Породоруйнівна вставка
Номер патенту: 38856
Опубліковано: 26.01.2009
Автори: Яким Роман Степанович, Пасинович Тарас Богданович, Петрина Юрій Дмитрович
Формула / Реферат
Породоруйнівна вставка, що включає корпус, твердосплавний елемент (зубок), хвостовик, запресований в гнізді корпуса інструмента за допомогою проміжної втулки, яка має дно з центральним отвором і циліндричні виточки на боковій поверхні зі сторони дна, виконані по посадці із зазором, а розміри проміжної втулки відповідають співвідношенням: ![]() , де d1 - діаметр внутрішньої поверхні втулки, d2 - діаметр зовнішньої поверхні втулки, N1 - натяг, що забезпечується внутрішньою поверхнею втулки діаметром d1, N2 - натяг, що забезпечується зовнішньою поверхнею втулки діаметром d2, яка відрізняється тим, що хвостовик виконаний двоступеневим із рівними по висоті ступенями, діаметри яких відповідають співвідношенню:
, де d1 - діаметр внутрішньої поверхні втулки, d2 - діаметр зовнішньої поверхні втулки, N1 - натяг, що забезпечується внутрішньою поверхнею втулки діаметром d1, N2 - натяг, що забезпечується зовнішньою поверхнею втулки діаметром d2, яка відрізняється тим, що хвостовик виконаний двоступеневим із рівними по висоті ступенями, діаметри яких відповідають співвідношенню: ![]() , де d3 - діаметр більшого ступеня хвостовика, d4 - діаметр меншого ступеня хвостовика; до того ж, додатково введено кільце, що запресоване на менший ступінь і на якому виконана конусна розточка торців отвору кільця із заокругленням в західній частині кільця r=1 мм, де розмір кута конусності α вибирають з співвідношення tgα=0,016÷0,020.
, де d3 - діаметр більшого ступеня хвостовика, d4 - діаметр меншого ступеня хвостовика; до того ж, додатково введено кільце, що запресоване на менший ступінь і на якому виконана конусна розточка торців отвору кільця із заокругленням в західній частині кільця r=1 мм, де розмір кута конусності α вибирають з співвідношення tgα=0,016÷0,020.
Текст
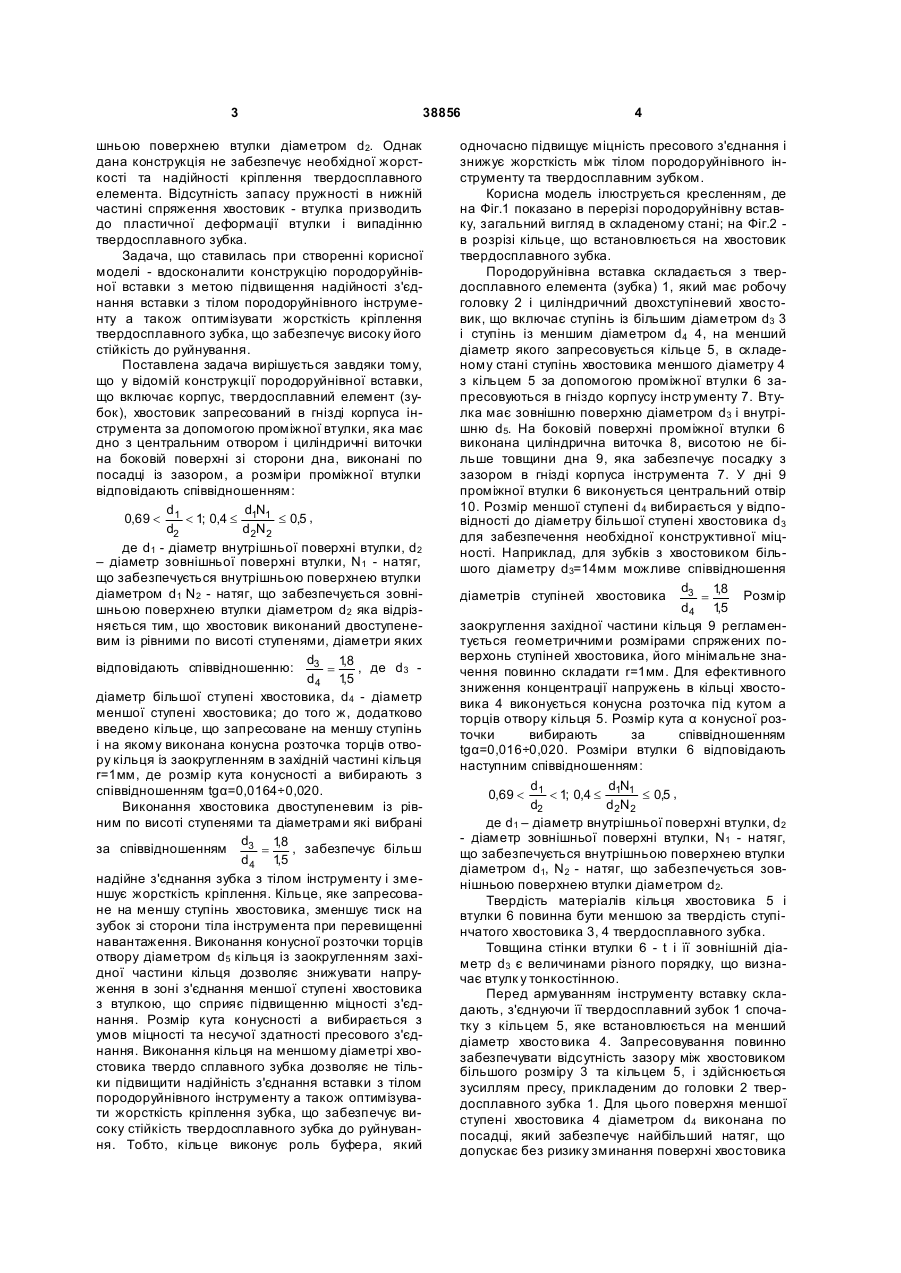
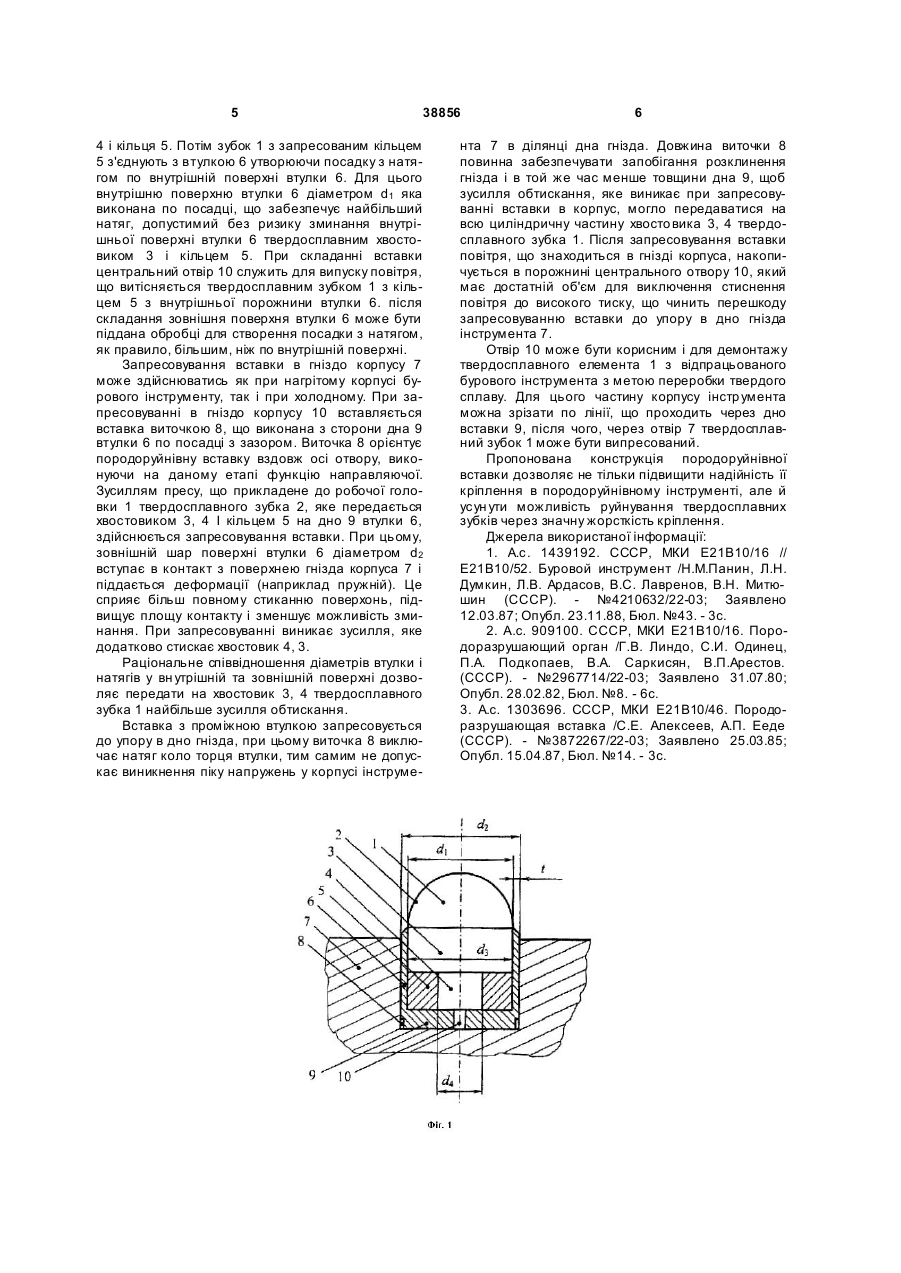
Породоруйнівна вставка, що включає корпус, твердосплавний елемент (зубок), хвостовик, запресований в гнізді корпуса інструмента за допомогою проміжної втулки, яка має дно з центральним отвором і циліндричні виточки на боковій поверхні зі сторони дна, виконані по посадці із зазором, а розміри проміжної втулки відповідають d dN співвідношенням: 0,69 < 1 < 1; 0,4 £ 1 1 £ 0,5 , де d2 d2N2 3 38856 шньою поверхнею втулки діаметром d2. Однак дана конструкція не забезпечує необхідної жорсткості та надійності кріплення твердосплавного елемента. Відсутність запасу пружності в нижній частині спряження хвостовик - втулка призводить до пластичної деформації втулки і випадінню твердосплавного зубка. Задача, що ставилась при створенні корисної моделі - вдосконалити конструкцію породоруйнівної вставки з метою підвищення надійності з'єднання вставки з тілом породоруйнівного інструменту а також оптимізувати жорсткість кріплення твердосплавного зубка, що забезпечує високу його стійкість до руйнування. Поставлена задача вирішується завдяки тому, що у відомій конструкції породоруйнівної вставки, що включає корпус, твердосплавний елемент (зубок), хвостовик запресований в гнізді корпуса інструмента за допомогою проміжної втулки, яка має дно з центральним отвором і циліндричні виточки на боковій поверхні зі сторони дна, виконані по посадці із зазором, а розміри проміжної втулки відповідають співвідношенням: d dN 0,69 < 1 < 1; 0,4 £ 1 1 £ 0,5 , d2 d2N2 де d1 - діаметр внутрішньої поверхні втулки, d2 – діаметр зовнішньої поверхні втулки, N1 - натяг, що забезпечується внутрішньою поверхнею втулки діаметром d1 N2 - натяг, що забезпечується зовнішньою поверхнею втулки діаметром d2 яка відрізняється тим, що хвостовик виконаний двоступеневим із рівними по висоті ступенями, діаметри яких d , відповідають співвідношенню: 3 = 18 , де d3 d4 15 , діаметр більшої ступені хвостовика, d4 - діаметр меншої ступені хвостовика; до того ж, додатково введено кільце, що запресоване на меншу ступінь і на якому виконана конусна розточка торців отвору кільця із заокругленням в західній частині кільця r=1мм, де розмір кута конусності а вибирають з співвідношенням tgα=0,0164÷0,020. Виконання хвостовика двоступеневим із рівним по висоті ступенями та діаметрами які вибрані d3 18 , , забезпечує більш за співвідношенням = d4 15 , надійне з'єднання зубка з тілом інструменту і зменшує жорсткість кріплення. Кільце, яке запресоване на меншу ступінь хвостовика, зменшує тиск на зубок зі сторони тіла інструмента при перевищенні навантаження. Виконання конусної розточки торців отвору діаметром d5 кільця із заокругленням західної частини кільця дозволяє знижувати напруження в зоні з'єднання меншої ступені хвостовика з втулкою, що сприяє підвищенню міцності з'єднання. Розмір кута конусності а вибирається з умов міцності та несучої здатності пресового з'єднання. Виконання кільця на меншому діаметрі хвостовика твердо сплавного зубка дозволяє не тільки підвищити надійність з'єднання вставки з тілом породоруйнівного інструменту а також оптимізувати жорсткість кріплення зубка, що забезпечує високу стійкість твердосплавного зубка до руйнування. Тобто, кільце виконує роль буфера, який 4 одночасно підвищує міцність пресового з'єднання і знижує жорсткість між тілом породоруйнівного інструменту та твердосплавним зубком. Корисна модель ілюструється кресленням, де на Фіг.1 показано в перерізі породоруйнівну вставку, загальний вигляд в складеному стані; на Фіг.2 в розрізі кільце, що встановлюється на хвостовик твердосплавного зубка. Породоруйнівна вставка складається з твердосплавного елемента (зубка) 1, який має робочу головку 2 і циліндричний двохступіневий хвостовик, що включає ступінь із більшим діаметром d3 3 і ступінь із меншим діаметром d4 4, на менший діаметр якого запресовується кільце 5, в складеному стані ступінь хвостовика меншого діаметру 4 з кільцем 5 за допомогою проміжної втулки 6 запресовуються в гніздо корпусу інстр ументу 7. Втулка має зовнішню поверхню діаметром d3 і внутрішню d5. На боковій поверхні проміжної втулки 6 виконана циліндрична виточка 8, висотою не більше товщини дна 9, яка забезпечує посадку з зазором в гнізді корпуса інструмента 7. У дні 9 проміжної втулки 6 виконується центральний отвір 10. Розмір меншої ступені d4 вибирається у відповідності до діаметру більшої ступені хвостовика d3 для забезпечення необхідної конструктивної міцності. Наприклад, для зубків з хвостовиком більшого діаметру d3=14мм можливе співвідношення d3 18 , діаметрів ступіней хвостовика Розмір = d4 15 , заокруглення західної частини кільця 9 регламентується геометричними розмірами спряжених поверхонь ступіней хвостовика, його мінімальне значення повинно складати r=1мм. Для ефективного зниження концентрації напружень в кільці хвостовика 4 виконується конусна розточка під кутом а торців отвору кільця 5. Розмір кута α конусної розточки вибирають за співвідношенням tgα=0,016÷0,020. Розміри втулки 6 відповідають наступним співвідношенням: d dN 0,69 < 1 < 1; 0,4 £ 1 1 £ 0,5 , d2 d2N2 де d1 – діаметр внутрішньої поверхні втулки, d2 - діаметр зовнішньої поверхні втулки, N1 - натяг, що забезпечується внутрішньою поверхнею втулки діаметром d1, N2 - натяг, що забезпечується зовнішньою поверхнею втулки діаметром d2. Твердість матеріалів кільця хвостовика 5 і втулки 6 повинна бути меншою за твердість ступінчатого хвостовика 3, 4 твердосплавного зубка. Товщина стінки втулки 6 - t і її зовнішній діаметр d3 є величинами різного порядку, що визначає втулк у тонкостінною. Перед армуванням інструменту вставку складають, з'єднуючи її твердосплавний зубок 1 спочатку з кільцем 5, яке встановлюється на менший діаметр хвосто вика 4. Запресовування повинно забезпечувати відсутність зазору між хвостовиком більшого розміру 3 та кільцем 5, і здійснюється зусиллям пресу, прикладеним до головки 2 твердосплавного зубка 1. Для цього поверхня меншої ступені хвостовика 4 діаметром d4 виконана по посадці, який забезпечує найбільший натяг, що допускає без ризику зминання поверхні хвостовика 5 38856 4 і кільця 5. Потім зубок 1 з запресованим кільцем 5 з'єднують з втулкою 6 утворюючи посадку з натягом по внутрішній поверхні втулки 6. Для цього внутрішню поверхню втулки 6 діаметром d1 яка виконана по посадці, що забезпечує найбільший натяг, допустимий без ризику зминання внутрішньої поверхні втулки 6 твердосплавним хвостовиком 3 і кільцем 5. При складанні вставки центральний отвір 10 служить для випуску повітря, що витісняється твердосплавним зубком 1 з кільцем 5 з внутрішньої порожнини втулки 6. після складання зовнішня поверхня втулки 6 може бути піддана обробці для створення посадки з натягом, як правило, більшим, ніж по внутрішній поверхні. Запресовування вставки в гніздо корпусу 7 може здійснюватись як при нагрітому корпусі бурового інструменту, так і при холодному. При запресовуванні в гніздо корпусу 10 вставляється вставка виточкою 8, що виконана з сторони дна 9 втулки 6 по посадці з зазором. Виточка 8 орієнтує породоруйнівну вставку вздовж осі отвору, виконуючи на даному етапі функцію направляючої. Зусиллям пресу, що прикладене до робочої головки 1 твердосплавного зубка 2, яке передається хвостовиком 3, 4 І кільцем 5 на дно 9 втулки 6, здійснюється запресовування вставки. При цьому, зовнішній шар поверхні втулки 6 діаметром d2 вступає в контакт з поверхнею гнізда корпуса 7 і піддається деформації (наприклад пружній). Це сприяє більш повному стиканню поверхонь, підвищує площу контакту і зменшує можливість зминання. При запресовуванні виникає зусилля, яке додатково стискає хвостовик 4, 3. Раціональне співвідношення діаметрів втулки і натягів у вн утрішній та зовнішній поверхні дозволяє передати на хвостовик 3, 4 твердосплавного зубка 1 найбільше зусилля обтискання. Вставка з проміжною втулкою запресовується до упору в дно гнізда, при цьому виточка 8 виключає натяг коло торця втулки, тим самим не допускає виникнення піку напружень у корпусі інструме 6 нта 7 в ділянці дна гнізда. Довжина виточки 8 повинна забезпечувати запобігання розклинення гнізда і в той же час менше товщини дна 9, щоб зусилля обтискання, яке виникає при запресовуванні вставки в корпус, могло передаватися на всю циліндричну частину хвосто вика 3, 4 твердосплавного зубка 1. Після запресовування вставки повітря, що знаходиться в гнізді корпуса, накопичується в порожнині центрального отвору 10, який має достатній об'єм для виключення стиснення повітря до високого тиску, що чинить перешкоду запресовуванню вставки до упору в дно гнізда інструмента 7. Отвір 10 може бути корисним і для демонтажу твердосплавного елемента 1 з відпрацьованого бурового інструмента з метою переробки твердого сплаву. Для цього частину корпусу інстр умента можна зрізати по лінії, що проходить через дно вставки 9, після чого, через отвір 7 твердосплавний зубок 1 може бути випресований. Пропонована конструкція породоруйнівної вставки дозволяє не тільки підвищити надійність її кріплення в породоруйнівному інструменті, але й усун ути можливість руйнування твердосплавних зубків через значну жорсткість кріплення. Джерела використаної інформації: 1. А.с.1439192. СССР, МКИ Е21В10/16 // Е21В10/52. Буровой инструмент /Н.М.Панин, Л.Н. Думкин, Л.В. Ардасов, В.С. Лавренов, В.Н. Митюшин (СССР). - №4210632/22-03; Заявлено 12.03.87; Опубл. 23.11.88, Бюл. №43. - 3с. 2. А.с. 909100. СССР, МКИ Е21В10/16. Породоразрушающий орган /Г.В. Линдо, С.И. Одинец, П.А. Подкопаев, В.А. Саркисян, В.П.Арестов. (СССР). - №2967714/22-03; Заявлено 31.07.80; Опубл. 28.02.82, Бюл. №8. - 6с. 3. А.с. 1303696. СССР, МКИ Е21В10/46. Породоразрушающая вставка /С.Е. Алексеев, А.П. Ееде (СССР). - №3872267/22-03; Заявлено 25.03.85; Опубл. 15.04.87, Бюл. №14. - 3с. 7 Комп’ютерна в ерстка О. Рябко 38856 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRock-destruction insert
Автори англійськоюPetryna Yurii Dmytrovych, Yakym Roman Stepanovych, Pasynovych Taras Bohdanovych
Назва патенту російськоюПородоразрушающая вставка
Автори російськоюПетрина Юрий Дмитриевич, Яким Роман Степанович, Пасинович Тарас Богданович
МПК / Мітки
МПК: E21B 10/46
Мітки: породоруйнівна, вставка
Код посилання
<a href="https://ua.patents.su/4-38856-porodorujjnivna-vstavka.html" target="_blank" rel="follow" title="База патентів України">Породоруйнівна вставка</a>
Породоруйнівна вставка
Номер патенту: 3481
Опубліковано: 15.11.2004
Автор: Бочковський Олексій Михейович
МПК: E21B 10/58, E21C 35/18
Мітки: породоруйнівна, вставка
Формула / Реферат:
1. Породоруйнівна вставка, що містить корпус з робочою поверхнею, виконаний з композиційного матеріалу, який складається з матриці і закріплених у ній абразивних зерен, яка відрізняється тим, що концентрація абразивних зерен у зоні робочої поверхні перевищує їхню концентрацію в іншій частині корпусу, причому згадана зона виконана співвісно корпусу, і/або їх декілька, і розташовані вони паралельно осі вставки.2. Вставка за п. 1, яка...
Врубовий пристрій та гільза для нього
Номер патенту: 73489
Опубліковано: 15.08.2005
Автори: Бош Роберт Хью, Бош Нейлл Джонатан, Остхейзен Йоханнес Хендрікус
МПК: E21C 35/18, E21C 35/197
Мітки: пристрій, нього, гільза, врубовий
Формула / Реферат:
1. Врубовий пристрій, який містить тримач зубка, що має отвір під гільзу, в якій розміщений хвостовик зубка, причому і зубок, і гільза мають головки, при цьому головка гільзи має зовнішню стикувальну поверхню і внутрішню стикувальну поверхню, зовнішня стикувальна поверхня впирається у стикувальну поверхню головки зубка, а внутрішня стикувальна поверхня впирається в стикувальну поверхню тримача зубка, який відрізняється тим, що стикувальна...
Твердосплавна вставка
Номер патенту: 35205
Опубліковано: 15.01.2004
Автори: Криворотько Олег Дмитрович, Лісовський Анатолій Феліксович, Барановський Михайло Самійлович
МПК: E21B 10/46, E21C 35/183
Мітки: вставка, твердосплавна
Формула / Реферат:
1. Твердосплавна вставка, що має робочу головку, основа якої спряжена з хвостовиком, який має внутрішню осьову порожнину, яка відрізняється тим, що висота осьової порожнини менша за висоту хвостовика.2. Вставка за п. 1, яка відрізняється тим, що висота осьової порожнини менша в 2,5...8,0 раз від висоти твердосплавної вставки, а висота останньої дорівнює 0,8...1,5 її найбільшого діаметра.
Вставка для породоруйнуючого інструменту
Номер патенту: 13635
Опубліковано: 25.04.1997
Автори: Фінкельштейн Євген Михайлович, Ципін Нехем'ян Веніамінович, Вовчановський Іван Федорович, Сімкін Едуард Семенович, Боримський Олександр Іванович, Нагорний Петро Арсенійович, Новіков Микола Васильович, Шульженко Олександр Олександрович, Красний Олександр Львович
МПК: E21B 10/46
Мітки: інструменту, вставка, породоруйнуючого
Формула / Реферат:
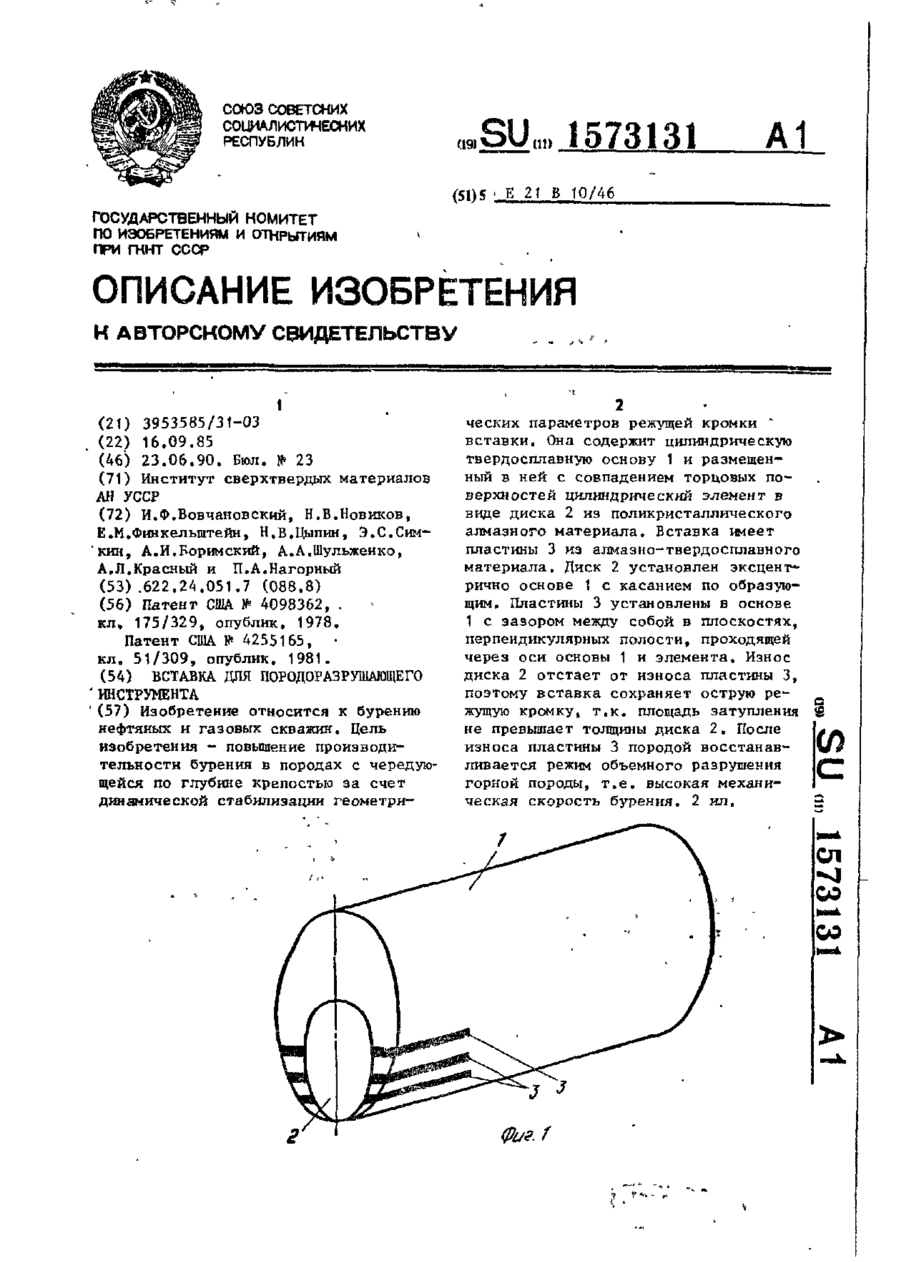
Вставка для породоразрушающего инструмента, содержащая цилиндрическую твердосплавную основу и размещенный в ней с совпадением торцовых поверхностей цилиндрический элемент из поликристаллического алмазного материала, отличающаяся тем, что, с целью повышения производительности бурения в породах с чередующейся по глубине крепостью за счет динамической стабилизации геометрических параметров режущей кромки вставки, она снабжена пластинками из...
Вставка для виливниці
Номер патенту: 20859
Опубліковано: 15.02.2007
Автори: Хричиков Валерій Євгенович, Мазорчук Володимир Федорович, Селівьорстов Вадим Юрійович
МПК: B22D 7/10
Формула / Реферат:
Вставка для виливниці, що містить корпус і кришку у верхній його частині, яка відрізняється тим, що в торці верхньої частини корпуса виконані циліндрові отвори діаметром 0,5-0,3 товщини стінки вставки з відстанню між ними 0,7-1 товщини її стінки і на глибину до 0,45-0,65 загальної її висоти, а в нижній частині вставки по колу виконано не менше трьох отворів висотою 0,10-0,15 висоти вставки та довжиною 0,5-1,0 її товщини, при цьому нижня...
Попередній патент: Спосіб перетворення енергії гравітаційного поля в механічну енергію обертання та теплову енергію робочого тіла
Наступний патент: Пристрій для транспортування рулонів льону
Випадковий патент: Формувач періодичної послідовності пачок з фіксованою кількістю імпульсів в пачці, рівною чотирьом, з перестроюваною тривалістю імпульсів і паузи між пачками