Спосіб кріплення формних пластин на циліндрі, утвореному обичайкою або формним циліндром друкарської машини глибокого друку та пристрій для його здійснення
Формула / Реферат
Изобретение относится к полиграфической промышленности.
Известен способ, согласно которому концы пластины загибаются под прямым углом, а на этих загнутых концах, с помощью винтов, закрепляются захваты. Однако с помощью этих средств не обеспечивается полностью непрерывная поверхность пластины, соответственно, пластин на цилиндре по причине закраин, образованных загнутыми концами пластин, которые, следовательно, не могут хорошо соединяться встык. В этом способе допускается между концами пластины интервал примерно в 1-2 см. Кроме того, возникает клинообразное усилие между одним из захватов и прутком клинообразной формы [1].
Целью изобретения является удобство в эксплуатации.
Преимуществом этого способа является то, что центровка пластин облегчает их установку и, с помощью захватов, обеспечивается отличное соединение в плоскости стыка смежных краев натянутых пластин и, следовательно, обеспечивается непрерывная поверхность печатания без наличия интервала, что исключает последующие исправления.
Предпочтительно предусматриваются также клинообразные прутки для создания усилия в радиальном направлении.
Осуществляется быстрая установка пластин на место, так как достаточно ввести захваты, которыми снабжены оба конца каждой пластины, и, в случае необходимости, другие элементы в соответствующие канавки и получить заданное зажатие посредством клинообразных прутка или прутков, работающих наподобие клина.
Способ, согласно изобретению, может использоваться также для крепления пластин глубокой печати на обечайке для печатания на рулоне или на формном цилиндре для печатания на листовых материалах. В частности, для печатания на листовых материалах, этот способ крепления пластин позволяет исключить пустые зоны между двумя последовательными пластинами.
Хотя выше всегда речь шла о пластинах во множественном числе, изобретение относится также к случаю, когда цилиндр предназначен нести только одну пластину.
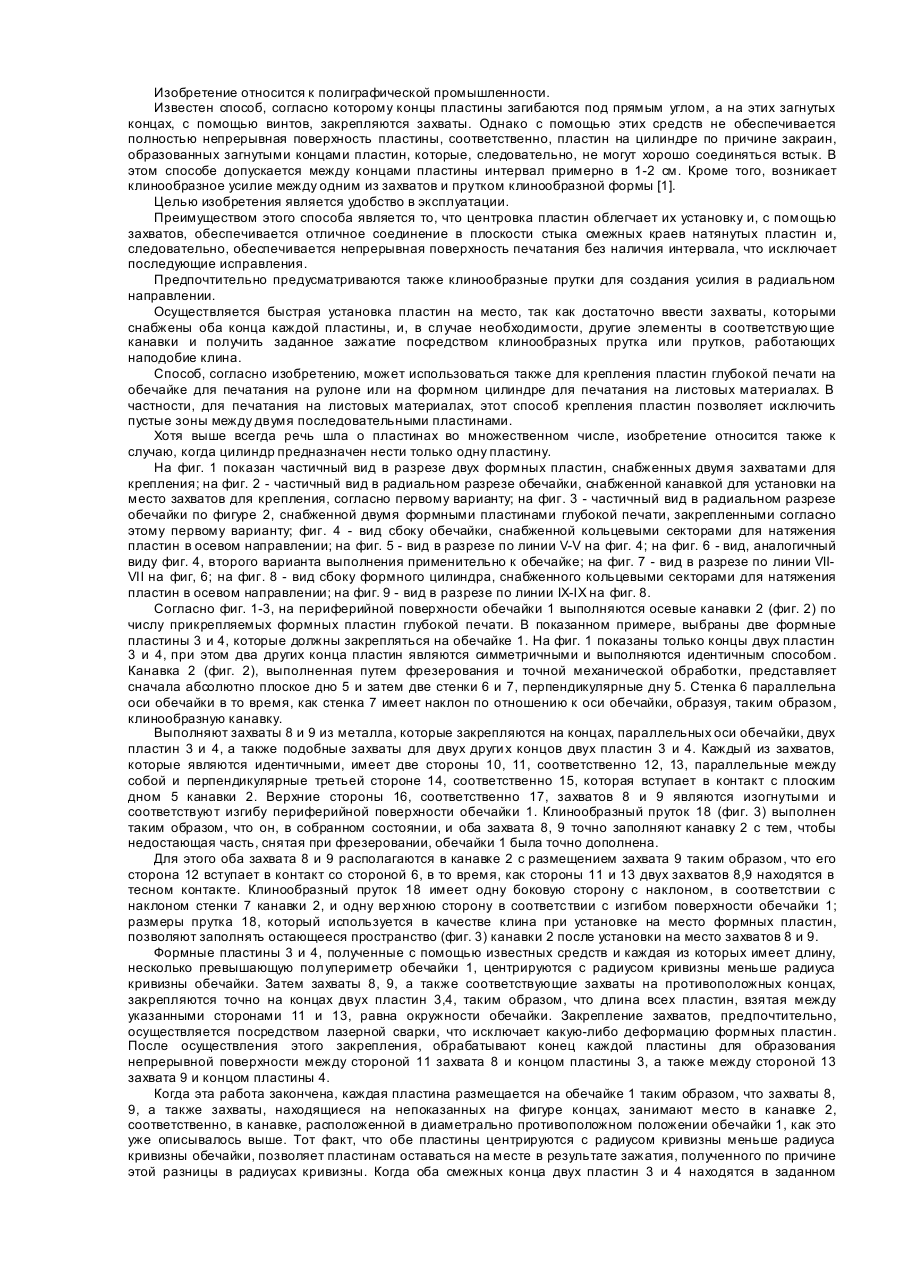
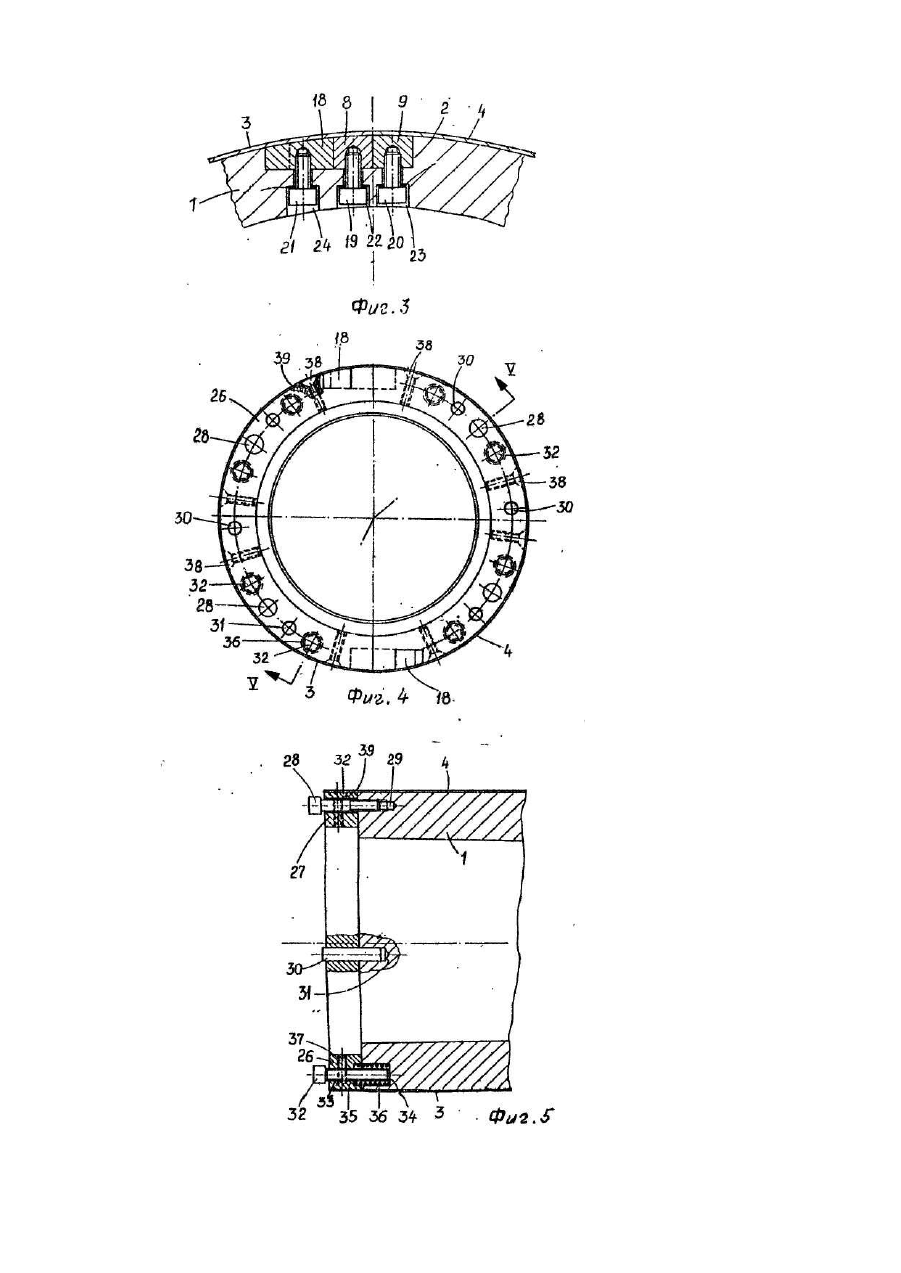
На фиг. 1 показан частичный вид в разрезе двух формных пластин, снабженных двумя захватами для крепления; на фиг. 2 - частичный вид в радиальном разрезе обечайки, снабженной канавкой для установки на место захватов для крепления, согласно первому варианту; на фиг. 3 - частичный вид в радиальном разрезе обечайки по фигуре 2, снабженной двумя формными пластинами глубокой печати, закрепленными согласно этому первому варианту; фиг. 4 - вид сбоку обечайки, снабженной кольцевыми секторами для натяжения пластин в осевом направлении; на фиг. 5 - вид в разрезе по линии V-V на фиг. 4; на фиг. 6 - вид, аналогичный виду фиг. 4, второго варианта выполнения применительно к обечайке; на фиг. 7 - вид в разрезе по линии VII-VII на фиг, 6; на фиг. 8 - вид сбоку формного цилиндра, снабженного кольцевыми секторами для натяжения пластин в осевом направлении; на фиг. 9 - вид в разрезе по линии IX-IX на фиг. 8.
Согласно фиг. 1-3, на периферийной поверхности обечайки 1 выполняются осевые канавки 2 (фиг. 2) по числу прикрепляемых формных пластин глубокой печати. В показанном примере, выбраны две формные пластины 3 и 4, которые должны закрепляться на обечайке 1. На фиг. 1 показаны только концы двух пластин 3 и 4, при этом два других конца пластин являются симметричными и выполняются идентичным способом. Канавка 2 (фиг. 2), выполненная путем фрезерования и точной механической обработки, представляет сначала абсолютно плоское дно 5 и затем две стенки 6 и 7, перпендикулярные дну 5. Стенка 6 параллельна оси обечайки в то время, как стенка 7 имеет наклон по отношению к оси обечайки, образуя, таким образом, клинообразную канавку.
Выполняют захваты 8 и 9 из металла, которые закрепляются на концах, параллельных оси обечайки, двух пластин 3 и 4, а также подобные захваты для двух других концов двух пластин 3 и 4. Каждый из захватов, которые являются идентичными, имеет две стороны 10, 11, соответственно 12, 13, параллельные между собой и перпендикулярные третьей стороне 14, соответственно 15, которая вступает в контакт с плоским дном 5 канавки 2. Верхние стороны 16, соответственно 17, захватов 8 и 9 являются изогнутыми и соответствуют изгибу периферийной поверхности обечайки 1. Клинообразный пруток 18 (фиг. 3) выполнен таким образом, что он, в собранном состоянии, и оба захвата 8, 9 точно заполняют канавку 2 с тем, чтобы недостающая часть, снятая при фрезеровании, обечайки 1 была точно дополнена.
Для этого оба захвата 8 и 9 располагаются в канавке 2 с размещением захвата 9 таким образом, что его сторона 12 вступает в контакт со стороной 6, в то время, как стороны 11 и 13 двух захватов 8,9 находятся в тесном контакте. Клинообразный пруток 18 имеет одну боковую сторону с наклоном, в соответствии с наклоном стенки 7 канавки 2, и одну верхнюю сторону в соответствии с изгибом поверхности обечайки 1; размеры прутка 18, который используется в качестве клина при установке на место формных пластин, позволяют заполнять остающееся пространство (фиг. 3) канавки 2 после установки на место захватов 8 и 9.
Формные пластины 3 и 4, полученные с помощью известных средств и каждая из которых имеет длину, несколько превышающую полупериметр обечайки 1, центрируются с радиусом кривизны меньше радиуса кривизны обечайки. Затем захваты 8, 9, а также соответствующие захваты на противоположных концах, закрепляются точно на концах двух пластин 3,4, таким образом, что длина всех пластин, взятая между указанными сторонами 11 и 13, равна окружности обечайки. Закрепление захватов, предпочтительно, осуществляется посредством лазерной сварки, что исключает какую-либо деформацию формных пластин. После осуществления этого закрепления, обрабатывают конец каждой пластины для образования непрерывной поверхности между стороной 11 захвата 8 и концом пластины 3, а также между стороной 13 захвата 9 и концом пластины 4.
Когда эта работа закончена, каждая пластина размещается на обечайке 1 таким образом, что захваты 8, 9, а также захваты, находящиеся на непоказанных на фигуре концах, занимают место в канавке 2, соответственно, в канавке, расположенной в диаметрально противоположном положении обечайки 1, как это уже описывалось выше. Тот факт, что обе пластины центрируются с радиусом кривизны меньше радиуса кривизны обечайки, позволяет пластинам оставаться на месте в результате зажатия, полученного по причине этой разницы в радиусах кривизны. Когда оба смежных конца двух пластин 3 и 4 находятся в заданном положении, в канавку 2 вводят клинообразный пруток 18 и, выталкивая его как можно дальше, достигают тесного контакта двух захватов 8 и 9 посредством их соответствующих сторон 11 и 13 и, следовательно, посредством также соответствующих концов пластин 3 и 4. Те же самые операции осуществляются в канавке, находящейся в диаметрально противоположном положении, что позволяет натягивать пластины и обеспечивать контакт их концов встык таким образом, что нет необходимости в проведении, впоследствии, каких-либо операций для обеспечения непрерывности периферийной поверхности пластин на обечайке. Путем зажатия в периферийном направлении, естественно, получают также радиальное усилие и отличное и равномерное прижатие пластин к поверхности обечайки.
Установка на место и подача усилия давления на клинообразный пруток 18 могут осуществляться с помощью любого устройства, но, с тем, чтобы не превышать усилие, которое могло бы вызвать деформацию или разрушение как обечайки, так и пластины 3, находящейся над прутком 18, введение и особенно зажатие осуществляется с помощью адекватного устройства такого, как микрометрический винт или система с использованием домкрата с регулируемым усилием. Когда пруток 18 достаточно введен в канавку 2 и когда достигается заданное зажатие, блокируют оба захвата 8, 9 и пруток 18 (фиг. 3) в окончательном положении посредством трех винтов 19, 20, 21, расположенных в каналах 22,23,24, которые проходят через обечайку 1 и которые перпендикулярны дну 5 канавки 2. Герметичность между внутренним пространством обечайки 1 и наружной поверхностью и, в частности, канавкой 2 обеспечивается уплотнениями 25, размещенными между головками винтов 19, 20, 21 и соответствующими заплечиками каналов 22, 23, 24. Разумеется, можно использовать несколько винтов, расположенных в осевом Направлении. Подразумевается, что захваты и диаметрально противоположные прутки, служащие для крепления второго конца двух пластин, закрепляются и блокируются похожими средствами.
Если число пластин, закрепляемых на обечайке 1, превышает два. используется тот же способ с предусматриванием столько канавок, сколько имеется пластин.
Усилия, создаваемые клином, распространяются только в периферийном направлении пластин, они не учитывают возможную усадку в направлении ширины пластины, то есть в осевом направлении. Таким же образом, при печатании, пластина подвергается сильному сжатию, которое может также вызвать мгновенную локальную деформацию пластины. С тем, чтобы не происходили такая усадка и такая деформация, предусматриваются средства, позволяющие додавать противоположные осевые усилия на боковые края формных пластин, как это будет описано ниже со ссылкой на фиг. 4 и 5.
По обе стороны обечайка 1 снабжена двумя кольцевыми секторами 26, 27, имеющими такой же диаметр, что и обечайка, и находящимися в продолжении ее боковых сторон из расчета по одному сектору для каждого бокового края каждой пластины 3, 4. При монтаже формных пластин 3,4, натяжение которых в периферийном направлении осуществляется таким же образом, как это описано со ссылкой на фигуру 3, их боковые края крепятся на указанных секторах, как это будет описано ниже. Каждый сектор 26, 27 устанавливается по оси обечайки с помощью равномерно распределенных винтов 28, которые ввинчиваются в расточенные на конце обечайки 1, глухие осевые гнезда 29 и которые свободно проходят через сектора 26, 27 таким образом, что каждый сектор 26, 27 может перемещаться в осевом направлении по отношению к обечайке 1. Удерживание в радиальном направлении и направление секторов обеспечиваются равномерно распределенными направляющими 30. Они образованы шплинтами, проходящими, в осевом направлении, в глухих, осевых каналах 31 боковой стороны обечайки, причем их размеры позволяют им скользить в отверстиях, предусмотренных в каждом секторе 26, 27.
Альтернативно с винтами 28 и направляющими 30 находятся винты 32 установки и бокового натяжения пластин, причем эти винты ввинчиваются только на секторах 26, 27 в их расточенных каналах 33 и проникают в глухие, противоположные гнезда 34 и 35, проходя, в осевом направлении, с одной стороны, в обечайке и, с другой стороны, в секторах 26, 27 напротив обечайки 1. Винты 32 упираются в дно гнезд 34 и позволяют устанавливать, в осевом направлении, формные пластины и регулировать осевое, натяжение, подаваемое на них посредством указанных кольцевых секторов. В этих глухих гнездах 34, 35 размещаются винтовые пружины 36, охватывающие винты 32 и упирающиеся в дно гнезд 34 и 35. Эти нажимные пружины обеспечивают постоянное усилие в осевом направлении, выталкивая, следовательно, сектора наружу, при этом максимальное отклонение, которое может обеспечиваться этими пружинами, ограничивается положением винтов 28. Винты позволяют сжимать пружины 36, при монтаже или демонтаже пластин, и устанавливать, в осевом направлении, сектора 26, 27, подавая на пластины боковое натяжение.
По периметру каждого сектора, выполняются, в радиальном направлении, расточенные отверстия 37, в которые могут ввинчиваться винты 38 с потайными головками. При установке на место формных пластин 3 и 4, винты 28 зажимаются для сжатия пружин 36. Боковые концы этих пластин, находящиеся на высоте секторов 26, 27, имеют пазы 39, в которые ввинчиваются винты 38 на соответствующих секторах. Под термином паз понимается штампованная форма в пластине, служащая гнездом для головки винтов, которая, таким образом, не выступает на пластине (см. частичный разрез на фиг. 4). После закрепления пластины посредством винтов 38, слегка вывинчивают винты 28 для того, чтобы сектора 26, 27 могли подаваться под действием винтовых пружин 36, которые, таким образом, могут действовать на пластину в режиме растяжения. Таким образом, при зажатии пластин посредством клинообразных захватов 18, обеспечивается также усилие в осевом направлении обечайки посредством пружин 36, позволяющих противодействовать осевой усадке, которой могут подвергаться формные пластины, и препятствовать мгновенной локальной деформации при печатании. Сектора 26, 27 имеют· разрезы соответствующие захватам 18, для их установки на место или извлечения без необходимости снятия секторов.
Таким же образом, для облегчения демонтажа пластины, при желании ее замены, снова зажимают эти винты 28 для сжатия пружин 36.
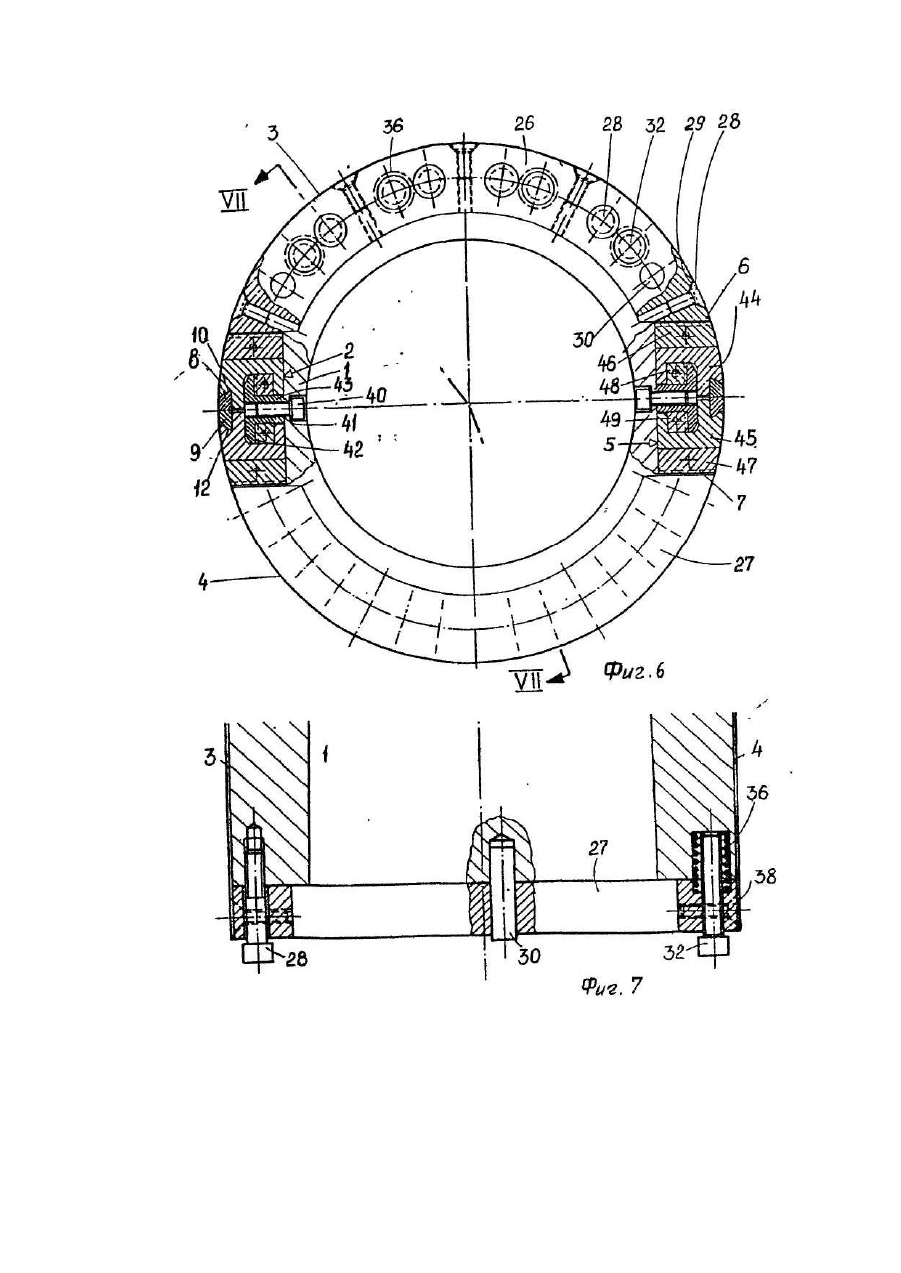
На фиг. 6 и 7 показано другое устройство для крепления формных пластин 3, 4 на обечайке 1 с измененной блокировкой клиньев. Каждая канавка 2 симметрична по отношению к радиальной плоскости обечайки и перпендикулярна дну 5 канавки 2. Обе боковые стороны 6 и 7 канавок 2 имеют симметричный наклон по отношению к указанной радиальной плоскости. Внутри каждой канавки размещают Т-образный профиль, закрепленный винтами 40, введенными через радиальные гнезда внутри обечайки 1, при этом герметичность обеспечивается прокладками 41, а нижняя сторона 42 профиля 43 имеет наклон по отношению к плоскости дна канавки 5.
Захваты 8 и 9 на концах двух формных пластин 4 и 3 крепятся таким же образом, что и указано выше, за исключением того, что их размеры и форма являются отличными, Действительно, захваты 8, 9, показанные на фиг. 6, имеют трапециевидную форму и каждый из них имеет одну наклонную сторону 10, соответственно, 12, а их высота меньше глубины канавки 2.
Для установки на место пластин 3, 4, располагают, для каждой канавки, одной парой съемных захватов 44,45 и двумя парами клинообразных прутков 46, 47 и 48, 49. Захваты 44 и 45 имеют, с одной стороны, разрез формы, сопряженной с формой захватов 8 и 9, а на их нижней части, гнездо, позволяющее частично охватывать профиль 43, оставляя свободное пространство между наклонной стороной 42, профиля и нижней частью каждого из захватов 44, 45.
Установка на место осуществляется следующим образом: в каждую канавку 2 вводят захваты 44 и 45, затем размещают в ней захваты 8, 9, закрепленные на концах пластин 3, 4, вводят первую пару клинообразных прутков 46, 47 для обеспечения установки в периферийном направлении захватов и, следовательно, формных пластин, как в случае по фиг. 3, и впоследствии с целью обеспечения установки комплекта в радиальном направлении, вводят в указанное свободное пространство между наклонной стороной 42 профиля 43 и нижней частью каждого из захватов 44, 45 вторую пару клинообразных прутков 48 и 49, обеспечивая, таким образом, удерживание комплекта в радиальном направлении.
Как в первой форме выполнения по фиг. 4 и 5, обечайка 1 снабжена с. каждой стороны двумя кольцевыми секторами 26, 27, установленными посредством трех элементов: винт 28, направляющая 30 и винт 32, альтернативно расположенные таким образом, что эти сектора создают натяжение в осевом направлении.
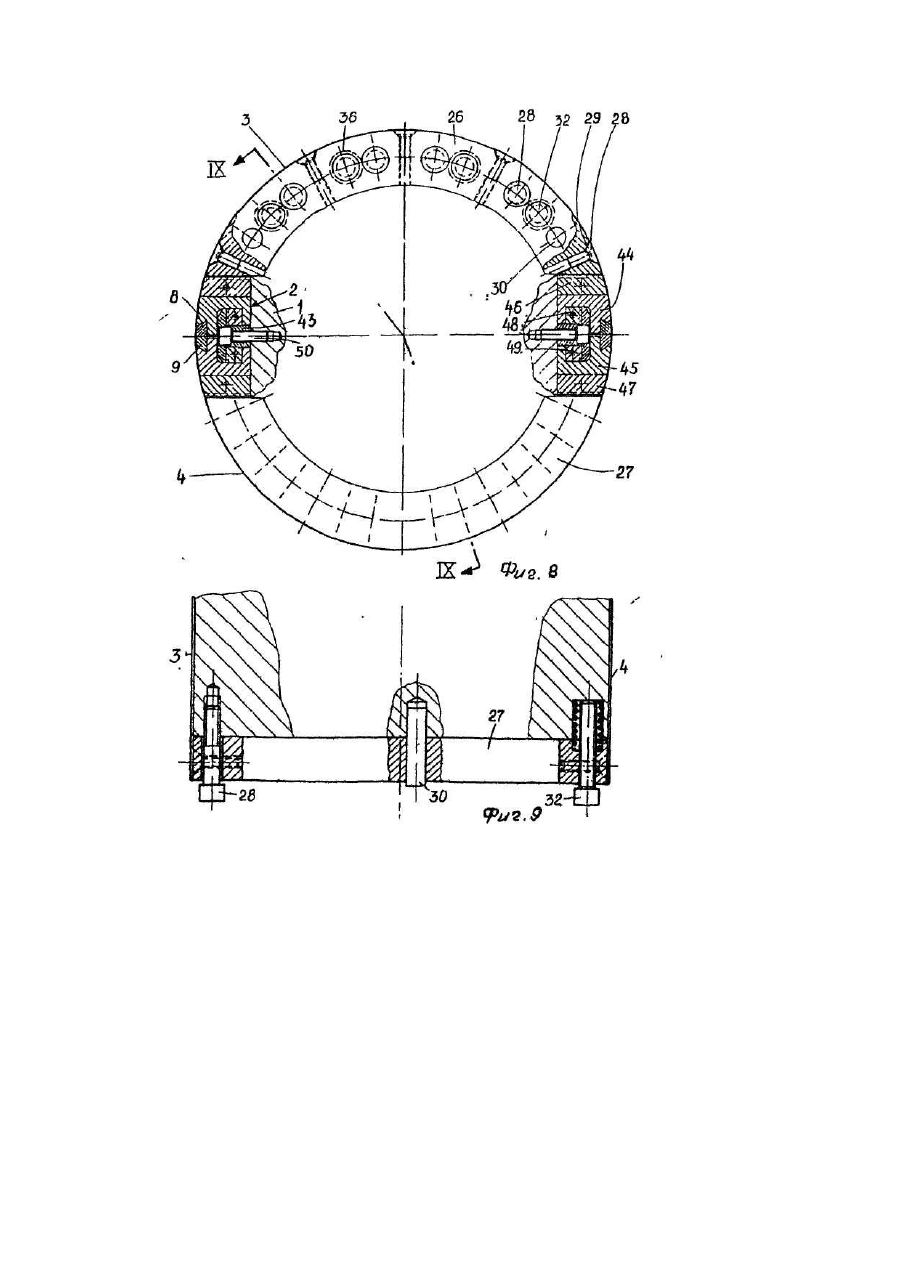
На фиг, 8 и 9 показано похожее устройство для крепления формных пластин 3, 4 на формном цилиндре 1, следовательно, предназначенном для печатной машины для печатания на листовых материалах. В этом случав, по причине корпуса цилиндра, установленного на своем валу, крепежные винты 50, каждый из которых крепит профиль 43 Т-образной формы, и с той же конфигурацией, что и конфигурация, описанная со ссылкой на фиг. 7 ни могут ввинчиваться изнутри цилиндра, а могут ввинчиваться снаружи.
Это единственное отличие по сравнению с фиг. 6 и 7, при этом захваты 8,9,44, 45 и клинообразные прутки 46, 47, 48, 49 являются одними и теми же.
Устройство для крепления пластин в осевом направлении, показанное на фиг, 8 и 9, образовано так же, как и устройство, показанное на фиг. 5, 6 и 7, с двумя кольцевыми секторами 26 и 27 с каждой стороны и с такими же средствами, обозначенными одинаковыми позициями.
Если после более или менее продолжительного периода работы печатной машины формные пластины подвергаются, в результате упомянутых деформаций такому расширению, то под действием винтовых пружин, оказывающих постоянное усилие натяжения на пластины, винты 32 больше не упираются в дно гнезд 34, после остановки машины, поджимают все винты 32 для ликвидации этого зазора.
Можно также отказаться от использования винтовых пружин 36 и, после определенного времени работы машины, если это оказывается необходимым, можно подрегулировать осевое натяжение пластин путем поджатая винтов 32.
Если предусматривается цилиндр с единственной пластиной, в этих условиях, используют замкнутый кольцевой сектор, следовательно, кольцо, для каждого бокового края пластины.
Изобретение не ограничивается описанными формами выполнения, а распространяется также на нее многочисленные возможные варианты.
Текст
Изобретение относится к полиграфической промышленности. Известен способ, согласно которому концы пластины загибаются под прямым углом, а на этих загнутых концах, с помощью винтов, закрепляются захваты. Однако с помощью этих средств не обеспечивается полностью непрерывная поверхность пластины, соответственно, пластин на цилиндре по причине закраин, образованных загнутыми концами пластин, которые, следовательно, не могут хорошо соединяться встык. В этом способе допускается между концами пластины интервал примерно в 1-2 см. Кроме того, возникает клинообразное усилие между одним из захватов и прутком клинообразной формы [1]. Целью изобретения является удобство в эксплуатации. Преимуществом этого способа является то, что центровка пластин облегчает их установку и, с помощью захватов, обеспечивается отличное соединение в плоскости стыка смежных краев натянутых пластин и, следовательно, обеспечивается непрерывная поверхность печатания без наличия интервала, что исключает последующие исправления. Предпочтительно предусматриваются также клинообразные прутки для создания усилия в радиальном направлении. Осуществляется быстрая установка пластин на место, так как достаточно ввести захваты, которыми снабжены оба конца каждой пластины, и, в случае необходимости, другие элементы в соответствующие канавки и получить заданное зажатие посредством клинообразных прутка или прутков, работающих наподобие клина. Способ, согласно изобретению, может использоваться также для крепления пластин глубокой печати на обечайке для печатания на рулоне или на формном цилиндре для печатания на листовых материалах. В частности, для печатания на листовых материалах, этот способ крепления пластин позволяет исключить пустые зоны между двумя последовательными пластинами. Хотя выше всегда речь шла о пластинах во множественном числе, изобретение относится также к случаю, когда цилиндр предназначен нести только одну пластину. На фиг. 1 показан частичный вид в разрезе двух формных пластин, снабженных двумя захватами для крепления; на фиг. 2 - частичный вид в радиальном разрезе обечайки, снабженной канавкой для установки на место захватов для крепления, согласно первому варианту; на фиг. 3 - частичный вид в радиальном разрезе обечайки по фигуре 2, снабженной двумя формными пластинами глубокой печати, закрепленными согласно этому первому варианту; фиг. 4 - вид сбоку обечайки, снабженной кольцевыми секторами для натяжения пластин в осевом направлении; на фиг. 5 - вид в разрезе по линии V-V на фиг. 4; на фиг. 6 - вид, аналогичный виду фиг. 4, второго варианта выполнения применительно к обечайке; на фиг. 7 - вид в разрезе по линии VIIVII на фиг, 6; на фиг. 8 - вид сбоку формного цилиндра, снабженного кольцевыми секторами для натяжения пластин в осевом направлении; на фиг. 9 - вид в разрезе по линии IX-IX на фиг. 8. Согласно фиг. 1-3, на периферийной поверхности обечайки 1 выполняются осевые канавки 2 (фиг. 2) по числу прикрепляемых формных пластин глубокой печати. В показанном примере, выбраны две формные пластины 3 и 4, которые должны закрепляться на обечайке 1. На фиг. 1 показаны только концы двух пластин 3 и 4, при этом два других конца пластин являются симметричными и выполняются идентичным способом . Канавка 2 (фиг. 2), выполненная путем фрезерования и точной механической обработки, представляет сначала абсолютно плоское дно 5 и затем две стенки 6 и 7, перпендикулярные дну 5. Стенка 6 параллельна оси обечайки в то время, как стенка 7 имеет наклон по отношению к оси обечайки, образуя, таким образом, клинообразную канавку. Выполняют захваты 8 и 9 из металла, которые закрепляются на концах, параллельных оси обечайки, двух пластин 3 и 4, а также подобные захваты для двух други х концов двух пластин 3 и 4. Каждый из захватов, которые являются идентичными, имеет две стороны 10, 11, соответственно 12, 13, параллельные между собой и перпендикулярные третьей стороне 14, соответственно 15, которая вступает в контакт с плоским дном 5 канавки 2. Верхние стороны 16, соответственно 17, захватов 8 и 9 являются изогнутыми и соответствуют изгибу периферийной поверхности обечайки 1. Клинообразный пруток 18 (фиг. 3) выполнен таким образом, что он, в собранном состоянии, и оба захвата 8, 9 точно заполняют канавку 2 с тем, чтобы недостающая часть, снятая при фрезеровании, обечайки 1 была точно дополнена. Для этого оба захвата 8 и 9 располагаются в канавке 2 с размещением захвата 9 таким образом, что его сторона 12 вступает в контакт со стороной 6, в то время, как стороны 11 и 13 двух захватов 8,9 находятся в тесном контакте. Клинообразный пруток 18 имеет одну боковую сторону с наклоном, в соответствии с наклоном стенки 7 канавки 2, и одну вер хнюю сторону в соответствии с изгибом поверхности обечайки 1; размеры прутка 18, который используется в качестве клина при установке на место формных пластин, позволяют заполнять остающееся пространство (фиг. 3) канавки 2 после установки на место захватов 8 и 9. Формные пластины 3 и 4, полученные с помощью известных средств и каждая из которых имеет длину, несколько превышающую полупериметр обечайки 1, центрируются с радиусом кривизны меньше радиуса кривизны обечайки. Затем захваты 8, 9, а также соответствующие захваты на противоположных концах, закрепляются точно на концах двух пластин 3,4, таким образом, что длина всех пластин, взятая между указанными сторонами 11 и 13, равна окружности обечайки. Закрепление захватов, предпочтительно, осуществляется посредством лазерной сварки, что исключает какую-либо деформацию формных пластин. После осуществления этого закрепления, обрабатывают конец каждой пластины для образования непрерывной поверхности между стороной 11 захвата 8 и концом пластины 3, а также между стороной 13 захвата 9 и концом пластины 4. Когда эта работа закончена, каждая пластина размещается на обечайке 1 таким образом, что захваты 8, 9, а также захваты, находящиеся на непоказанных на фигуре концах, занимают место в канавке 2, соответственно, в канавке, расположенной в диаметрально противоположном положении обечайки 1, как это уже описывалось выше. Тот факт, что обе пластины центрируются с радиусом кривизны меньше радиуса кривизны обечайки, позволяет пластинам оставаться на месте в результате зажатия, полученного по причине этой разницы в радиусах кривизны. Когда оба смежных конца двух пластин 3 и 4 находятся в заданном положении, в канавку 2 вводят клинообразный пруток 18 и, выталкивая его как можно дальше, достигают тесного контакта двух захва тов 8 и 9 посредством их соответствующих сторон 11 и 13 и, следовательно, посредством также соответствующих концов пластин 3 и 4. Те же самые операции осуществляются в канавке, находящейся в диаметрально противоположном положении, что позволяет натягивать пластины и обеспечивать контакт их концов встык таким образом, что нет необходимости в проведении, впоследствии, каких-либо операций для обеспечения непрерывности периферийной поверхности пластин на обечайке. Путем зажатия в периферийном направлении, естественно, получают также радиальное усилие и отличное и равномерное прижатие пластин к поверхности обечайки. Установка на место и подача усилия давления на клинообразный пруток 18 могут осуществляться с помощью любого устройства, но, с тем, чтобы не превышать усилие, которое могло бы вызвать деформацию или разрушение как обечайки, так и пластины 3, находящейся над прутком 18, введение и особенно зажатие осуществляется с помощью адекватного устройства такого, как микрометрический винт или система с использованием домкрата с регулируемым усилием. Когда пруток 18 достаточно введен в канавку 2 и когда достигается заданное зажатие, блокируют оба захвата 8, 9 и пруток 18 (фиг. 3) в окончательном положении посредством трех винтов 19, 20, 21, расположенных в каналах 22,23,24, которые проходят через обечайку 1 и которые перпендикулярны дну 5 канавки 2. Герметичность между внутренним пространством обечайки 1 и наружной поверхностью и, в частности, канавкой 2 обеспечивается уплотнениями 25, размещенными между головками винтов 19, 20, 21 и соответствующими заплечиками каналов 22, 23, 24. Разумеется, можно использовать несколько винтов, расположенных в осевом Направлении. Подразумевается, что захваты и диаметрально противоположные прутки, служащие для крепления второго конца двух пластин, закрепляются и блокируются похожими средствами. Если число пластин, закрепляемых на обечайке 1, превышает два. используется тот же способ с предусматриванием столько канавок, сколько имеется пластин. Усилия, создаваемые клином, распространяются только в периферийном направлении пластин, они не учитывают возможную усадку в направлении ширины пластины, то есть в осевом направлении. Таким же образом, при печатании, пластина подвергается сильному сжатию, которое может также вызвать мгновенную локальную деформацию пластины. С тем, чтобы не происходили такая усадка и такая деформация, предусматриваются средства, позволяющие додавать противоположные осевые усилия на боковые края формных пластин, как это будет описано ниже со ссылкой на фиг. 4 и 5. По обе стороны обечайка 1 снабжена двумя кольцевыми секторами 26, 27, имеющими такой же диаметр, что и обечайка, и находящимися в продолжении ее боковых сторон из расчета по одному сектору для каждого бокового края каждой пластины 3, 4. При монтаже формных пластин 3,4, натяжение которых в периферийном направлении осуществляется таким же образом, как это описано со ссылкой на фигур у 3, их боковые края крепятся на указанных секторах, как это будет описано ниже. Каждый сектор 26, 27 устанавливается по оси обечайки с помощью равномерно распределенных винтов 28, которые ввинчиваются в расточенные на конце обечайки 1, глухие осевые гнезда 29 и которые свободно проходят через сектора 26, 27 таким образом, что каждый сектор 26, 27 может перемещаться в осевом направлении по отношению к обечайке 1. Удерживание в радиальном направлении и направление секторов обеспечиваются равномерно распределенными направляющими 30. Они образованы шплинтами, проходящими, в осевом направлении, в глухих, осевых каналах 31 боковой стороны обечайки, причем их размеры позволяют им скользить в отверстиях, предусмотренных в каждом секторе 26, 27. Альтернативно с винтами 28 и направляющими 30 находятся винты 32 установки и бокового натяжения пластин, причем эти винты ввинчиваются только на секторах 26, 27 в их расточенных каналах 33 и проникают в глухие, противоположные гнезда 34 и 35, проходя, в осевом направлении, с одной стороны, в обечайке и, с другой стороны, в секторах 26, 27 напротив обечайки 1. Винты 32 упираются в дно гнезд 34 и позволяют устанавливать, в осевом направлении, формные пластины и регулировать осевое, натяжение, подаваемое на них посредством указанных кольцевых секторов. В эти х глухи х гнездах 34, 35 размещаются винтовые пружины 36, охватывающие винты 32 и упирающиеся в дно гнезд 34 и 35. Эти нажимные пружины обеспечивают постоянное усилие в осевом направлении, выталкивая, следовательно, сектора наружу, при этом максимальное отклонение, которое может обеспечиваться этими пружинами, ограничивается положением винтов 28. Винты позволяют сжимать пружины 36, при монтаже или демонтаже пластин, и устанавливать, в осевом направлении, сектора 26, 27, подавая на пластины боковое натяжение. По периметру каждого сектора, выполняются, в радиальном направлении, расточенные отверстия 37, в которые могут ввинчиваться винты 38 с потайными головками. При установке на место формных пластин 3 и 4, винты 28 зажимаются для сжатия пружин 36. Боковые концы этих пластин, находящиеся на высоте секторов 26, 27, имеют пазы 39, в которые ввинчиваются винты 38 на соответствующи х секторах. Под термином паз понимается штампованная форма в пластине, служащая гнездом для головки винтов, которая, таким образом, не выступает на пластине (см. частичный разрез на фиг. 4). После закрепления пластины посредством винтов 38, слегка вывинчивают винты 28 для того, чтобы сектора 26, 27 могли подаваться под действием винтовых пружин 36, которые, таким образом, могут действовать на пластину в режиме растяжения. Таким образом, при зажатии пластин посредством клинообразных захватов 18, обеспечивается также усилие в осевом направлении обечайки посредством пружин 36, позволяющих противодействовать осевой усадке, которой могут подвергаться формные пластины, и препятствовать мгновенной локальной деформации при печатании. Сектора 26, 27 имеют· разрезы соответствующие захватам 18, для их установки на место или извлечения без необходимости снятия секторов. Таким же образом, для облегчения демонтажа пластины, при желании ее замены, снова зажимают эти винты 28 для сжатия пружин 36. На фиг. 6 и 7 показано другое устройство для крепления формных пластин 3, 4 на обечайке 1 с измененной блокировкой клиньев. Каждая канавка 2 симметрична по отношению к радиальной плоскости обечайки и перпендикулярна дну 5 канавки 2. Обе боковые стороны 6 и 7 канавок 2 имеют симметричный наклон по отношению к указанной радиальной плоскости. Внутри каждой канавки размещают Т-образный профиль, закрепленный винтами 40, введенными через радиальные гнезда внутри обечайки 1, при этом герметичность обеспечивается прокладками 41, а нижняя сторона 42 профиля 43 имеет наклон по отношению к плоскости дна канавки 5. Захваты 8 и 9 на концах двух формных пластин 4 и 3 крепятся таким же образом, что и указано выше, за исключением того, что их размеры и форма являются отличными, Действительно, захваты 8, 9, показанные на фиг. 6, имеют трапециевидную форму и каждый из них имеет одну наклонную сторону 10, соответственно, 12, а их высота меньше глубины канавки 2. Для установки на место пластин 3, 4, располагают, для каждой канавки, одной парой съемных захватов 44,45 и двумя парами клинообразных прутков 46, 47 и 48, 49. За хва ты 44 и 45 имеют, с одной стороны, разрез формы, сопряженной с формой захватов 8 и 9, а на их нижней части, гнездо, позволяющее частично охватывать профиль 43, оставляя свободное пространство между наклонной стороной 42, профиля и нижней частью каждого из захватов 44, 45. Установка на место осуществляется следующим образом: в каждую канавку 2 вводят захваты 44 и 45, затем размещают в ней захваты 8, 9, закрепленные на концах пластин 3, 4, вводят первую пару клинообразных прутков 46, 47 для обеспечения установки в периферийном направлении захватов и, следовательно, формных пластин, как в случае по фиг. 3, и впоследствии с целью обеспечения установки комплекта в радиальном направлении, вводят в указанное свободное пространство между наклонной стороной 42 профиля 43 и нижней частью каждого из захватов 44, 45 вторую пару клинообразных прутков 48 и 49, обеспечивая, таким образом, удерживание комплекта в радиальном направлении. Как в первой форме выполнения по фиг. 4 и 5, обечайка 1 снабжена с. каждой стороны двумя кольцевыми секторами 26, 27, установленными посредством трех элементов: винт 28, направляющая 30 и винт 32, альтернативно расположенные таким образом, что эти сектора создают натяжение в осевом направлении. На фиг, 8 и 9 показано похожее устройство для крепления формных пластин 3, 4 на формном цилиндре 1, следовательно, предназначенном для печатной машины для печатания на листовых материалах. В этом случав, по причине корпуса цилиндра, установленного на своем валу, крепежные винты 50, каждый из которых крепит профиль 43 Т-образной формы, и с той же конфигурацией, что и конфигурация, описанная со ссылкой на фиг. 7 ни могут ввинчиваться изнутри цилиндра, а могут ввинчиваться снаружи. Это единственное отличие по сравнению с фиг. 6 и 7, при этом захваты 8,9,44, 45 и клинообразные прутки 46, 47, 48, 49 являются одними и теми же. Устройство для крепления пластин в осевом направлении, показанное на фиг, 8 и 9, образовано так же, как и устройство, показанное на фиг. 5, 6 и 7, с двумя кольцевыми секторами 26 и 27 с каждой стороны и с такими же средствами, обозначенными одинаковыми позициями. Если после более или менее продолжительного периода работы печатной машины формные пластины подвергаются, в результате упомянутых деформаций такому расширению, то под действием винтовых пружин, оказывающих постоянное усилие натяжения на пластины, винты 32 больше не упираются в дно гнезд 34, после остановки машины, поджимают все винты 32 для ликвидации этого зазора. Можно также отказаться от использования винтовых пружин 36 и, после определенного времени работы машины, если это оказывается необходимым, можно подрегулировать осевое натяжение пластин путем поджатая винтов 32. Если предусматривается цилиндр с единственной пластиной, в эти х условиях, используют замкнутый кольцевой сектор, следовательно, кольцо, для каждого бокового края пластины. Изобретение не ограничивается описанными формами выполнения, а распространяется также на нее многочисленные возможные варианты.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for fixing printing plates onto cylinder formed by cowling or cylinder of intaglio printing machine and installation for implementation of the method
Назва патенту російськоюСпособ крепления формных пластин на цилиндре, образованном обечайкой или формным цилиндром печатной машины глубокой печати и устройство для его осуществления
МПК / Мітки
МПК: B41F 27/12
Мітки: обичайкою, циліндром, кріплення, циліндрі, спосіб, друкарської, формних, пристрій, формним, утвореному, друку, здійснення, машини, пластин, глибокого
Код посилання
<a href="https://ua.patents.su/7-19314-sposib-kriplennya-formnikh-plastin-na-cilindri-utvorenomu-obichajjkoyu-abo-formnim-cilindrom-drukarsko-mashini-glibokogo-druku-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб кріплення формних пластин на циліндрі, утвореному обичайкою або формним циліндром друкарської машини глибокого друку та пристрій для його здійснення</a>
Пристрій для натягування формних пластин, встановлених на циліндрі друкарської машини глибокого друку
Номер патенту: 12867
Опубліковано: 28.02.1997
Автор: Фіна Рафаеле
МПК: B41F 27/00
Мітки: пластин, друкарської, машини, друку, глибокого, циліндрі, встановлених, формних, натягування, пристрій
Формула / Реферат:
(57)1. Устройство для натяжения формных пластин, установленных на цилиндре печатной машины глубокой печати, образованном обечайкой или формным монолитным цилиндром, отличающееся тем, что цилиндр снабжен средствами создания противоположных осевых усилий на боковые края каждой формной пластины, выполненными в виде кольцевых секторов по одному для каждого бокового края каждой формной пластины или в виде замкнутого кольца в случае единственной...
Спосіб кріплення і регулювання друкарської матриці на формному циліндрі ротаційної друкарської машини і пристрій для його реалізайії
Номер патенту: 2320
Опубліковано: 26.12.1994
Автор: Антоніо Бономі
МПК: B41F 15/12
Мітки: кріплення, спосіб, формному, машини, реалізайії, матриці, регулювання, циліндрі, пристрій, ротаційної, друкарської
Формула / Реферат:
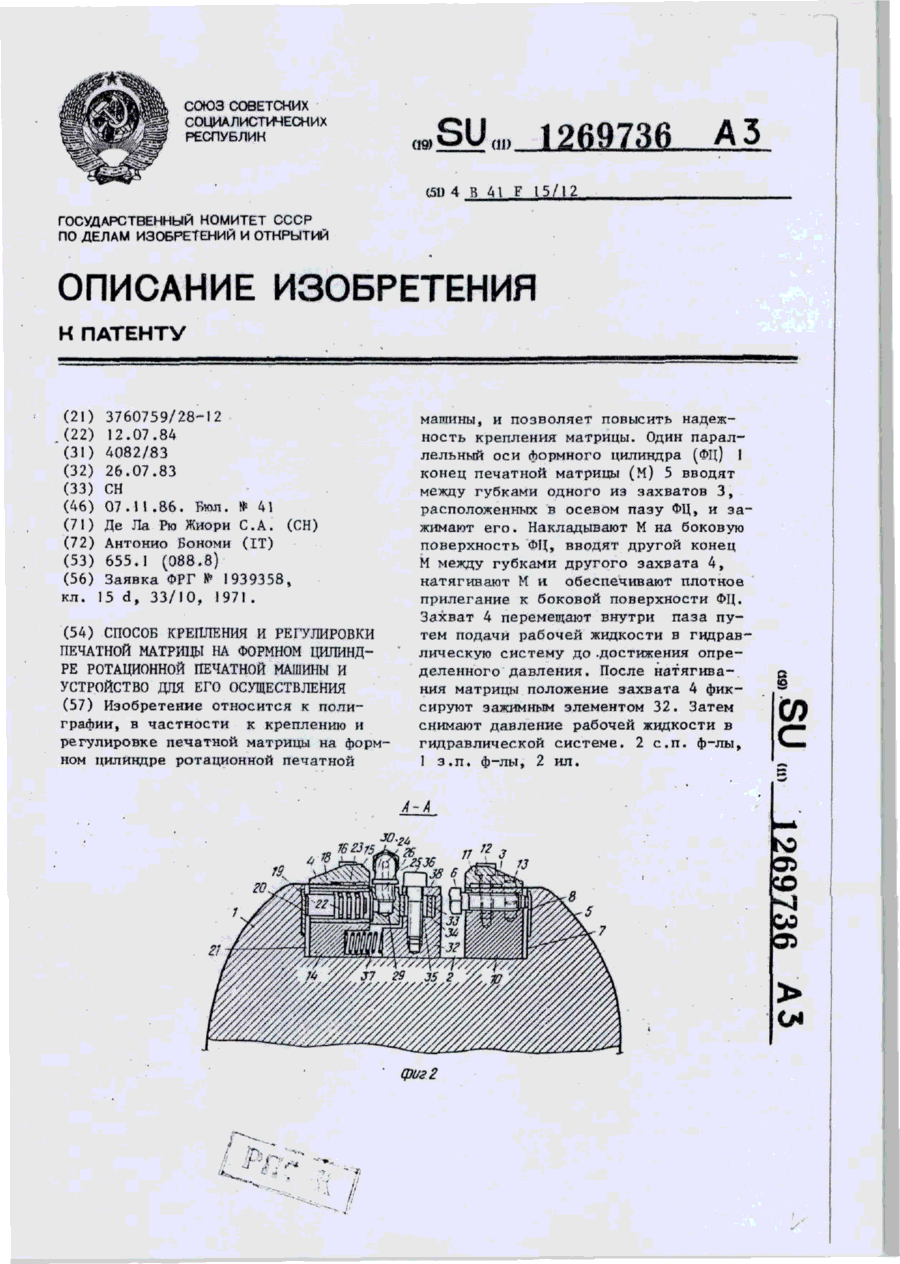
1. Способ крепления и регулировки печатной матрицы на формном цилиндре ротационной печатной машины, состоящий во введении одного параллельного оси цилиндра конца печатной матрицы между губками одного из захватов, расположенных по меньшей мере в одном осевом пазу формного цилиндра, и зажиме его, накладывании матрицы на боковую поверхность цилиндра, введении другого параллельного оси цилиндра конца матрицы между губками одного из других...
Спосіб закріплювання друкарських форм на формному циліндрі друкарської машини для гравірування з катушкою і пристрій для його реалізації
Номер патенту: 2275
Опубліковано: 26.12.1994
Автор: Джон Мур
МПК: B41F 27/00
Мітки: друкарської, катушкою, друкарських, циліндрі, гравірування, формному, машини, закріплювання, пристрій, форм, спосіб, реалізації
Формула / Реферат:
1. Способ закрепления печатных форм на формном цилиндре печатной машины для гравирования с катушкой, заключающийся в том, что на цилиндрическую рубашку из пластичного материала, например стали, цилиндра наносят слой клея, затем центрируют на ней не менее двух печатных пластин, нагревают слой клея и радиально растягивают в пределах упругой деформации цилиндрическую рубашку с помощью механических средств до размеров диаметра формного...
Пристрій для кріплення декеля на офсетному циліндрі друкарської машини
Номер патенту: 8664
Опубліковано: 30.09.1996
Автори: Кравчук Ігор Миколайович, Сенкусь Василь Теофльович, Якубовська Лілія Миколаївна, Босак Володимир Омелянович, Чехман Ярослав Іванович
МПК: B41F 30/00
Мітки: циліндрі, офсетному, кріплення, друкарської, пристрій, машини, декеля
Формула / Реферат:
Устройство для крепления декеля на офсетном цилиндре печатной машины, содержащее установленные в выемке офсетного цилиндра механизм для натяжения декеля за один конец, включающий червячную передачу, и механизм для фиксации другого конца декеля, включающий натяжной вал с пазом и размещенными в нем элементами крепления концевой части декеля, отличающееся тем, что, с целью упрощения конструкции и удобства в эксплуатации, каждый элемент...
Пристрій для кріплення гнучкої друкарської форми на формному циліндрі
Номер патенту: 2721
Опубліковано: 26.12.1994
Автори: Сенкусь Василь Теофілович, Босак Володимир Омелянович, Чехман Ярослав Іванович, Ліберман Наум Йосифович
МПК: B41F 27/12
Мітки: формному, циліндрі, форми, кріплення, гнучкої, друкарської, пристрій
Формула / Реферат:
1.Устройство для крепления гибкой печатной формы на формном цилиндре, содержащее механизм закрепления печатной формы, имеющийустановленные на ползуне зажимные планки, и средство для натяжения формы, включающее винтовую пару, отличающееся тем, что, с целью сокращения времени на установку печатной формы, механизм закрепления печатной формы имеет установленную в выемке формного цилиндра обойму и размещенные в ней попарно в ряд,...
Попередній патент: Пристрій для видачі текучого матеріалу
Наступний патент: Спосіб боротьби з небажаною рослинністю
Випадковий патент: Пристрій для малоінерційної розкладки нитки