Машина розливу та закупорювання рідини в ємності
Формула / Реферат
Машина розливу та закупорювання рідини в ємності, що містить вузли завантаження і вивантаження ємностей, поворотний стіл, що включає нижню плиту з фігурними гніздами, пляшкотримачі, підйомний стіл, на якому розміщений вузол розливу з розливними головками, вузол подачі пробок, вузол закупорювання, що включає головку закупорювання, сполучену з приводом обертання головки закупорювання, блок керування з пультом, яка відрізняється тим, що поворотний стіл додатково включає верхню плиту, з розміщеними на ній пляшкотримачами, сполучену стаканом з нижньою плитою, вузол розливу включає не менше двох розливних головок швидкого наливу і одну розливну головку повільного доливу, а вузол закупорювання розміщений на підйомному столі.
Текст
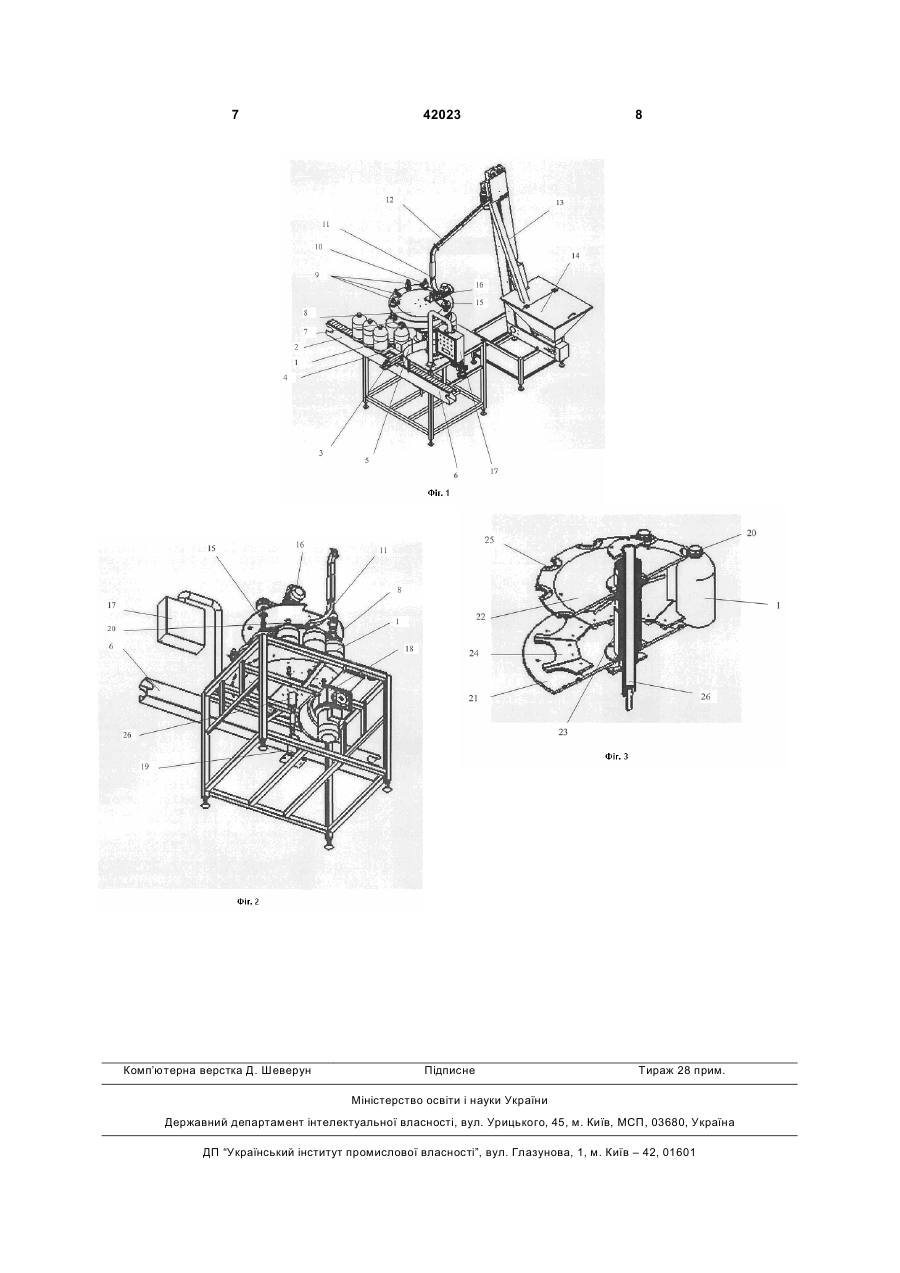
Машина розливу та закупорювання рідини в ємності, що містить вузли завантаження і вивантаження ємностей, поворотний стіл, що включає нижню плиту з фігурними гніздами, пляшкотримачі, підйомний стіл, на якому розміщений вузол 3 Тривалість виконання операції розливу для ємностей від 2 до 6 літрів і більше перевищує тривалість операції закупорювання, що приводить до простою і нерівномірного функціонування інших вузлів напівавтомата, що зумовлює його низьку продуктивність. В основу корисної моделі поставлена задача створення такої машини, в якій підвищення продуктивності досягається шляхом зменшення часу простою і зниження нерівномірності функціонування вузлів машини в загальному циклі конвеєрної обробки ємностей. Для вирішення поставленої задачі в машині розливу і закупорювання рідини в ємності, що включає вузли завантаження і вивантаження ємностей, поворотний стіл, що включає нижню плиту з фігурними гніздами, пляшкодержателі, підйомний стіл, на якому розміщений вузол розливу з розливочними головками, вузол подачі пробок, вузол закупорювання, що включає головку закупорювання, сполучену з приводом обертання головки закупорювання, блок керування з пультом, у якій відповідно до корисної моделі поворотний стіл додатково включає верхню плиту, з розміщеними на ній пляшкодержателями, і сполучену стаканом з нижньою плитою, вузол розливу включає не менше двох розливочних головок швидкого наливу і одну розливочну головку повільного доливу, а вузол закупорювання розміщений на підйомному столі. Корисна модель пояснюється кресленнями, де на: Фіг. 1 представлений загальний вигляд машини, Фіг. 2 представлений загальний вигляд машини знизу, Фіг. 3. представлений перетин поворотного столу. Позицією 1 позначена ємність, позицією 2 вхідний транспортер. Вузол завантаження ємностей представлений штоком і упором, відповідно позиціями 3 і 4, а вузол вивантаження ємностей представлений фасонними напрямними позицією 5. Позицією 6 позначений вихідний транспортер. Позиціями 7 і 8 позначені поворотний і підйомний столи. Вузол розливу представлений позиціями 9, якими позначена перша, друга, третя розливочні головки швидкого наливу і позицією 10 розливочна головка повільного доливу відповідно. Позиціями 11, 12, 13, 14 позначені живильник пробок, струмок, механізм подачі пробок і бункер пробок відповідно, і є вузлом подачі пробок. Позиціями 15 і 16 позначені головка закупорювання і привід обертання головки закупорювання відповідно. Позицією 17 позначений блок керування з пультом. Позиціями 18 і 19 позначені привід дискретного обертання поворотного столу і привід вертикального зворотно-поступального переміщення відповідно. Позицією 20 позначена пробка. Позиціями 21 і 22 позначені нижня плита і верхня плита поворотного столу 7, сполучені стаканом, позиція 23. На нижній плиті 21 розміщені фігурні гнізда, позначені позицією 24, а на верхній плиті 22 є пляшкодержателі, позначені позицією 25. Позицією 26 позначений стояк, що сполучає підйомний 42023 4 стіл 8 і привід 19 вертикального зворотнопоступального переміщення. Подача ємностей 1 на обробку здійснюється за допомогою вхідного транспортера 2, фіг.1, і вузлом завантаження ємностей, який у свою чергу складається зі штока 3 з упором 4. Шток 3 здійснює зворотно-поступальні переміщення для подачі порожніх ємностей 1 на поворотний стіл 7. Сам шток 3 може бути виконаний, наприклад на пневмо- або гідроциліндрі. Після завершення обробки, заповнені ємності 1 виводяться з машини вузлом вивантаження ємностей на вихідний транспортер 6. Вузол вивантаження ємностей виконаний у вигляді фасонних напрямних 5, а також може бути виконаний у вигляді штока із зворотно-поступальним переміщенням із захватом, аналогічно вузлу завантаження. Поворотний стіл 7, фіг. 3, призначений для переміщення ємностей на позиції обробки і є нижньою плитою 21 з фігурними гніздами 24 і верхньою плитою 22 з пляшкодержателями 25, сполучені стаканом 23. Після подачі ємності 1 вузлом завантаження на поворотний стіл 7, ємність 1 чітко позиціює у фігурному гнізді 24. Горло ємності фіксується пляшкодержателем 25 для утримання ємності від провороту при закупорюванні. Пляшкодержателі 25 можуть бути виконані у вигляді стопорних півкілець із зубчастим вінцем або гумових прокладок, або двох і більше голок. Зміна висоти верхньої плити 22 регулюється по висоті під конкретну ємність гвинтовим пристроєм на стакані 23 (умовно не показаний). Обертання поворотного столу 7 здійснюється за допомогою приводу 18 дискретного обертання поворотного столу. Підйомний стіл 8 призначений для підведення розливочних головок і закупорювальної головки до ємностей 1, встановлених на позиціях обробки і є диском, на якому розміщені вузол розливу у складі першої, другої і третьої розливочних головок швидкого наливу 9 і однієї розливочної головки повільного доливу 10 і вузол закупорювання, що включає головку закупорювання 15 і привід 16 обертання головки закупорювання. Головка закупорювання 15 може бути виконана у вигляді шпинделя, що закручує, з магнітною муфтою, яка налаштовується на необхідний момент закручування пробок (умовно не показані). Підйомний стіл 8 за допомогою стояка 26, фіг. 3, сполучений з приводом 19 вертикального зворотнопоступального переміщення, фіг. 2. Подача пробок на горло ємності для закупорювання здійснюється живильником пробок 11, струмком 12, механізмом подачі пробок 13 з бункера пробок 14, фіг. 1. Керування здійснюється за допомогою блоку керування з пультом 17. Машина розливу і закупорювання рідини в ємності працює таким чином. Після запуску механізму подачі пробок 13, приводу обертання головки закупорювання 16, насоса рідини (умовно не показаний) порожні ємності 1 по однорядному вхідному транспортеру 2 поступають на вузол завантаження ємностей. Шток 3 з упором 4 вузла завантаження ємностей встановлює ємність у фігурне гніздо 24 нижньої плити 21 поворотного столу 7, а горло ємності 1 5 потрапляє в пляшкодержатель 25 верхньої плити 22 поворотного столу. Для запобігання виходу ємностей 1 з фігурних гнізд 24 на поворотному столі 7 встановлена криволінійна напрямна (умовно не показана) довкола поворотного столу на відстані ширини ємності від основи фігурних гнізд 24. Після установки ємності 1 на поворотний стіл 7 привід 18 дискретного обертання поворотного столу переміщає поворотний стіл з ємністю до місця обробки ємностей - під першу розливочну головку швидкого наливу 9. Підйомний стіл 8 зі встановленими на нім робочими вузлами за допомогою приводу 19 вертикального зворотнопоступального переміщення під керуванням блоку 17 керування з пультом опускається і підводить розливочні головки до ємностей. Розливочні головки 9, 10 вузла розливу, опускаючись на підйомному столі 8, заводять свої наливні труби (умовно не показані) в ємності 1, щільно притискаючись до горла ємностей. Під керуванням блоку 17 керування з пультом через певний час підйомний стіл 8 виводить розливні головки з ємностей. Розлив рідини в ємності 1 через першу, другу, третю розливочні головки 9 відбувається через наливні трубки за допомогою регулювальних кранів (умовно не показані). Для остаточного заповнення ємності служить розпивочна головка повільного доливу 10, що забезпечує заповнення ємності до заданого рівня. Відведення рідини з переливу, наприклад може бути здійснений через дренажну трубку (умовно не показана) ресівером з перекачуючим насосом, сполученим шлангом повернення рідини з ресівера в насос рідини через зворотний клапан (умовно не показані). Після розливу рідини ємність 1 поступає на закупорювання. Установка і фіксація закупорювальної пробки 20 на горло ємності 1 здійснюється вузлом подачі пробок у момент повороту поворотного столу 7 і проходження ємності під живильником пробок 11. Механізм подачі пробок 13 подає орієнтовані пробки з бункера пробок 14 в струмок 12, з якого під власною вагою пробки 20 потрапляють в живильник пробок 11. Закупорювання здійснюється головкою закупорювання 15 від приводу 16 обертання головки закупорювання, який включений постійно. Обертаючись, головка закупорювання 15, що розташо 42023 6 вана на підйомному столі 8, опускається вниз і конусним отвором захоплює пробку 20, встановлену на горлі ємності 1, і нагвинчує пробку 20 на ємність 1 з необхідним крутним моментом. Після закупорювання ємність 1 поступає на вузол вивантаження ємностей і по фасонним напрямним 5 поступає на вихідний транспортер 6. Для машини з числом розливочних головок швидкого наливу рівним 3 цикл роботи буде реалізований таким чином: - завантаження порожніх ємностей з транспортера - 1,5-2 сек; - швидкий налив першою розливочною головкою, більше 1/3 ємності - 3-5 сек; -швидкий налив другою розливочною головкою, більше 1/3 ємності-3-5 сек; -швидкий налив третьою розливочною головкою, менше 1/3 ємності-3-4 сек; - повільний долив розливочною головкою - 2-3 сек; - закупорювання пробки на ємності - 1,5-3 сек; - вивантаження ємності на транспортер - 2-3 сек. Для розливу і закупорювання, фасування в'язкіших рідин або рідин з поверхнево-активними речовинами, при розливу яких відбувається спінювання, що збільшує тривалість операціїрозливу доцільне вживання більшої кількості розливочних головок швидкого наливу 9. Таким чином, виконання операції розливу одночасно двома або більше розливочними головками швидкого наливу на різних позиціях дозволить зменшити час простою і більш рівномірно завантажити основні вузли машини в загальному циклі конвеєрної обробки ємностей, що приводить до підвищення продуктивності машини. Дослідний зразок розливочної машини РОЗМА-010, виготовлений на заводі технологічного устаткування «Укр-Пак», м. Біла Церква, Україна, показав високу продуктивність як бутилювання води так і фасування рідких продуктів і технічних рідин. Джерела інформації: 1. Патент RU 37359U публ. 20.04.2004, МПК В67С7/00; В67С3/06 2. Патент RU 37982U, публ. 20.05.2004, МПК В67С7/00; В67С3/06 3. Руководство по эксплуатации РОЗМА-010, г. Белая Церковь, 2008г. 7 Комп’ютерна верстка Д. Шеверун 42023 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for dispensing and corking of liquid in container
Автори англійськоюZhuravliov Serhii Oleksandrovych
Назва патенту російськоюМашина разлива и укупорки жидкости в емкости
Автори російськоюЖуравлев Сергей Александрович
МПК / Мітки
МПК: B67C 7/00
Мітки: рідини, розливу, машина, закупорювання, ємності
Код посилання
<a href="https://ua.patents.su/4-42023-mashina-rozlivu-ta-zakuporyuvannya-ridini-v-ehmnosti.html" target="_blank" rel="follow" title="База патентів України">Машина розливу та закупорювання рідини в ємності</a>
Корпус для захисту та розміщення в ньому ємності, призначеної для зберігання та розливу з неї рідини
Номер патенту: 13904
Опубліковано: 17.04.2006
Автори: Шиканова Марина Валеріївна, Зотова Євгенія Олександрівна
МПК: B65D 1/00
Мітки: рідини, розміщення, корпус, зберігання, ньому, неї, розливу, ємності, захисту, призначеної
Формула / Реферат:
1. Корпус для захисту та розміщення в ньому ємності, призначеної для зберігання та розливу з неї рідини, що має форму конуса, вершина якого направлена донизу, який відрізняється тим, що корпус виконано у вигляді глечика, що має форму зрізаного конуса з основою, ручкою та зливною частиною, при цьому основа глечика виконана овальної форми.2. Корпус за п. 1, який відрізняється тим, що зливна частина глечика виконана у вигляді V-подібного...
Машина для автоматизованого розливу рідких продуктів в ємності
Номер патенту: 20744
Опубліковано: 15.02.2007
Автор: Журавльов Сергій Олександрович
МПК: B67C 3/02
Мітки: розливу, продуктів, ємності, автоматизованого, машина, рідких
Формула / Реферат:
1. Машина для автоматизованого розливу рідких продуктів в ємності (1), що включає пристрої для підведення та відведення ємностей на та з позиції розливу, поворотний пристрій типу каруселі (9) з вертикальною віссю обертання, джерело рідкого продукту, джерело (16) обполіскувальної рідини, пристрій для подачі обполіскувальної рідини усередину ємності та встановлені на каруселі розливні головки, кожна з яких оснащена каналом для подання рідкого...
Спосіб автоматизованого розливу рідинних продуктів в ємності та машина для його здійснення
Номер патенту: 81862
Опубліковано: 11.02.2008
Автор: Журавльов Сергій Олександрович
МПК: B67C 3/02
Мітки: розливу, спосіб, ємності, автоматизованого, продуктів, рідинних, машина, здійснення
Формула / Реферат:
1. Спосіб автоматизованого розливу рідин у ємності (1), що включає обполіскування ємності, підведення та відведення ємності на(з) позицію(ї) розливу та наповнення ємності рідинним продуктом, який відрізняється тим, що перед обполіскуванням ємності її горловину закріплюють до вихідного штуцера (29) розливної головки (7), співвісно з нею, після чого здійснюють введення у середину ємності обполіскувальної рідини, виведення з її середини...
Спосіб розливу рідин у ємності
Номер патенту: 80057
Опубліковано: 10.08.2007
Автор: Журавльов Сергій Олександрович
МПК: B67C 3/02
Мітки: спосіб, рідин, розливу, ємності
Формула / Реферат:
1. Спосіб розливу рідин у ємності, що включає операції наливу під тиском попередньо насиченої газом рідини одночасно з утворенням у ємності протитиску шляхом подачі всередину газу насичення під тиском, меншим від тиску наливу, та вирівняння тисків всередині та зовні ємності шляхом випуску з неї частини газу, який відрізняється тим, що після наливу та перед вирівнюванням тисків всередині ємності та зовні рідину в ємності піддають...
Спосіб розливу рідин у ємності
Номер патенту: 15319
Опубліковано: 15.06.2006
Автор: Журавльов Сергій Олександрович
МПК: B67C 3/00
Мітки: спосіб, ємності, розливу, рідин
Формула / Реферат:
1. Спосіб розливу рідин у ємності, що включає операції наливання під тиском попередньо насиченої газом рідини одночасно з утворенням у ємності протитиску шляхом подачі у її середину газу насичення під тиском, меншим за тиск наливання, та вирівнювання тисків усередині та зовні ємності шляхом випуску з неї частки газу, який відрізняється тим, що після наливання та перед вирівнюванням тисків усередині ємності та зовні рідину в ємності піддають...
Попередній патент: Спосіб культивування фібробластів людини
Наступний патент: Пристрій для демонстрації об’ємних об’єктів у кольородинамічному режимі
Випадковий патент: Пристрій для укладання коренеплодів в кагат