Труна і спосіб її виготовлення
Номер патенту: 38448
Опубліковано: 15.05.2001
Автори: Карасьов Володимир Костянтинович, Сойніков Вадим Анатолійович, Єлізаров Ігор Миколайович, Гасанкадієв Олександр Ібадуллаєвич
Текст
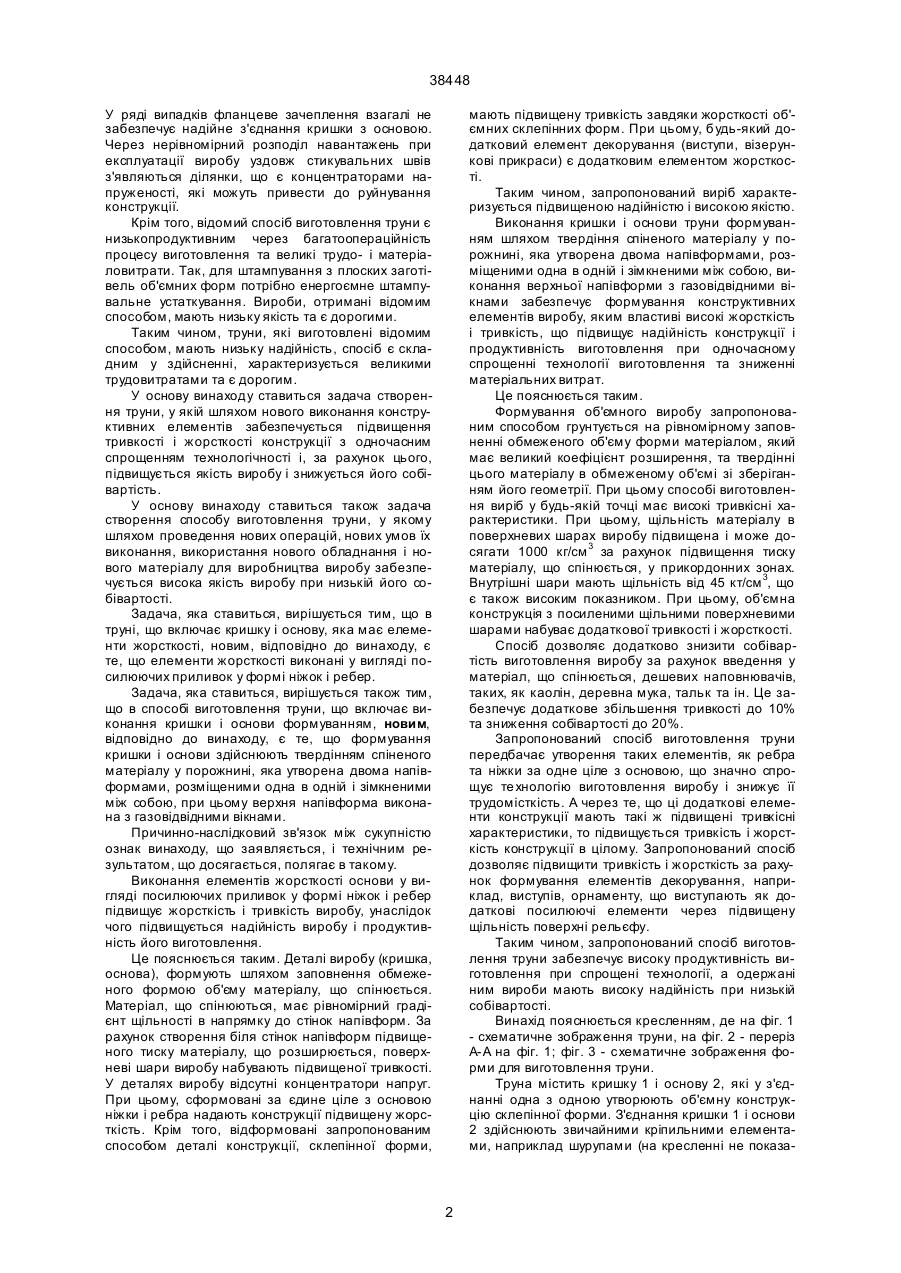
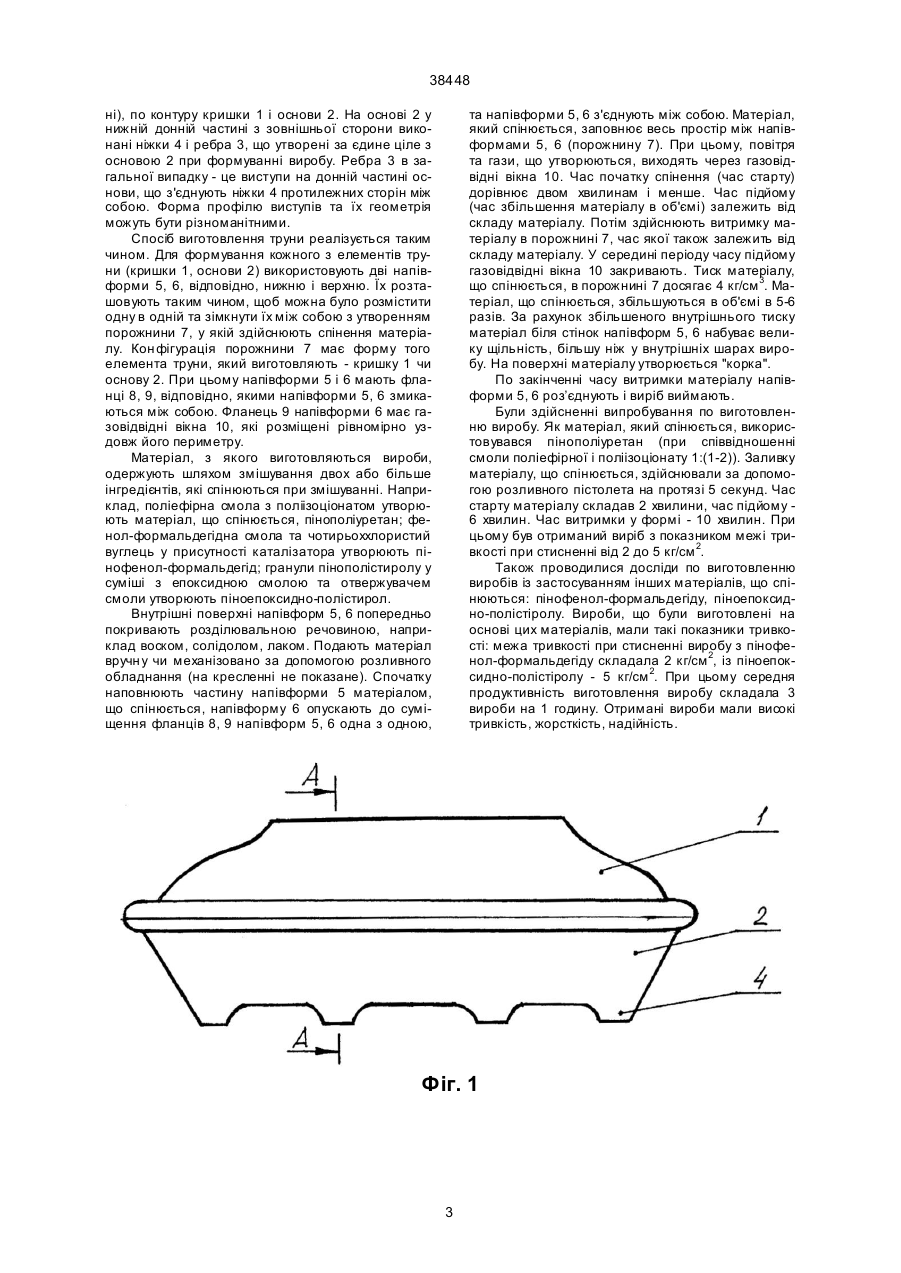
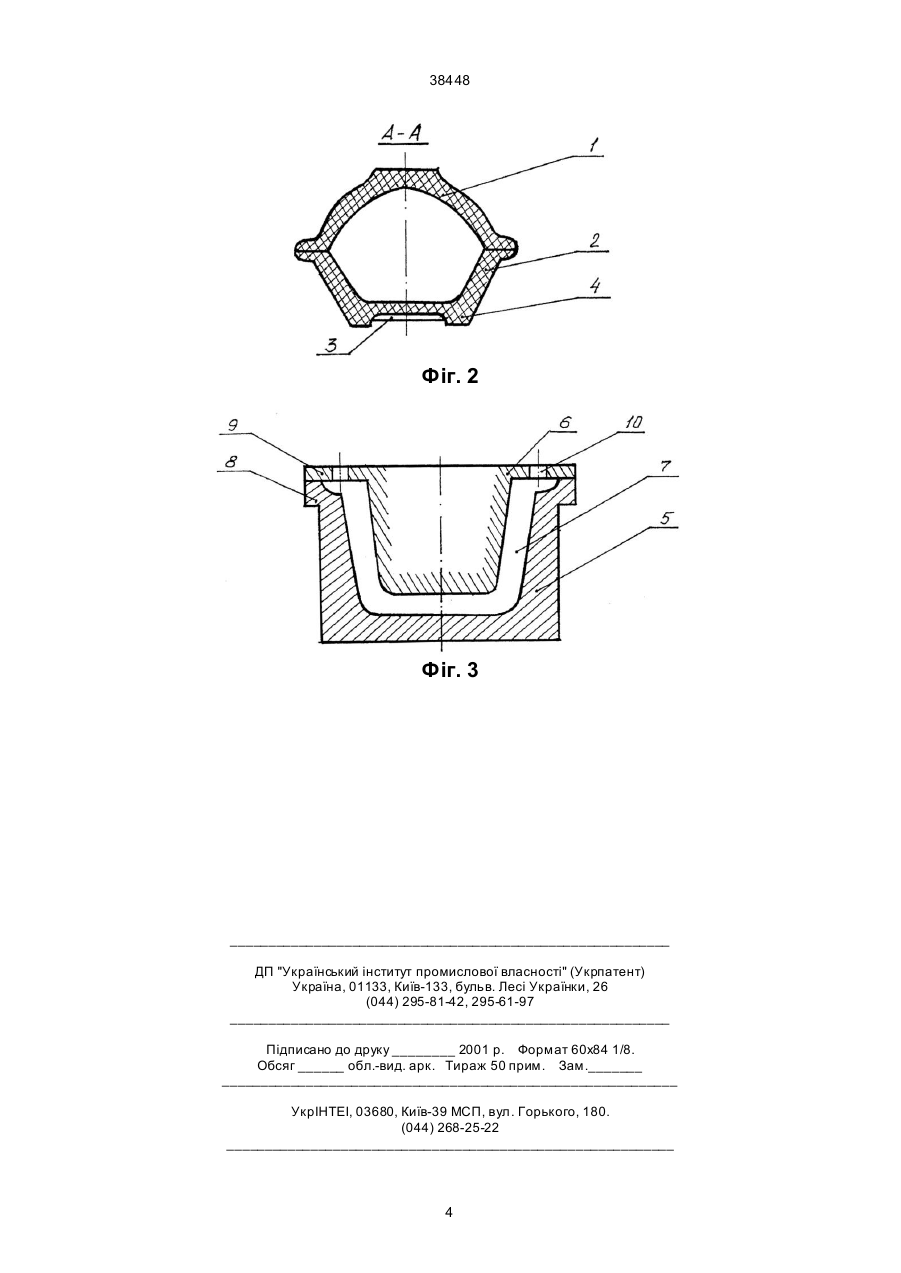
1. Труна, що включає кришку і основу, яка має елементи жорсткості, відрізняється тим, що елементи жорсткості виконані у вигляді посилюючих приливок у формі ніжок і ребер. 2. Спосіб виготовлення труни, що включає виконання кришки і основи формуванням, відрізняється тим, що формування кришки і основи здійснюють твердінням спіненого матеріалу у порожнині, яка утворена двома напівформами, розміщеними одна в одній, і зімкненими між собою, при цьому верхня напівформа виконана з газовідвідними вікнами. (19) (21) 2000073949 (22) 04.07.2000 (24) 15.05.2001 (33) UA (46) 15.05.2001, Бюл. № 4, 2001 р. (72) Гасанкадієв Олександр Ібадуллаєвич, Єлізаров Ігор Миколайович, Карасьов Володимир Костянтинович, Сойніков Вадим Анатолійович (73) ГАСАНКАДІЄВ ОЛЕКС АНДР ІБАДУЛЛ АЄВИЧ, ЄЛІЗАРОВ ІГОР МИКОЛАЙОВИЧ, КАРАСЬОВ ВОЛОДИМИР КОСТЯНТИНОВИЧ, СОЙНІКОВ ВАДИМ АН АТОЛІЙОВИЧ 38448 У ряді випадків фланцеве зачеплення взагалі не забезпечує надійне з'єднання кришки з основою. Через нерівномірний розподіл навантажень при експлуатації виробу уздовж стикувальних швів з'являються ділянки, що є концентраторами напруженості, які можуть привести до руйнування конструкції. Крім того, відомий спосіб виготовлення труни є низькопродуктивним через багатоопераційність процесу виготовлення та великі трудо- і матеріаловитрати. Так, для штампування з плоских заготівель об'ємних форм потрібно енергоємне штампувальне устаткування. Вироби, отримані відомим способом, мають низьку якість та є дорогими. Таким чином, труни, які виготовлені відомим способом, мають низьку надійність, спосіб є складним у здійсненні, характеризується великими трудовитратами та є дорогим. У основу винаходу ставиться задача створення труни, у якій шляхом нового виконання конструктивних елементів забезпечується підвищення тривкості і жорсткості конструкції з одночасним спрощенням технологічності і, за рахунок цього, підвищується якість виробу і знижується його собівартість. У основу винаходу ставиться також задача створення способу виготовлення труни, у якому шляхом проведення нових операцій, нових умов їх виконання, використання нового обладнання і нового матеріалу для виробництва виробу забезпечується висока якість виробу при низькій його собівартості. Задача, яка ставиться, вирішується тим, що в труні, що включає кришку і основу, яка має елементи жорсткості, новим, відповідно до винаходу, є те, що елементи жорсткості виконані у вигляді посилюючих приливок у формі ніжок і ребер. Задача, яка ставиться, вирішується також тим, що в способі виготовлення труни, що включає виконання кришки і основи формуванням, новим, відповідно до винаходу, є те, що формування кришки і основи здійснюють твердінням спіненого матеріалу у порожнині, яка утворена двома напівформами, розміщеними одна в одній і зімкненими між собою, при цьому верхня напівформа виконана з газовідвідними вікнами. Причинно-наслідковий зв'язок між сукупністю ознак винаходу, що заявляється, і технічним результатом, що досягається, полягає в такому. Виконання елементів жорсткості основи у вигляді посилюючих приливок у формі ніжок і ребер підвищує жорсткість і тривкість виробу, унаслідок чого підвищується надійність виробу і продуктивність його виготовлення. Це пояснюється таким. Деталі виробу (кришка, основа), формують шляхом заповнення обмеженого формою об'єму матеріалу, що спінюється. Матеріал, що спінюються, має рівномірний градієнт щільності в напрямку до стінок напівформ. За рахунок створення біля стінок напівформ підвищеного тиску матеріалу, що розширюється, поверхневі шари виробу набувають підвищеної тривкості. У деталях виробу відсутні концентратори напруг. При цьому, сформовані за єдине ціле з основою ніжки і ребра надають конструкції підвищену жорсткість. Крім того, відформовані запропонованим способом деталі конструкції, склепінної форми, мають підвищену тривкість завдяки жорсткості об'ємних склепінних форм. При цьому, будь-який додатковий елемент декорування (виступи, візерункові прикраси) є додатковим елементом жорсткості. Таким чином, запропонований виріб характеризується підвищеною надійністю і високою якістю. Виконання кришки і основи труни формуванням шляхом твердіння спіненого матеріалу у порожнині, яка утворена двома напівформами, розміщеними одна в одній і зімкненими між собою, виконання верхньої напівформи з газовідвідними вікнами забезпечує формування конструктивних елементів виробу, яким властиві високі жорсткість і тривкість, що підвищує надійність конструкції і продуктивність виготовлення при одночасному спрощенні технології виготовлення та зниженні матеріальних витрат. Це пояснюється таким. Формування об'ємного виробу запропонованим способом грунтується на рівномірному заповненні обмеженого об'єму форми матеріалом, який має великий коефіцієнт розширення, та твердінні цього матеріалу в обмеженому об'ємі зі зберіганням його геометрії. При цьому способі виготовлення виріб у будь-якій точці має високі тривкісні характеристики. При цьому, щільність матеріалу в поверхневих шарах виробу підвищена і може досягати 1000 кг/см 3 за рахунок підвищення тиску матеріалу, що спінюється, у прикордонних зонах. Внутрішні шари мають щільність від 45 кт/см 3, що є також високим показником. При цьому, об'ємна конструкція з посиленими щільними поверхневими шарами набуває додаткової тривкості і жорсткості. Спосіб дозволяє додатково знизити собівартість виготовлення виробу за рахунок введення у матеріал, що спінюється, дешевих наповнювачів, таких, як каолін, деревна мука, тальк та ін. Це забезпечує додаткове збільшення тривкості до 10% та зниження собівартості до 20%. Запропонований спосіб виготовлення труни передбачає утворення таких елементів, як ребра та ніжки за одне ціле з основою, що значно спрощує те хнологію виготовлення виробу і знижує її трудомісткість. А через те, що ці додаткові елементи конструкції мають такі ж підвищені тривкісні характеристики, то підвищується тривкість і жорсткість конструкції в цілому. Запропонований спосіб дозволяє підвищити тривкість і жорсткість за рахунок формування елементів декорування, наприклад, виступів, орнаменту, що виступають як додаткові посилюючі елементи через підвищену щільність поверхні рельєфу. Таким чином, запропонований спосіб виготовлення труни забезпечує високу продуктивність виготовлення при спрощені технології, а одержані ним вироби мають високу надійність при низькій собівартості. Винахід пояснюється кресленням, де на фіг. 1 - схематичне зображення труни, на фіг. 2 - переріз А-А на фіг. 1; фіг. 3 - схематичне зображення форми для виготовлення труни. Труна містить кришку 1 і основу 2, які у з'єднанні одна з одною утворюють об'ємну конструкцію склепінної форми. З'єднання кришки 1 і основи 2 здійснюють звичайними кріпильними елементами, наприклад шурупами (на кресленні не показа 2 38448 ні), по контуру кришки 1 і основи 2. На основі 2 у нижній донній частині з зовнішньої сторони виконані ніжки 4 і ребра 3, що утворені за єдине ціле з основою 2 при формуванні виробу. Ребра 3 в загальної випадку - це виступи на донній частині основи, що з'єднують ніжки 4 протилежних сторін між собою. Форма профілю виступів та їх геометрія можуть бути різноманітними. Спосіб виготовлення труни реалізується таким чином. Для формування кожного з елементів труни (кришки 1, основи 2) використовують дві напівформи 5, 6, відповідно, нижню і верхню. Їх розташовують таким чином, щоб можна було розмістити одну в одній та зімкнути їх між собою з утворенням порожнини 7, у якій здійснюють спінення матеріалу. Кон фігурація порожнини 7 має форму того елемента труни, який виготовляють - кришку 1 чи основу 2. При цьому напівформи 5 і 6 мають фланці 8, 9, відповідно, якими напівформи 5, 6 змикаються між собою. Фланець 9 напівформи 6 має газовідвідні вікна 10, які розміщені рівномірно уздовж його периметру. Матеріал, з якого виготовляються вироби, одержують шляхом змішування двох або більше інгредієнтів, які спінюються при змішуванні. Наприклад, поліефірна смола з поліізоціонатом утворюють матеріал, що спінюється, пінополіуретан; фенол-формальдегідна смола та чотирьоххлористий вуглець у присутності каталізатора утворюють пінофенол-формальдегід; гранули пінополістиролу у суміші з епоксидною смолою та отвержувачем смоли утворюють піноепоксидно-полістирол. Внутрішні поверхні напівформ 5, 6 попередньо покривають розділювальною речовиною, наприклад воском, солідолом, лаком. Подають матеріал вручн у чи механізовано за допомогою розливного обладнання (на кресленні не показане). Спочатку наповнюють частину напівформи 5 матеріалом, що спінюється, напівформу 6 опускають до суміщення фланців 8, 9 напівформ 5, 6 одна з одною, та напівформи 5, 6 з'єднують між собою. Матеріал, який спінюється, заповнює весь простір між напівформами 5, 6 (порожнину 7). При цьому, повітря та гази, що утворюються, виходять через газовідвідні вікна 10. Час початку спінення (час старту) дорівнює двом хвилинам і менше. Час підйому (час збільшення матеріалу в об'ємі) залежить від складу матеріалу. Потім здійснюють витримку матеріалу в порожнині 7, час якої також залежить від складу матеріалу. У середині періоду часу підйому газовідвідні вікна 10 закривають. Тиск матеріалу, що спінюється, в порожнині 7 досягає 4 кг/см 3. Матеріал, що спінюється, збільшуються в об'ємі в 5-6 разів. За рахунок збільшеного внутрішнього тиску матеріал біля стінок напівформ 5, 6 набуває велику щільність, більшу ніж у внутрішніх шарах виробу. На поверхні матеріалу утворюється "корка". По закінченні часу витримки матеріалу напівформи 5, 6 роз’єднують і виріб виймають. Були здійсненні випробування по виготовленню виробу. Як матеріал, який спінюється, використовувався пінополіуретан (при співвідношенні смоли поліефірної і поліізоціонату 1:(1-2)). Заливку матеріалу, що спінюється, здійснювали за допомогою розливного пістолета на протязі 5 секунд. Час старту матеріалу складав 2 хвилини, час підйому 6 хвилин. Час витримки у формі - 10 хвилин. При цьому був отриманий виріб з показником межі тривкості при стисненні від 2 до 5 кг/см 2. Також проводилися досліди по виготовленню виробів із застосуванням інших матеріалів, що спінюються: пінофенол-формальдегіду, піноепоксидно-полістіролу. Вироби, що були виготовлені на основі цих матеріалів, мали такі показники тривкості: межа тривкості при стисненні виробу з пінофенол-формальдегіду складала 2 кг/см 2, із піноепоксидно-полістіролу - 5 кг/см 2. При цьому середня продуктивність виготовлення виробу складала 3 вироби на 1 годину. Отримані вироби мали високі тривкість, жорсткість, надійність. Фіг. 1 3 38448 Фіг. 2 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: A61G 17/00
Мітки: виготовлення, спосіб, труна
Код посилання
<a href="https://ua.patents.su/4-38448-truna-i-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Труна і спосіб її виготовлення</a>
Труна збірно-розбірна

Номер патенту: 17259
Опубліковано: 01.04.1997
Автори: Синьогуб Сергій Іванович, Голуб Віктор Юхимович
МПК: A61G 17/00
Мітки: збірно-розбірна, труна
Формула / Реферат:
1. Труна збірно-розбірна, що складається з частин, виготовлених з екологічно чистого, розчинного в грунті матеріалу, яка має ложе з дном, бічними і торцевими стінками, кришку з стельовою панеллю, бічними і торцевими стінками та вузли скріплення складових частин, яка відрізняється тим, що складові частини ложа і кришки є формованими тонкостінними пластинами з потовщеннями ребер жорсткості, стикових поверхонь та місць заформування деталей...
Труна і спосіб її виготовлення
Номер патенту: 6706
Опубліковано: 29.12.1994
Автори: Бутов Павло Григорович, Кириченко Борис Борисович, Марініч Анатолій Володимирович, Іванов Євген Дмитрович, Геворкян Маргарита Андроніківна
МПК: A61G 17/00
Мітки: виготовлення, труна, спосіб
Формула / Реферат:
1. Гроб, содержащий основание и крышку, состоящие из скрепленных стенок с декоративным покрытием и выполненных преимущественно из трехслойной конструкции с заполнителем, отличающийся тем, что заполнитель выполнен сотовым и преимущественно из бумаги, а внешние и внутренние стороны стенок основания и крышки, преимущественно из картона и/или волокнистой плиты, при этом соприкасающиеся части крышки и основания закрыты отбортовками внешней и/или...
Труна
Номер патенту: 14651
Опубліковано: 20.01.1997
Автори: Рудой Анатолій Іванович, Биков Юрій Іванович
МПК: A61G 17/007
Мітки: труна
Формула / Реферат:
Гроб, включающий основание и крышку, отличающийся тем, что основание снабжено стыковочным фланцем с П-образным сечением по периметру, а крышка снабжена фланцем с Г-образным сечением, охватывающим фланец основания по внешнему контуру, при этом дно основания выполнено с изгибом 20-26°, расположенным на расстоянии 2/5 общей длины от широкого торца.
Труна з декоративним покриттям
Номер патенту: 23705
Опубліковано: 16.06.1998
Автор: Рижінська Тетяна Григоровна
МПК: A61G 17/00
Мітки: декоративним, труна, покриттям
Формула / Реферат:
1. Гроб с декоративным покрытием, содержащий нижнюю часть и крышку, состоящие из скрепленных дна, боковых и торцевых стенок и верхней полки, отличающийся тем, что боковые и торцевые стенки образуют с плоскостью разъема углы 80 и 70 соответственно, верхняя полка имеет ширину от 120 до 250 мм, а угол между верхней полкой и боковой стенкой составляет от 120° до 150°.2. Гроб с декоративным покрытием по п. 1, отличающийся тем, что...
Спосіб виготовлення двошарової ливарної форми
Номер патенту: 33474
Опубліковано: 15.02.2001
Автори: Смирнов Борис Миколайович, Стеценко Іван Дмитрович, Козак Володимир Володимирович, Соценко Олександр Васильович
МПК: B22C 9/00
Мітки: двошарової, ливарної, виготовлення, форми, спосіб
Текст:
...шляхом напилення сухого лротипригарного матеріалу в момент паузи на попередньо сформований облицювальний шар з наступним вдавлюванням цього матеріалу в поверхню форми під час другого этапу занурення моделі. При цьому протипригарний матеріал проникає в облицювальний шар,заповнюючи пори, що виникли в РСС після спадання піни. При затвердінні суміші утворюється надійний зв"язок між протипригарними матеріалами та облицювальним шаром. Таким...
Попередній патент: Спосіб лікування безбольової ішемії міокарда у хворих на артеріальну гіпертензію
Наступний патент: Спосіб виготовлення ікри чорної зернистої з натуральних продуктів “фіто лп-7″
Випадковий патент: Спосіб лікування патологічного стирання зубів