Спосіб керування процесом шихтування
Номер патенту: 35645
Опубліковано: 25.09.2008
Автори: Ульшин Віталій Олександрович, Гавриш Олександр Іванович
Формула / Реферат
Спосіб керування процесом шихтування, який полягає в тому, що формують і подають в систему сигнали задання продуктивності окремих дозаторів, вимірюють загальну продуктивність, формують пропорційно до неї сигнал, який відрізняється тим, що додатково формують коригуючий сигнал на зміну часткового вмісту групи компонентів шихти, пропорційний відхиленню показника зольності готової шихти від заданого значення.
Текст
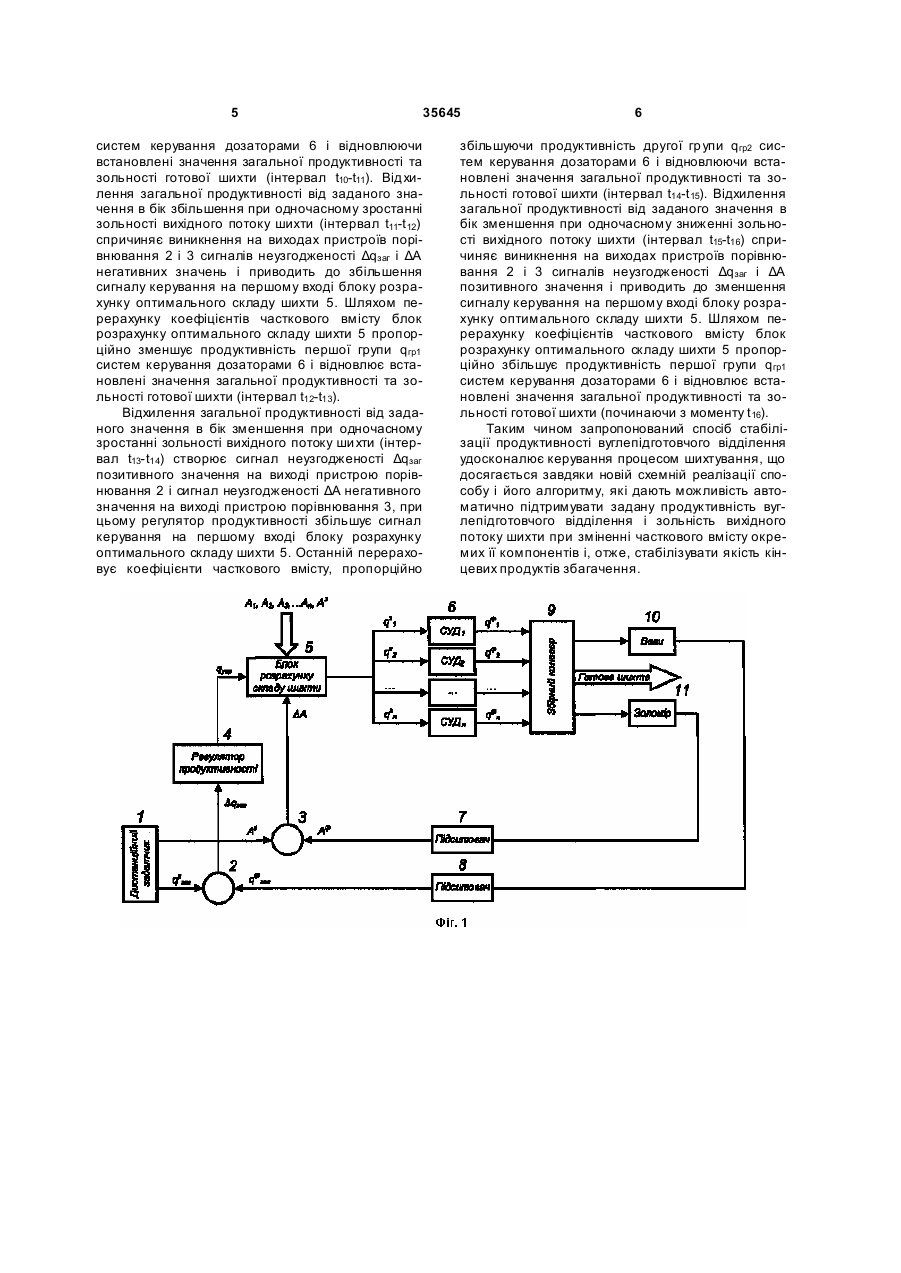
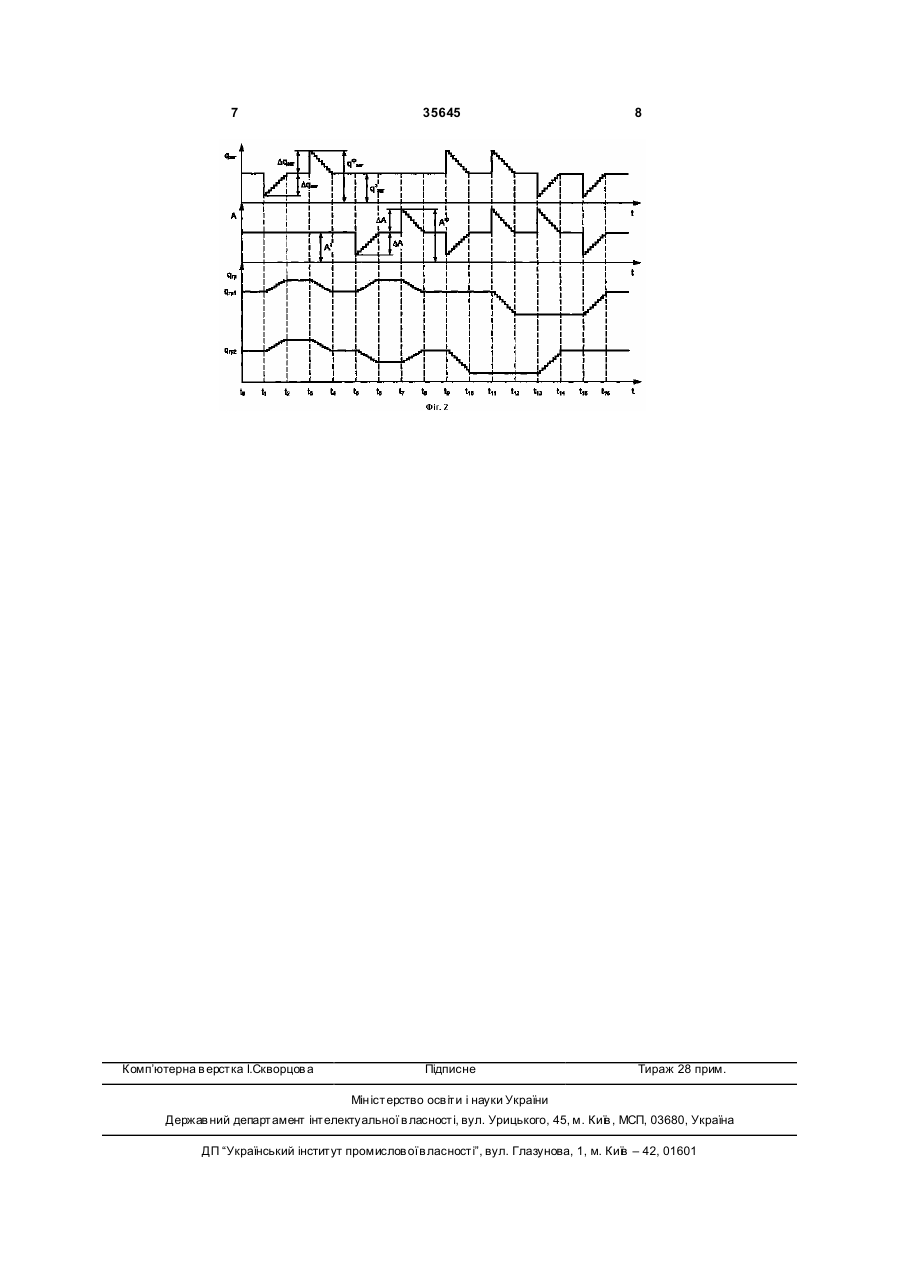
Спосіб керування процесом шихтування, який полягає в тому, що формують і подають в систему сигнали задання продуктивності окремих дозаторів, вимірюють загальну продуктивність, формують пропорційно до неї сигнал, який відрізняється тим, що додатково формують коригуючий сигнал на зміну часткового вмісту гр упи компонентів шихти, пропорційний відхиленню показника зольності готової шихти від заданого значення. (19) (21) u200806242 (22) 12.05.2008 (24) 25.09.2008 (46) 25.09.2008, Бюл.№ 18, 2008 р. (72) УЛЬШИН ВІТАЛІЙ ОЛЕКС АНДРОВИЧ, U A, ГАВРИШ ОЛЕКСАНДР ІВАНОВИЧ, U A (73) ДОНБАСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, UA 3 35645 послідовно з підсилювачем 8, вихід якого підключений до другого входу пристрою порівнювання 2 і утворює контур керування продуктивністю. Золомір 11 включений послідовно з підсилювачем 7, що своїм виходом підключений до другого входу пристрою порівнювання 3, і утворює контур контролю зольності готової шихти. Спосіб керування реалізується таким чином. На вхід системи від дистанційного задатчика 1 надходять сигнали задання загальної продуктивності вуглепідготовчого відділення qззaг та зольності готової шихти Аз, які порівнюються з сигналами кіл зворотного зв'язку qф зaг Аф за допомогою пристроїв порівнювання 2 і 3. Сигнал неузгодженості Δqзaг, що знімається з виходу пристрою порівнювання 2, надходить на вхід регулятора продуктивності 4, сигнал неузгодженості ΔА з ви ходу пристрою порівнювання 3 надходить на другий вхід блоку розрахунку оптимального складу шихти 5, де здійснюється розрахунок коефіцієнтів часткового вмісту окремих компонентів шихти на підставі значень показників зольності окремих компонентів А1 ...An і заданого значення зольності готової шихти, що надходять на його третій вхід. Формування вихідних сигналів блоку розрахунку оптимального складу ши хти 5 qз1 ...qзn, що є сигналами задання продуктивності для систем керування дозаторами 6, здійснюється на підставі розрахованих значень коефіцієнтів часткового вмісту окремих компонентів з ура хуванням знаків і модулів сигналів неузгодженості Δqзaг і ΔА. Згідно з алгоритмом всі системи керування дозаторами 6 об'єднуються у дві умовні групи, перша з яких вивантажує компоненти із зольністю вищою за зольність готової шихти, а друга - нижчою за зольність готової шихти. Таким чином загальна продуктивність вуглепідготовчого відділення може бути представлена алгебраїчною сумою продуктивностей груп qгр1 і qгр2, що створює можливість пропорційного керування продуктивністю окремої групи. Компоненти, що вивантажуються за допомогою систем керування дозаторами 6, утворюють на збірному конвеєрі 9 вихідний потік шихти, що контролюється вагами 10 і золоміром 11, сигнали яких через підсилювачі 8 і 7 надходять на пристрої порівнювання 2 і 3. В разі відповідності фактичних значень продуктивностей qф 1...qф n окремих систем керування дозаторами 6 заданим qз1...qзn загальна продуктивність вуглепідготовчого відділення і зольність готової ши хти також відповідають заданим значенням (інтервал t0-t1 на фіг. 2). При цьому величини сигналів Δqзaг і ΔА дорівнюють нулю, перерахунок коефіцієнтів часткового вмісту компонентів шихти не виконується і значення сигналів задання продуктивності qз1...qзn залишаються незмінними. Протягом технологічного циклу ши хтування за рахунок впливу зовнішніх збурень похибки в роботі окремих системи керування дозаторами 6 приводять до відхилень фактичних значень їх продуктивностей, що обумовлює відхилення загальної продуктивності вуглепідготовчого відділення і зольності готової ши хти від заданих значень. Відхилення загальної продуктивності від заданого значення в менший бік (інтервал t1-tn приводить до зміни значення сигналу qф заг на виході 4 підсилювача 8, що супроводжується виникненням сигналу неузгодженості Δqзaг позитивного значення на виході пристрою порівнювання 2, який є вхідним сигналом регулятора продуктивності 4. Відповідно до значення Δqзaг регулятор продуктивності 4 пропорційно збільшує сигнал керування загальною продуктивністю qyпp на першому вході блоку розрахунку оптимального складу шихти 5. Оскільки на другому його вході значення сигналу неузгодженості ΔА дорівнює нулю, блок розрахунку оптимального складу шихти 5 здійснює перерахунок коефіцієнтів часткового вмісту, пропорційно збільшуючи продуктивність обох груп систем керування дозаторами 6 і відновлюючи встановлене значення загальної продуктивності (інтервал t2-t3). Відхилення загальної продуктивності від заданого значення в більший бік (інтервал t3-t 4) супроводжується виникненням на виході пристрою порівнювання 2 сигналу неузгодженості Δqзaг негативного значення. Відповідно регулятор продуктивності 4 зменшує сигнал на першому вході блоку розрахунку оптимального складу ши хти 5 і останній, шляхом перерахунку коефіцієнтів часткового вмісту, пропорційно зменшує продуктивність обох груп систем керування дозаторами 6 і відновлює встановлене значення загальної продуктивності (інтервал t4-t5). Відхилення показника зольності вихідного потоку ши хти від заданого значення у бік зниження (інтервал t5-t6) приводить до зміни значення сигналу Aф на виході підсилювача 7, що супроводжується виникненням на виході пристрою порівнювання 3 сигналу неузгодженості ΔА позитивного значення, який надходить на другий вхід блоку розрахунку оптимального складу шихти 5. Оскільки сигнал на першому його вході є незмінним, блок розрахунку оптимального складу ши хти 5 здійснює перерахунок коефіцієнтів часткового вмісту, збільшуючи продуктивність першої qгр1 і пропорційно зменшуючи продуктивність другої qгp2 гр упи систем керування дозаторами 6, відновлюючи встановлене значення зольності готової ши хти (інтервал t6t7). Відхилення показника зольності вихідного потоку ши хти від заданого значення у бік зростання (інтервал t7-t8) супроводжується виникненням на виході пристрою порівнювання 3 сигналу неузгодженості ΔА негативного значення. Шляхом перерахунку коефіцієнтів часткового вмісту блок розрахунку оптимального складу ши хти 5 зменшує продуктивність першої qгp1 і пропорційно збільшує продуктивність другої qгp2 гр упи систем керування дозаторами 6, відновлюючи встановлене значення зольності готової ши хти (інтервал t8-t9). Відхилення загальної продуктивності від заданого значення в бік збільшення при одночасному зниженні зольності вихідного потоку шихти (інтервал t9-t10) спричиняє виникнення сигналу неузгодженості Δqзaг негативного значення на виході пристрою порівнювання 2 і сигналу неузгодженості ΔА позитивного значення на виході пристрою порівнювання 3, при цьому регулятор продуктивності зменшує сигнал на першому вході блоку розрахунку оптимального складу шихти 5. Останній перераховує коефіцієнти часткового вмісту, пропорційно зменшуючи продуктивність другої групи qгp2 5 35645 систем керування дозаторами 6 і відновлюючи встановлені значення загальної продуктивності та зольності готової шихти (інтервал t10-t11). Відхилення загальної продуктивності від заданого значення в бік збільшення при одночасному зростанні зольності вихідного потоку шихти (інтервал t11-t 12) спричиняє виникнення на виходах пристроїв порівнювання 2 і 3 сигналів неузгодженості Δqзaг і ΔА негативних значень і приводить до збільшення сигналу керування на першому вході блоку розрахунку оптимального складу шихти 5. Шляхом перерахунку коефіцієнтів часткового вмісту блок розрахунку оптимального складу шихти 5 пропорційно зменшує продуктивність першої групи qгp1 систем керування дозаторами 6 і відновлює встановлені значення загальної продуктивності та зольності готової шихти (інтервал t12-t13). Відхилення загальної продуктивності від заданого значення в бік зменшення при одночасному зростанні зольності вихідного потоку ши хти (інтервал t13-t14) створює сигнал неузгодженості Δqзaг позитивного значення на виході пристрою порівнювання 2 і сигнал неузгодженості ΔА негативного значення на виході пристрою порівнювання 3, при цьому регулятор продуктивності збільшує сигнал керування на першому вході блоку розрахунку оптимального складу шихти 5. Останній перераховує коефіцієнти часткового вмісту, пропорційно 6 збільшуючи продуктивність другої гр упи qгр2 систем керування дозаторами 6 і відновлюючи встановлені значення загальної продуктивності та зольності готової шихти (інтервал t14-t 15). Відхилення загальної продуктивності від заданого значення в бік зменшення при одночасному зниженні зольності вихідного потоку шихти (інтервал t15-t16) спричиняє виникнення на виходах пристроїв порівнювання 2 і 3 сигналів неузгодженості Δqзaг і ΔА позитивного значення і приводить до зменшення сигналу керування на першому вході блоку розрахунку оптимального складу шихти 5. Шляхом перерахунку коефіцієнтів часткового вмісту блок розрахунку оптимального складу шихти 5 пропорційно збільшує продуктивність першої групи qгp1 систем керування дозаторами 6 і відновлює встановлені значення загальної продуктивності та зольності готової шихти (починаючи з моменту t 16). Таким чином запропонований спосіб стабілізації продуктивності вуглепідготовчого відділення удосконалює керування процесом шихтування, що досягається завдяки новій схемній реалізації способу і його алгоритму, які дають можливість автоматично підтримувати задану продуктивність вуглепідготовчого відділення і зольність вихідного потоку шихти при зміненні часткового вмісту окремих її компонентів і, отже, стабілізувати якість кінцевих продуктів збагачення. 7 Комп’ютерна в ерстка І.Скворцов а 35645 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of burdening process
Автори англійськоюUlshyn Vitalii Oleksandrovych, Havrych Oleksandr Ivanovych
Назва патенту російськоюСпособ управления процессом шихтовки
Автори російськоюУльшин Виталий Александрович, Гавриш Александр Иванович
МПК / Мітки
МПК: G05D 11/00
Мітки: процесом, керування, шихтування, спосіб
Код посилання
<a href="https://ua.patents.su/4-35645-sposib-keruvannya-procesom-shikhtuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування процесом шихтування</a>
Спосіб оптимального керування процесом флотації
Номер патенту: 29325
Опубліковано: 10.01.2008
Автори: Ульшин Віталій Олександрович, Шульгін Сергій Костянтинович
МПК: B03B 13/00
Мітки: флотації, процесом, керування, оптимального, спосіб
Формула / Реферат:
Спосіб оптимального керування процесом флотації, який включає досягнення необхідних значень режимних параметрів процесів вуглезбагачення в реальному масштабі часу шляхом визначення оптимальних значень керуючих впливів відповідних виконавчих механізмів процесів вуглезбагачення на базі методу динамічного програмування Белмана, коли інформацію про стан режимного параметра з виходу датчика подають на вхід блока, що ідентифікує значення дисперсії...
Спосіб автоматичного керування процесом осадження твердої фази
Номер патенту: 65879
Опубліковано: 15.04.2004
Автори: Білецький Володимир Стефанович, Шпильовий Леонід Вікторович
МПК: B01D 21/00
Мітки: керування, спосіб, автоматичного, процесом, осадження, твердої, фазі
Формула / Реферат:
Спосіб автоматичного керування процесом осадження твердої фази шляхом вимірювання вагової витрати твердої фази у вихідній пульпі та концентрації іонів водню та зміни витрати флокулянта, який відрізняється тим, що додатково вимірюють питому поверхню частинок твердої фази, а витрату флокулянта змінюють в залежності від загальної поверхні твердої фази з корекцією за величиною концентрації іонів водню в рідкій фазі пульпи.
Спосіб автоматичного керування процесом флотації
Номер патенту: 28886
Опубліковано: 25.12.2007
Автори: Ульшин Віталій Олександрович, Шульгін Сергій Костянтинович
МПК: B03B 13/00
Мітки: спосіб, процесом, автоматичного, керування, флотації
Формула / Реферат:
Корисна модель відноситься до вугільної промисловості і може бути використана в керуванні технологічними процесами вуглезбагачувальних фабрик.В основу корисної моделі поставлено задачу створення способу автоматичного управління процесом флотації шляхом використання адаптивної прогнозуючої моделі кінетики флотопроцесу.Поставлена задача досягається тим, що у способі, що заявляється, підвищення якості автоматичного управління...
Спосіб автоматичного керування процесом сушіння екстракту кави в розпилювальній сушарці
Номер патенту: 30456
Опубліковано: 25.02.2008
Автори: Степанов Михайло Тимофійович, Біляєва Ольга Павлівна
МПК: F26B 25/22
Мітки: сушарці, розпилювальний, сушіння, керування, автоматичного, кави, екстракту, спосіб, процесом
Формула / Реферат:
Спосіб автоматичного керування процесом сушіння екстракту кави, що складається з вимірювання температури сушильного агента на вході і виході з сушарки, вимірювання температури екстракту кави перед розпилюванням, вимірювання розрідження в топці та в конусі сушарки, регулювання температури сушильного агента на вході в сушарку шляхом зміни витрат палива на горіння в топці, регулювання розрідження в топці шляхом зміни продуктивності димососа,...
Спосіб автоматичного керування процесом розстоювання тіста
Номер патенту: 31061
Опубліковано: 25.03.2008
Автори: Котлик Оксана Сергійвна, Хобін Віктор Андрійович
МПК: A21C 14/00
Мітки: процесом, автоматичного, тіста, розстоювання, керування, спосіб
Формула / Реферат:
Спосіб автоматичного керування процесом розстоювання тіста, що здійснюють в шафі остаточного розстоювання, який передбачає вимірювання та підтримку температури повітря на заданому значенні шляхом зміни витрати пари на обігрів, регулювання та підтримку відносної вологості повітря на заданому значенні шляхом зміни витрати пари на зволоження, який відрізняється тим, що додатково здійснюють вимірювання приросту об'ємів тістових заготівок в...
Попередній патент: Комплекс для фото- та відеозйомки в темряві кфвт-1
Наступний патент: Спосіб визначення параметрів паспорта міцності гірських порід mdsd-2
Випадковий патент: Радіостанція підвищеної завадозахищеності