Спосіб одержання деформівного стільникового заповнювача
Номер патенту: 3821
Опубліковано: 27.12.1994
Автори: Слівінський Володимир Іванович, Петров Олександр Олександрович, Пєсошніков Євген Михайлович, Федоров Віктор Савелійович
Формула / Реферат
1. Способ получения деформируемого сотового заполнителя, включа ющий изготовление плоских заготовок, нанесение лент клея для соединения заготовок в пакет и растяжение пакета в поперечном направлении, отличающийся тем, что, с целью повышения деформируемости и качества заполнителя, перед нанесением лент клея заготовкам придают жесткость путем нанесения на них полос связующего с последующим отверждением, а ленты клея наносят поверх отвержденных полос связующего, при этом ленты клея наносят с шириной, меньшей ширины отвержденных полос связующего.
2. Способ по п. 1, отличающийся тем, что полосы связующего наносят на заготовки с толщиной, увеличивающейся к их середине.
Текст
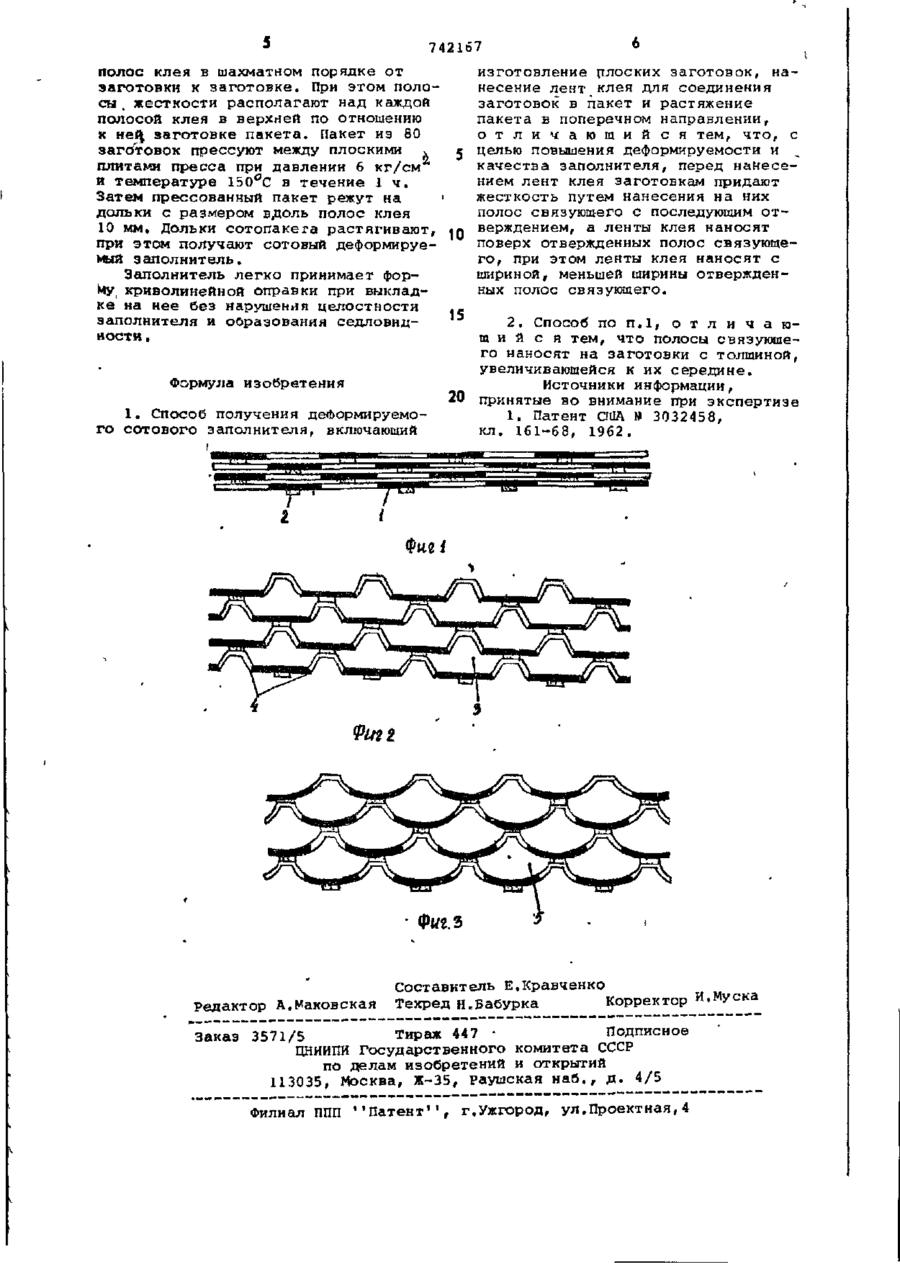
Союз Советских Социалистически» Республик (61)Дополнительное кавт.саид-ву (22)Заявлено 131277 (21) с присоединением заявки № Государственный комитет (23) Приоритет СССР по делам изобретений и открытий В 31 D 5/02 — Опубликовано 2506.80 Бюллетень № 23 Дата опубликования описания 250680 (72) Авторы изобретения В,И.Сливинский, . Кл. 2 2556168/28-12 В.С.Федоров, (53) УДК 6 7 6 . 8 1 . 0 5 (088.8) А.А,Петров и Е.М.Песошников (71) Заявитель (54) СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРУЕМОГО СОТОВОГО ЗАПОЛНИТЕЛЯ 1 Изобретение относится к способам товкам придают жесткость путем нанесеполучения сотовых заполнителей, легния на них полос связующего с послеко принимающих Форму неплоского тедующим отверждением, а ленты клея ла, и может быть использовано для наносят поверх отвержденных полос получения трехслойных криволинейных связующего, при -этом ширина наносипанелей, нашедших применение в строимых лент клея меньше ширины отвержден тельстве, судостроении и авиации. ных полос связующего. Кроме т о г о , Известен способ получения дефорполосы связующего наносят на з а г о мируемого сотового заполнителя, вклютовки с толщиной, увеличивающейся к чающий изготовление плоских заготоих середине. вок, нанесение лент клея для соеди' На фиг. 1 изображен пакет; на нения заготовок в пакет и растяжение фиг. 2 - растянутый пакет, изображен пакета в поперечном направлении Ц ] . ный на фиг. Ї Ї на фиг. 3 — сотовый Однако известный способ не позводеформируемый заполнитель, стенки ляет получать деформируемый і сотовый ячеек которого, расположенные между заполнитель без нарушения его целостближайшими узлами соединения з а г о ности, так как именно за счет обратовки , сопр яжены, зования между сдвоенными стенками Предлагаемый способ получения щелей повышается гибкость заполнидеформируемого заполнителя осулествтеле. Наличие шелєй з таком заполниляется следующим образом. теле значительно снижает прочность Отдельным полосам 1 плос ких з а г о конструкции. Причем чем меньше радиус товок, равным по ширине и равнооткривизны поверхности, на которую простоящим друг от друга, придают жестизводится выкладка, тем больше щель кость путем нанесения на них полос и меньше прочность конструкции на 25 связующего с гюследующим отвержденисжатие. ем. Получив полосы жесткости, симметрично им на заготовки наносят Цель изобретения — повышение деболее узкие полосы клея 2. После формируемости и качества заполнителя этого заготовки собирают в пакет с Указанная цель достигается тем, расположением полос жесткости 1 от что перед нанесением лент клея заго и 742167 заготовки к заготовке в шахматном порядке и полос клея 2 под каждой полосой жесткости. Плоский пакет прессуют, в процессе чего заготовки соединяются по клеевым полосам. Затем пакет растягивают, при этом растягивающие усилия прилагают между полосами жесткости в верхней части пакета (фиг. 1) и посередине полос жесткости в нижней. При растяжении пакета заготовки отделяются друг от друга в местах отсутствия полос клея, а стенки образующихся при этом, ячеек остаются перпендикулярными направлению растяжения. Наличие полос жесткости привадит к образованию ячеек 3 (Фиг, 2 ) , после чего растяжку прекращают и фиксируют растянутый пакет. В случае изготовления сотового заполнителя из ткани или бумаги полученныЯ материал может пропитываться и термообрабатываться. Стенки 4 ячеек, расположенные между ближайшими узлами соединения заготовки, при вы" кладке заполнителя на криволинейнуюл поверхность подвергаются сложному кручению, позволяющему заполнителю легко принять криволинейную форму без образования седловидности и с сохранением механической целостности. При этом оси ячеек заполнителя ориентируются по нормалям к криволинейной поверхности, на которую производится укладка заполнителя. Если стенки ячеек, расположенные между ближайшими узлами соединения заготовки» сопряжены, то заполнителю еще легче принять форму неплоского тела. Это можно объяснить тем, что сопряженные стенки ячеек оказывают меньшее сопротивление сложному кручению, чем стен ки, имеющие изгиб. Сопряжение указанных стенок ячеек достигают распределением жесткости в пределах отдельных полос 1 (фиг,1) от максимальной на середине полосы до жесткости исходного материала заготовки на периферии полосы. При повышении жесткости отдельных полос нанесением слоя связующего с последующим его отверждением или слоя другого материала требуемое распределение жесткости достигают нанесением слоя, толщина которого изменяется от максимальной на середине полосы ж> минимальной на ее периферии. При использовании в качестве материала заготовок пропитанной, но неотвержденной ткани требуемое распределение жесткости получают различной степенью отверждения ткани в пределах отдельных полос г причем степень отверждения изменяется от максимальной на середине полосы до степени отверждения исходного материала на периферии . После распределения жесткости в пределах отдельных полос I наносят . •* * !5 20 je 30 35 ал ™ 45 50 55 *0 65 4 более узкие полосы клея, выбор которого определяется способом распределения Жесткости. Например, при осуществлении указанного распределения жесткости в пределах отдельных полос различной степенью отверждения ткани, для соединения заготовок в аакет нужно использовать клей, который не требует термообработки пакета. Собранные в плоский пакет э а г о товки прессуют и растягивают, в р е зультате чего получают деформируемый сотовый заполнитель с ячейкой ( ф и г . З ) . Предлагаемая технология позволяет получать деформируемый сотовый з а полнитель с ячейками 3 и 5 из непропитанного металлического материала, что расширяет номенклатуру используемых материалов. Заполнитель может быть изготовлен из любого материала (например фольги, бумаги, т к а н и ) , покрытого или пропитанного смолой. П р и м е р . В качестве материала заготовок используют стеклоткань Э-3-100 ГОСТ 19907/74 и полимерную бумагу ' ' Ф е н и л о н ' 1 толщиной 150 мк. Для получения полос жесткости и полос клея берут клей БФ-.І ГОСТ 12172-66. Рулон полимерной бумаги или стеклоткани устанавливают на модельную установку, предназначенную для нанесения клеевых полос. Клей наносится с помощью рифленого валика. Для получения полос жесткости устанавливают рифленый валик с шириной выступов 12 мм и интервалом между ними 15 мм. Рулонный материал заправляют в установку и производят нанесение полос клея шириной 12 мм. После нанесения клея ткань попадает в у з е л сушки модельной установки, где при 130 С в течение Ь мин нанесенный слой клея отверждается. Таким образом получают полосы жесткости. Затем ткань перематывают опять на выдающую бобину таким образом, чтобы можно было наносить клей на сторону, противоположную полосам жесткости. Рифленый валик заменяют другим с шириной выступов 3 мм и интервалом _ 24 мм между ними. Рулонный материал вновь заправляют в установку и производят нанесение полос клея на с т о рону материала, противоположную той, на которой получили полосы жесткости. В процессе нанесения полос клея шириной 3 мм осуществляется ручное регулирование, позволяющее располагать полосы клея против полос жесткости. После нанесения клея ткань попадает в камеру для подсушки полос клея при 60°С в течение 3 мин. Полученный рулонный материал с полосами жесткости и полосами клея режут на з а г о т о в ки с размером вдоль полос клея 100мм, Заготовки пакетируют с расположением 742167 полос клея в шахматном порядке от изготовление плоских з а г о т о в о к , назаготовки к заготовке. При этом полонесение лент клея для соединения заготовок в пакет и растяжение сы, жесткости располагают над каждой пакета в поперечном направлении, полосой клея в верхней по отношению о т л и ч а ю щ и й с я тем, ч т о , с к не(^ заготовке пакета. Пакет из 80 целью повышения деформируемости и заготовок прессуют между плоскими ч качества заполнителя, перед н а н е с е плитами пресса при давлении 6 кг/см нием лент клея заготовкам придают и температуре 150°С в течение 1 ч. жесткость путем нанесения на них Затем прессованный пакет режут на полос связующего с последующим о т дольки с размером вдоль полос клея 10 мм. Дольки сотопакега растягивают, 10 верждением, а ленты клея наносят поверх отвержденных полос связующепри этом получают сотовый деформируег о , при этом ленты клея наносят с мый заполнитель. шириной, меньшей ширины отвержденЗаполнитель легко принимает форных полос связующего. toy криволинейной оправки при выкладке на нее без нарушения целостности 15 2. Способ п о п . 1 , о т л и ч а ю заполнителя и образования седловидЙОСТИ. щ и й с я тем, что полосы связующего наносят на заготовки с толщиной, увеличивающейся к их середине. Формула изобретения Источники информации, 20 принятые во внимание при экспертизе 1. Способ получения деформируемо1. Патент С А № 3032458, Ш го сотового заполнителя, включающий кл. 161-68, 1962. Г ' Фиг і Фшг Фиг.ъ Редактор А.Маковская Составитель Е.Кравченко Техред и.Бабурка Корректор Заказ 3571/5 Тираж 447 * Подписное Ц И П Государственного комитета СССР НИИ по делам изобретений и открытий 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Филиал П П ' ' П а т е н т " , П г.Ужгород, ул.Проектная, 4 И М « Уска
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing deformable honeycomb filler
Автори англійськоюSlivinskyi Volodymyr Ivanovych, Fedorov Viktor Saveliiovych, Petrov Oleksandr Oleksandrovych, Piesoshnikov Yevhen Mykhailovych
Назва патенту російськоюСпособ получения деформируемого сотового заполнителя
Автори російськоюСливинский Владимир Иванович, Федоров Виктор Савельевич, Петров Александр Александрович, Песошников Евгений Михайлович
МПК / Мітки
МПК: B31D 5/00
Мітки: одержання, деформівного, спосіб, заповнювача, стільникового
Код посилання
<a href="https://ua.patents.su/4-3821-sposib-oderzhannya-deformivnogo-stilnikovogo-zapovnyuvacha.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання деформівного стільникового заповнювача</a>
Спосіб безперервного виготовлення стільникового матеріалу
Номер патенту: 3820
Опубліковано: 27.12.1994
Автори: Федоров Віктор Савелійович, Борщов Генадій Васильович, Слівінський Володимир Іванович, Петров Олександр Олександрович
МПК: B31D 3/00
Мітки: виготовлення, безперервного, спосіб, матеріалу, стільникового
Формула / Реферат:
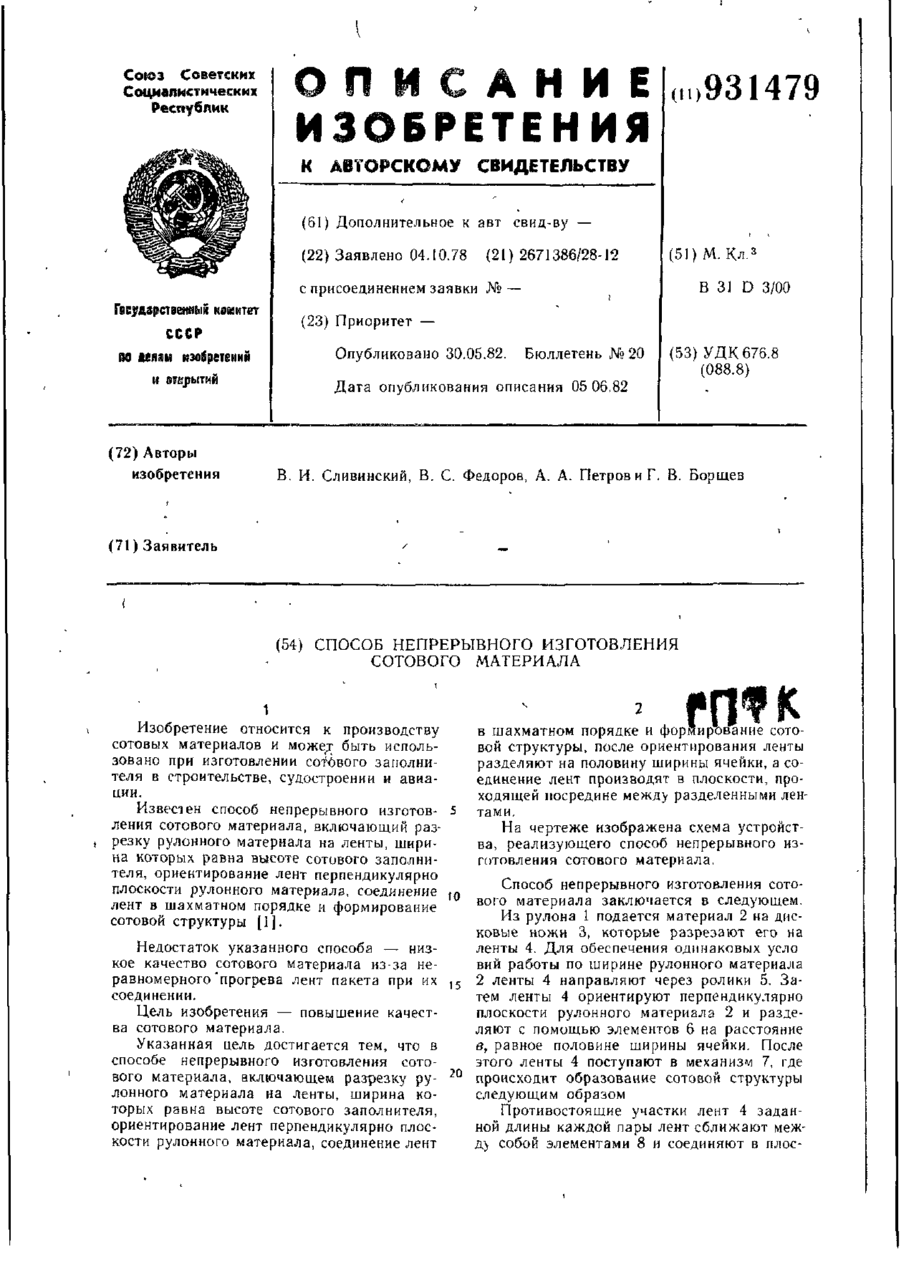
Способ непрерывного изготовления сотового материала, включающий разрезку рулонного материала на ленты, ширина которых равна высоте сотового заполнителя, ориентирование лент перпендикулярно плоскости рулонного материала, соединение лент в шахматном порядке и формирование сотовой структуры, отличающийся тем, что, с целью повышения качества сотового материала, после ориентирования ленты разделяют на половину ширины ячейки, а соединение лент...
Зразок для випробування ніздрюватого заповнювача на зсув
Номер патенту: 3645
Опубліковано: 27.12.1994
Автори: Борщов Генадій Васильович, Кріцук Аркадій Антонович, Трубніков Сергій Леонідович, Волонтирец Володимир Єфімович, Слівінський Володимир Іванович
МПК: G01N 3/24
Мітки: випробування, заповнювача, зсув, ніздрюватого, зразок
Формула / Реферат:
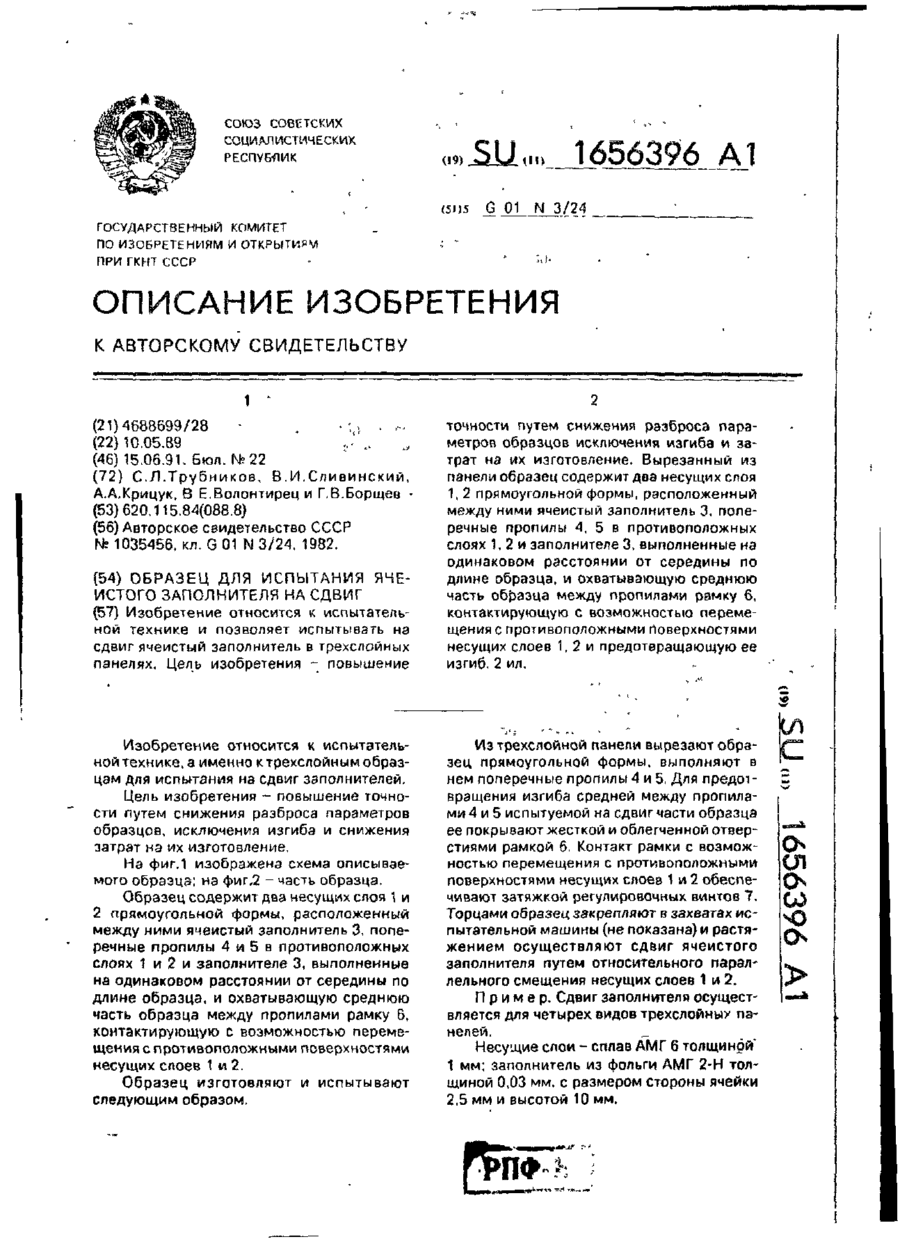
Образец для испытания ячеистого заполнителя на сдвиг, содержащий два несущих слоя прямоугольной формы, в каждом из которых выполнен параллельный торцам образца поперечный пропил, расположенный между несущими слоями слой заполнителя и захватные части, расположенные с противоположных сторон от пропилов, отличающийся тем, что, с целью повышения точности путем снижения разброса параметров образцов, исключения изгиба и снижения затрат на их...
Спосіб виготовлення тришарових конструкцій
Номер патенту: 178
Опубліковано: 30.04.1993
Автор: Інтенберг Едуард Олександрович
МПК: B64C 3/20, B32B 37/00, E04C 2/10
Мітки: тришарових, конструкцій, спосіб, виготовлення
Формула / Реферат:
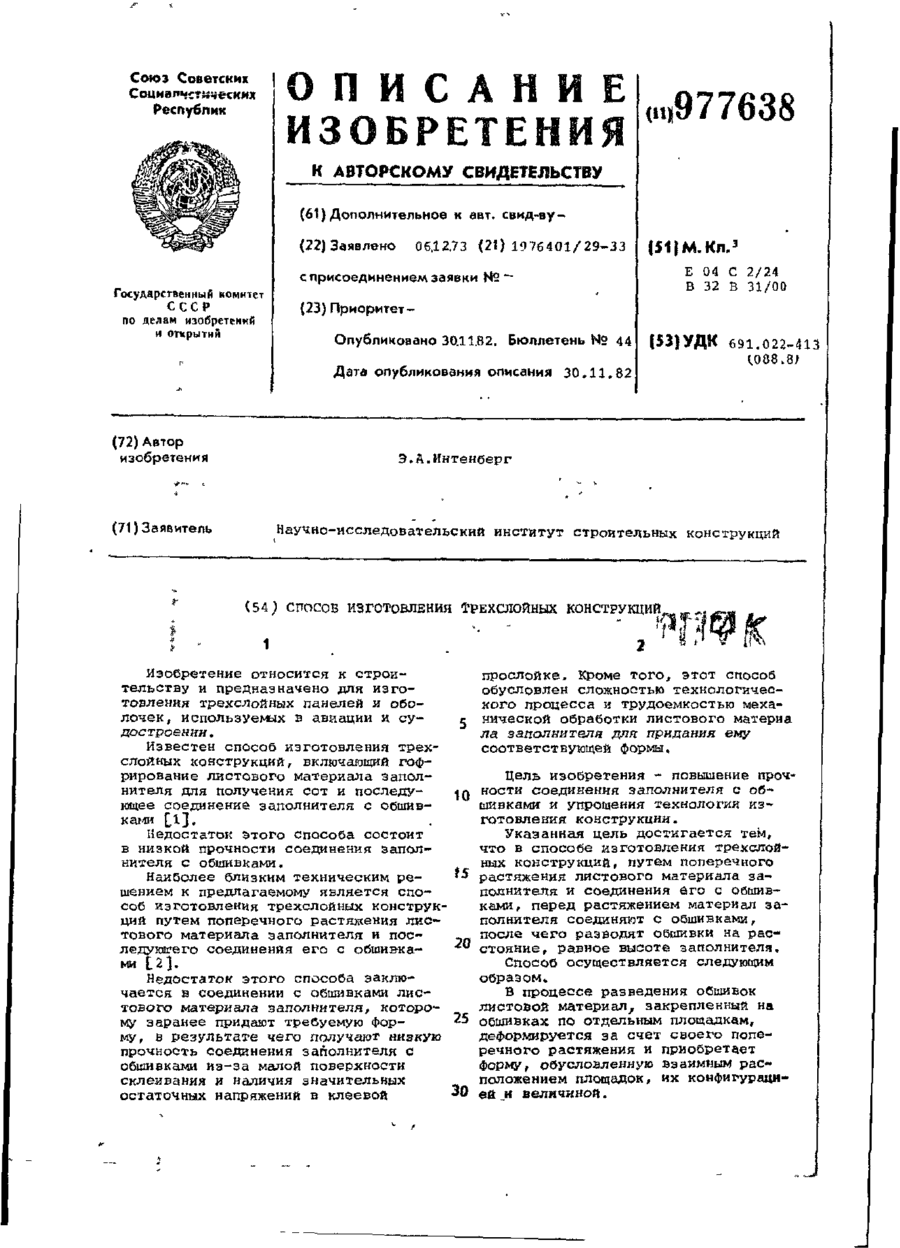
Формула изобретенияСпособ изготовления, трехслойных конструкций путем поперечного растяжения листового материала заполнителя и соединения его с обшивками, отличающийся тем, что, с целью повышения прочности соединения заполнителя с обшивками и упрощения технологии изготовления конструкции, перед растяжением материал заполнителя соединяют с обшивками, после чего разводят обшивки на расстояние, равное высоте заполнителя.
Спосіб одержання засобу з регулюємим вивільненням активного сполучення
Номер патенту: 3631
Опубліковано: 27.12.1994
Автори: Джон Альберт Шьогрен, Матс Ове Йоханссон, Ларс-Ерік Давід Дахліндер, Джон Андерс Сандберг
Мітки: засобу, спосіб, сполучення, вивільненням, регулюємим, активного, одержання
Формула / Реферат:
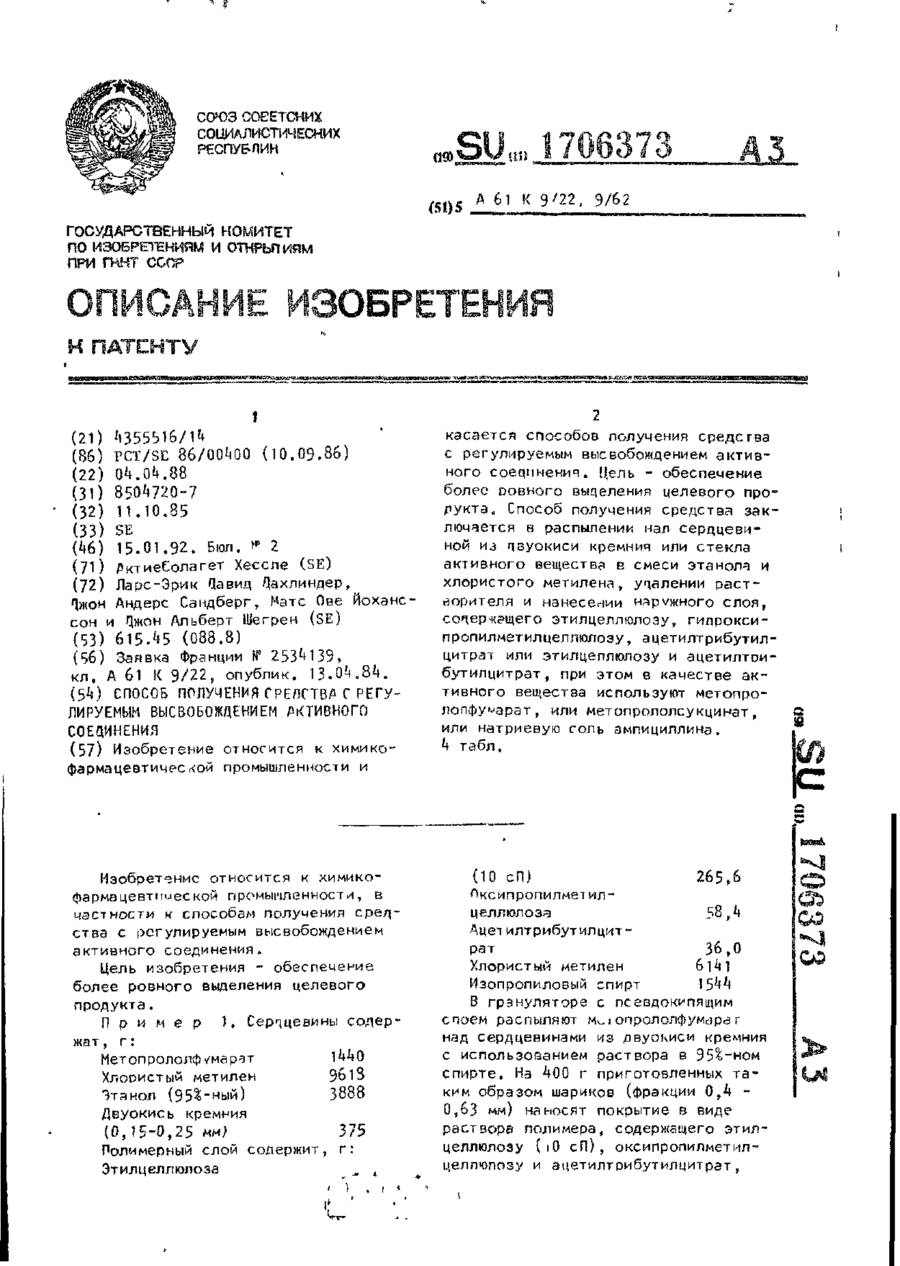
Способ получения средства с регулируемым высвобождением активного соединения путем нанесения на сердцевину активного соединения и наружного слоя, отличающийся тем, что, с целью обеспечения более ровного выделения целевого продукта, в качестве активного вещества используют метопрололфумарат, или метопрололсукцинат, или натриевую соль ампициллина, растворенные в смеси этанола и хлористого метилена, наносят на сердцевину из двуокиси кремния...
Пакет для одержування біметалевих листів
Номер патенту: 830
Опубліковано: 15.12.1993
Автори: Бондаренко Микола Андрійович, Луценко Віктор Олександрович, Тарасов Віктор Іванович, Хорошілов Микола Макарович, Глоба Микола Ілліч, Міллєр Віктор Вікторович, Локтіонов Петро Якович, Диордиця Сергій Васильович, Антипенко Валентин Григорович
МПК: B23K 20/04
Мітки: одержування, біметалевих, пакет, листів
Формула / Реферат:
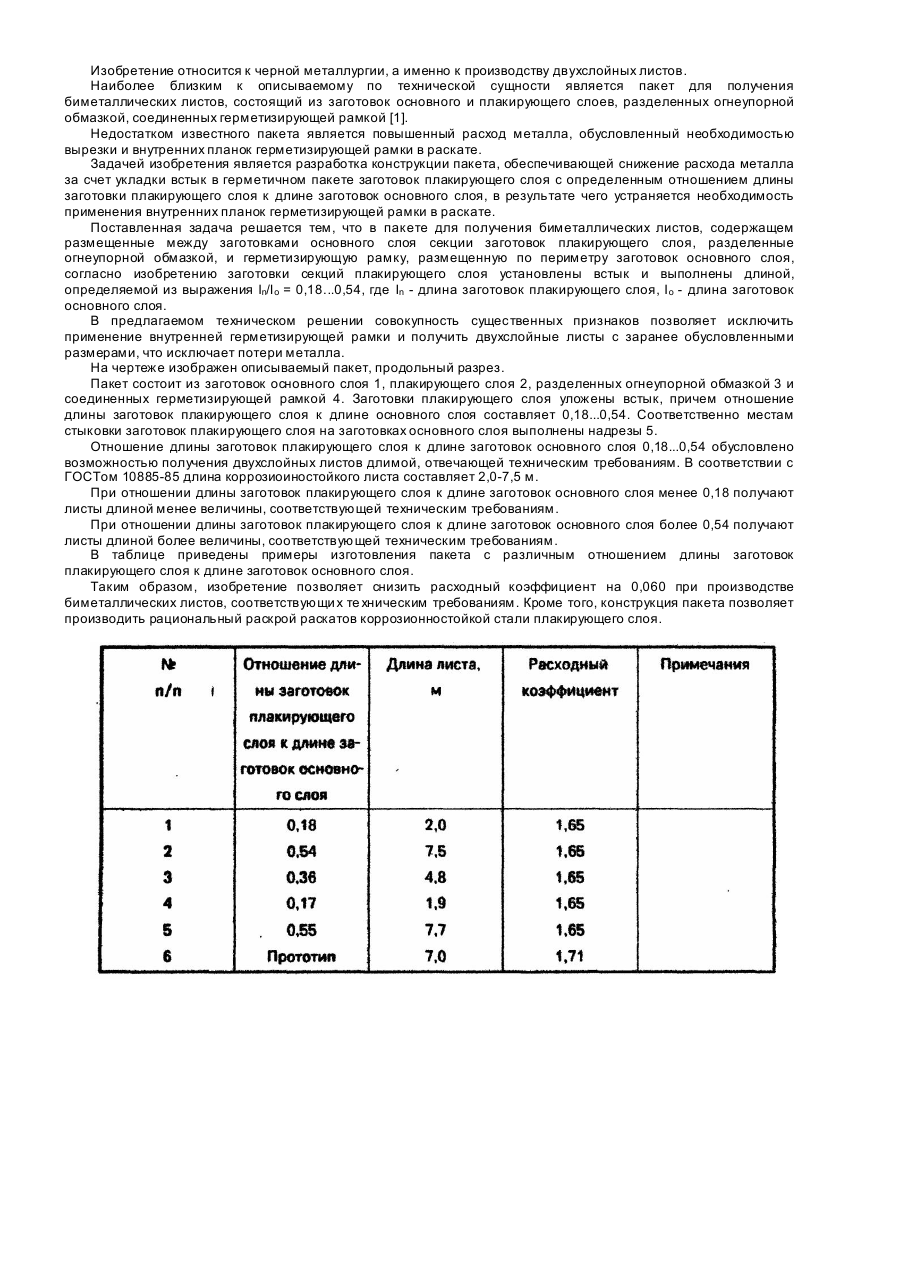
Пакет для получения биметаллических листов, содержащий размещенные между заготовками основного слоя секции заготовок плакирующего слоя, разделенные огнеупорной обмазкой, и герметизирующую рамку, размещенную по периметру заготовок основного слоя, отличающийся тем, что заготовки секций плакирующего слоя установлены встык и выполнены длиной, определяемой из выражения In/Io = 0,18...0,54, где In - длина заготовок плакирующего слоя, Io - длина...
Попередній патент: Спосіб безперервного виготовлення стільникового матеріалу
Наступний патент: Спосіб контролю захоронення промислових стоків
Випадковий патент: Спосіб попередньої очистки стічної води