Спосіб ультразвукового просочування безперервних волокнистих наповнювачів полімерними зв’язуючими
Формула / Реферат
1. Спосіб ультразвукового просочування безперервних волокнистих наповнювачів полімерними зв'язуючими, відповідно до якого здійснюють контактний вплив випромінювачами ультразвукових коливань, наприклад, у формі магнітострикційних перетворювачів з площинною випромінюючою пластиною, на поверхню матеріалу із заздалегідь нанесеним на нього полімерним зв'язуючим, який відрізняється тим, що перед нанесенням полімерного зв'язуючого на безперервний волокнистий матеріал здійснюють попередню контактну ультразвукову обробку поверхні цього матеріалу, а також ультразвукову обробку полімерного зв'язуючого, а контактний вплив ультразвукових коливань на безперервний волокнистий матеріал із нанесеним на нього полімерним зв'язуючим здійснюють з дозованим зусиллям притискання поверхні випромінювачів до поверхні оброблюваного матеріалу.
2. Спосіб за п. 1, який відрізняється тим, що здійснюють попередню ультразвукову обробку полімерного зв'язуючого при варіації робочого тиску і амплітуди ультразвукових коливань.
Текст
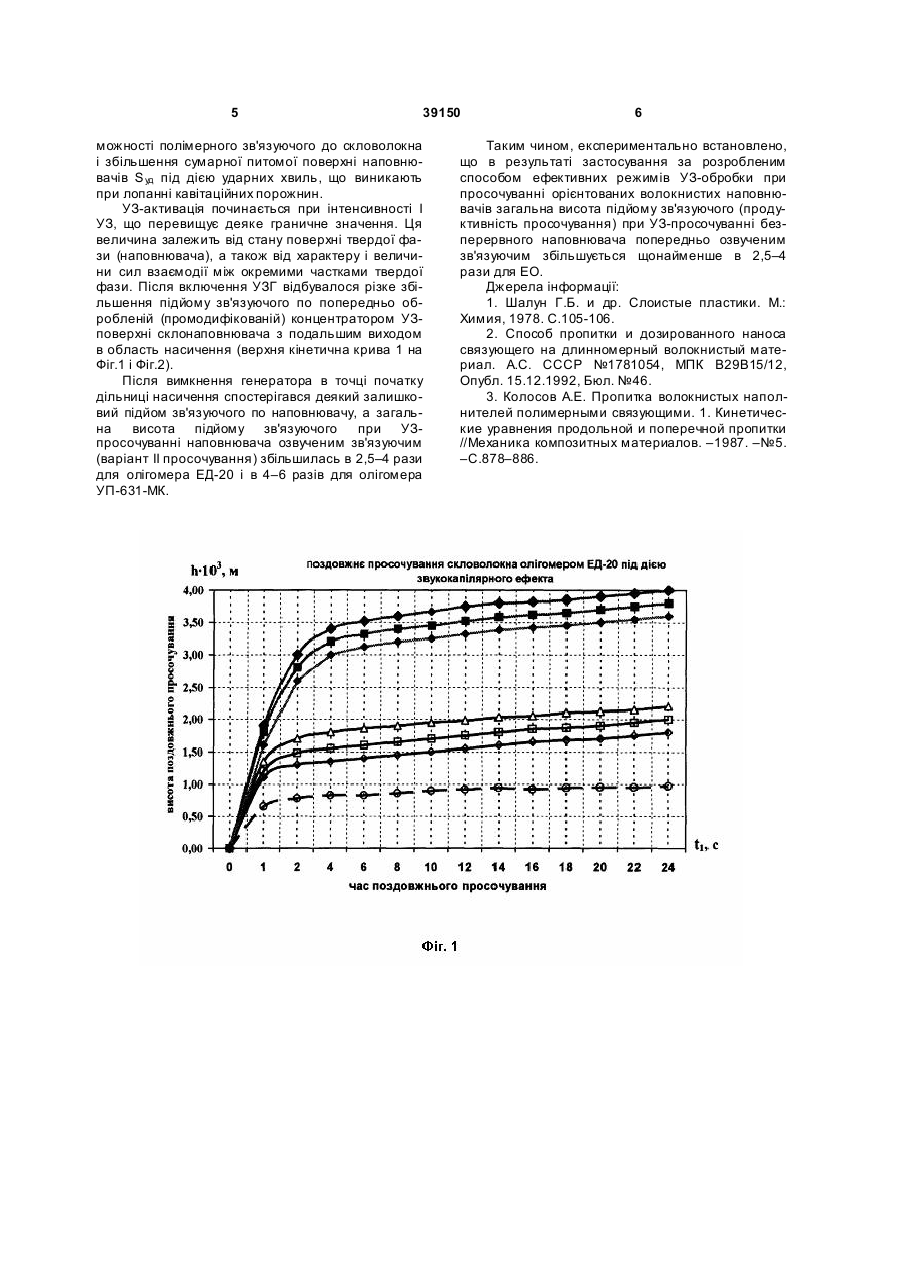
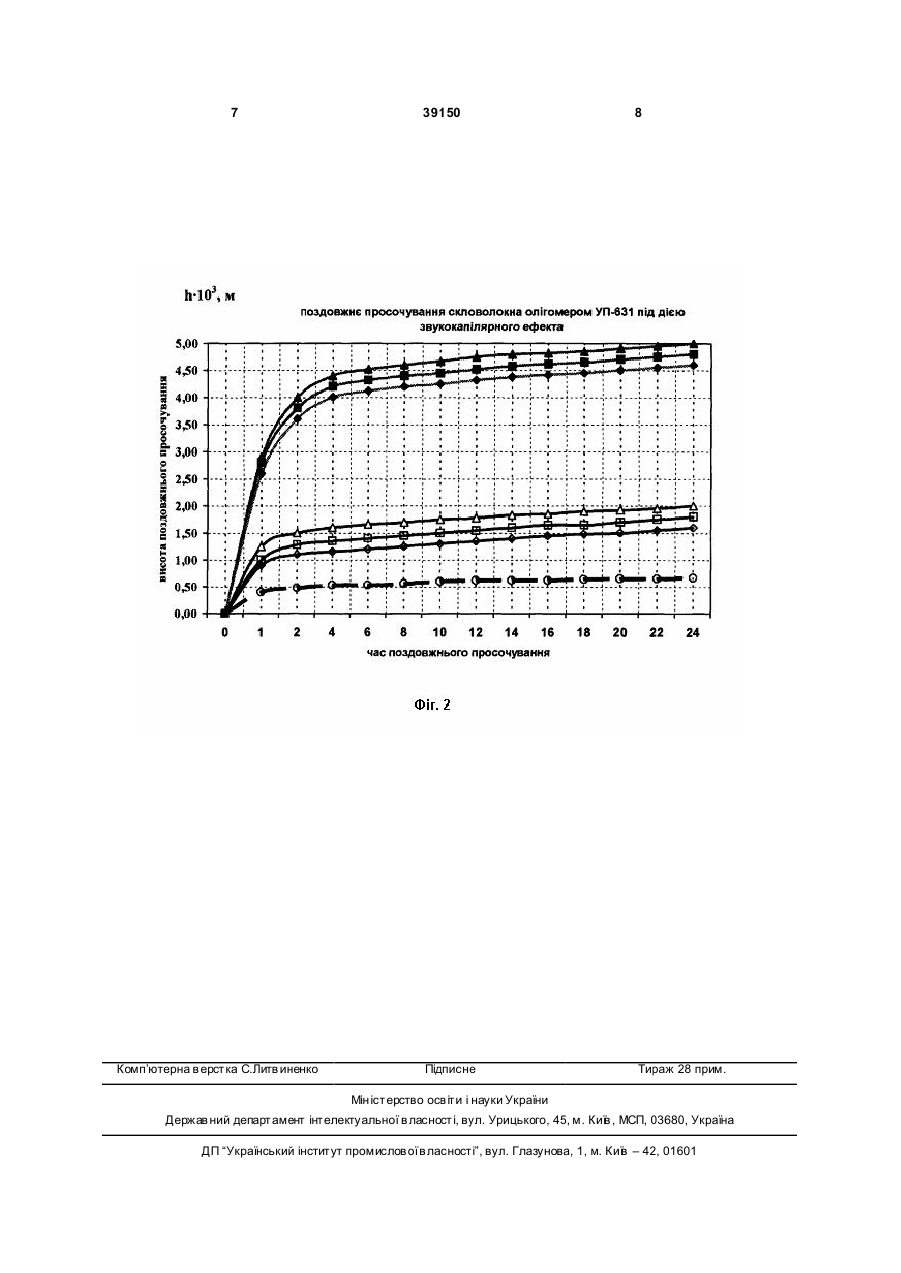
1. Спосіб ультразвукового просочування безперервних волокнистих наповнювачів полімерними зв'язуючими, відповідно до якого здійснюють контактний вплив випромінювачами ультразвукових коливань, наприклад, у формі магнітострикційних перетворювачів з площинною випромінюючою пластиною, на поверхню матеріалу із заздалегідь 3 39150 Вказана задача вирішується тим, що в способі ультразвукового просочування безперервних волокнистих наповнювачів полімерними зв’язуючими, відповідно до якого здійснюють контактний вплив випромінювачами ультразвукових коливань, наприклад, у формі магнітострикційних перетворювачів з площинною випромінюючою пластиною, на поверхню матеріалу із заздалегідь нанесеним на нього полімерним зв’язуючим, новим є те, що, перед нанесенням полімерного зв’язуючого на безперервний волокнистий матеріал здійснюють попередню контактну ультразвукову обробку поверхні цього матеріалу, а також ультразвукову обробку полімерного зв'язуючого, а контактний вплив ультразвукових коливань на безперервний волокнистий матеріал із нанесеним на нього полімерним зв’язуючим здійснюють з дозованим зусиллям притискання поверхні випромінювачів до поверхні матеріалу, що обробляється. Здійснюють попередню ультразвукову обробку полімерного зв'язуючого при варіації робочого тиску і амплітуди ультразвукових коливань. Перераховані вище ознаки складають сутність корисної моделі. Наявність причинно-наслідного зв'язку між сукупністю істотних ознак корисної моделі і технічним результатом, що досягається, полягає в наступному. Досліджували такі режими процесу поздовжнього (уздовж волокон) УЗ-просочування безперервних волокнистих наповнювачів: 1). просочування наповнювача неозвученим і озвученим УЗ-полем по оптимальному режиму зв'язуючим і контактний УЗ-вплив концентратором на наповнювач, що просочується, неозвученим і озвученим зв'язуючим (перший варіант/ просочування); 2). короткочасний контактний УЗ-вплив концентратором на поверхню непросоченого наповнювача і УЗ-обробка просоченого обробленого (модифікованого) наповнювача попередньо обробленим УЗ (озвученим) зв'язуючим (другий варіант II просочування, що відповідає розробленому способу). Крім того, здійснюють попередню ультразвукову обробку полімерного зв'язуючого при варіації робочого тиску і амплітуди ультразвукових коливань. При УЗ-обробці наповнювача, що просочується, концентратор розташовували в просторі між оправкою і дзеркалом зв'язуючого й теплообмінником, що полегшувало видалення повітряних включень з міжволоконного простору наповнювача. А за рахунок присутності надлишку зв'язуючого в зоні роботи концентратора при русі наповнювача через зв'язуюче відбувався рівномірний розподіл зв'язуючого по перетину наповнювача, що просочується. У свою чергу, здійснення попередньої двосторонньої контактної ультразвукової обробки поверхні безперервного волокнистого матеріалу, що не просочився, у тому числі з дозованим зусиллям притискання поверхні випромінювачів до поверхні матеріалу, що обробляється, сприяє підвищенню ефективності модифікації поверхні непросоченого наповнювача. 4 Кінетику просочування також оцінювали за наступним теоретичним кінетичним рівнянням [3]: t= h h2 , 2s cos q rеф (1) де t – час (поздовжнього) просочування, с; h – в'язкість рідини, Па×с; h – висота підйому просочувальної рідини, м×10-6; rеф – ефективний радіус пор, м×10-6; Q – крайовий кут змочування, град. Оптимальне зусилля натягнення наповнювача в процесі просочування Nopt становило для безперервного скловолокнистого наповнювача Nopt=3,5Н/м. На Фіг.1 і Фіг.2 представлені кінетичні криві поздовжнього просочування скловолокна епоксидними олігомерами (ЕО) ЕД-20 і УП-631-МК при температурі просочення 50°С по двох вищеозначених варіантах (I і II) просочування. На Фіг.1 і Фіг.2 прийняті наступні позначення: (о) – кінетична крива "вільного" просочування (тобто без дії УЗ); () – теоретична кінетична крива, отримана по рівнянню (1) за першим (I) варіантом УЗпросочування при частоті УЗ ¦=17кГц; (D) – експериментальна кінетична крива, отримана за першим (І) варіантом УЗ-просочування при частоті УЗ ¦=17кГц при амплітуді 5мкм за нормального робочого тиску; (à) – експериментальна кінетична крива, отримана за першим (І) варіантом УЗ-просочування при частоті УЗ ¦=22кГц при амплітуді 15мкм за підвищеного робочого тиску; ( ) – теоретична кінетична крива, отримана по рівнянню (1) за другим (II) варіантом УЗпросочування при частоті УЗ ¦=17кГц; (▲) – експериментальна кінетична крива, отримана за другим (II) варіантом УЗ-просочування при частоті УЗ ¦=17кГц за нормального робочого тиску; (♦) – експериментальна кінетична крива, отримана за другим (II) варіантом УЗ-просочування при частоті УЗ ¦=17кГц за підвищеного робочого тиску. При контакті з олігомером ЕД-20 (див. Фіг.1) кінетична крива поздовжнього просочування монотонно підіймається вгору і через 15с виходить на кінець дільниці (плато) насичення. У випадку просочування наповнювача озвученим по комбінованому (оптимальному) режиму олігомером час виходу в область насичення меншає в два-три рази, а висота підйому олігомера по волокну збільшується у два-три рази (варіант II просочування). При просочуванні озвученим олігомером УП631-МК (див. фіг. 2) швидкість і висота поздовжнього просочування збільшуються ще більше, тобто цей олігомер є більш чутливим до УЗ-впливу. При цьому максимуму висоти поздовжнього просочування відповідає мінімальне значення часу поздовжнього просочування t1. У результаті контактної УЗ-дії протягом деякого малого часу (0,5–10с) відбувається активація поверхні скловолокнистих наповнювачів, а також спостерігається поліпшення змочувальної спро 5 39150 можності полімерного зв'язуючого до скловолокна і збільшення сумарної питомої поверхні наповнювачів S yд під дією ударних хвиль, що виникають при лопанні кавітаційних порожнин. УЗ-активація починається при інтенсивності І УЗ, що перевищує деяке граничне значення. Ця величина залежить від стану поверхні твердої фази (наповнювача), а також від характеру і величини сил взаємодії між окремими частками твердої фази. Після включення УЗГ відбувалося різке збільшення підйому зв'язуючого по попередньо обробленій (промодифікованій) концентратором УЗповерхні склонаповнювача з подальшим виходом в область насичення (верхня кінетична крива 1 на Фіг.1 і Фіг.2). Після вимкнення генератора в точці початку дільниці насичення спостерігався деякий залишковий підйом зв'язуючого по наповнювачу, а загальна висота підйому зв'язуючого при УЗпросочуванні наповнювача озвученим зв'язуючим (варіант ІІ просочування) збільшилась в 2,5–4 рази для олігомера ЕД-20 і в 4–6 разів для олігомера УП-631-МК. 6 Таким чином, експериментально встановлено, що в результаті застосування за розробленим способом ефективних режимів УЗ-обробки при просочуванні орієнтованих волокнистих наповнювачів загальна висота підйому зв'язуючого (продуктивність просочування) при УЗ-просочуванні безперервного наповнювача попередньо озвученим зв'язуючим збільшується щонайменше в 2,5–4 рази для ЕО. Джерела інформації: 1. Шалун Г.Б. и др. Слоистые пластики. М.: Химия, 1978. С.105-106. 2. Способ пропитки и дозированного наноса связующего на длинномерный волокнистый материал. А.С. СССР №1781054, МПК В29В15/12, Опубл. 15.12.1992, Бюл. №46. 3. Колосов А.Е. Пропитка волокнистых наполнителей полимерными связующими. 1. Кинетические уравнения продольной и поперечной пропитки //Механика композитных материалов. –1987. –№5. –С.878–886. 7 Комп’ютерна в ерстка C.Литв иненко 39150 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of ultrasonic impregnation of continuous fibrous fillers with polymeric binding agents
Автори англійськоюKolosov Oleksandr Yevhenovych
Назва патенту російськоюСпособ ультразвуковой пропитки непрерывных волокнистых наполнителей полимерными вяжущими
Автори російськоюКолосов Александр Евгеньевич
МПК / Мітки
МПК: B29B 15/08
Мітки: спосіб, наповнювачів, волокнистих, безперервних, полімерними, просочування, ультразвукового, зв'язуючими
Код посилання
<a href="https://ua.patents.su/4-39150-sposib-ultrazvukovogo-prosochuvannya-bezperervnikh-voloknistikh-napovnyuvachiv-polimernimi-zvyazuyuchimi.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукового просочування безперервних волокнистих наповнювачів полімерними зв’язуючими</a>
Спосіб ультразвукового виготовлення препрегу на основі епоксидних зв’язуючих і волокнистих наповнювачів
Номер патенту: 39146
Опубліковано: 10.02.2009
Автор: Колосов Олександр Євгенович
МПК: B05C 3/02, D06M 10/00, C08J 5/24
Мітки: спосіб, ультразвукового, епоксидних, виготовлення, основі, наповнювачів, зв'язуючих, препрегу, волокнистих
Формула / Реферат:
Спосіб ультразвукового виготовлення препрегу на основі епоксидних зв'язуючих і волокнистих наповнювачів, що включає просочування однієї частини волокнистого наповнювача епоксидною смолою, а другої - отверджувачем епоксидної смоли, а потім роздільно просочені препреги суміщають, намотують на приймальний валик і піддають затвердінню, який відрізняється тим, що проводять роздільне ультразвукове просочення обох частин волокнистого наповнювача,...
Пристрій для оптичного дослідження кінетики поздовжнього просочення волокнистих наповнювачів полімерними зв’язуючими
Номер патенту: 38919
Опубліковано: 26.01.2009
Автор: Колосов Олександр Євгенович
МПК: B05C 3/00
Мітки: дослідження, оптичного, полімерними, просочення, зв'язуючими, поздовжного, пристрій, волокнистих, наповнювачів, кінетики
Формула / Реферат:
1. Пристрій для оптичного дослідження кінетики поздовжнього просочення волокнистих наповнювачів, переважно джгутового типу, полімерними зв'язуючими, що містить датчик натягнення наповнювача, теплообмінну камеру зі штуцерами для подачі і зливу теплоносія, два фіксуючих елементи для розташування між ними зразка, джерела освітлення і реєструючий пристрій з шкалою вимірювання рівня просочення, який відрізняється тим, що теплообмінна камера...
Спосіб активації поверхні сухих дисперсних волокнистих наповнювачів
Номер патенту: 30126
Опубліковано: 11.02.2008
Автор: Колосов Олександр Євгенович
МПК: G01N 33/36, B29B 15/08
Мітки: наповнювачів, сухих, спосіб, дисперсних, волокнистих, активації, поверхні
Формула / Реферат:
1. Спосіб активації поверхні сухих дисперсних волокнистих наповнювачів, що включає контактний вплив на поверхню дисперсного волокнистого наповнювача перед просочуванням, який відрізняється тим, що контактний вплив здійснюють у замкнутому сферичному об'ємі у вигляді низькочастотних ультразвукових коливань, джерело яких розміщують симетрично відносно вертикальної осі симетрії цього об'єму і унизу.2. Спосіб за п. 1, який відрізняється...
Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв`язуючими
Номер патенту: 39145
Опубліковано: 10.02.2009
Автор: Колосов Олександр Євгенович
Мітки: волокнистих, наповнювачів, епоксидними, зв'язуючими, орієнтованих, просочення, спосіб
Формула / Реферат:
Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв'язуючими, що включає транспортування наповнювача, його ультразвукове просочення у ванні із зв'язуючим і подальшу сушку, який відрізняється тим, що епоксидне зв'язуюче перед просоченням піддають об'ємній ультразвуковій обробці протягом 2-35 хв при інтенсивності коливань від 3 до 5 Вт/см2, частоті від 16 до 18 кГц, амплітуді від 8 до 14 мкм при температурі від 80 до...
Спосіб дослідження процесу просочення тканих волокнистих матеріалів полімерними зв’язуючими
Номер патенту: 43268
Опубліковано: 15.11.2001
Автори: Колосов Олександр Євгенович, Федоткін Ігор Михайлович, Кудряченко Віктор Володимирович
МПК: G01N 33/36, G01N 15/08
Мітки: спосіб, зв'язуючими, матеріалів, процесу, дослідження, полімерними, тканих, волокнистих, просочення
Формула / Реферат:
1. Спосіб дослідження процесу просочення тканих волокнистих матеріалів полімерними зв'язуючими, що полягає в деформуванні зразка матеріалу, що просочується, шляхом його розтягнення, подачі на поверхню матеріалу зверху дози полімерного звязуючого і подальшої реєстрації міри просочення по значенню світлоперепускання зразка, що просочується, при освітленні його поверхні з боку нанесення полімерного зв’язуючого світлом, який відрізняється тим, що...
Попередній патент: Спосіб вимірювання шорсткості поверхні в процесі виготовлення деталі
Наступний патент: Пристрій для замірювання температури зони різання
Випадковий патент: Спосіб компенсації йодного дефіциту у дітей