Спосіб керування агломераційним процесом
Номер патенту: 37033
Опубліковано: 10.11.2008
Автори: Пазюк Михайло Юрійович, Єрмоленко Анатолій Олександрович, Лісняк Костянтин Євгенович, Ніколаєнко Анатолій Миколайович, Ілюхін Олександр Ярославович
Формула / Реферат
Спосіб керування агломераційним процесом шляхом зміни швидкості агломераційної стрічки та витрати води на огрудкування шихти, який відрізняється тим, що швидкість аглострічки змінюють в залежності від значення температури відхідних газів в тій вакуум-камері, над якою при оптимальному ході процесу має закінчуватися сушка останнього шару шихти, і коригують її за швидкістю спікання середнього шару шихти, яка визначається за добутком усадки пирога в середній частині агломашини на швидкість аглострічки, а витрату води на огрудкування змінюють в залежності від значення добутку усадки шихти під горном на швидкість аглострічки.
Текст
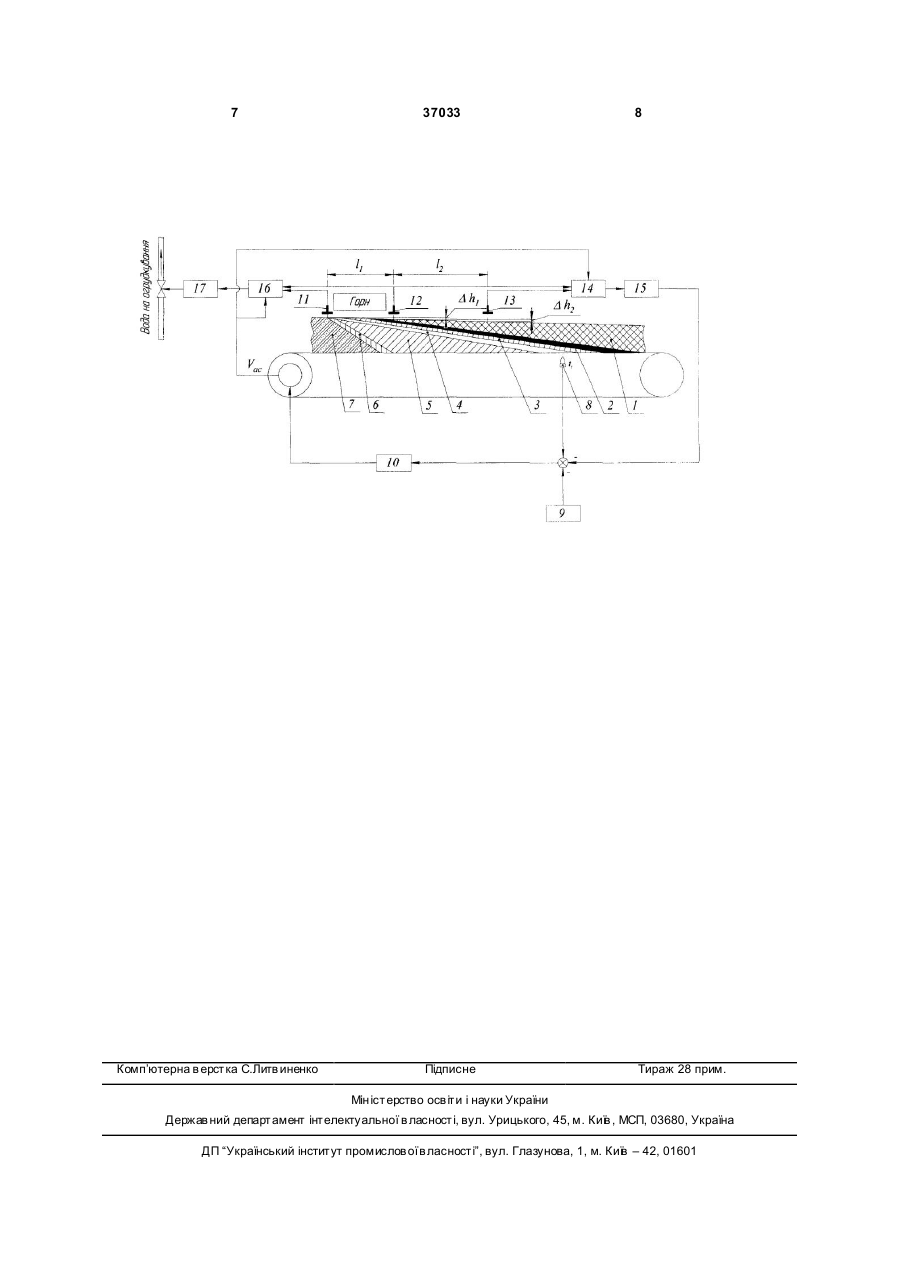
Спосіб керування агломераційним процесом шляхом зміни швидкості агломераційної стрічки та 3 37033 1. Температура відхідних газів в загальному колекторі і останніх вакуум-камерах характеризує хід процесу спікання зі значним запізненням, через що не забезпечується необхідна швидкодія в роботі системи. 2. У зв'язку з тим, що зміна витрати води на огрудкування здійснюється без контролю газодинамічного стану шару ши хти, не може бути досягнутий оптимальний перебіг процесу спікання. В основу корисної моделі поставлено завдання розробки способу управління агломераційним процесом, в якому за рахунок використання нових параметрів для регулювання швидкості аглострічки і витрати води на огрудкування, забезпечується підвищення якості управління. Для вирішення поставленого завдання в способі управління агломераційним процесом шляхом зміни швидкості агломераційної стрічки та витрати води на огрудкування шихти, згідно з корисною моделлю, швидкість аглострічки змінюють в залежності від значення температури відхідних газів в тій вакуум-камері, над якою при оптимальному ході процесу має закінчуватися сушка останнього шару ши хти, і коригують її за швидкістю спікання середнього шару шихти, яка визначається за добутком усадки пирога в середній частині агломашини на швидкість аглострічки, а витрату води на огрудкування змінюють в залежності від значення добутку усадки шихти під горном на швидкість аглострічки. Використання в якості регулювального імпульсу температури відхідних газів пояснюється тим, що способи контролю цього показника найбільш прості, а сама температура достатньо достовірно характеризує перебіг процесу спікання на аглострічці. Відомо, що температура відхідних газів у ході процесу спікання є постійною, а збільшуватись починає тільки коли закінчується сушка останнього шару ши хти , тобто при наближенні зони горіння до колосників. Дослідженнями встановлено, що місце початку підвищення температури обумовлює місце закінчення процесу спікання на аглострічці. Таким чином температур у відхідних газів tг в тій вакуумкамері, над якою при оптимальному ході процесу має закінчуватися сушка останнього шару ши хти, можна використовувати в якості регулювального імпульсу, що характеризує хід процесу спікання на завершальній стадії. При відхиленні температури відхідних газів від заданого значення, величина розузгодження надходить до регулятора, який змінює швидкість аглострічки, щоб привести її у відповідність зі швидкістю спікання шихти. Враховуючи те, що температура відхідних газів в хвостовій частині агломашини характеризує хід процесу з запізненням, для підвищення швидкодії системи та якості регулювання до регулятора подається коригувальний сигнал по швидкості спікання середнього шару ши хти. Параметром, що характеризує швидкість спікання середнього шару шихти, є добуток усадки агломераційного пирога в середній частині агломашини на швидкість аглострічки. Відомо, що в процесі спікання при розм'якшенні і плавленні ши 4 хти відбувається ущільнення її шар у, що викликає усадку пирога Dh2, величина якої на визначеній ділянці І2 залежить від швидкості спікання Vсп і швидкості аглострічки Vас. У зв'язку з цим можна записати D h2 Vсп = . l2 Vас Звідки: Vсп = Dh2 × Vас . l2 Тобто добуток усадки пирога Dh2 на швидкість аглострічки Vас визначає швидкість спікання шихти Vсп на ділянці І2. При цьому зміна швидкості аглострічки не викличе зміни величини параметру (Dh2×Vас), тому що усадка пирога Dh2 на ділянці І2 обернено пропорційна швидкості аглострічки Vас і при постійній швидкості спікання величина їх добутку буде незмінною. З метою мінімізації впливу коригувального сигналу на перебіг процесу спікання у хвостовій частині агломашини в регулятор швидкості аглострічки подається сигнал пропорційний диференціалу добутку усадки агломераційного пирога на швидкість аглострічки. Таким чином, коригувальний сигнал буде подаватися в регулятор швидкості тільки під час перехідних процесів, викликаних зміною швидкості спікання середнього шару шихти. Для забезпечення оптимального перебігу процесу спікання систему доповнено контуром регулювання газодинамічного стану шару ши хти шляхом зміни витрати води на огрудкування. Параметром, що характеризує газодинамічний стан шару, є добуток усадки шихти під горном на швидкість аглострічки. Відомо, що усадка шихти Dh1 в початковий період спікання пов'язана головним чином з ущільненням шару під впливом динамічного напору газів, що просмоктуються, та вібрації спікальних візків, а також з оплавленням шару під впливом теплового випромінювання запалювального горну. На визначеній ділянці l1 вона буде обернено пропорційна об'єму газів, що просмоктуються через шар Qг, тобто чим гірше газодинамічні властивості шару ши хти і відповідно менше просмоктується газів, тим більше усадка Dh1. У зв'язку з тим, що місця встановлення датчиків висоти шару фіксовані, то усадка буде залежати і від швидкості аглострічки: чим більша швидкість аглострічки тим, менше усадка і навпаки. Таким чином добуток усадки шихти Dh1 на швидкість аглострічки Vас визначає газодинамічні властивості шар у шихти. При цьому, якщо при незмінних властивостя х шару шихти змінити швидкість аглострічки Vас, то усадка відповідно зменшиться, а величина їх добутку залишиться незмінною. Враховуючи те, що усадка в початковий період спікання має екстремальну залежність від основних чинників, що обумовлюють газодинамічний стан шару ши хти, для підтримки оптимальних газодинамічних властивостей шару витрату води на огрудкування змінюють таким чином, щоб значен 5 37033 ня добутку усадки ши хти Dh1 на швидкість аглострічки Vас було мінімальним. На кресленні представлена схема системи, що реалізує запропонований спосіб управління агломераційним процесом. На схемі зображено шар шихти, що складається з зони агломерату 1, зони плавлення 2, зони інтенсивного нагріву 3, зони сушки 4, зони перезволоження 5, зони конденсації 6 і вихідної шихти 7, датчик температури відхідних газів 8, який встановлюється в вакуум-камері над якою при оптимальному ході процесу має закінчуватися сушка останнього шару ши хти , задавач 9, регулятор швидкості аглострічки 10, датчиків висоти шару 11, 12, 13, що встановлені перед та після горну, та в середній частині аглострічки відповідно, блок оцінки швидкості спікання 14, диференціатор 15, блок оцінки газодинамічного стану шару шихти 16, управляючий пристрій контуру регулювання витрати води на огрудкуваня 17. Процес управління за способом, що пропонується, реалізується таким чином. При зміні швидкості спікання у нижній частині шару ши хти відповідно зміниться і температура відхідних газів tг. У зв'язку з тим, що температура tг характеризує перебіг процесу спікання ще до його завершення, стає можливим стабілізація положення місця закінчення процесу спікання в кінці активної довжини аглострічки шляхом зміни її швидкості. Ця зміна здійснюється регулятором 10 відповідно до сигналу розузгодження, що формується за різницею сигналів з датчика температури 8 та задавача 9. При цьому зміна швидкості аглострічки не вплине на інші контури системи управління, тому що параметри (Dh1×Vас) і (Dh2×Vас), за якими ведеться регулювання, не залежать від неї. Оцінка швидкості спікання в середній частині аглострічки здійснюється за величиною добутку усадки пирога Dh2 на швидкість аглострічки Vас. Вимірювання усадки здійснюється за допомогою датчиків висоти шару 12 і 13, сигнали з яких разом з інформацією про поточну швидкість аглострічки Vас надходять до блока 14, що обчислює значення добутку (Dh2×Vас). Потім цей сигнал диференціюється у блоці 15 і надходить до регулятора швидкості аглострічки 10. Зміна швидкості спікання в середній частині аглострічки призведе до зміни значення добутку (Dh2×Vас) появи коригувального сигналу пропорцій 6 ного диференціалу цього добутку, що дозволить привести швидкість стрічки у відповідність до швидкості спікання середнього шару ши хти. Газодинамічний стан шару шихти оцінюється за величиною добутку усадки під горном Dh1 на швидкість аглострічки Vас. Цей параметр розраховується блоком 16, до якого надходять сигнали з датчиків висоти шару до 11 та після 12 горна, а також інформація про швидкість аглострічки Vас. При зміні властивостей шихти, що завантажується на аглострічку, зміниться усадка шихти під горном і управляючий пристрій контуру регулювання газодинамічного стану 17 буде здійснювати екстремальний пошук мінімуму добутку усадки шихти Dh1 на швидкість аглострічки Vас, змінюючи витрату води на огрудкування для забезпечення оптимального газодинамічного стану шар у шихти. Спосіб було перевірено в умовах агломераційного цеху комбінату "Запоріжсталь". Датчик температури відхідних газів встановлювався у вакуум-камері №10, датчики висоти шару встановлювалися за завантажувальним лотком, після запалювального горну та в середній частині аглострічки на відстані 7м від попереднього. Витрата компонентів шихти, що завантажувалась на аглострічку, складала: 162кг/с концентрату, 30.6кг/с аглоруди, 31.2кг/с вапняку, 16.7кг/с звороту, 13.9кг/с колошникового пилу, 13.9кг/с палива, 11.2кг/с вапна. Висота шару шихти на аглострічці дорівнювала 400мм, температура запалювального горну 1250°С. За сигналами датчиків по пропонованому алгоритму розраховувались управляючі впливи на швидкість аглострічки та витрату води на огрудкування. За результатами досліджень встановлено, що пропонований спосіб управління агломераційним процесом забезпечує стабілізацію положення місця закінчення спікання у межах активної довжини аглострічки і збільшення виходу придатного агломерату на 2.2%. Таким чином, запропонований спосіб забезпечує підвищення якості управління агломераційним процесом за рахунок того, що при управлінні враховується характер перебігу процесу спікання як на завершальній стадії, так і в середній частині аглострічки, а також здійснюється підтримка газодинамічних властивостей шару шихти, що завантажена на аглострічки, на оптимальному рівні. 7 Комп’ютерна в ерстка C.Литв иненко 37033 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюOperation mode for agglomerative process
Автори англійськоюNikolaienko Anatolii Mykolaiovych, Iliukhin Oleksandr Yaroslavovych, Yermolenko Anatolii Oleksandrovych, Paziuk Mykhailo Yuriiovych, Lisniak Kostiantyn Yevhenovych
Назва патенту російськоюСпособ управления агломерационным процессом
Автори російськоюНиколаенко Анатолий Николаевич, Илюхин Александр Ярославович, Ермоленко Анатолий Александрович, Пазюк Михаил Юрьевич, Лисняк Константин Евгеньевич
МПК / Мітки
МПК: C22B 1/20
Мітки: процесом, агломераційним, керування, спосіб
Код посилання
<a href="https://ua.patents.su/4-37033-sposib-keruvannya-aglomeracijjnim-procesom.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування агломераційним процесом</a>
Спосіб автоматичного керування процесом спалювання палива
Номер патенту: 35216
Опубліковано: 10.09.2008
Автор: Шаповал Іван Вікторович
МПК: F23N 3/00
Мітки: спосіб, автоматичного, палива, спалювання, керування, процесом
Формула / Реферат:
Спосіб автоматичного керування процесом спалювання палива в топці котла, що включає вимірювання тиску та витрати матеріальних середовищ (вода, повітря, відхідні гази), формування керуючих впливів на виконавчі механізми витрати матеріальних середовищ для підтримування необхідної потужності котлоагрегата, а також підтримування (регулювання) співвідношення паливо-повітря шляхом визначення при оптимальному горінні значення параметра-критерію, що...
Спосіб керування процесом шихтування
Номер патенту: 35645
Опубліковано: 25.09.2008
Автори: Гавриш Олександр Іванович, Ульшин Віталій Олександрович
МПК: G05D 11/00
Мітки: процесом, керування, спосіб, шихтування
Формула / Реферат:
Спосіб керування процесом шихтування, який полягає в тому, що формують і подають в систему сигнали задання продуктивності окремих дозаторів, вимірюють загальну продуктивність, формують пропорційно до неї сигнал, який відрізняється тим, що додатково формують коригуючий сигнал на зміну часткового вмісту групи компонентів шихти, пропорційний відхиленню показника зольності готової шихти від заданого значення.
Спосіб керування процесом буріння
Номер патенту: 61548
Опубліковано: 10.09.2007
Автор: Хілов Віктор Сергійович
МПК: E21B 44/00, E21B 45/00
Мітки: буріння, керування, процесом, спосіб
Формула / Реферат:
Спосіб керування процесом буріння, що включає дії на приводи подачі й обертання, який відрізняється тим, що попередньо виконують задання потужності приводу обертання поставу, граничного обертового моменту приводу обертання поставу, припустимих вібраційних коливань поставу, частоти обертання приводу обертання поставу, лінійної швидкості переміщення долота, контролюють поточні значення цих параметрів, порівнюють з відповідними заданими, а при...
Спосіб автоматичного керування процесом обробки
Номер патенту: 26867
Опубліковано: 10.10.2007
Автори: Барабаш Ярослав Васильович, Вислоух Сергій Петрович
МПК: B23Q 17/22
Мітки: автоматичного, спосіб, керування, обробки, процесом
Формула / Реферат:
Спосіб автоматичного керування процесом обробки, що включає зміну режиму обробки за виміряними значеннями сил різання та температури в зоні обробки, який відрізняється тим, що додатково вимірюють зміну сили різання у часі, вібрації та перетворюють їх значення в енергетичний критерій, який визначають за формулою:де а - товщина зрізу, м; b - ширина...
Спосіб автоматичного керування процесом осадження дисперсної фази суспензії в згущувачі
Номер патенту: 76294
Опубліковано: 17.07.2006
Автор: Шпильовий Леонід Вікторович
МПК: G05D 27/00, B01D 21/00
Мітки: осадження, фазі, автоматичного, згущувачі, дисперсної, процесом, керування, суспензії, спосіб
Формула / Реферат:
Спосіб автоматичного керування процесом осадження дисперсної фази у згущувачі шляхом контролю за швидкістю осадження дисперсної фази у фізичній моделі згущувача та дозування флокулянту у суспензію живлення, який відрізняється тим, що витрати флокулянту з заданою періодичністю змінюють на відому величину, після закінчення перехідного процесу у фізичній моделі згущувача визначають і запам'ятовують швидкість осадження дисперсної фази, порівнюють...
Попередній патент: Метод консервативної терапії хворих на непроліферативну діабетичну ретинопатію
Наступний патент: Спосіб оцінки розвитку порушень ліпідного метаболізму при первинному гіпергідрозі
Випадковий патент: Магнітний замок