Спосіб термогідростатування пастованих електродних пластин в процесі оксидації та сульфатації свіжонамазаних паст і пристрій для його здійснення
Номер патенту: 40498
Опубліковано: 16.07.2001
Автори: Олійник Віктор Григорович, Ларьонишев Євген Вікторович, Скосар Юрій Іванович, Дзензерський Віктор Олександрович, Буряк Олександр Панасович, Анікеєв Євген Володимирович, Гриненко Олександр Іванович
Формула / Реферат
1. Спосіб термогідростатування пастованих електродних пластин для свинцево-кислотних акумуляторів в процесі оксидації та сульфатації свіжонамазаних паст, що полягає в укладанні пластин в пакети, розміщенні в термогідрокамері, і обробці у заданому режимі до отримання нормативного вмісту залишкового свинцю, який відрізняється тим, що крайні в пакетах електродні пластини захищають від прискореної втрати води за допомогою пристрою, створюючого для крайніх пластин рівні по відношенню до усіх інших електродів у пакеті умови тепловологообміну з атмосферою камери.
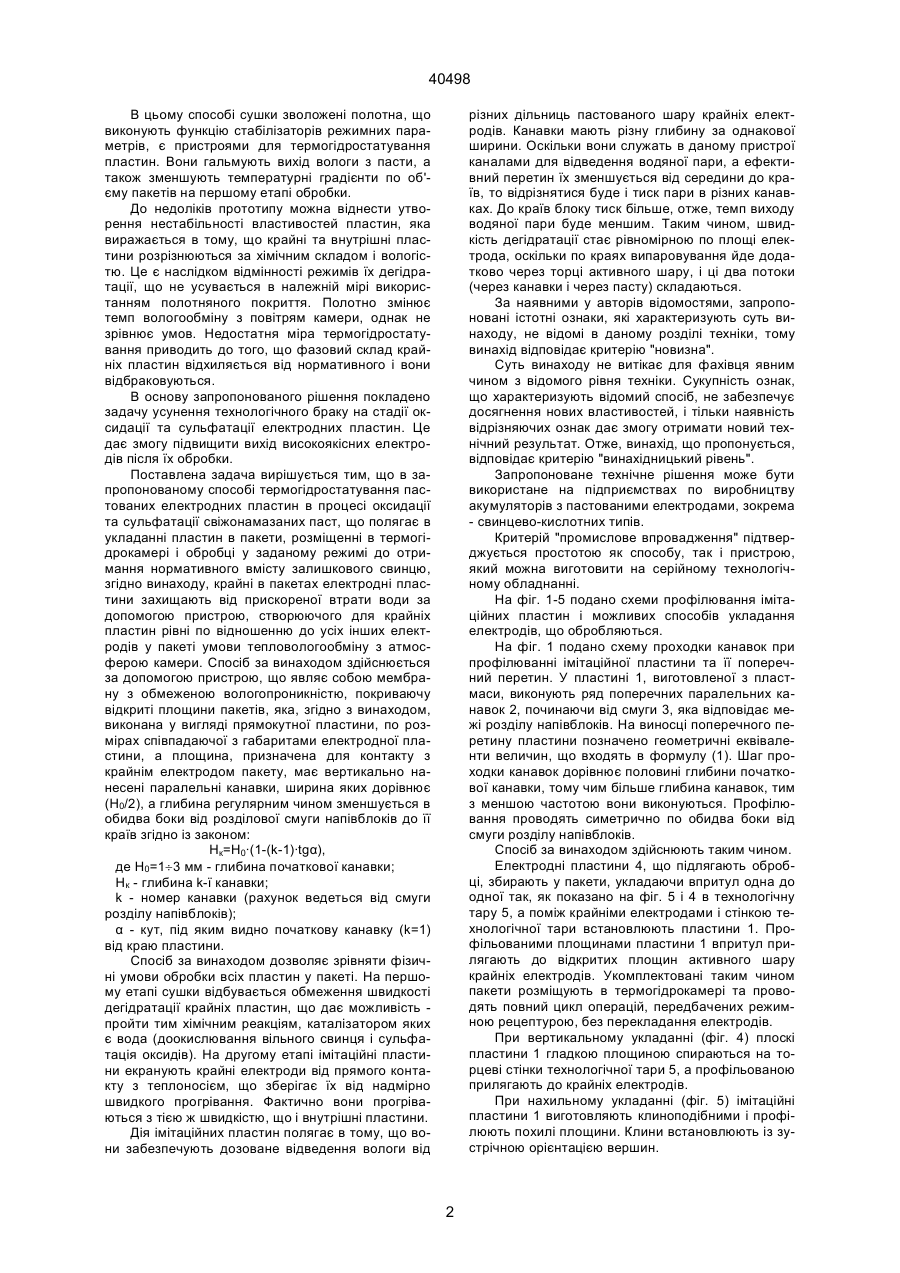
2. Пристрій для термогідростатування пастованих електродних пластин для свинцево-кислотних акумуляторів в процесі оксидації та сульфітації свіжонамазаних паст, що містить мембрану з обмеженою вологопроникністю, покриваючу відкриті площини пакетів, який відрізняється тим, що мембрана виконана у вигляді прямокутної пластини, по розмірах співпадаючої з габаритами електродної пластини, а площина, призначена для контакту з крайнім електродом пакета, має вертикально нанесені паралельні канавки, ширина яких дорівнює (Н0/2), а глибина регулярним чином зменшується в обидва боки від розділової смуги півблоків до її країв згідно із законом:
Hк=H0·(l-(k-l)·tgα),
де Н0 = 1 ¸ 3 мм - глибина початкової канавки;
Нк - глибина k-ї канавки;
k - номер канавки (рахунок ведеться від смуги розділу півблоків);
α - кут, під яким видно початкову канавку (k=1) від краю пластини.
Текст
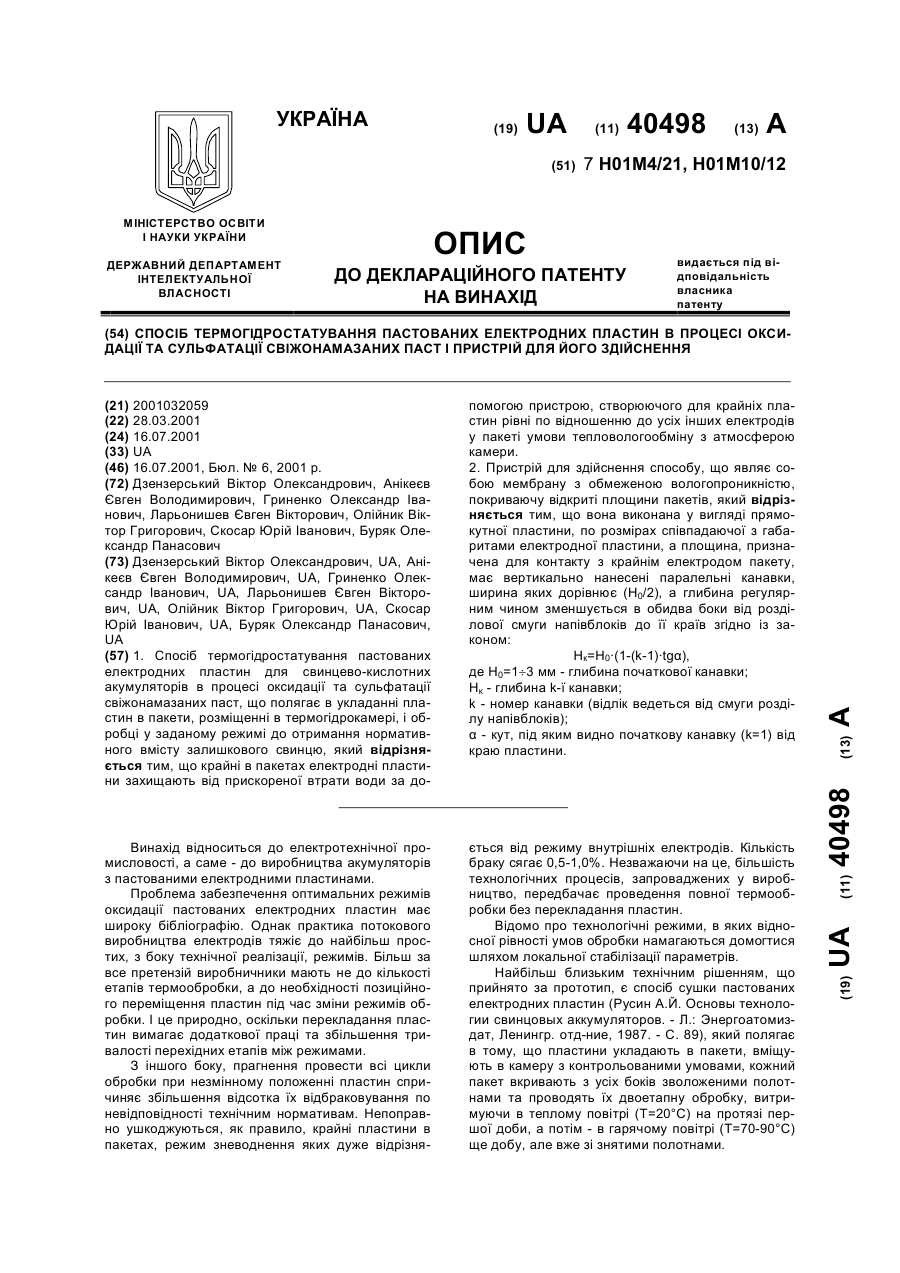
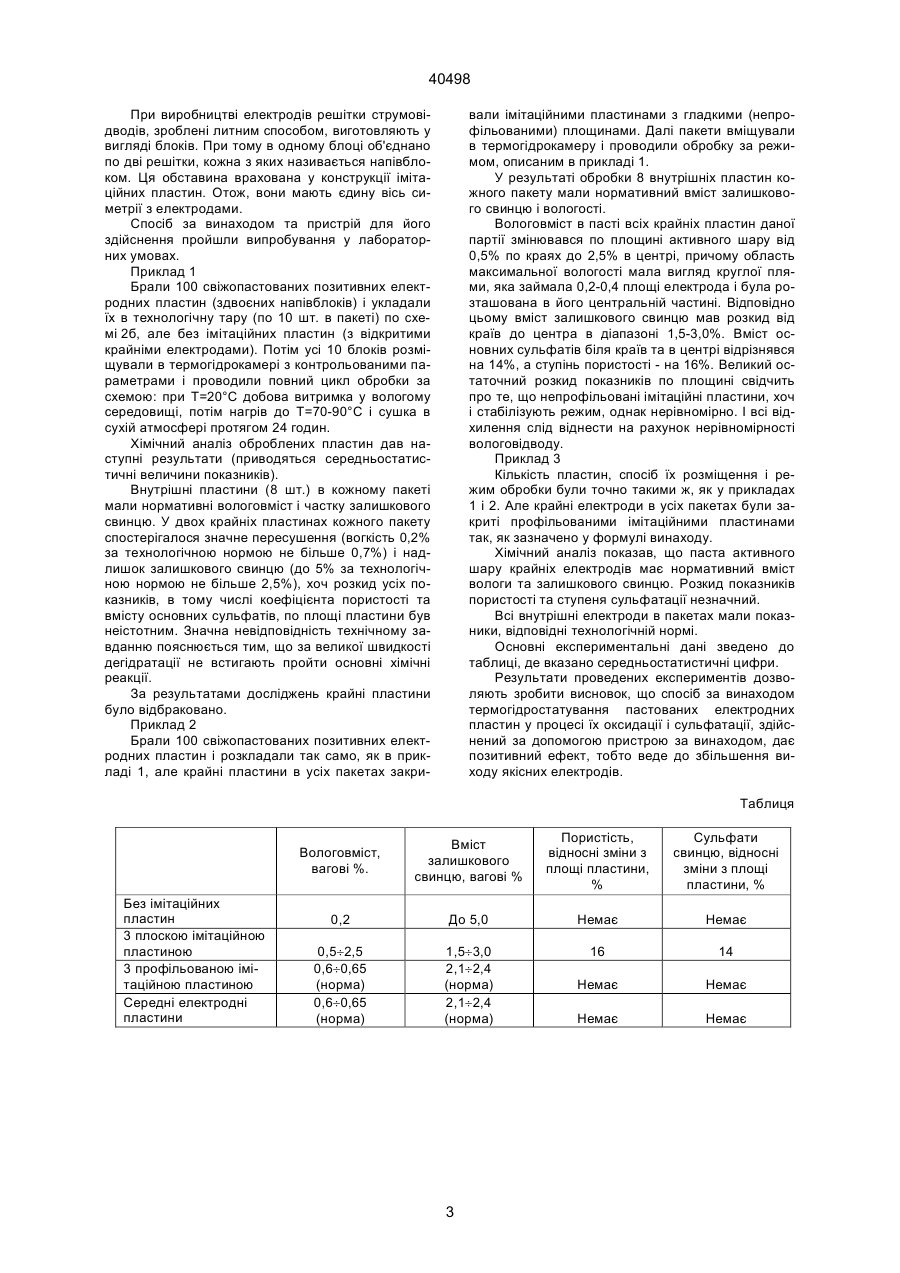
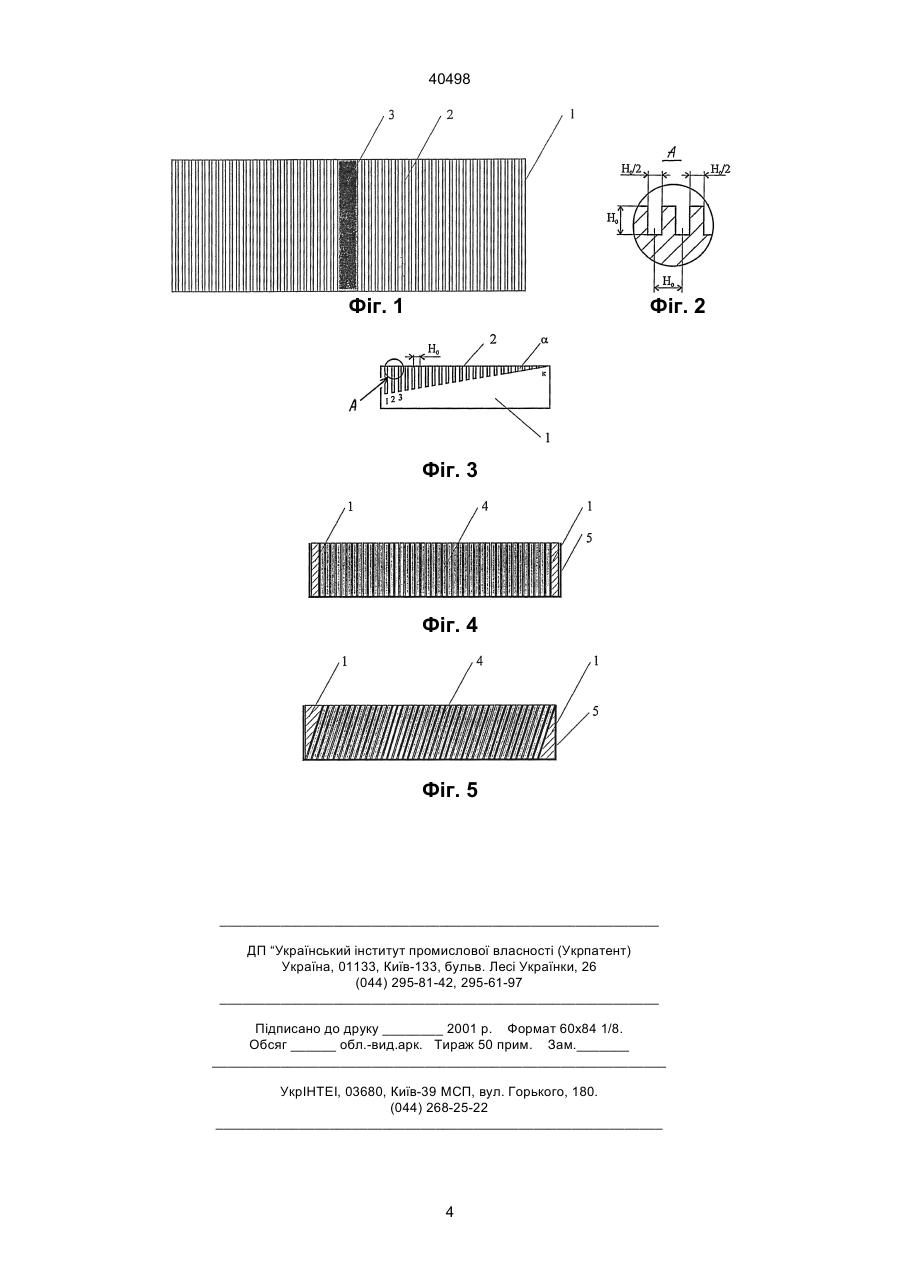
1. Спосіб термогідростатування пастованих електродних пластин для свинцево-кислотних акумуляторів в процесі оксидації та сульфатації свіжонамазаних паст, що полягає в укладанні пластин в пакети, розміщенні в термогідрокамері, і обробці у заданому режимі до отримання нормативного вмісту залишкового свинцю, який відрізняється тим, що крайні в пакетах електродні пластини захищають від прискореної втрати води за до А (54) СПОСІБ ТЕРМОГІДРОСТАТУВАННЯ ПАСТОВАНИХ ЕЛЕКТРОДНИХ ПЛАСТИН В ПРОЦЕСІ ОКСИДАЦІЇ ТА СУЛЬФАТАЦІЇ СВІЖОНАМАЗАНИХ ПАСТ І ПРИСТРІЙ ДЛЯ ЙОГО ЗДІЙСНЕННЯ 40498 В цьому способі сушки зволожені полотна, що виконують функцію стабілізаторів режимних параметрів, є пристроями для термогідростатування пластин. Вони гальмують вихід вологи з пасти, а також зменшують температурні градієнти по об'єму пакетів на першому етапі обробки. До недоліків прототипу можна віднести утворення нестабільності властивостей пластин, яка виражається в тому, що крайні та внутрішні пластини розрізнюються за хімічним складом і вологістю. Це є наслідком відмінності режимів їх дегідратації, що не усувається в належній мірі використанням полотняного покриття. Полотно змінює темп вологообміну з повітрям камери, однак не зрівнює умов. Недостатня міра термогідростатування приводить до того, що фазовий склад крайніх пластин відхиляється від нормативного і вони відбраковуються. В основу запропонованого рішення покладено задачу усунення технологічного браку на стадії оксидації та сульфатації електродних пластин. Це дає змогу підвищити вихід високоякісних електродів після їх обробки. Поставлена задача вирішується тим, що в запропонованому способі термогідростатування пастованих електродних пластин в процесі оксидації та сульфатації свіжонамазаних паст, що полягає в укладанні пластин в пакети, розміщенні в термогідрокамері і обробці у заданому режимі до отримання нормативного вмісту залишкового свинцю, згідно винаходу, крайні в пакетах електродні пластини захищають від прискореної втрати води за допомогою пристрою, створюючого для крайніх пластин рівні по відношенню до усіх інших електродів у пакеті умови тепловологообміну з атмосферою камери. Спосіб за винаходом здійснюється за допомогою пристрою, що являє собою мембрану з обмеженою вологопроникністю, покриваючу відкриті площини пакетів, яка, згідно з винаходом, виконана у вигляді прямокутної пластини, по розмірах співпадаючої з габаритами електродної пластини, а площина, призначена для контакту з крайнім електродом пакету, має вертикально нанесені паралельні канавки, ширина яких дорівнює (Н0/2), а глибина регулярним чином зменшується в обидва боки від розділової смуги напівблоків до її країв згідно із законом: Hк=H0·(1-(k-1)·tgα), де Н0=1¸3 мм - глибина початкової канавки; Нк - глибина k-ї канавки; k - номер канавки (рахунок ведеться від смуги розділу напівблоків); α - кут, під яким видно початкову канавку (k=1) від краю пластини. Спосіб за винаходом дозволяє зрівняти фізичні умови обробки всіх пластин у пакеті. На першому етапі сушки відбувається обмеження швидкості дегідратації крайніх пластин, що дає можливість пройти тим хімічним реакціям, каталізатором яких є вода (доокислювання вільного свинця і сульфатація оксидів). На другому етапі імітаційні пластини екранують крайні електроди від прямого контакту з теплоносієм, що зберігає їх від надмірно швидкого прогрівання. Фактично вони прогріваються з тією ж швидкістю, що і внутрішні пластини. Дія імітаційних пластин полягає в тому, що вони забезпечують дозоване відведення вологи від різних дільниць пастованого шару крайніх електродів. Канавки мають різну глибину за однакової ширини. Оскільки вони служать в даному пристрої каналами для відведення водяної пари, а ефективний перетин їх зменшується від середини до країв, то відрізнятися буде і тиск пари в різних канавках. До країв блоку тиск більше, отже, темп виходу водяної пари буде меншим. Таким чином, швидкість дегідратації стає рівномірною по площі електрода, оскільки по краях випаровування йде додатково через торці активного шару, і ці два потоки (через канавки і через пасту) складаються. За наявними у авторів відомостями, запропоновані істотні ознаки, які характеризують суть винаходу, не відомі в даному розділі техніки, тому винахід відповідає критерію "новизна". Суть винаходу не витікає для фахівця явним чином з відомого рівня техніки. Сукупність ознак, що характеризують відомий спосіб, не забезпечує досягнення нових властивостей, і тільки наявність відрізняючих ознак дає змогу отримати новий технічний результат. Отже, винахід, що пропонується, відповідає критерію "винахідницький рівень". Запропоноване технічне рішення може бути використане на підприємствах по виробництву акумуляторів з пастованими електродами, зокрема - свинцево-кислотних типів. Критерій "промислове впровадження" підтверджується простотою як способу, так і пристрою, який можна виготовити на серійному технологічному обладнанні. На фіг. 1-5 подано схеми профілювання імітаційних пластин і можливих способів укладання електродів, що обробляються. На фіг. 1 подано схему проходки канавок при профілюванні імітаційної пластини та її поперечний перетин. У пластині 1, виготовленої з пластмаси, виконують ряд поперечних паралельних канавок 2, починаючи від смуги 3, яка відповідає межі розділу напівблоків. На виносці поперечного перетину пластини позначено геометричні еквіваленти величин, що входять в формулу (1). Шаг проходки канавок дорівнює половині глибини початкової канавки, тому чим більше глибина канавок, тим з меншою частотою вони виконуються. Профілювання проводять симетрично по обидва боки від смуги розділу напівблоків. Спосіб за винаходом здійснюють таким чином. Електродні пластини 4, що підлягають обробці, збирають у пакети, укладаючи впритул одна до одної так, як показано на фіг. 5 і 4 в технологічну тару 5, а поміж крайніми електродами і стінкою технологічної тари встановлюють пластини 1. Профільованими площинами пластини 1 впритул прилягають до відкритих площин активного шару крайніх електродів. Укомплектовані таким чином пакети розміщують в термогідрокамері та проводять повний цикл операцій, передбачених режимною рецептурою, без перекладання електродів. При вертикальному укладанні (фіг. 4) плоскі пластини 1 гладкою площиною спираються на торцеві стінки технологічної тари 5, а профільованою прилягають до крайніх електродів. При нахильному укладанні (фіг. 5) імітаційні пластини 1 виготовляють клиноподібними і профілюють похилі площини. Клини встановлюють із зустрічною орієнтацією вершин. 2 40498 При виробництві електродів решітки струмовідводів, зроблені литним способом, виготовляють у вигляді блоків. При тому в одному блоці об'єднано по дві решітки, кожна з яких називається напівблоком. Ця обставина врахована у конструкції імітаційних пластин. Отож, вони мають єдину вісь симетрії з електродами. Спосіб за винаходом та пристрій для його здійснення пройшли випробування у лабораторних умовах. Приклад 1 Брали 100 свіжопастованих позитивних електродних пластин (здвоєних напівблоків) і укладали їх в технологічну тару (по 10 шт. в пакеті) по схемі 2б, але без імітаційних пластин (з відкритими крайніми електродами). Потім усі 10 блоків розміщували в термогідрокамері з контрольованими параметрами і проводили повний цикл обробки за схемою: при Т=20°С добова витримка у вологому середовищі, потім нагрів до Т=70-90°С і сушка в сухій атмосфері протягом 24 годин. Хімічний аналіз оброблених пластин дав наступні результати (приводяться середньостатистичні величини показників). Внутрішні пластини (8 шт.) в кожному пакеті мали нормативні вологовміст і частку залишкового свинцю. У двох крайніх пластинах кожного пакету спостерігалося значне пересушення (вогкість 0,2% за технологічною нормою не більше 0,7%) і надлишок залишкового свинцю (до 5% за технологічною нормою не більше 2,5%), хоч розкид усіх показників, в тому числі коефіцієнта пористості та вмісту основних сульфатів, по площі пластини був неістотним. Значна невідповідність технічному завданню пояснюється тим, що за великої швидкості дегідратації не встигають пройти основні хімічні реакції. За результатами досліджень крайні пластини було відбраковано. Приклад 2 Брали 100 свіжопастованих позитивних електродних пластин і розкладали так само, як в прикладі 1, але крайні пластини в усіх пакетах закри вали імітаційними пластинами з гладкими (непрофільованими) площинами. Далі пакети вміщували в термогідрокамеру і проводили обробку за режимом, описаним в прикладі 1. У результаті обробки 8 внутрішніх пластин кожного пакету мали нормативний вміст залишкового свинцю і вологості. Вологовміст в пасті всіх крайніх пластин даної партії змінювався по площині активного шару від 0,5% по краях до 2,5% в центрі, причому область максимальної вологості мала вигляд круглої плями, яка займала 0,2-0,4 площі електрода і була розташована в його центральній частині. Відповідно цьому вміст залишкового свинцю мав розкид від країв до центра в діапазоні 1,5-3,0%. Вміст основних сульфатів біля країв та в центрі відрізнявся на 14%, а ступінь пористості - на 16%. Великий остаточний розкид показників по площині свідчить про те, що непрофільовані імітаційні пластини, хоч і стабілізують режим, однак нерівномірно. І всі відхилення слід віднести на рахунок нерівномірності вологовідводу. Приклад 3 Кількість пластин, спосіб їх розміщення і режим обробки були точно такими ж, як у прикладах 1 і 2. Але крайні електроди в усіх пакетах були закриті профільованими імітаційними пластинами так, як зазначено у формулі винаходу. Хімічний аналіз показав, що паста активного шару крайніх електродів має нормативний вміст вологи та залишкового свинцю. Розкид показників пористості та ступеня сульфатації незначний. Всі внутрішні електроди в пакетах мали показники, відповідні технологічній нормі. Основні експериментальні дані зведено до таблиці, де вказано середньостатистичні цифри. Результати проведених експериментів дозволяють зробити висновок, що спосіб за винаходом термогідростатування пастованих електродних пластин у процесі їх оксидації і сульфатації, здійснений за допомогою пристрою за винаходом, дає позитивний ефект, тобто веде до збільшення виходу якісних електродів. Таблиця Вологовміст, вагові %. Без імітаційних пластин 3 плоскою імітаційною пластиною 3 профільованою імітаційною пластиною Середні електродні пластини Вміст залишкового свинцю, вагові % Пористість, відносні зміни з площі пластини, % Сульфати свинцю, відносні зміни з площі пластини, % 0,2 До 5,0 Немає Немає 0,5¸2,5 0,6¸0,65 (норма) 0,6¸0,65 (норма) 1,5¸3,0 2,1¸2,4 (норма) 2,1¸2,4 (норма) 16 14 Немає Немає Немає Немає 3 40498 Фіг. 1 Фіг. 2 Фіг. 3 Фіг. 4 Фіг. 5 __________________________________________________________ ДП “Український інститут промислової власності (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид.арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Автори англійськоюDzenzerskyi Viktor Oleksandrovych, Skosar Yurii Ivanovych
Автори російськоюДзензерский Виктор Александрович, Дзензерський Виктор Александрович, Скосар Юрий Иванович
МПК / Мітки
МПК: H01M 10/06, H01M 4/16
Мітки: оксидації, паст, пастованих, здійснення, пластин, електродних, спосіб, сульфатації, свіжонамазаних, процесі, пристрій, термогідростатування
Код посилання
<a href="https://ua.patents.su/4-40498-sposib-termogidrostatuvannya-pastovanikh-elektrodnikh-plastin-v-procesi-oksidaci-ta-sulfataci-svizhonamazanikh-past-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб термогідростатування пастованих електродних пластин в процесі оксидації та сульфатації свіжонамазаних паст і пристрій для його здійснення</a>
Спосіб кріплення формних пластин на циліндрі, утвореному обичайкою або формним циліндром друкарської машини глибокого друку та пристрій для його здійснення
Номер патенту: 19314
Опубліковано: 25.12.1997
Автор: Рафаеле Фіна
МПК: B41F 27/12
Мітки: друку, друкарської, машини, здійснення, формним, пристрій, пластин, глибокого, циліндрі, циліндром, спосіб, обичайкою, кріплення, утвореному, формних
Формула / Реферат:
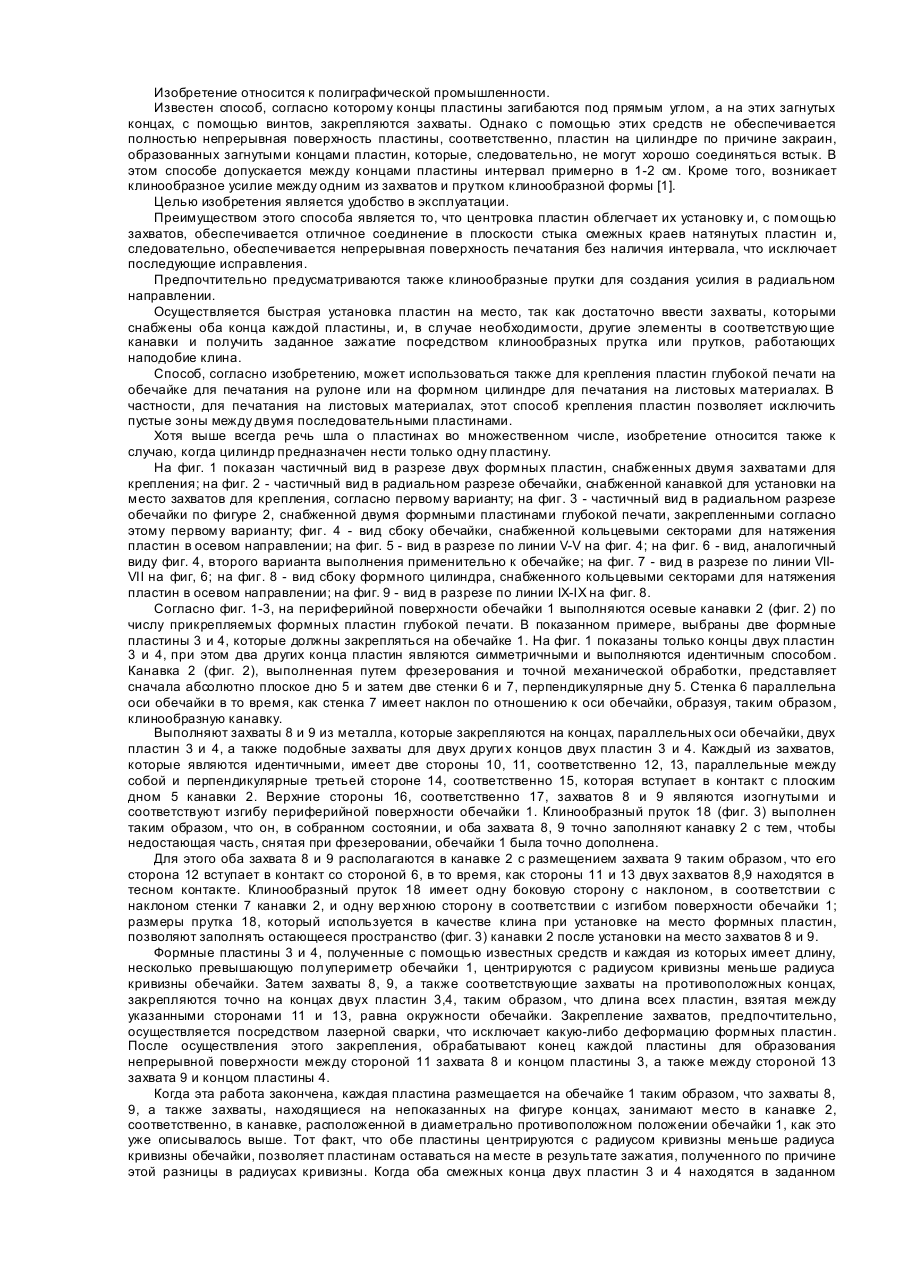
Изобретение относится к полиграфической промышленности.Известен способ, согласно которому концы пластины загибаются под прямым углом, а на этих загнутых концах, с помощью винтов, закрепляются захваты. Однако с помощью этих средств не обеспечивается полностью непрерывная поверхность пластины, соответственно, пластин на цилиндре по причине закраин, образованных загнутыми концами пластин, которые, следовательно, не могут хорошо...
Спосіб розвитку верхнього плечевого поясу спортсмена в процесі тренування та пристрій для його здійснення
Номер патенту: 35193
Опубліковано: 15.03.2001
Автор: Слободянник Ігор Валерійович
МПК: A63B 69/00, A63B 21/00
Мітки: спосіб, розвитку, поясу, процесі, плечевого, тренування, спортсмена, верхнього, здійснення, пристрій
Формула / Реферат:
1. Спосіб розвитку верхнього плечевого поясу спортсмена в процесі тренування, при якому навантажують м'язи рук, відрізняється тим, що спочатку беруть опору кочення, розміщують її між стегнами спортсмена та фіксують на останніх, потім виключають вертикальне навантаження на нижні кінцівки спортсмена від його ваги, шляхом прийняття ним горизонтального положення з опорою на руки та опору кочення, після чого навантажують, м'язи рук, шляхом...
Спосіб захисту органів зору при зварювальному процесі та пристрій для його здійснення
Номер патенту: 18380
Опубліковано: 25.12.1997
Автори: Клушин Микола Пантелійович, Клушин Василь Пантелійович, Клушин Іван Пантелійович
МПК: A61F 9/06
Мітки: зору, зварювальному, процесі, органів, здійснення, пристрій, захисту, спосіб
Формула / Реферат:
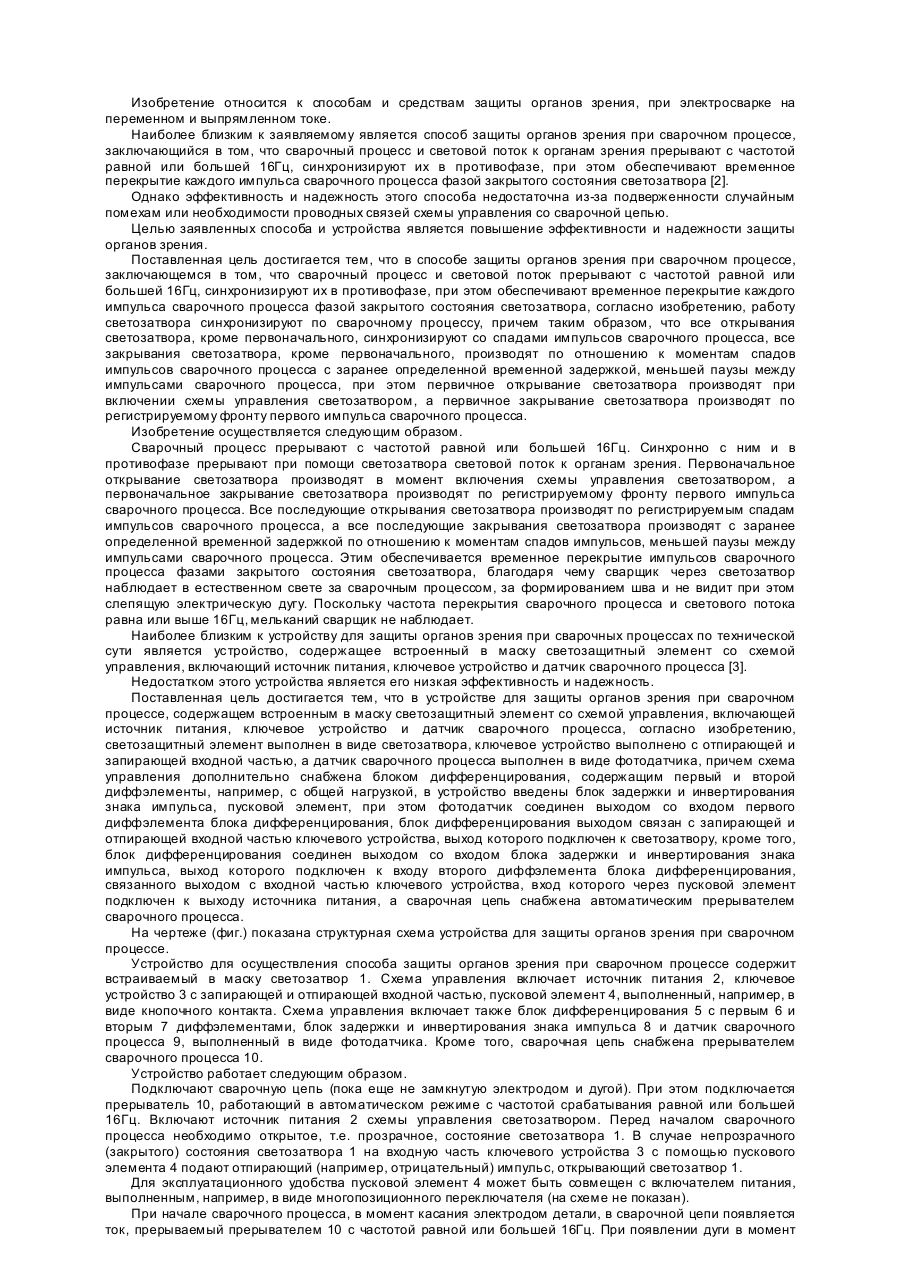
1. Способ защиты органов зрения при сварочном процессе, заключающийся в том, что сварочный процесс и световой поток прерывают с частотой равной или большей 16Гц, синхронизируют их в противофазе, при этом обеспечивают временное перекрытие каждого импульса сварочного процесса фазой закрытого состояния светозатвора, отличающийся тем, что работу светозатвора синхронизируют по сварочному процессу, причем таким образом, что все открывания...
Спосіб керування вологістю формувальних і стержневих сумішей в процесі їх автоматичного виготовлення і пристрій для його здійснення
Номер патенту: 25310
Опубліковано: 30.10.1998
Автори: Кошурко Володимир Олексійович, Горєва Ірина Іванівна, Скрипник Олександр Вікторович
МПК: B22C 5/00
Мітки: пристрій, процесі, керування, вологістю, формувальних, здійснення, сумішей, виготовлення, стержневих, спосіб, автоматичного
Формула / Реферат:
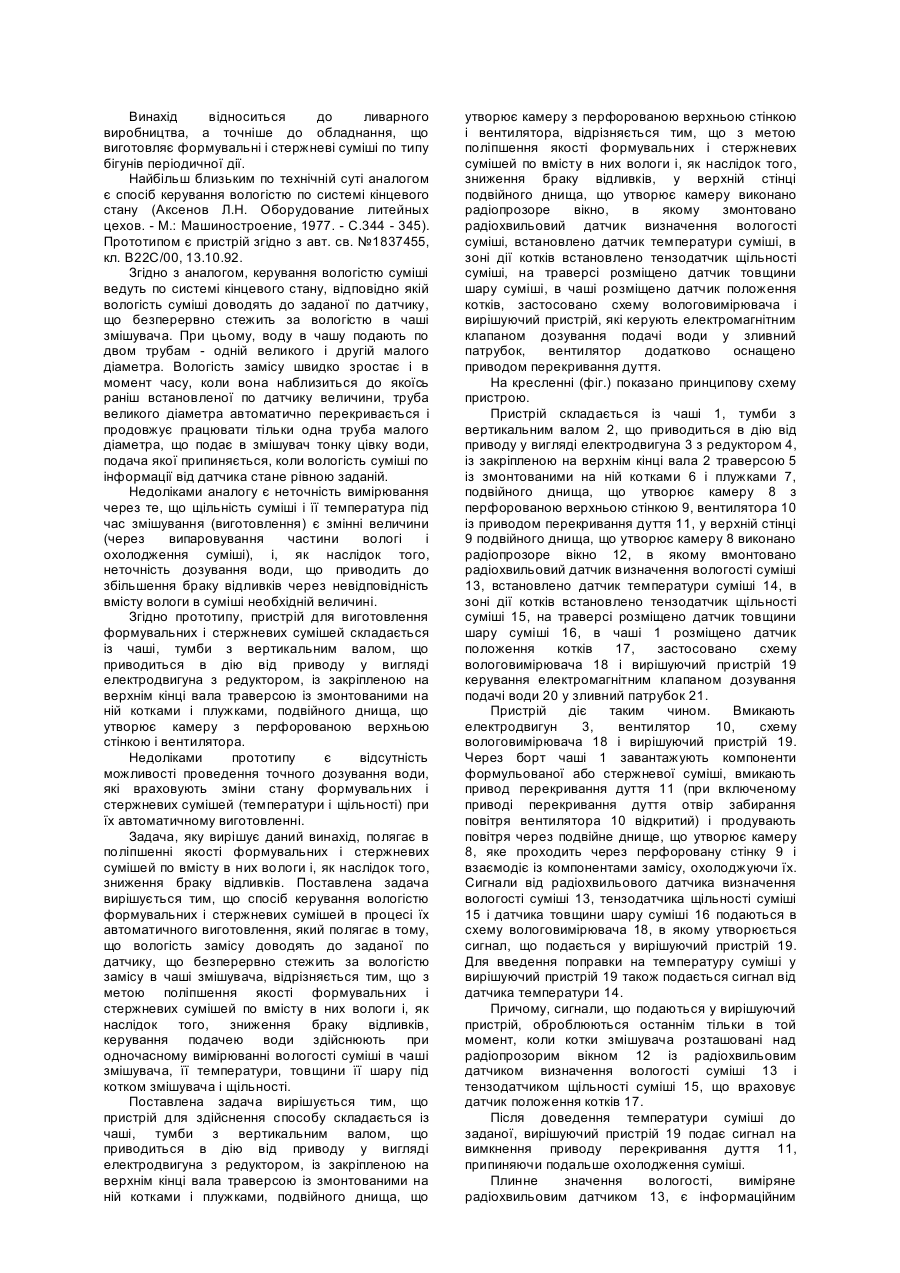
1. Спосіб керування вологістю формувальних і стержневих сумішей в процесі їх автоматичного виготовлення, який полягає в тому, що вологість замісу доводять до заданої по датчику, що безперервно стежить за вологістю замісу в чаші змішувача, який відрізняється тим, що керування подачею води здійснюють при одночасному вимірюванні вологості суміші в чаші змішувача, її температури, товщини її шару під котком змішувача і щільності.2. Пристрій...
Спосіб змащування та охолодження різальних лез інструменту та/або заготовок у процесі обробки металу різанням та пристрій для його здійснення
Номер патенту: 27972
Опубліковано: 16.10.2000
Автор: Валь Вільфрід
МПК: B23Q 11/10, B23D 59/00
Мітки: спосіб, процесі, змащування, різанням, охолодження, здійснення, лез, обробки, інструменту, металу, пристрій, заготовок, різальних
Текст:
...рециркуляции и повторной подготовки. Особенностью предлагаемого способа является и то, что при движении режущего инструмента относительно заготовки средство для снижения трения набрызгивают на участке перед участком резания, а средство для охлаждения непосредственно на участке резания для обеспечения его нанесения на подготовленную ранее смазочную пленку на инструменте. Особенностью предлагаемого способа является и то, что средство для...
Попередній патент: Спосіб лікування генералізованого катарального гінгівіту
Наступний патент: Спосіб збезводнення та знесолення нафти
Випадковий патент: Пристрій для вимірювання електрофізичних властивостей рідкокристалічних матеріалів