим, що для форм ування внутрішніх порожнин застосовують еластичні вкладиші, які мають можливість температурного розширення для створення необхідного тиску пресування, на які спочатку' викладають шари антиадгезійного покриття та пошарово викладають композиційний матеріал, після чого нагрівають до температури полімеризації зв'язуючого у замкнутій оправці Винахід відноситься до машинобудування, а саме, до авіаційної техніки (поверхні управління, які регулюються, стабілізуючі поверхні, елементи фюзеляжу, крила, елементи повітряних гвинтів, наприклад, лопаті гвинтокрилих літальних апаратів і т.д.); до спортивного суднобудування (щогли, рулі, кілі, шверти і т.д.); до енергетики (вітроколеса для вітроенергетичних установок крильчастого типу, гідротурбіни і т.д.), до автомобілебудування та може бути використаний для створення аеро- та гідродинамічних поверхонь та інших порожнистих виробів з композиційних матеріалів. Відома конструкція тримера (Житомирський Г.І. Конструкція літаків- Підручник для студентів авіаційних спеціальностей вузів - М.: Машинобудування, 1991. - 400 с: іл., с. 148-149], яка призначена для зменшення зусиль на важелях управління літаком, та складається з каркасу та обшиття, а каркас - з лонжеронів, нервюр, діафрагм, вузлів навішення, кронштейна з вушком для тяги управління. Недоліками цієї рульової поверхні літального апарату є ускладнення конструкції у зв'язку з наявністю великої кількості деталей, що призводить до збільшення циклу виготовлення та необхідності застосування енергоємного обладнання. Відома конструкція руля висоти літака VC 10 [Берсудський В.Є Виробництво щільникових кон вів, та складається з тонколистового обшиття та щільникового заповнювача клиноподібної форми з алюмінієвої фольги або з композиційного матеріалу. Деталі цієї конструкції з'єднують склейкою в автоклаві клеями гарячого затвердіння, а також заклепковими з'єднаннями. Руль напрямку літака VC 10 виготовлений по комбінованій схемі, тобто в середній частині панелі з щільниковим заповнювачем розташовано нервюру фермової конструкції, а суцільний щільниковий заповнювач застосований в хвостовій частині руля напрямку. Недоліками цієї конструкції є багатодєтальність, схильність до корозійного зруйнування агрегатів з металічним обшиттям та металічним щільниковим заповнювачем, збільшення циклу виготовлення, а також висока вартість щільникового заповнювача, як металічного, так і полімерного, необхідність застосування дорогого енергоємного обладнання, такого як автоклав. Складність виготовлення щільникового заповнювача правильної клиноподібної форми негативно позначається на якості аеродинамічної' поверхні агрегатів, тобто точність теоретичного контур у залежить від точності виготовлення деталей внутрішнього набору. Недоліком такої конструкції також є розкид вагових характеристик завдяки низькій точності її виготовлення. До недоліків щільникової конструкції також відноситься низька ремонтопридатність завдяки CM О ю со CM со О) сутність підходу для установки кріпильних елементів, наприклад, заклепок. Тому для її зборки необхідне застосування спеціальних кріпильчих елементів, наприклад, витяжних заклепок, гвинтів або болтів з анкерними гайками і т.п., що призводить до збільшення маси конструкції у цілому. Найбільш близькою до винаходу за технічною суттю, призначенням та результатом, що досягається, та вибраною за прототип є поверхня управління літа льного апарату [Па тент С ША № 038114, кл В 64 С 3/20, 9/00, С 23 F 1/04. опубл. 89.10 25], яка являє собою агрегат замкненого профілю з внутрішніми підкріпними елементами, виготовлений шляхом екструзії трубчастої деталі постійного перерізу з поздовжніми елементами Ця конструкція поверхні управління літака має ряд недоліків: • низька технологічність завдяки необхіднос ті застосування унікального дорогого устатк уван ня, тобто екстр удера , та осна стки - спеціа льних фільєр, ванн для хімічного фрезерування J Т.П .; • слабка корозійна стійкість металічного аг регату, що призводить до необхідності застосуван ня методів спеціального захисту; • низький запас втомної' міцності завдяки на явності внутрішніх напруг та їх концентраторів, які виникли у виробі в результаті процесу екструзії; • висока маса виробу у зв'язку з застосуван ням металу; • низька ремонтопридатність металічного аг регату, тому що застосування для ремонту тради ційних методів з'єднання, наприклад, зварних, зак лепкових і т.д. неможливе. Вказані недоліки прототипу призводять до збільшення затрат на виробництво вказаного виробу, зменшення його ресурсу та збільшення маси всього літального апарата у цілому. Відомий спосіб виготовлення щільникового відсіку закрилків, рулів та інши х агрегатів [Берсудський В.Е. Виробництво щільникових конструкцій - М Ма ши нобудування , 1 966 - 283 с: і л., с 239 - 241], який включає операції герметизації пристрою та створення необхідного вакууму, закладення пристрою з зібраним у ньому агрегатом у піч та склеювання агрегату в печі під надмірним атмосферним тиском у відповідності з встановленим режимом, клепку і т.д. Недоліками наведеного способу виготовлення є необхідність забезпечення герметичності технологічної' оснастки для створення вакуумного та надлишкового тиску у процесі формування виробу, а отже, необхідність наявності енергоємного дорогого обладнання та висококваліфікованого персоналу Недоліком також є збільшення циклу виготовлення завдяки необхідності підгонки та клеєзбирання деталей внутрішнього набору агрегату, що потребує високої кваліфікації виконавця та значних працезатрат. Великий цикл склеювання товлення пресуванням тиском лопатей та лонжеронів лопа тей [АС С РСР №431733 , кл. В 64 С 27/46, опубл 23 07.82, Бюл. № 27] з шар увати х матеріалів, наприклад, склотканини, насиченої зв'язуючим, з застосуванням замкнутої прес-форми, яка має робочу поверхню, відповідну до зовнішньої форми виробу. Необхідний тиск пресування створюють в еластичному мішку, який розміщають всередині виробу та видаляють з нього після пресування Цей спосіб має ряд недоліків: . • висока вартість процесу вигото влення зав дяки необхідності застосування енергоємного об ладнання та складного оснащення; • ускладнення процесу завдяки необхідності забезпечення високої герметичності еластичного мішка та його щільного прилягання до внутрішньої .поверхні заготовки; • збільшення три валості процесу виго то в лення завдяки необхідності попереднього опресу вання пакета листових заготовок при високій тем пературі та під тиском. Вказані недоліки прототипу призводять др збільшення циклу виготовлення, кількості необхідного обладнання, пристроїв та допоміжної оснастки, а також до потреби у додаткових виробничих площах. В основу винаходу поставлені задачі підвищення технологічності, точності теоретичного контур у, корозійної стійкості виробу, Його питомої міцності, зменшення маси та підвищення ремонтопридатності агрегату. В основу вина ходу також поставлені задачі подешевшення, спрощення та зменшення тривалості процесу виготовлення елементів конструкції літального апарату. Поставлені задачі вирішуються тим, що елемент конструкції літального апарата, який являє собою монолітну конструкцію замкнутого профілю з внутрішніми підкріпними елементами, які, згідно з винаходом, виконані прямими або криволінійними в плані за формою та орієнтованими паралельно твірній елементу конструкції. Поставлені задачі вирішуються також тим, що спосіб виготовлення елемента конструкції літального апарата шляхом пресування тиском, згідно з винаходом, для формування внутрішні х порожнин застосовують еластичні вкладиші, які мають можливість температурного об'ємного розширення для створення необхідного тиску пресування. На еластичні вкладиші спочатку викладають шари а йти адгезій ного покриття, а потім пошарово викладають композиційний матеріал. Після цього заготовку поміщають у замкнуту оправку, яку далі нагрівають до температури полімеризації зв'язуючого. Створення необхідного тиску пресування забезпечується тим, що при нагріванні еластичні вк-' LJ СІІ СІ И С м пип^іруїчцн іиішівпиіи aiidfjeiiy забезпечується: г 1. простота виготовлення виробу завдяки то му, що конструкція не потребує хімічного фрезеру вання, а о тже, застосування дода ткового обладнання і оснастки; 2. підвищення корозійної стійкості та питомої міцності, зменшення маси виробу завдяки застосу ванню композиційного матеріалу; 3. підвищення ремонтопридатності завдяки можливості застосування для композиційних мате ріалів традиційних видів з'єднань, наприклад, кле йових. А також у вина ході до сяга ється зниження . вартості процесу виготовлення завдяки застосуванню простого обладнання і оснастки, а саме вкладишів та оправки. В способі, який заявляється, забезпечується: 1. спрощення процесу виготовлення завдяки тому, що гермети чний мішок для створення над лишкового тиску замінено еластичними вкладиша ми, які створюють необхідний тиск пресування під дією сил температурно го о б'ємного роз ширення Pt ,, а пі сля о сти гання ле гко видо бува ються з внутрішніх порожнин виробу, не пошкоджуючи його; 2. зниження енергоємності процесу виготов лення завдяки тому, що відсутня необхідність ст ворення вакуумного та надлишкового тиску в про цесі формування виробу, 3. зниження тривалості виготовлення виробу завдяки відсутності необхідності попереднього оп ресування пакету листових заготовок, тому що ви ріб формується за один технологічний перехід. Таким чином, у пристрої, що заявляється, забезпечується точність та простота виготовлення, підвищення корозійної стійкості, питомої втомної міцності, зниження маси та підвищення ремонтопридатності конструкції, а також зниження вартості, енергоємності та тривалості процесу виготовлення. винахід також може бути застосований у вигляді крила літака та способу його створення, що дозволить підви щи ти антикорозійну стійкість І втомну міцність виробу та зменшити тривалість та енергоємність процесу його виготовлення. Винахід також може бути використаний у вигляді оперення пітапьного апарату та способу його створення. Запропонований спосіб також може бути застосований для спрощення, подешевшення та зменшення циклу виготовлення складових частин елементів літального апарату, наприклад, нервюр, кронштейнів навішення рухомих частин крила І т.п. Позитивною особливістю вина ходу є той факт, що запропонований спосіб виготовлення елементів конструкції літальних апаратів дозволяє формувати вироби, які містять криволінійні канали. ментів: ФІг.З - прямі поздовжні з паралельним розташуванням; Фіг.4 - криволінійні поздовжні синусоїдальної форми; Фіг. 5 - криволінійні трикутно-замкнутого розташування. На Фіг. 6 І Фіг. 7 - варіанти констр уктивного виконання перерізу виробу: Фіг.6 - з паралельним розташуванням внутрішніх підкріпних елементів; Фіг 7 - з додатковою внутрішньої стінкою. На фіг.8 - схема процесу формування виробу. Кількість, розташування та форма вн утрі шніх підкріпних елементів, а також теоретичний контур елемента конструкції літального апарату не є суттєвими ознаками винаходу. А виконавчі розміри конструкції визначаються в результаті конструкторсько - міцносних розрахунків. Запропонований елемент конструкції літального апарату (див фіг. 1 - фіг.7) являє собою монолітну конструкцію замкненого профілю 1, яку виготовлено з композиційного матеріалу, з внутрішніми підкріпними елементами 2, наприклад, з склотканини, насиченої полімерною смолою. У вигляді крила літака та елемента лопаті гвинта вертольоту (ди в фіг. 1) цей елемент конструкції використовується для створення під'ємної аеродинамічної сили, яка необхідна для забезпечення польоту і маневрів літака на всіх режимах, які передбачені тактико-технічними характеристиками. У вигляді рухомої частини крила (див. фіг. 2) - для управління під'ємною силою та опором літака, у вигляді оперення - для управління і стабілізації літального апарату Запропонований спосіб виготовлення елемента конструкції' літального апарату з композиційних матеріалів, наприклад, склотканини, насиченої полімерною смолою, містить у собі наступні операції (див. фіг. 8): • на еластичні вкладиші 3 викладають шари антиадгезійного покриття; • через антиадгезійне покриття на еластичні вкладиші 3 викладають шари композиційного ма теріалу, наприклад, склотканини , як у перед цим насичено зв'язуючим; • заготовку 4 поміщають у замкнуту оправку 5, як у пі сля цього на грі ва ють для по лімеризаці ї зв'язуючого, • при нагріванні вклади ші 3 роз ширяються під дією сил температурного об'ємного розширен ня Р(., створюючи необхідний тиск пресування. Таким чином, пристрій, який заявляється, дозволяє забезпечити простоту виготовлення завдяки застосуванню меншої кількості обладнання, а саме вкладишів та оправки, а також завдяки відсутності необхідності хімічного фрезерування заготовки. Тякож пиняїіп л пчоппаг ПІЛ Й ИІ МИТ М ir nnntiuuit воляє знизити вар тість процесу завдяки застосуванню простого обладнання та оснастки Також винахід дозволяє зменшити енергоємність процесу виготовлення завдяки відсутності необхідності створення вакуумного та надли шкового тиску, а також наявності обладнання для його створення вання заготовки та необхідного для цього додатково го обла днання , том у що вирі б форм ують за один технологічний перехід Запропонований спосіб виготовлення елементів конструкції літальних апаратів дозволяє формувати вироби, які містять криволінійні канали, а також кана ли змінно го попере чно го пере різ у. ФІГ. 1 Фіг. 2 Фіг. З Фіг. 5 Фіг. 8 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюElement of structure of aircraft and method of its manufacturing
Автори англійськоюMialytsia Anatolii Kostiantynovych, Syvokozov Vasyl Stepanovych, Kashubin Yurii Yakovych, Ivan'ko Yurii Fedorovych
Назва патенту російськоюЭлемент конструкции летательного аппарата и способ его изготовления
Автори російськоюМялица Анатолий Константинович, Сивокозов Василий Степанович, Кашубин Юрий Яковлевич, Иванько Юрий Федорович
МПК / Мітки
МПК: B64C 11/00, B64C 3/00, B64C 5/00, B64C 9/00, B64C 1/00
Мітки: конструкції, апарата, елемент, літального, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/6-32654-element-konstrukci-litalnogo-aparata-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Елемент конструкції літального апарата та спосіб його виготовлення</a>
Елемент кузову багатошарової конструкції типу “сендвіч” рейкового рухомого ешелону і спосіб його виготовлення
Номер патенту: 12221
Опубліковано: 25.12.1996
Автори: Пугачев Едуард Миколайович, Сенчіло Олександр Сергійович, Сапожніков Сергій Олексійович, Глінкіна Рімма Миколаївна, Зайцева Ірина Пейсаховна
МПК: B61D 17/00
Мітки: кузову, спосіб, рейкового, сендвіч, елемент, рухомого, ешелону, багатошарової, виготовлення, типу, конструкції
Формула / Реферат:
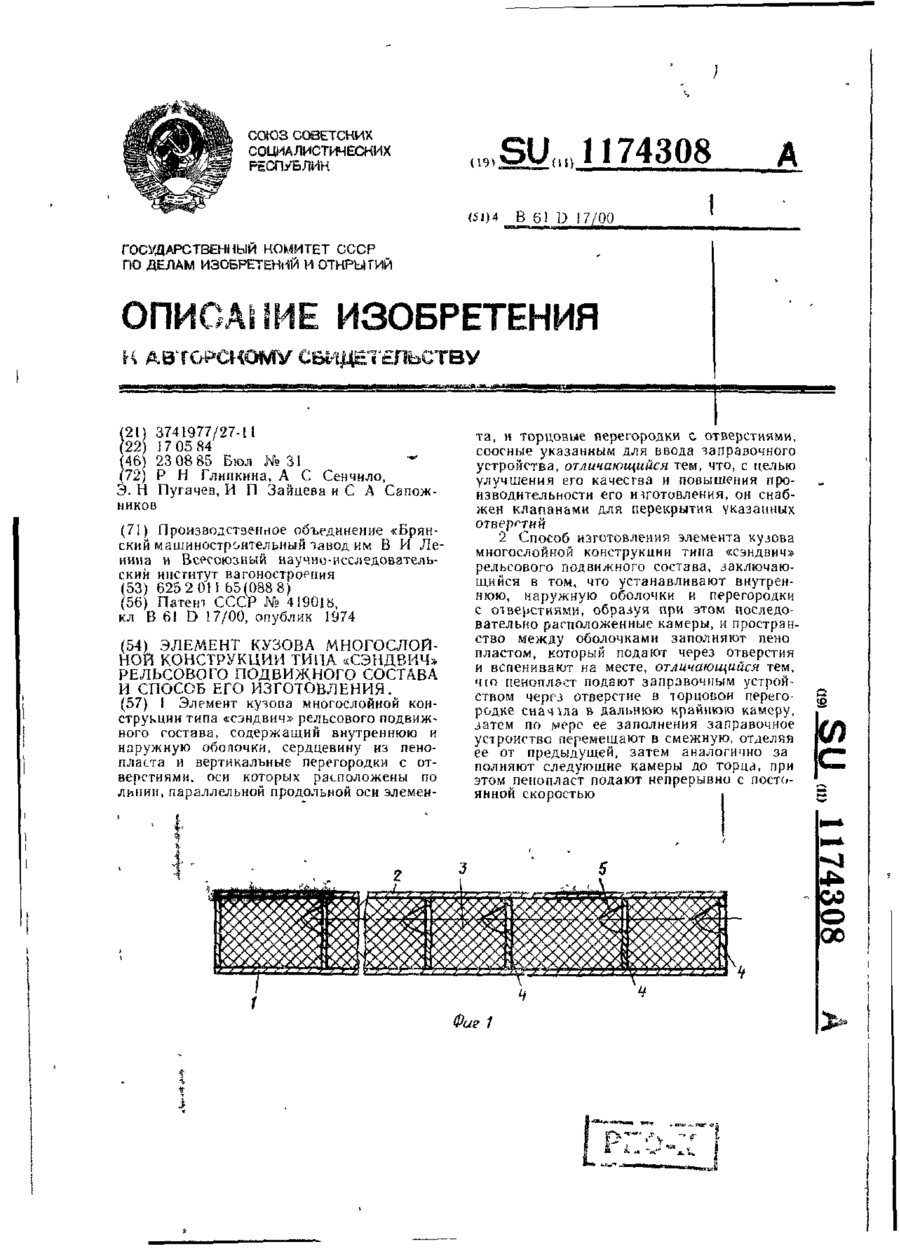
1. Элемент кузова многослойной конструкции типа "сэндвич" рельсового подвижного состава, содержащий внутреннюю и наружную оболочки, сердцевину из пенопласта и вертикальные перегородки с отверстиями, оси которых расположены по линии, параллельной продольной оси элемента, и торцовые перегородки с отверстиями, соосные указанным для ввода заправочного устройства, отличающийся тем, что, с целью улучшения его качества и повышения...
Несуча система гвинтокрилого літального апарата

Номер патенту: 32461
Опубліковано: 15.12.2000
Автори: Крисько Віктор Федорович, Крисько Федір Федорович
МПК: B64C 27/32
Мітки: гвинтокрилого, система, несуча, літального, апарата
Формула / Реферат:
Несуча система гвинтокрилого літального апарату, яка має силову установку, зв'язану з редуктором через трансмісію, встановлені на редукторі перший і другий автомати перекосу, втулки з гвинтами, а також механізми керування несучою системою відрізняється тим. що геометрична вісь обертання гвинтів повернута на 90" і встановлена паралельно поздовжній осі гвинтокрилого літального апарату, а лопаті гвинтів розраховані на роботу в...
Фрикційний елемент та спосіб його виготовлення

Номер патенту: 24962
Опубліковано: 25.12.1998
Автори: Моргун Валентина Данилівна, Моргун Володимир Володимирович
Мітки: фрикційний, виготовлення, елемент, спосіб
Спосіб вимушеної посадки літального апарата на воду

Номер патенту: 15604
Опубліковано: 30.06.1997
Автори: Іванов Віктор Михайлович, Бєлявскій Алєксандр Ніколаєвіч, Гонцова Ларіса Гєннадієвна
МПК: B64C 25/00
Мітки: воду, посадки, апарата, спосіб, вимушеної, літального
Формула / Реферат:
Способ вынужденной посадки летательного аппарата на воду, снабженного трехопорным неубирающимся лыжным шасси с носовой опорой, включающий снижение, выравнивание, выдерживание и пробег по воде, отличающийся тем, что на этапе снижения, путем постановки на упор, исключают поворот лыж при пробеге по воде основных опор в сторону отклонения на положительные углы, а носовой опоры - в сторону отклонения на отрицательные углы относительно исходных...
Елемент тертя та спосіб його виготовлення
Номер патенту: 13100
Опубліковано: 28.02.1997
Автори: Моргун Валентина Данилівна, Моргун Володимир Володимирович
МПК: F16C 33/12, F16D 69/02
Мітки: виготовлення, тертя, спосіб, елемент
Текст:
...в матрице из материала с темпера- 40 турой плавления ниже температуры плавления материала каркаса и выполненный в виде сот, торцы которых расположены со стороны, по крайней мере, одной рабочей поверхности элемента, а также жидкую 45 смазку, размещенную в порах каркаса. Способ изготовления известного эле мента трения включает формирование его рабочего слоя из сотового каркаса, установ- 50 ку каркаса в литьевую пресс-форму, рас...
Попередній патент: Виріб біжутерії
Наступний патент: Спосіб виготовлення елементів салону літака з термопластичних матеріалів
Випадковий патент: Композиція інгредієнтів безалкогольного напою квас "богатирський"