Автомат для гідропластичної обробки циліндричних зубчастих коліс
Номер патенту: 7011
Опубліковано: 31.03.1995
Автори: Георгі Іванов Іванов, Ніколай Ангелов Мітєв, Іван Ілієв Тревнєнскі, Ілія Мілчев Нанков, Георгі Костов Петков, Цаньо Георгієв Цанєв, Надка Марінова Мілчева, Хрісто Васілєв Тодоров
Формула / Реферат
Формула изобретения
1. Автомат для гидропластической обработки цилиндрических зубчатых колес, состоящий из вертикального гидравлического пресса с колоннами, к рабочему столу которого прикреплено устройство для гидропластической обработки, включающее рабочий инструмент и гидроцилиндр высокого давления, жестко связанный с основанием и прикрепленный к подвижному суппорту пуансон, отличающийся тем, что пуансон 4 установлен на опоры в плите 3, неподвижно закрепленной на подвижном суппорте 2, а к двум колоннам вертикального гидравлического пресса посредством хомутиков 11 неподвижно установлен кронштейн 10, на котором смонтировано загрузочное устройство, включающее рольганг 12, соединенный с первым ориентирующим устройством 14 и пакетирующим устройством 16, соединенным с манипулятором 17 посредством механической руки 23, неподвижно прикрепленной к нему, а к основанию 28 устройства для гидропластической обработки прикреплены подпорный гидроцилиндр 29 и отводное устройство 62, соединенное с желобом 64 для отвода готовых деталей,причем упомянутый гидроцилиндр 29 установлен соосно рабочему инструменту устройства для гидропластической обработки, к верхней плите 51 устройства для гидропластической обработки прикреплены два съемных устройства 58, а на его основании 28 установлено второе, ориентирующее устройство 38, при этом на плите 3, закрепленной на подвижном суппорте 2, установлено третье ориентирующее устройство 72.
2. Автомат по п. 1, отличающийся тем, что рольганг 12 загрузочного устройства неподвижно прикреплен к кронштейну 10, а первое ориентирующее устройство 14 соединено с ним посредством зубчатой рейки и пружинного упора 13, которые установлены с образованием желоба, причем первое ориентирующее устройство 14 неподвижно прикреплено к кронштейну 10 вместе с первым горизонтальным гидроцилиндром 15.
3. Автомат по п. 1, отличающийся тем, что пакетирующее устройство 16 включает вертикальный гидроцилиндр 82,прикрепленный неподвижно к кронштейну, а на его поршневом штоке установлена сменная оправка 83.
4. Автомат по п. 1, отличающийся тем, что на механической руке 23 шарнирно установлен на опорах захват 25, соединенный с корпусом механической руки 23, к которому неподвижно прикреплен горизонтальный гидроцилиндр 24, причем к механической руке 23 неподвижно прикреплен прижимной гидроцилиндр с поршнем 84, с которым соединен ориентирующий наконечник 26.
5. Автомат по п. 1, отличающий -с я тем,, что на кронштейне 10 неподвижно закреплены шесть вертикальных направляющих скалок 18, Причем на двух из них подвижно установлен ползун 19, а к верхней части направляющих скалок 18 прикреплена плита с гидроцилиндром 29. в ползуне 19подвижно установлены две горизонтальныескэлки21. на правых концах которых неподвижно зацеплена несущая плита манипулятора, а на левых концах неподвижно • установлена вторая несущая плита, к которой неподвижно прикреплен второй горизонтальный гидроцилиндр 22.
6. Автомат по п. 1, отличающийся тем, что пуансон 4 установлен на опорах в плите 3 подвижного суппорта 2 посредством второго подпятника 65, а к верхней части пуансона 4 неподвижно прикреплено зубчатое колесо 68, причем в кольцевой канавке на упомянутой плите 3 подвижно расположена фрикционная шайба 66, соединенная с неподвижным зубчатым колесом 68 посредством пружин 67
7.Автомат по п. 1, отличающийся тем, что к поршню 30 подпорного гидроцилиндра 29 прикреплена на опорах посредством шпонки 36 и гайки 37 шайба 35, а в кольцевой канавке на поршне 30 установлена фрикционная шайба 33, прижатая к упомянутой шайбе 35 посредством вертикальных пружин 34, при этом в передней части поршневого штока установлено нижнее упругое зубчатое колесо 49.
8. Автомат по п. 1, отличающийся тем, что в основании 28 устройства для гидропластической обработки подвижно установлена первая направляющая зубчатая рейка 39 второго ориентирующего устройства 38 и к ней шарнирно прикреплен своим поршневым штоком 45 четвертый горизонтальный гидроцилиндр 46, а к упомянутому основанию 28 неподвижно прикреплен первый элемент 42, в котором подвижно закреплен первый фрикцион 40, контактирующий с первой пружиной 41, соединенной с первым регулирующим винтом 43 и первой стопорной гайкой 44, причем второй регулирующий винт47 законтрен относительно упомянутого основания 28.
9. Автомат по п. 1, отличающийся тем, что в плите 3, неподвижно прикрепленной к подвижному суппорту 2, подвижно установлена вторая направляющая зубчатая рейка 71 третьего ориентирующего устройства 72, к которой шарнирно прикреплен посредством своего поршневого штока 78 шестой горизонтальный гидроцилиндр 79, а к упомянутой плите 3неподвижно прикреплен второй элемент 75.в котором подвижно закреплен второй фрикцион 73, контактирующий с опорной пружиной 74, соединенной с третьим регулирующим винтом 7Ь и второй стопорной гайкой 77, причем третий регулирующий винт 76 законтрен относительно упомянутой плиты 3.
10. Автомат по п. 1, отличающий-с я тем, что к основанию 28 устройства для гидропластической обработки неподвижно прикреплен пятый горизонтальный гидроцилиндр 61, соединенный с отводным устройством, к поршневому штоку которого неподвижно прикреплена отводящая призма 63, а отводной желоб неподвижно установлен на основании 28 диаметрально противоположно ей.
11. Автомат поп. 1, отличающийся тем, что оба съемных устройства снабжены съемными захватами.
12. Автомат по п. 1, отличающийся тем, что рабочий инструмент 56 состоит из пакета дисковых деформирующих элементов 85, неподвижно установленных и уплотненных в бандаже 86, снабженных радиальными канавками 87, расположенными со стороны их торцовых поверхностей и соединенными с полостью высокого давления гидроцилиндра высокого давления 52, причем дисковые деформирующие элементы 85 выполнены с рабочим профилем, соответствующим профилю обрабатываемых зубчатых колес, и скошены под углом ![]() 1= =2-12°, оформляющим заходную часть 88, и углом
1= =2-12°, оформляющим заходную часть 88, и углом ![]() 2 =3-150, оформляющим выходную часть 89, а между этими частями расположена калибрующая часть 90 высотой 0,5-5 мм.
2 =3-150, оформляющим выходную часть 89, а между этими частями расположена калибрующая часть 90 высотой 0,5-5 мм.
13. Автомат по п. 1, отличающийся тем, что дисковые деформирующие элементы 85 выполнены с гладкими торцами, а радиальные канавки 87 образованы в прокладочных шайбах 91, расположенных между дисковыми деформирующими элементами 85.
14. Автомат по п. 1. отличающийся тем. что устройство для гидроплзстической обработки 8 снабжено выходным 93 и входным 98 зубчатыми венцами, которые соответственно установлены в его нижней 92 и верхней 97 плитах, причем между ними расположена толстостенная цилиндрическая втулка 99 под обрабатываемые зубчатые колеса.
Текст
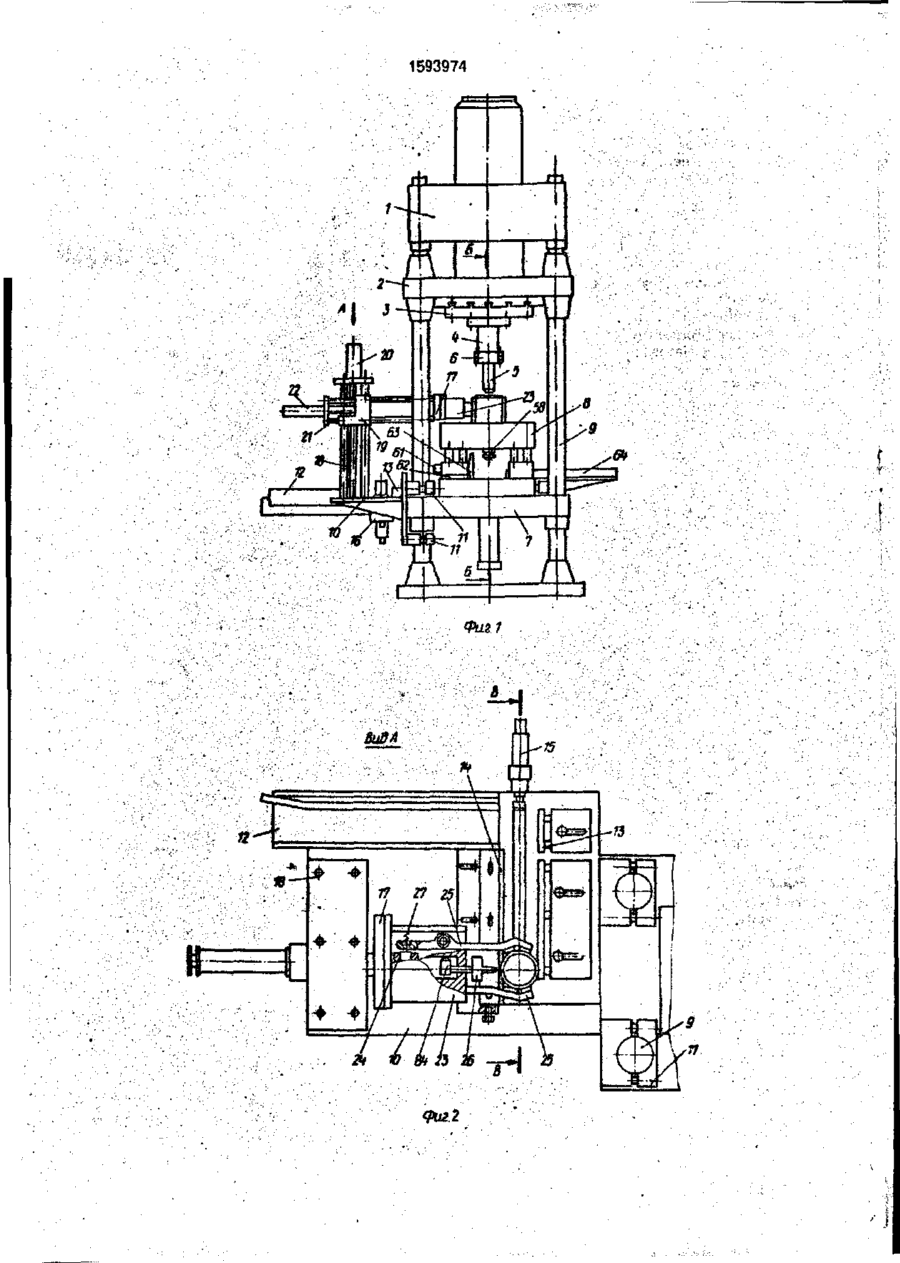
Изобретение относится к обработке металлов давлением э именно к конструкциям устройств для гидропластическои обработ ки цилиндрических зубчатых колес Агрегат для гидропластическои обработки цилинд рических зубчатых колес содержит вертикальный f и д р а в л и ч е с к и й пресс со смонтированным на его столе устройством для гидропластическои обработки имею щим рабочий инструмент Агрегат снабжен пакетирующим устройством для формирования стопы зубчатых колес подлежащих обработке, манипулятором отводным уст ройством, желобом для отвода готовых деталей, а также ориентирующими устройствами, посредством которых производится ориентирование зубчатых колес. Привод перемещения указанных устройств осуществляется от г и д р о ц и л и н д р о в . Пуансон установлен на опорах в плите подвижного суппорта посредством подпятника Агрегат оснащен съемными устройствами с захватами. Рабочий инструмент выполнен в виде пакета дисковых деформирующих элементов, неподвижно установленных в бандаже и снабженных радиальными канавками, связанными с полостью высокого давления гидроцилиндра высокого давления Радиальные канавки могут быть образованы в прокладочных шайбах, расположенных между дисковыми деформирующими элементами Каждый из последних имеет эаходную наклонную часть, расположенную под углом 2-12°, и выходную часть под углом 3-15° Между этими частями расположена калибрующая часть высотой 0,5-5 мм Обработка зубчатых колес производится путем их подачи и проталкивания поочередно через дисковые деформирующие элементы. Пакетирование зубчатых колес производится во время процесса обработки, чем достигается максимальное совмещение рабочих и вспомогательных движений исполнительных механизмов отдельных функциональных устройств И з п ф-лы 9 ил Изобретение относится к обработке металлов давлением и касается автомата для гидропластическои обработки цилиндрических зубчатых колес, который применяется в окончательной обработке зубчатого профиля цилиндрических зубчатых колес с прямыми и винтовыми зубьями. Известно устройство для обработки цилиндрических гел гидропластической деформацией которым в зависимости от вида матрицы можно было бы обработать с необходимым качеством поверхности только их внутреннее отверстие или профилировать их внешнюю поверхность а внутреннюю от с 1593974 делать с необходимой степенью (авторское свидетельство НРБ№ 23783, В 21 D 19/10, 1978). Данное устройство представляет собой вертикальный гидравлический пресс к по- 5 движному суппорту, к которому прикреплено устройство для гидропластической обработки, состоящее из гидроцилиндра высокого давления, питаемого отдельным агрегатом. К поршневому штоку гидроци- 10 линдра высокого давления подвижно прикреплен и уплотнен к нему инструмент для .гидропластической деформации, дальше называемый рабочим инструментом, представляющий собой гладкую прошивку с 15 глухим центральным отверстием, соединенным посредством радиальных канавок с междузубиями, выработанными по внеш- . ней поверхности прошивки, т.е. рабочего инструмента. Радиальные канавки соедине- 20 ны посредством глухого центрального отверстия с полостью высокого давления гидроцилиндра, чем обеспечивается принудительная смазка обрабатываемой поверхности и рабочего инструмента. К рабочему 25 столу упомянутого пресса прикреплен бандаж, охватывающий матрицу с помещенной в ней трубчатой заготовкой. Саму заготовку подпирает в ее нижнем конце раздвижная несущая опора. 30 Недостатком указанного устройства является то, что им невозможно осуществить отделку по профильной поверхности, так как гладкая прошивка обрабатывает отвер35 стие заготовки. Кроме того, оно не применимо для об- ' работки цилиндрических зубчатых колес и в особенности колес с средними и большими модулями вследствие того, что рабочий инструмент не обеспечивает необходимую 40 степень деформации для выполнения профиля. Известно устройство для обработки цилиндрических тел гидропластической деформацией, которым в зависимости от вида 45 пуансона можно обработать с необходимым качеством только их внешнюю поверхность или профилировать их внутреннюю цилиндрическую поверхность, отделывая внешнюю поверхность с необходимой степенью 50 (авторское свидетельство НРБ № 23782, В 21 D 19/10, 1978). Данное устройство представляет собой вертикальный гидравлический пресс, к ра. бочему столу которого прикреплено устрой- 55 ство для гидропластической обработки, состоящее из гидроцилиндра высокого давления, установленного к основанию и питаемого отдельным гидроагрегатом. В поршне упомянутого гидроцилиндра уста новлен рабочий инструмент, состоящий из пакета деформирующих колец, по внутренней поверхности которых оформлены междузубия, связанные радиальными канавками. Со своей стороны радиальные канавки соединены с пространством высокого давления гидроцилиндра. К подвижному суппорту упомянутого пресса прикреплен пуансон, на который насажена обрабатываемая заготовка. Недостатком известных устройств является то, что невозможно осуществить гидропластическую отделку профильной поверхности цилиндрических зубчатых колес с прямыми и винтовыми зубьями. Кроме того, невозможно осуществить непрерывный автоматизированный цикл отдельных операций, так как нельзя осуществить самостоятельно загрузку заготовками и отвод готовых изделий. Цель изобретения - создание автомата для гидропластической обработки цилиндрических зубчатых колес с прямыми и винтовыми зубьями, которым обеспечилась бы отделка их профильной поверхности в непрерывном автоматизированном цикле отдельных операций и с самостоятельной загрузкой заготовками и отводом готовых изделий. На фиг 1 представлен автомат при обработке цилиндрических зубчатых колес с внешними зубьями, общий вид; на фиг. 2 вид А на фиг 1; на фиг. 3 - разрез Б~Б на фиг 1; на фиг 4 - разрез В-В на фиг. 2; на фиг. 5 - схема второго ориентирующего устройства, на фиг. 6 - схема третьего ориентирующего устройства; на фиг. 7 - схема рабочего профиля дискового деформирующего элемента; на фиг. 8 - схема рабочего инструмента; на фиг 9 - схема устройства для гидропластической обработки цилиндрических зубчатых колес с внутренними зубьями. Автомат состоит из вертикального гидравлимеского пресса 1. к подвижному суппорту 2 которого неподвижно прикреплена плита З В последней установлен на опоры пуансон 4, к которому неподвижно присоединены оправка 5 и упругое зубчатое колесо 6. На рабочем столе 7 пресса 1 установлено устройство 8 для гидропластической обработки. К колоннам 9 пресса неподвижно прикреплен кронштейн 10 посредством хомутиков 11, на котором установлено загрузочное устройство. Оно состоит из рольганга 12, жестко прикрепленного к кронштейну 10. Посредством зубчатой рейкии пружинного упора 13 с кронштейном 10 соединено первое ориентирующее устрой 1593974 ство 14, Зубчатая рейка и пружинный упор установлены так, что образуют желоб. Первое ориентирующее устройство 14 вместе с первым горизонтальным гидроцилиндром 15 неподвижно прикреплено к кронштейну 10. Рольганг 12 соединен с первым ориентирующим устройством 14 и с пакетирующим устройством 16, которое со своей стороны связано С манипулятором 17. Последний состоит из прикрепленных к кронштейну 10 шести вертикальных скалок 18, на двух из которых установлен ползун 19, приводимый в движение верхним вертикальным гидроцилиндром 20. В ползуне 19 установлены две горизонтальные скалки 21, приводимые в движение вторым горизонтальным гидроцилиндром 22. К горизонтальным с к а л к а м 21 неподвижно прикреплена механическая рука 23, включающая третий горизонтальный гидроцилиндр 24, захват 25 и ориентирующий наконечник 26. В механической руке 23 установлены пружины 27 для открытия захвата 25. Устройство 8 для гидропластической обработки состоит из основания 28, неподвижно прикрепленного к рабочему столу 7 пресса 1. К основанию 28 неподвижно прикреплен подпорный гидроцилиндр 29, в котором установлен поршень 30, к которому прикреплен на опоры поршневой шток 31 посредством первого подпятника 32. На поршне 30 подвижно установлена первая фрикционная шайба 33, которая прижата вертикальными пружинами 34 к шайбе 35, установленной посредством шпонки 36 и гайки 37 на поршневом штоке 31. На основании 28 установлено второе ориентирующее устройство 38 с первой направляющей зубчатой рейкой 39, которая прижата первым фрикционом 40 посредством первой пружины 41, и они прикреплены к первому элементу 42. Элемент 42 неподвижно прикреплен к основанию 28. Первая пружина 41 соединена с первым регулирующим винтом 43 и первой стопорной гайкой 44. Первый регулирующий винт 43 законтрен относительно основания 28. Направляющая зубчатая рейка 39 шарнирно прикреплена к поршневому штоку 45 четвертого горизонтального гидроцилиндра 46. К основанию 28 прикреплены второй регулирующий винт 47 и контргайка 48. К поршневому штоку 31 подпорного гидроцилиндра 29 неподвижно прикреплено нижнее упругое зубчатое г.олесо 49. В основании 28 неподвижно установлены колонны 50 для точного вождения верхней плиты 51 устройства 8 для гидропластическсй обработки. В верхней 5 10 15 20 25 30 35 40 45 50 55 плите 51 неподвижно установлены мультипликаторы высокого давления, состоящие из гидроцилиндров 52 высокого давления \л подвижно установленных в них силовых поршней 53, причем закрытое между ними пространство соединено посредством системы каналов 54 и дросселя 55 с деформационным пространством, закрытым между рабочим инструментом 56 и пакетом зубчатых колес, закрытым с верхней стороны верхним упругим зубчатым колесом 57. На верхней плите 51 неподвижно установлены друг против друга два съемных устройства 58. Каждое из них включает съемный гидроцилиндр 59 и съемные захваты 60. В равнине, перпендикулярной оси гидроцилиндра 59, к основанию 28 неподвижно прикреплен пятый горизонтальный гидроцилиндр 61, соединенный с отводным устройством 62. На поршневом штоке гидроцилиндра неподвижно закреплена отводящая призма 63 для отвода готовых деталей в отводной желоб 64, расположенный диаметрально напротив нее в основании 28. Пуансон 4 установлен на опоры в плите 3 посредством второго подпятника 65. В канавке на плите 3 подвижно установлена вторая фрикционная шайба 66, прижимаемая пружинами 67 к неподвижному зубчатому колесу 68, неподвижно установленному посредством шпонки 69 и прижатому гайкой 70 к пуансону 4. В плите 3 подвижно установлена вторая направляющая зубчатая' рейка 71 третьего ориентирующего устройства 72, которая прижата вторым фрикционом 73, упирающимся в опорную пружину 74, Второй фрикцион 73 подвижно закреплен в элементе 75, неподвижно устновленном на плите 3. Опорная пружина 74 соединена с третьим регулирующим винтом 76 и стопорной гайкой 77. Регулирующий винт 76 законтрен относительно плиты 3. Вторая направляющая зубчатая рейка 71 шэрнирно прикреплена к поршневому штоку 78 шестого горизонтального гидроцилиндра 79. В плите 3 установлен четвертый регулирующий винт 80 с контргайкой 81. Пакетирующее устройство 16 содержит вертикальный гидроцилиндр 82, неподвижно прикрепленный к кронштейну 10. К его поршневому штоку присоединена сменная оправка 83. К механической руке 23 неподвижно прикреплен прижимной гидроцилиндр с п о р ш н е м 84, с н а б ж е н н ы й ориентирующим наконечником 26. Рабочий инструмент 56 состоит из дисковых деформирующих элементов 85, неподвижно установленных и уплотненных в бандаже 86. Они снабжены радиальными канавками 87, расположенными со стороны 1593974 8 их торцовых поверхностей и связанными с гидроцилиндра 52 высокого давления. В полостью высокого давления гидроцилиндкорпусе 100 выполнена входная канавка, ра 52 высокого давления. Дисковые дефорснабженная обратным клапаном 104 и соемирующие элементы 85 выполнены с диненная с гидроагрегатом (не показан). Сирабочим профилем, эквивалентным про- 5 ловой поршень 101 и пуансон 4 также филю обрабатываемых зубчатых колес, и снабжены канавкой, на которой в силовом скошены под углом ау 2-12°. оформляюпоршне 101 последовательно установлены щим заходную часть 88, и углом а г * 3-15°, регулирующий дроссель 105 и дроссель 106 оформляющим выходную часть 89. Между высокого давления. этими частями расположена калибрующая 10 К нижней торцовой части пуансона 4 часть 90, которая имеет величину 0,5-5 мм. присоединена оправка 5, в нижнем конце В другом вариантном выполнении рабокоторой установлены дисковые деформиручего инструмента дисковые деформируюющие элементы 85. Профили зубьев элеменщие элементы 85 выполнены с гладкими тов 85 аксиально совпадают и эти зубья торцами, а радиальные канавки 87 оформле- 15 направлены во впадины зубьев обрабатываны в прокладочных шайбах 91, расположенемого колеса 107, входного зубчатого венца ных между дисковыми деформирующими 98 и выходного зубчатого венца 93. В оправэлементами 85. ке 5 выполнена глухая осевая канавка, которая соединена с радиальными канавками 87 Устройство 8 для гидропластической об- 20 пакета дисковых деформирующих элементов 85. работки(фиг. 9) состоит из нижней плиты 92, Автомат работает следующим образом. в которой оформлено центральное цилиндПо рольгангу 12 непрерывно зубчатые рическое отверстие. В последнем размещен колеса поступают друг за другом до пружинвыходной зубчатый венец 93, Нижняя плита 92 неподвижно установлена и соосна рабо- 25 ного упора 13. Посредством поршневого штока первого горизонтального гидроцичему столу 7 пресса на подложенном центлиндра 15 зубчатое колесо 107 направляетрирующем фланце 94. Посредством ся к позиции пакетирования, причем оно направляющих колонн 95 и направляющих принудительно поворачивается зубчатой втулок 96 нижняя плита 92 соединена с верхней плитой 97, в которой установлен вход- 30 рейкой первого ориентирующего устройства 14, проходя в желоб, образованный пруной зубчатый венец 98. Упомянутые жинным упором 13 и зубчатой рейкой. При зубчатые венцы 93 и 98 имеют внутренние открытом захвате 25 зубчатое колесо 107 зубья. Между входным 98 и выходным 93 поднимается поршневым штоком вертизубчатыми венцами устанавливается обрабатываемое зубчатое колесо. В случаях, ес- 35 кального гидроцилиндра 82 и сменной оправкой 83 и попадает в захват 25, причем ли обрабатываемое зубчатое колесо впадина его зуба направляется до ориентитонкостенное и недостаточно прочное, его рующего наконечника 26. Захват 25 зажимавставляют в толстостенную цилиндричеется поршнями третьего горизонтального скую втулку 99, установленную в направля40 гидроцилиндра 24. Поршневой шток вертиющих втулках 96. кального гидроцилиндра 82 возвращается в К подвижному суппорту 2 пресса неподкрайнее нижнее положение, а поршень первижно прикреплен корпус 100 гидроцилинвого горизонтального гидроцилиндра 15 дра 52 высокого давления, в котором подает для пакетирования новое ориентирасположена основная часть силового пор45 рованное зубчатое колесо. Выключается шня 101. К нижней части силового поршня третий горизонтальный гидроцилиндр 24 и 101 соосно и неподвижно присоединен назахват 25 открывается под действием пруправляющий цилиндрический- корпус 102, жин 27. Следует движение вверх поршневоохватывающий корпус 100. К нижней торцого штока вертикального гидроцилиндра 82, вой части силового поршня 101 соосно присоединен пуансон 4. В своей средней части 50 причем новое зубчатое колесо 107 поднимает переднее и оба попадают между захвасиловой поршень 101 выполнен с цилиндритом 25 с ориентированным наконечником ческой внешней поверхностью, диаметр ко26.Третий горизонтальный гидроцилиндр торой меньше диаметра цилиндрической 24 включается и захват 25 прижимает нижвнешней поверхности его основной части. - Вдоль части ее длины эта средняя часть 55 нее зубчатое колесо 107, а поршневой шток вертикального гидроцилиндра 82 возвращасилового поршня 101 подвижно охвачена ется в крайнее нижнее положение.Следуют центральным отверстием составного флананологично описанные циклические движеца 103, состоящего из двух половин и приния, осуществляемые последовательно поркрепленного к нижнему торцу корпуса 100 9 1593974 шнем первого горизонтального г идроцилиндра 15 и пакетирующим устройством 16.причем после каждого цикла в захват 25 попадает новое зубчатое колесо 107. Число циклов определяется счетчиком циклов, который предварительно настраивают на число, соответствующее необходимому числу зубчатых колес 107, которые необходимо пакетировать в захвате 25. Готовый пакет переносится манипулятором 17 в зону устройства 8 гидропластической обработки, описывая Г-образную траекторию. Поршневой шток 31 подпорного гидроцилиндра 29 находится в крайнем верхнем положении, причем верхний торец нижнего упругого зубчатого колеса 49 лежит иа уровне верхнего торца на верхней плите 51. Приводится в движение подвижный суппорт 2 вниз и оправка 5 устанавливается в отверстии пакета зубчатых колес 107, причем подвижный суппорт 2 останавливается перед контактом нижнего торца верхнего упругого зубчатого колеса 57 с пакетом зубчатых колес 107. Захват 25 открывается, а поршень 84 прижимного гидроцилиндра передвигает наконечник 26 во впадину зуба пакета зубчатых колес 107 и верхнего упругого зубчатого колеса 57 для точной ориентации относительно рабочего инструмента 56. Следует движение вниз подвижного суппорта 2, пакет зубчатых колес 107 сходит в рабочий инструмент 56. причем нижнее упругое зубчатое колесо 49 закрывает деформационное пространство и предотвращает вытекание смазывающей жидкости, поступающей под высоким давлением, созданным в г и д р о ц и л и н д р а х 52 высокого давления под действием усилия деформирования Одновременно с подвижным суппортом 2 передвигается вииз и поршневой шток 31 подпорного гидроцилиндра 29. В крайнем нижнем положении подвижного суппорта 2 пакет зубчатых колес попадает на верхний торец основания 28, а нижнее упругое зубчатое колесо 49 входит в отверстие основания 28, причем его верхний торец выравнивается с верхним торцом основания 28. 5 10 15 20 25 30 35 40 45 Сьемные захваты 60 приводятся в дви- 50 жение вперед съемными гидроцилиндрами 59 сьемочного устройства и зажимают самое верхнее зубчатое колесо из пакета Следует движение вверх подвижного суппорта 2, причем оправка 5 вместе с верхним упру- 55 гим зубчатым колесом 57 проходит обратно через рабочий инструмент 56 и останавливается в крайнем верхнем положении Сьемные гидроцилиндры 59 освобождают самое верхнее зубчатое колесо 107 посред 10 ством возврата назад съемных захватов 60, пятый горизонтальный гидроцилиндр 61 передвигает посредством призмы 63 пакет зубчатых колес в отводной желоб 64 и снова возвращает отводную призму 63 в крайнее заднее положение. Одновременно с началом обработки манипулятор 17 возвращается по Г-образной траектории, захват 25 становится в исходное положение, осуществляется пакетирование нового пакета зубчатых колес 107 во время обработки, чем достигается максимальное совмещение рабочих и вспомогательных движений. После перехода пакета зубчатых колес 107 через рабочий инструмент 56 устраняется действие усилия деформирования, в результате чего подаваемая внешним гидроагрегатом смазывающая жидкость заполняет гидроцилиндры 52 высокого давления и поднимает вверх верхнюю плиту 51 до исходного положения, ограниченного направляющими коf лоннами 50. Данный принцип работы автомата действителен при обработке цилиндрических зубчатых колес с прямыми зубьями. Для обработки цилиндрических зубчатых колес с в и т овыми зубьями рассмотренный автоматический цикл такой же. причем лезвие наконечника 26 имеет винтообраз* ную форму. При движении подвижного суппорта 2 вниз осуществляется обработка, причем зубья пакета зубчатых колес 107 направляются впадинами зубьев рабочего инструмента 56, пуансон 4 и поршневой шток 31 вращаются свободно вокруг своей общей оси При этом направляющие зубчатые рейки 39 и 71 находятся в крайнем заднем положении, а направляющая зубчатая рейка 71 отведена от неподвижного зубчатого колеса 68 После выхода верхнего торца верхнего упругого зубчатого колеса 57 из нижнего торца рабочего инструмента 56 прекращается вращательное движение пуансона 4 и поршневого штока 31 до тех пор, пока пакет зубчатых колес 107 остановится на верхнем торце основания 28, а нижнее упругое зубчатое колесо 49 попадает э отверстие основания 28 Следует движение подвижного суппорта 2 вверх, причем верхнее упругое зубчатое колесо 57 проходит через рабочий инструмент 56, а после выхода из него подвижный суппорт 2 становится в крайнее верхнее положение Следует движение вперед первой направляющей зубчатой р е й к и 39 поршневым IUTOKOM 45 четвертого горизонтального гидроцилиндра 46, причем первая направляющая зубчатая рейка 39 поворачивает нижнее упругое зубчатое колесо 49 таким образом, что последнее ориентируется относительно впадины 11 1593974 зуба рабочего инструмента 56. Вторая направляющая зубчатая рейка 71 приводится в движение шестым горизонтальным гидроцилиндром 79 посредством поршневого штока 78. причем функции четвертого регу- 5 лирующего винта 80 с контргайкой 81, а также фрикциона 73 с опорной пружиной 74, регулирующего винта 76 и второй контргайки 77 аналогичны описанным. После включения рабочего хода пуансона 4 и вхо- 10 да пакета зубчатых колес 107 в рабочий инструмент 56 осуществляется возврат второй .направляющей зубчатой рейки 71 в крайнее заднее положение, причем она выходит из зацепления с неподвижным зубчатым коле- 15 сом 68. После установки поршневого штока 31 в крайнее верхнее положение осуществля- . ется возврат первой направляющей зубчатой рейки 39 в крайнее заднее положение. 20 Когда обрабатываются цилиндрические зубчатые колеса с внутренними зубьями, обрабатываемое зубчатое колесо ставится в толстостенную цилиндрическую втулку 99 соосно входному зубчатому венцу 98 и вы- 25 ходному зубчатому венцу 93. Зубья обрабатываемого зубчатого колеса ориентируются до их аксиального совпадения с зубьями входного зубчатого венца 98 и выходного зубчатого венца 93. Дальше обработка осу- 30 ществляется аналогичным образом, как и обработка цилиндрических зубчатых колес с внешними зубьями. Признано изобретением по результатам экспертизы, осуществленной Ведомст- 35 вом по и з о б р е т а т е л ь с т в у Н а р о д н о й Республики Болгарии. Формула изобретения 1. Автомат для гидролластической обработки цилиндрических зубчатых колес, со- 40 стоящий из вертикального гидравлического пресса с колоннами, к рабочему столу которого прикреплено устройство для гидропластической обработки, включающее рабочий инструмент и гидроцилиндр высокого дав- 45 ления, жестко связанный с основанием и прикрепленный к подвижному.суппорту пуансон, о т л и ч а ю щ и й с я тем, что пуансон 4 установлен на опоры в плите 3, неподвижно закрепленной на подвижном суппорте 2, 50 а к двум колоннам вертикального гидравлического пресса посредством хомутиков 11 неподвижно установлен кронштейн 10, на • котором смонтировано загрузочное устрой. ство, включающее рольганг 12, соединен- 55 ный с первым ориентирующим устройством 14 и пакетирующим устройством 16, соединенным с манипулятором 17 посредством механической руки 23, неподвижно прикрепленной к нему, а к основанию 28 уст 12 ройства для гидропластической обработки прикреплены подпорный гидроцилиндр 29 и отводное устройство 62, соединенное с желобом 64 для отвода готовых деталей, причем упомянутый гидроцилиндр 29 установлен соосно рабочему инструменту устройства для гидропластической обработки, к верхней плите 51 устройства для і идропластической обработки прикреплены два съемных устройства 58, а на его основании 28 установлено второе ориентирующее устройство 38, при этом на плите 3, закрепленной на подвижном суппорте 2, установлено третье ориентирующее устройство 72. 2. Автомат по п. 1, о т л и ч а ю щ и й с я тем. что рольганг 12 загрузочного устройства неподвижно прикреплен к кроншт е й н у 10. а первое о р и е н т и р у ю щ е е устройство 14 соединено с ним посредством зубчатой рейки и пружинного упора 13, которые установлены с образованием желоба, причем первое ориентирующее устройство 14 неподвижно прикреплено к кронштейну 10 вместе с первым горизонтальным гидроцилиндром 15ч 3. Автомат п о п . 1, о т л и ч а ю щ и й с я тем. что пакетирующее устройство 16 включает вертикальный гидроцилиндр 82,' прикрепленный неподвижно к кронштейну 10. а на его поршневом штоке установлена сменная оправка 83. 4. Автомат по п. 1, о т л и ч а ю щ и й с я тем, что на механической руке 23 шарнирно установлен на опорах захват 25, соединенный с корпусом механической руки 23, к которому неподвижно прикреплен горизонтальный гидроцилиндр 24, причем к механической руке 23 неподвижно прикреплен прижимной гидроцилиндр с поршнем 84, с которым соединен ориентирующий наконечник 26, 5. Автомат по п. 1. о т л и ч а ю щ и й с я тем, что на кронштейне 10 неподвижно 'закреплены шесть вертикальных напрзвляющих скалок 18, причем на двух из них подвижно установлен ползун 19, а к верхней части направляющих скалок 18 прикреплена плита с гидроципиндром 29. в ползуне 19 подвижно установлены две горизонтальные скалки 21, на правых концах которых неподвижно зацеплена несущая плита манипулятора, а на левых концах неподвижно установлена вторая несущая плита, к которой неподвижно прикреплен второй горизонтальный гидроцилиндр 22. 6. Автомат по п. 1, о т л и ч а ю щ и й с я тем, что пуансон 4 установлен на опорах в плите 3 подвижного суппорта 2 посредством второго подпятника 65. а к верхней части пуансона 4 неподвижно прикреплено 1593974 зубчатое колесо 68, причем в кольцевой канавке нз упомянутой плите 3 подвижно расп о л о ж е н а ф р и к ц и о н н а я шайба 66, соединенная с неподвижным зубчатым колесом 68 посредством пружин 67. 7 Автомат по п. 1, о т л и ч а ю щ и й с я тем, что к поршню 30 подпорного гидроцилиндра 29 прикреплена на опорах посредством шпонки 36 и гайки 37 шайба 35, а в кольцевой канавке на поршне 30 установлена фрикционная шайба 33, прижатая к упомянутой шайбе 35 посредством вертикальных пружин 34, при этом в передней части поршневого штока установлено нижнее упругое зубчатое колесо 49 8 Автомат по п. 1 о т л и ч а ю щ и й с я тем, что в основании 28 устройства для гидропластической обработки подвижно установлена первая направляющая зубчатая рейка 39 второго ориентирующего устройства 38 и к ней шарнирно прикреплен своим поршневым штоком 45 четвертый горизонтальный гидроцилиндр 46, а к упомянутому основанию 28 неподвижно прикреплен первый элемент 42, в котором подвижно закреплен первый фрикцион 40, контактирующий с первой пружиной 41 соединенной с первым регулирующим винтом 43 и первой стопорной гайкой 44 причем второй регулирующий винт 47 законтрен относительно упомянутого основания 28. 9. Автомат по л 1, о т л и ч а ю щ и й с я тем. что в плите 3, неподвижно прикрепленной к подвижному суппорту 2, подвижно установлена вторая направляющая зубчатая ре-йка71 третьего ориентирующего устройства 72, к к о т о р о й ш а р н и р н о прикреплен посредством своего поршневого штока 78 шестой горизонтальный гидроцилиндр 79. а к упомянутой плите 3 неподвижно прикреплен второй элемент 75, в котором подвижно закреплен второй фрикцион 73, контактирующий с опорной пружиной 74. соединенной с третьим регулирующим винтом 7Ь и второй стопорной гайкой 77. причем третий регулирующий винт 76 законтрен относительно упомянутой плиты 3. 14 10. Автомат по п. 1, о т л и ч а ю щ и й с я тем, что к основанию 28 устройства для гидропластической обработки неподвижно прикреплен пятый горизонтальный гидроцилиндр 61, соединенный с отводным устройством, к поршневому штоку которого неподвижно прикреплена отводящая приз ма 63, а отводной желоб неподвижно установлен на основании 28 диаметрально 10 противоположно ей. 15 20 25 30 35 40 11. Автомат п о п 1, о т л и ч а ю щ и й с я тем, что оба сьемных устройства снабжены съемными захватами 12 Автомат по п 1, о т л и ч а ю щ и й с я тем, что рабочий инструмент 56 состоит из пакета дисковых деформирующих элементов 85, нeпoдвиж^ о установленных и уплотненных в бандаже 86, снабженных радиальными канавками 87, расположенными со стороны их торцовых поверхностей и соединенными с полостью высокого давления гидроцилиндра высокого давления 52, причем дисковые деформирующие злементы 85 выполнены с рабочим профилем, соответствующим профилю обрабатываемых зубчатых колес, и скошены под углом a 1= =2-12°. оформляющим заходную часть 88, и углом (lor 3-15°. оформляющим выходную часть 89. а между этими частями расположена калибрующая часть 90 высотой 0,5-5 мм. 13 Автомат по п. 1, о т л и ч а ю щ и й с я тем, что дисковые деформирующие элементы 85 выполнены с гладкими торцами, а радиальные канавки 87 образованы в прокладочных шайбах 91, расположенных между дисковыми деформирующими элементами 85 14 Автомат по п. 1. о т л и ч а ю щ и й с я тем, что устройство для гидропластической обработки 8 снабжено выходным 93 и входным 98 зубчатыми венцами, которые соответственно установлены в его нижней 45 92 и верхней 97 плитах причем между ними расположена толстостенная цилиндрическая втулка 99 под обрабатываемые зубча. тые колеса. 1593974 Фиг? А ю ift к сриг2 1593974 Б-6 Т7///Х///////////, ФигЗ 1593974 Фигд 1593974 87 Фиг,! Фие.в 1593974 Редактор А.Мотыль Составитель А.Быстров Техред М.Моргентал Фиг.9 Корректор О.Кравцова Заказ 2802 Тираж 512 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35. Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B30B 1/00
Мітки: зубчастих, обробки, коліс, циліндричних, автомат, гідропластичної
Код посилання
<a href="https://ua.patents.su/12-7011-avtomat-dlya-gidroplastichno-obrobki-cilindrichnikh-zubchastikh-kolis.html" target="_blank" rel="follow" title="База патентів України">Автомат для гідропластичної обробки циліндричних зубчастих коліс</a>
Спосіб термічної обробки заготовок суцільнокатаних коліс
Номер патенту: 5223
Опубліковано: 28.12.1994
Автори: Кузьмичов Михайло Васильович, Староселецький Михайло Ілліч, Школа Владлен Іванович, Мирошниченко Микола Григорович, Буряк Анатолій Вікторович, Узлов Іван Герасимович, Пахомов Генадій Юхимович, Козловський Альфред Іванович, Озиміна Валентина Василівна
МПК: C21D 9/34
Мітки: коліс, обробки, заготовок, суцільнокатаних, спосіб, термічної
Формула / Реферат:
(57) Способ термической обработки заготовок цельнокатаных колес, включающий нагрев под прокатку с изотермической выдержкой в процессе нагрева в течение 3...6ч., отличающийся тем, что выдержку производят при 850-890°С.
Пристрій для радіального підводу та установки засобів вимірювання деталі в процесі обробки
Номер патенту: 4015
Опубліковано: 27.12.1994
Автори: Сало Анатолій Мусійович, Соболєв Сергій Михайлович, Адамов Валентин Іванович
МПК: B24B 49/00
Мітки: установки, процесі, обробки, деталі, пристрій, підводу, засобів, вимірювання, радіального
Формула / Реферат:
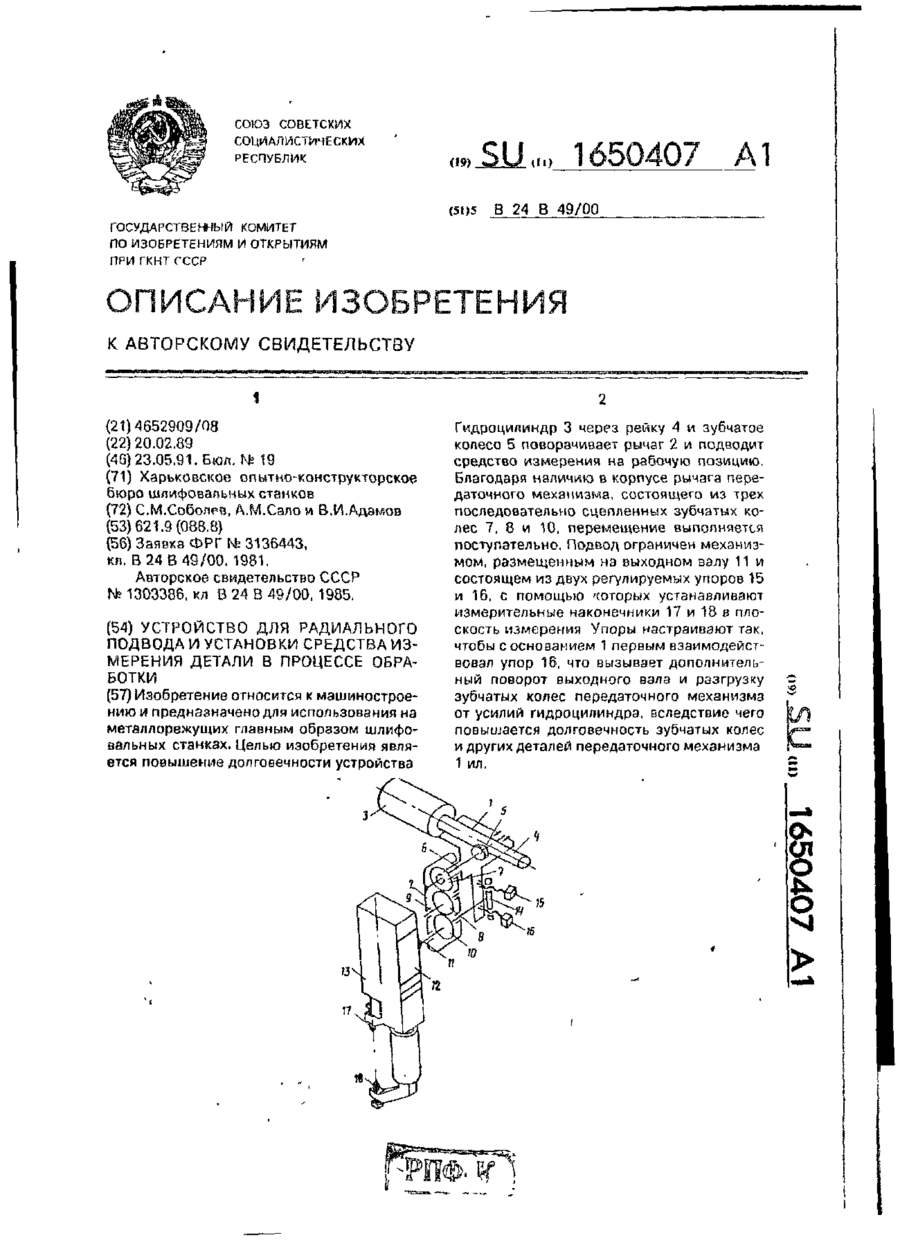
Устройство для радиального подвода и установки средства измерения детали в процессе обработки, содержащее основание, механизм радиального подвода, выполненный в виде шарнирно связанного с основанием рычага и механизма принудительного перемещения этого рычага, выходной вал с местом для присоединения средства измерения, передаточный механизм, связывающий выходной вал с основанием, а также ограничитель величины подвода средства измерения,...
Пристрій для діагностики зубчастих зачеплень
Номер патенту: 6628
Опубліковано: 29.12.1994
Автори: Кондратенко Валерій Григорович, Бондаренко Павло Тихонович
МПК: G01B 5/20
Мітки: зубчастих, зачеплень, пристрій, діагностики
Формула / Реферат:
(57) Устройство для диагностики зубчатых зацеплений, содержащее последовательно соединенные магнитоэлектрический преобразователь, интегратор и индикатор, отличающееся тем, что магнитоэлектрический преобразователь выполнен с магнитной системой, замыкающей большую часть магнитного потока магнита через один или два соседних зуба устройство снабжено компаратором уровня, первый вход которого соединен со вторым выходом интегратора, второй вход - с...
Пристрій для зміцнення зубчастих дисків
Номер патенту: 18029
Опубліковано: 01.01.1993
Автори: Іщенко Анатолій Олексійович, Корчагін В'ячеслав Олександрович, Бережна Олена Анатоліївна
МПК: B23D 45/00, B23F 19/00, C21D 7/00
Мітки: пристрій, зубчастих, дисків, зміцнення
Формула / Реферат:
1. Устройство для упрочнения пильных дисков, содержащее планшайбу для установки зубчатого пильного диска с возможностью его вращения, инструмент поверхностного пластического деформирования металла, привод вращения и механизм подачи, отличающееся тем, что инструмент для поверхностного пластического деформирования металла выполнен в виде цевочного колеса, установленного на выходном в злу привода вращения, взаимодействующего своими пальцами с...
Установка для виготовлення порожнистих біметалічних заготовок черв’ячних коліс
Номер патенту: 6661
Опубліковано: 29.12.1994
Автор: Блескун Валерій Пилипович
Мітки: коліс, біметаличних, виготовлення, заготовок, порожнистих, черв'ячних, установка
Формула / Реферат:
(56) 1. Установка для изготовления полых биметаллических заготовок червячных колес, содержащая охладительную трубку для намораживания металла и профилирующее устройство, выполненное в виде калиброванной втулки, отличающаяся тем, что она снабжена направляющей устройством в виде корпуса, в нижней части которого со стороны внутренней поверхности выполнены выступы, а профилирующее устройство выполнено с зубчатой внутренней поверхностью и...
Попередній патент: Спосіб виробництва стабілізованої алюмінієм низьковуглецевої сталі для холодного штампування
Наступний патент: Машина для гідропластичної обробки трубчастих виробів
Випадковий патент: Механізм кріплення фурми