Спосіб шевінгування евольвентних циліндричних зубчатих коліс
Номер патенту: 24243
Опубліковано: 07.07.1998
Автори: Надєін Владислав Семенович, Хамдан Мухаммед, Ковришкін Микола Олександрович
Формула / Реферат
Способ шевингования эвольвентных цилиндрических зубчатых колес сборным или цельным дисковым шевером, зубья которого неподвижны относительно корпуса, при котором шевер и колесо располагают на скрещивающихся осях и сообщают им согласованное вращение вокруг этих осей, продольную и радиальную подачи, отличающийся тем, что зубья на заготовке перед шевингованием нарезают с углом наклона, отличающимся от угла наклона зубьев окончательно обработанного колеса на величину
где mn - нормальный модуль;
Z1, Z0 - число зубьев колеса и шевера соответственно;
b1, b0 - углы наклона зубьев колеса и шевера на делительных цилиндрах, соответствующих положению окончания процесса обработки соответственно;
Da - припуск на обработке на межосевое расстояние,
причем при обработке косозубых колес угол наклона зубьев заготовки увеличивают при одноименном направлении зубьев шевера и колеса, уменьшают при разноименном направлении зубьев шевера и колеса, а при обработке прямозубого колеса правым шевером направление зубьев заготовки левое, при обработке левым шевером - правое.
Текст
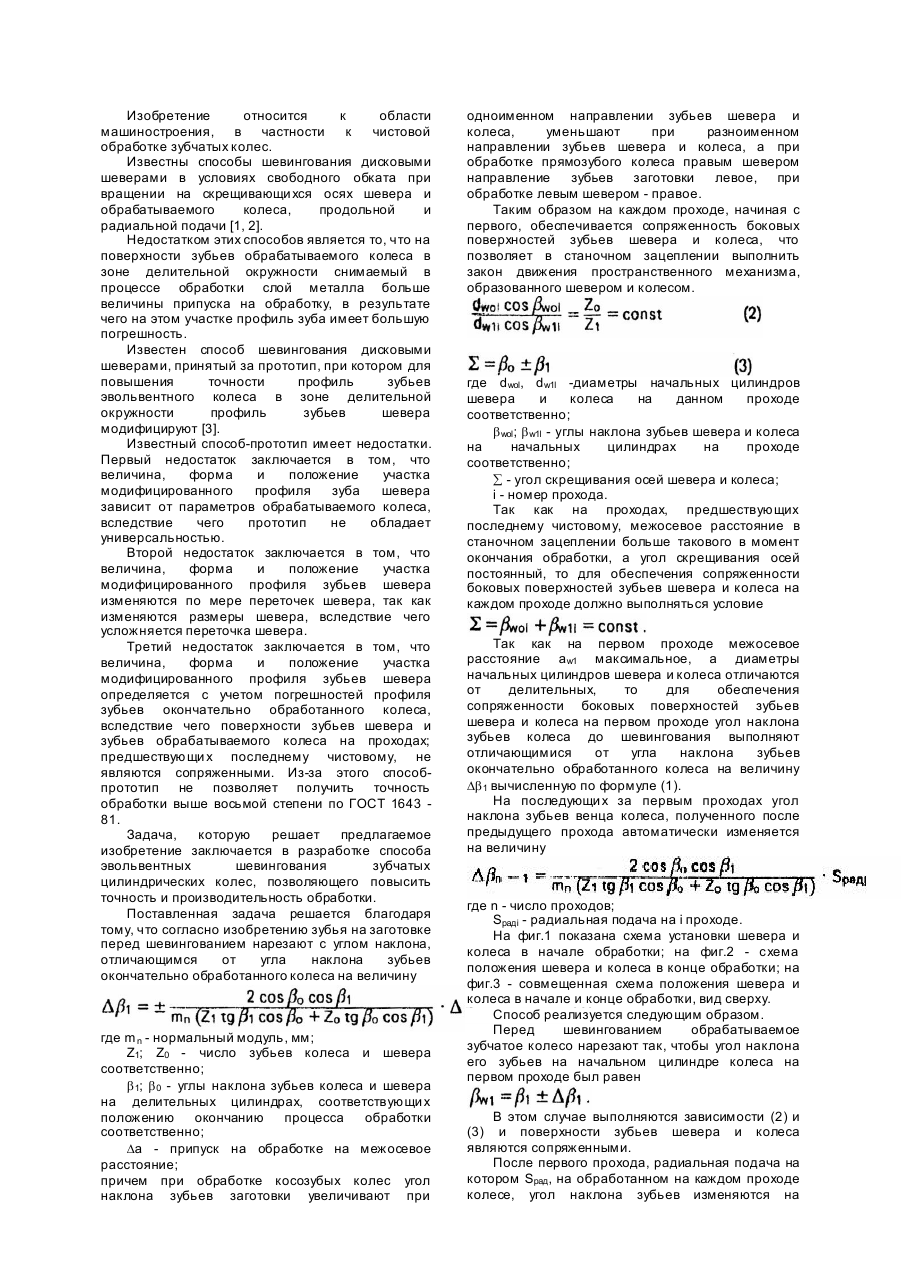
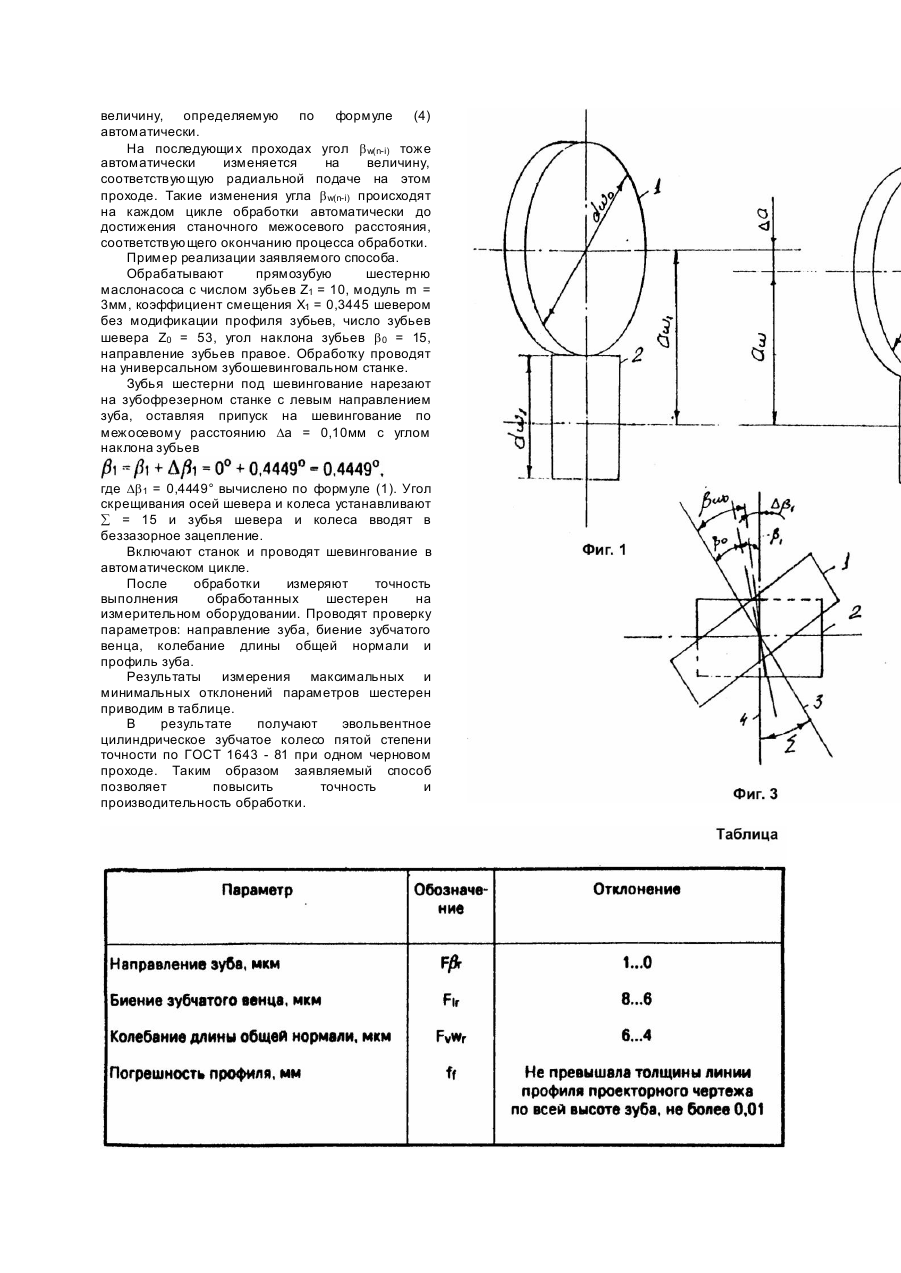
Изобретение относится к области машиностроения, в частности к чистовой обработке зубчатых колес. Известны способы шевингования дисковыми шеверами в условиях свободного обката при вращении на скрещивающи хся осях шевера и обрабатываемого колеса, продольной и радиальной подачи [1, 2]. Недостатком этих способов является то, что на поверхности зубьев обрабатываемого колеса в зоне делительной окружности снимаемый в процессе обработки слой металла больше величины припуска на обработку, в результате чего на этом участке профиль зуба имеет большую погрешность. Известен способ шевингования дисковыми шеверами, принятый за прототип, при котором для повышения точности профиль зубьев эвольвентного колеса в зоне делительной окружности профиль зубьев шевера модифицируют [3]. Известный способ-прототип имеет недостатки. Первый недостаток заключается в том, что величина, форма и положение участка модифицированного профиля зуба шевера зависит от параметров обрабатываемого колеса, вследствие чего прототип не обладает универсальностью. Второй недостаток заключается в том, что величина, форма и положение участка модифицированного профиля зубьев шевера изменяются по мере переточек шевера, так как изменяются размеры шевера, вследствие чего усложняется переточка шевера. Третий недостаток заключается в том, что величина, форма и положение участка модифицированного профиля зубьев шевера определяется с учетом погрешностей профиля зубьев окончательно обработанного колеса, вследствие чего поверхности зубьев шевера и зубьев обрабатываемого колеса на проходах; предшествующи х последнему чистовому, не являются сопряженными. Из-за этого способпрототип не позволяет получить точность обработки выше восьмой степени по ГОСТ 1643 81. Задача, которую решает предлагаемое изобретение заключается в разработке способа эвольвентных шевингования зубчатых цилиндрических колес, позволяющего повысить точность и производительность обработки. Поставленная задача решается благодаря тому, что согласно изобретению зубья на заготовке перед шевингованием нарезают с углом наклона, отличающимся от угла наклона зубьев окончательно обработанного колеса на величину где m n - нормальный модуль, мм; Z1; Z0 - число зубьев колеса и шевера соответственно; b 1; b 0 - углы наклона зубьев колеса и шевера на делительных цилиндрах, соответствующи х положению окончанию процесса обработки соответственно; Da - припуск на обработке на межосевое расстояние; причем при обработке косозубых колес угол наклона зубьев заготовки увеличивают при одноименном направлении зубьев шевера и колеса, уменьшают при разноименном направлении зубьев шевера и колеса, а при обработке прямозубого колеса правым шевером направление зубьев заготовки левое, при обработке левым шевером - правое. Таким образом на каждом проходе, начиная с первого, обеспечивается сопряженность боковых поверхностей зубьев шевера и колеса, что позволяет в станочном зацеплении выполнить закон движения пространственного механизма, образованного шевером и колесом. где dwol, dw1l -диаметры начальных цилиндров шевера и колеса на данном проходе соответственно; b wol; b w1l - углы наклона зубьев шевера и колеса на начальных цилиндрах на проходе соответственно; å - угол скрещивания осей шевера и колеса; i - номер прохода. Так как на проходах, предшествующих последнему чистовому, межосевое расстояние в станочном зацеплении больше такового в момент окончания обработки, а угол скрещивания осей постоянный, то для обеспечения сопряженности боковых поверхностей зубьев шевера и колеса на каждом проходе должно выполняться условие Так как на первом проходе межосевое расстояние aw1 максимальное, а диаметры начальных цилиндров шевера и колеса отличаются от делительных, то для обеспечения сопряженности боковых поверхностей зубьев шевера и колеса на первом проходе угол наклона зубьев колеса до шевингования выполняют отличающимися от угла наклона зубьев окончательно обработанного колеса на величину Db 1 вычисленную по формуле (1). На последующи х за первым проходах угол наклона зубьев венца колеса, полученного после предыдущего прохода автоматически изменяется на величину где n - число проходов; Sрадi - радиальная подача на i проходе. На фиг.1 показана схема установки шевера и колеса в начале обработки; на фиг.2 - схема положения шевера и колеса в конце обработки; на фиг.3 - совмещенная схема положения шевера и колеса в начале и конце обработки, вид сверху. Способ реализуется следующим образом. Перед шевингованием обрабатываемое зубчатое колесо нарезают так, чтобы угол наклона его зубьев на начальном цилиндре колеса на первом проходе был равен В этом случае выполняются зависимости (2) и (3) и поверхности зубьев шевера и колеса являются сопряженными. После первого прохода, радиальная подача на котором Sрад, на обработанном на каждом проходе колесе, угол наклона зубьев изменяются на величину, определяемую по формуле (4) автоматически. На последующи х проходах угол b w(n-i) тоже автоматически изменяется на величину, соответствующую радиальной подаче на этом проходе. Такие изменения угла b w(n-i) происходят на каждом цикле обработки автоматически до достижения станочного межосевого расстояния, соответствующего окончанию процесса обработки. Пример реализации заявляемого способа. Обрабатывают прямозубую шестерню маслонасоса с числом зубьев Z1 = 10, модуль m = 3мм, коэффициент смещения X1 = 0,3445 шевером без модификации профиля зубьев, число зубьев шевера Z0 = 53, угол наклона зубьев b 0 = 15, направление зубьев правое. Обработку проводят на универсальном зубошевинговальном станке. Зубья шестерни под шевингование нарезают на зубофрезерном станке с левым направлением зуба, оставляя припуск на шевингование по межосевому расстоянию Da = 0,10мм с углом наклона зубьев где Db 1 = 0,4449° вычислено по формуле (1). Угол скрещивания осей шевера и колеса устанавливают å = 15 и зубья шевера и колеса вводят в беззазорное зацепление. Включают станок и проводят шевингование в автоматическом цикле. После обработки измеряют точность выполнения обработанных шестерен на измерительном оборудовании. Проводят проверку параметров: направление зуба, биение зубчатого венца, колебание длины общей нормали и профиль зуба. Результаты измерения максимальных и минимальных отклонений параметров шестерен приводим в таблице. В результате получают эвольвентное цилиндрическое зубчатое колесо пятой степени точности по ГОСТ 1643 - 81 при одном черновом проходе. Таким образом заявляемый способ позволяет повысить точность и производительность обработки.
ДивитисяДодаткова інформація
Автори англійськоюKovryshkin Mykola Oleksandrovych
Автори російськоюКовришкин Николай Александрович
МПК / Мітки
МПК: B23F 21/00
Мітки: зубчатих, евольвентних, шевінгування, циліндричних, спосіб, коліс
Код посилання
<a href="https://ua.patents.su/2-24243-sposib-shevinguvannya-evolventnikh-cilindrichnikh-zubchatikh-kolis.html" target="_blank" rel="follow" title="База патентів України">Спосіб шевінгування евольвентних циліндричних зубчатих коліс</a>
Спосіб шевінгування евольвентних циліндричних зубчатих коліс
Номер патенту: 24242
Опубліковано: 07.07.1998
Автори: Ковришкін Микола Олександрович, Хамдан Мухаммед, Надєін Владислав Семенович
МПК: F17D 1/07
Мітки: евольвентних, циліндричних, зубчатих, спосіб, шевінгування, коліс
Формула / Реферат:
Способ шевингования эвольвентных цилиндрических зубчатых колес сборным или цельным дисковым шевером зубья которого неподвижны относительно корпуса, при котором шевер и колесо располагаются на скрещивающихся осях и сообщают им согласованные вращения вокруг этих осей, продольную и радиальную подачи, отличающийся тем, что на первом проходе угол скрещивания осей шевера и колеса устанавливают согласно зависимостиа на каждом...
Пристрій для відновлення зубчатих коліс
Номер патенту: 12886
Опубліковано: 28.02.1997
Автори: Мироненко Сергій Володимирович, Сухоруков Юрій Миколайович
МПК: B23P 6/00
Мітки: зубчатих, коліс, відновлення, пристрій
Формула / Реферат:
(57) 1. Устройство для восстановления зубчатых колес, содержащее профильный валок, установленный на опорах свозможностью вращения относительно продольной оси и радиального перемещения, выполненный с профильными выступами на наружной поверхности, обкатывающий валок установленный с возможностью вращения относительно продольной оси, зубчатый калибр и прижим, отличающееся тем, что профильный и обкатывающий валки установлены с эксцентриситетом...
Спосіб виготовлення зубчатих колес
Номер патенту: 5097
Опубліковано: 28.12.1994
Автори: Сергєєв Святослав Тимофійович, Шевцов Євген Миколайович
МПК: B23F 5/00, B23F 15/00
Мітки: спосіб, зубчатих, колес, виготовлення
Формула / Реферат:
Способ изготовления зубчатых колёс, профиль которых выполнен по сложным кривым, имеющим выпуклые и вогнутые участки, включающий зубонарезание, термообработку и заключительную операцию, отличающийся тем, что, с целью упрощения технологии изготовления профилей зубьев и повышения точности обработки, зубонарезание производят с помощью двух долбяков, один из которых формирует выпуклую часть профиля зуба, а другой - вогнутую, при этом режущие...
Спосіб безперервного лиття порожнистих біметалевих заготівок черв’ячних коліс та пристрій для його здійснення
Номер патенту: 22694
Опубліковано: 07.04.1998
Автори: Шиндякін Валерій Анатолійович, Блескун Валерій Пилипович, Бичков Юрій Борисович, Горелік Вадім Семенович
МПК: B22D 11/10
Мітки: здійснення, коліс, черв'ячних, порожнистих, заготівок, біметалевих, спосіб, пристрій, безперервного, лиття
Формула / Реферат:
1, Способ непрерывного литья полых биметаллических заготовок червячных колес, включающий пропускание исходной трубной заготовки через расплав плакирующего металла и профилирующее устройство с зубчатой внутренней поверхностью, отличающийся тем, что плакирующй металл намораживают на исходную заготовку с зубчатой наружной поверхностью.2. Устройство для непрерывного литья полых биметаллических заготовок червячных колес, содержащее...
Автомат для гідропластичної обробки циліндричних зубчастих коліс
Номер патенту: 7011
Опубліковано: 31.03.1995
Автори: Ніколай Ангелов Мітєв, Цаньо Георгієв Цанєв, Георгі Костов Петков, Іван Ілієв Тревнєнскі, Надка Марінова Мілчева, Ілія Мілчев Нанков, Хрісто Васілєв Тодоров, Георгі Іванов Іванов
МПК: B30B 1/00
Мітки: зубчастих, автомат, коліс, циліндричних, обробки, гідропластичної
Формула / Реферат:
Формула изобретения1. Автомат для гидропластической обработки цилиндрических зубчатых колес, состоящий из вертикального гидравлического пресса с колоннами, к рабочему столу которого прикреплено устройство для гидропластической обработки, включающее рабочий инструмент и гидроцилиндр высокого давления, жестко связанный с основанием и прикрепленный к подвижному суппорту пуансон, отличающийся тем, что пуансон 4 установлен на опоры в...
Попередній патент: Спосіб шевінгування евольвентних циліндричних зубчатих коліс
Наступний патент: Пристрій для мікродозування
Випадковий патент: Прямоточна плоскошиберна засувка з нерознімним шибером і привідною тяговою гайкою