Спосіб керування індукційним розпресовуванням деталей
Номер патенту: 43339
Опубліковано: 10.08.2009
Автори: Дрешпак Наталія Станіславівна, Півняк Геннадій Григорович
Формула / Реферат
Спосіб керування індукційним розпресовуванням однотипних циліндричних деталей, який включає зміну в процесі нагрівання деталі частоти слідування імпульсів струму синусоїдальної форми, що протікає в індукторі, який відрізняється тим, що попередньо визначають і задають максимальне значення частоти слідування імпульсів струму, температуру зовнішньої поверхні деталі, що нагрівають, далі здійснюють нагрівання деталі до заданого значення температури її зовнішньої поверхні при незмінній частоті слідування імпульсів струму, рівній заданому максимальному значенню, потім частоту слідування імпульсів струму знижують, стабілізуючи температуру зовнішньої поверхні деталі на заданому рівні аж до завершення процесу розпресовування.
Текст
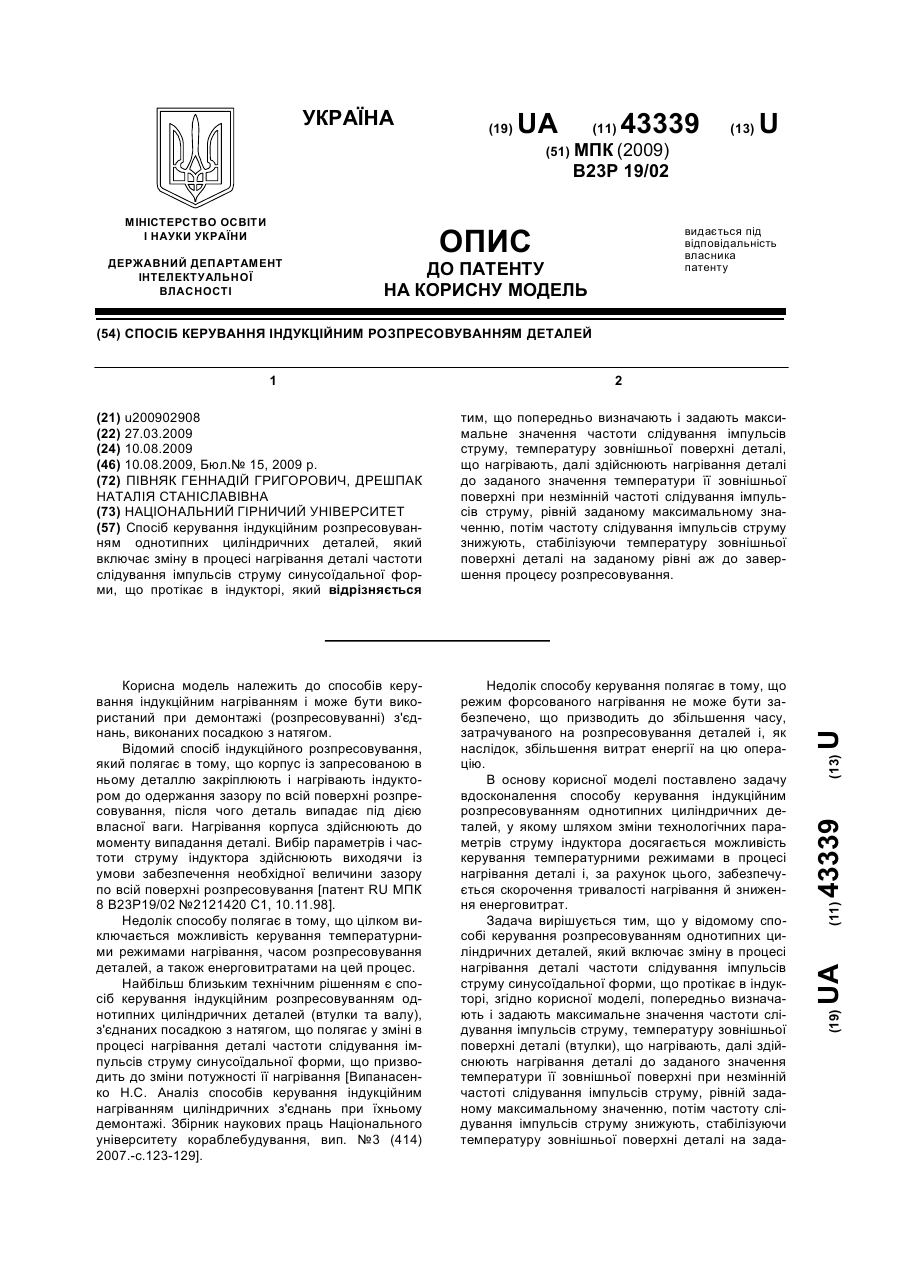
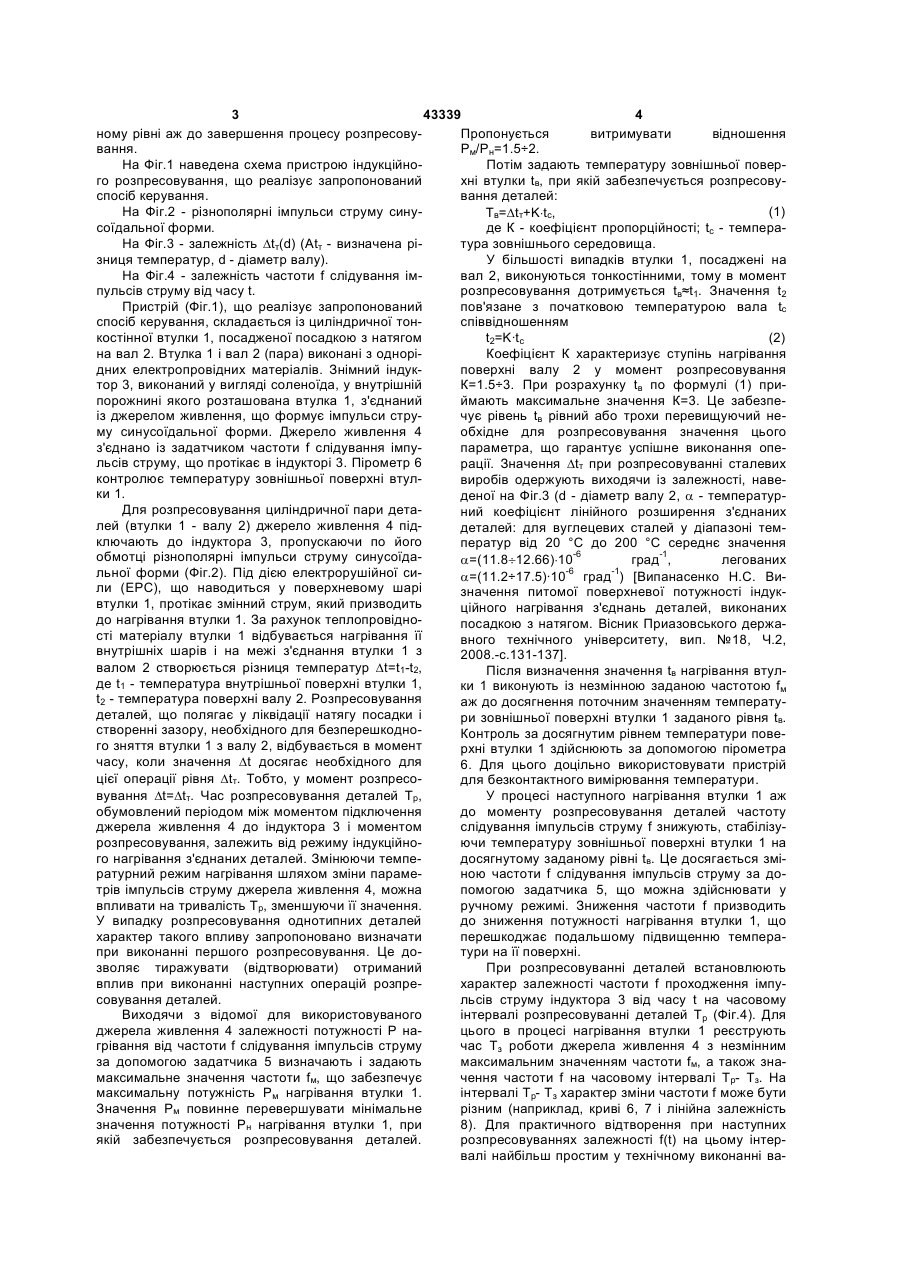
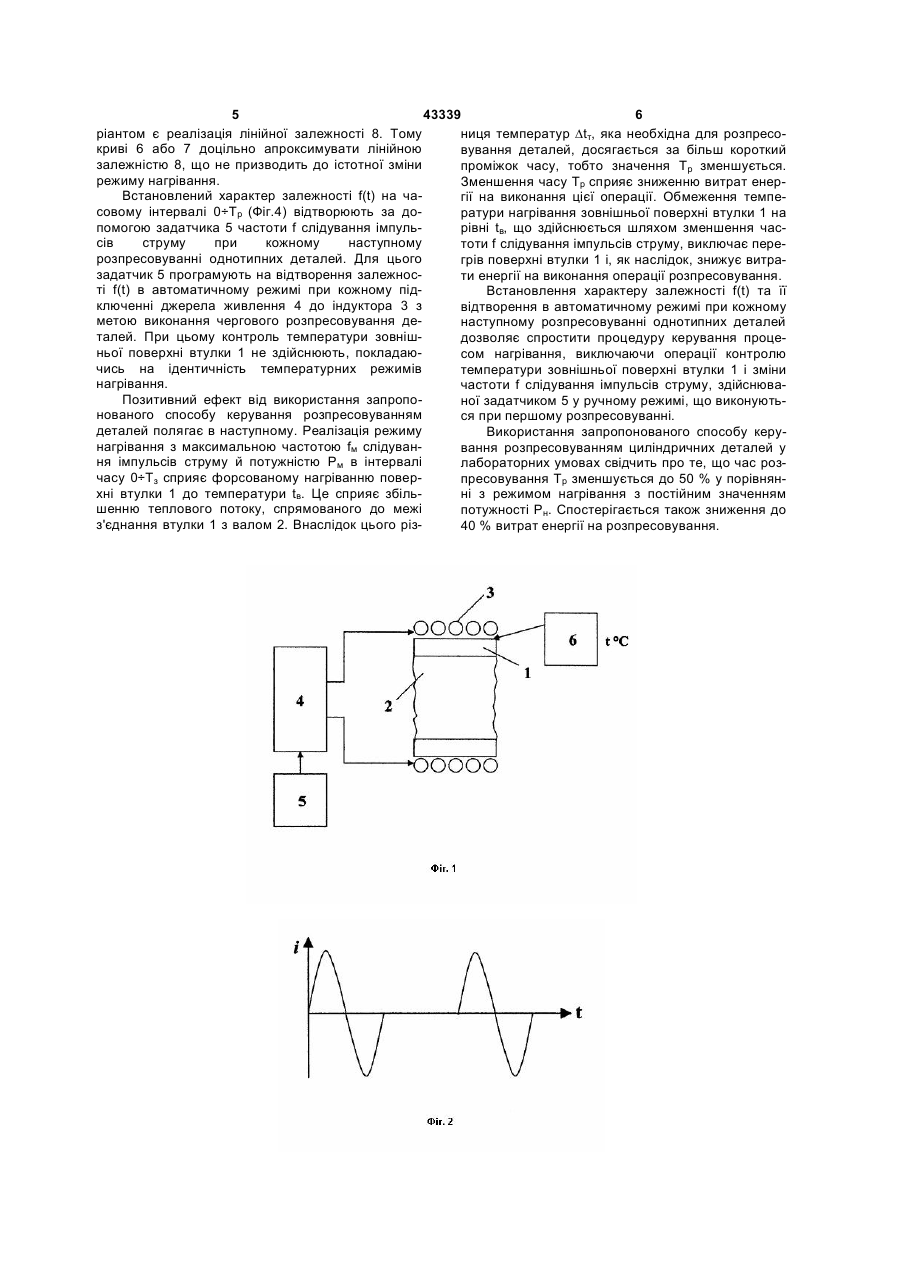
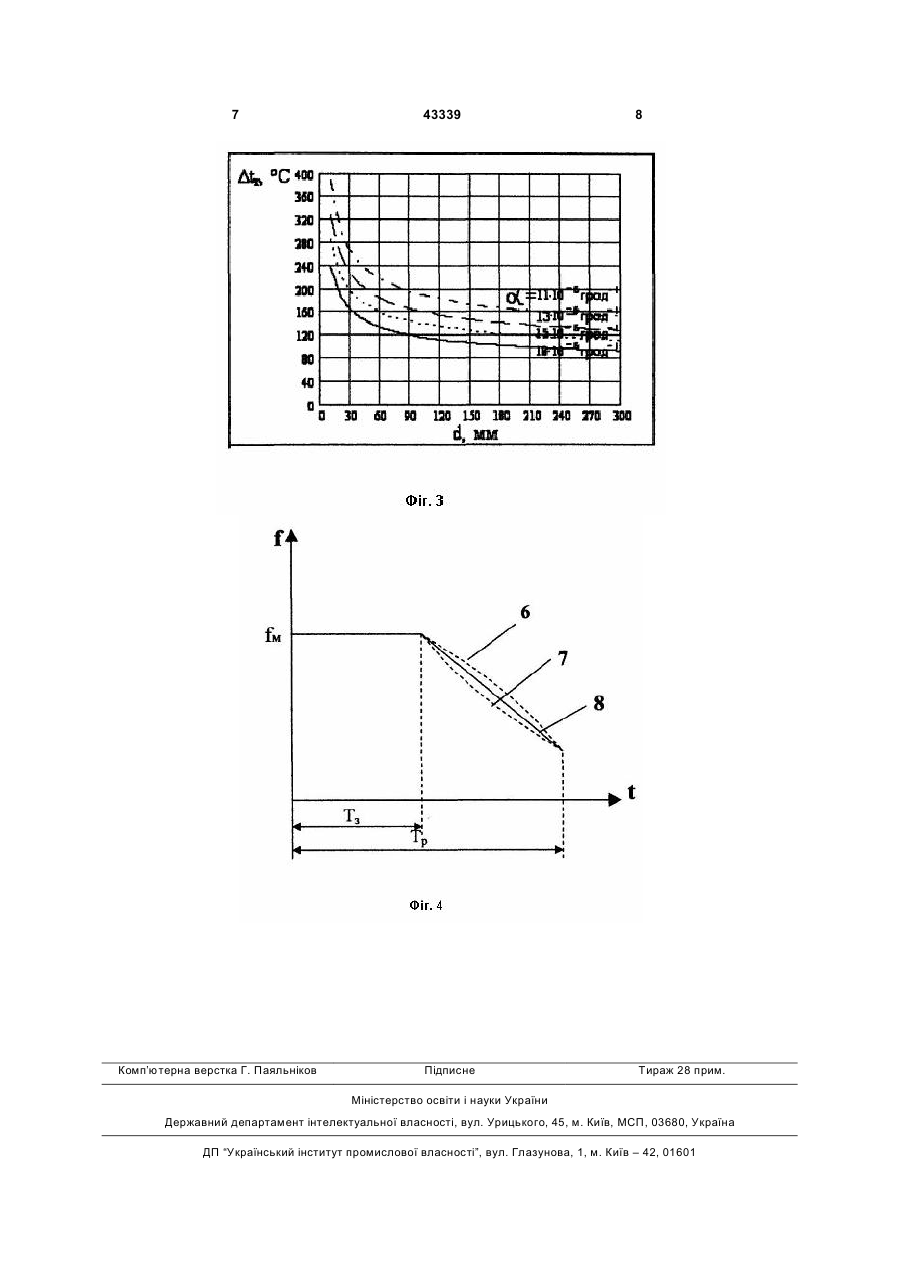
Спосіб керування індукційним розпресовуванням однотипних циліндричних деталей, який включає зміну в процесі нагрівання деталі частоти слідування імпульсів струму синусоїдальної форми, що протікає в індукторі, який відрізняється 3 43339 4 Пропонується витримувати відношення ному рівні аж до завершення процесу розпресовуРм/Рн=1.5÷2. вання. Потім задають температуру зовнішньої поверНа Фіг.1 наведена схема пристрою індукційнохні втулки tв, при якій забезпечується розпресовуго розпресовування, що реалізує запропонований вання деталей: спосіб керування. На Фіг.2 - різнополярні імпульси струму сину(1) Tв=Dtт+K×tc, соїдальної форми. де К - коефіцієнт пропорційності; tc - темпераНа Фіг.3 - залежність Dtт(d) (Atт - визначена рітура зовнішнього середовища. У більшості випадків втулки 1, посаджені на зниця температур, d - діаметр валу). вал 2, виконуються тонкостінними, тому в момент На Фіг.4 - залежність частоти f слідування імрозпресовування дотримується tв≈t1. Значення t2 пульсів струму від часу t. пов'язане з початковою температурою вала tc Пристрій (Фіг.1), що реалізує запропонований співвідношенням спосіб керування, складається із циліндричної тонt2=K·tc (2) костінної втулки 1, посадженої посадкою з натягом Коефіцієнт К характеризує ступінь нагрівання на вал 2. Втулка 1 і вал 2 (пара) виконані з одноріповерхні валу 2 у момент розпресовування дних електропровідних матеріалів. Знімний індукК=1.5÷3. При розрахунку tв по формулі (1) притор 3, виконаний у вигляді соленоїда, у внутрішній ймають максимальне значення К=3. Це забезпепорожнині якого розташована втулка 1, з'єднаний чує рівень tв рівний або трохи перевищуючий неіз джерелом живлення, що формує імпульси струобхідне для розпресовування значення цього му синусоїдальної форми. Джерело живлення 4 параметра, що гарантує успішне виконання опез'єднано із задатчиком частоти f слідування імпульсів струму, що протікає в індукторі 3. Пірометр 6 рації. Значення Dtт при розпресовуванні сталевих контролює температуру зовнішньої поверхні втулвиробів одержують виходячи із залежності, навеки 1. деної на Фіг.3 (d - діаметр валу 2, a - температурДля розпресовування циліндричної пари детаний коефіцієнт лінійного розширення з'єднаних лей (втулки 1 - валу 2) джерело живлення 4 піддеталей: для вуглецевих сталей у діапазоні темключають до індуктора 3, пропускаючи по його ператур від 20 °С до 200 °С середнє значення обмотці різнополярні імпульси струму синусоїдаa=(11.8¸12.66)×10-6 град-1, легованих -6 -1 льної форми (Фіг.2). Під дією електрорушійної сиa=(11.2÷17.5)·10 град ) [Випанасенко Н.С. Вили (ЕРС), що наводиться у поверхневому шарі значення питомої поверхневої потужності індуквтулки 1, протікає змінний струм, який призводить ційного нагрівання з'єднань деталей, виконаних до нагрівання втулки 1. За рахунок теплопровіднопосадкою з натягом. Вісник Приазовського держасті матеріалу втулки 1 відбувається нагрівання її вного технічного університету, вип. №18, Ч.2, внутрішніх шарів і на межі з'єднання втулки 1 з 2008.-с.131-137]. валом 2 створюється різниця температур Dt=t1-t2, Після визначення значення tв нагрівання втулде t1 - температура внутрішньої поверхні втулки 1, ки 1 виконують із незмінною заданою частотою fм t2 - температура поверхні валу 2. Розпресовування аж до досягнення поточним значенням температудеталей, що полягає у ліквідації натягу посадки і ри зовнішньої поверхні втулки 1 заданого рівня tв. створенні зазору, необхідного для безперешкодноКонтроль за досягнутим рівнем температури повего зняття втулки 1 з валу 2, відбувається в момент рхні втулки 1 здійснюють за допомогою пірометра часу, коли значення Dt досягає необхідного для 6. Для цього доцільно використовувати пристрій цієї операції рівня Dtт. Тобто, у момент розпресодля безконтактного вимірювання температури. вування Dt=Dtт. Час розпресовування деталей Тр, У процесі наступного нагрівання втулки 1 аж до моменту розпресовування деталей частоту обумовлений періодом між моментом підключення слідування імпульсів струму f знижують, стабілізуджерела живлення 4 до індуктора 3 і моментом ючи температуру зовнішньої поверхні втулки 1 на розпресовування, залежить від режиму індукційнодосягнутому заданому рівні tв. Це досягається зміго нагрівання з'єднаних деталей. Змінюючи темпеною частоти f слідування імпульсів струму за доратурний режим нагрівання шляхом зміни парамепомогою задатчика 5, що можна здійснювати у трів імпульсів струму джерела живлення 4, можна ручному режимі. Зниження частоти f призводить впливати на тривалість Тр, зменшуючи її значення. до зниження потужності нагрівання втулки 1, що У випадку розпресовування однотипних деталей перешкоджає подальшому підвищенню темперахарактер такого впливу запропоновано визначати тури на її поверхні. при виконанні першого розпресовування. Це доПри розпресовуванні деталей встановлюють зволяє тиражувати (відтворювати) отриманий характер залежності частоти f проходження імпувплив при виконанні наступних операцій розпрельсів струму індуктора 3 від часу t на часовому совування деталей. інтервалі розпресовуванні деталей Тр (Фіг.4). Для Виходячи з відомої для використовуваного цього в процесі нагрівання втулки 1 реєструють джерела живлення 4 залежності потужності Р начас Тз роботи джерела живлення 4 з незмінним грівання від частоти f слідування імпульсів струму максимальним значенням частоти fм, а також зназа допомогою задатчика 5 визначають і задають чення частоти f на часовому інтервалі Тр- Тз. На максимальне значення частоти fм, що забезпечує інтервалі Тр- Тз характер зміни частоти f може бути максимальну потужність Рм нагрівання втулки 1. різним (наприклад, криві 6, 7 і лінійна залежність Значення Рм повинне перевершувати мінімальне 8). Для практичного відтворення при наступних значення потужності Рн нагрівання втулки 1, при розпресовуваннях залежності f(t) на цьому інтерякій забезпечується розпресовування деталей. валі найбільш простим у технічному виконанні ва 5 43339 6 ріантом є реалізація лінійної залежності 8. Тому ниця температур Dtт, яка необхідна для розпресокриві 6 або 7 доцільно апроксимувати лінійною вування деталей, досягається за більш короткий залежністю 8, що не призводить до істотної зміни проміжок часу, тобто значення Тр зменшується. режиму нагрівання. Зменшення часу Тр сприяє зниженню витрат енерВстановлений характер залежності f(t) на чагії на виконання цієї операції. Обмеження темпесовому інтервалі 0÷Тр (Фіг.4) відтворюють за доратури нагрівання зовнішньої поверхні втулки 1 на помогою задатчика 5 частоти f слідування імпульрівні tв, що здійснюється шляхом зменшення чассів струму при кожному наступному тоти f слідування імпульсів струму, виключає перерозпресовуванні однотипних деталей. Для цього грів поверхні втулки 1 і, як наслідок, знижує витразадатчик 5 програмують на відтворення залежности енергії на виконання операції розпресовування. ті f(t) в автоматичному режимі при кожному підВстановлення характеру залежності f(t) та її ключенні джерела живлення 4 до індуктора 3 з відтворення в автоматичному режимі при кожному метою виконання чергового розпресовування денаступному розпресовуванні однотипних деталей талей. При цьому контроль температури зовнішдозволяє спростити процедуру керування проценьої поверхні втулки 1 не здійснюють, покладаюсом нагрівання, виключаючи операції контролю чись на ідентичність температурних режимів температури зовнішньої поверхні втулки 1 і зміни нагрівання. частоти f слідування імпульсів струму, здійснюваПозитивний ефект від використання запропоної задатчиком 5 у ручному режимі, що виконуютьнованого способу керування розпресовуванням ся при першому розпресовуванні. деталей полягає в наступному. Реалізація режиму Використання запропонованого способу керунагрівання з максимальною частотою fм слідуванвання розпресовуванням циліндричних деталей у ня імпульсів струму й потужністю Рм в інтервалі лабораторних умовах свідчить про те, що час розчасу 0÷Тз сприяє форсованому нагріванню поверпресовування Тр зменшується до 50 % у порівнянхні втулки 1 до температури tв. Це сприяє збільні з режимом нагрівання з постійним значенням шенню теплового потоку, спрямованого до межі потужності Рн. Спостерігається також зниження до з'єднання втулки 1 з валом 2. Внаслідок цього різ40 % витрат енергії на розпресовування. 7 Комп’ютерна верстка Г. Паяльніков 43339 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of control of induction pressing-out components
Автори англійськоюPivniak Hennadii Hryhorovych, Dreshpak Natalia Stanislavivna
Назва патенту російськоюСпособ управления индукционной распрессовкой деталей
Автори російськоюПивняк Геннадий Григорьевич, Дрешпак Наталья Станиславовна
МПК / Мітки
МПК: B23P 19/02
Мітки: спосіб, індукційним, деталей, керування, розпресовуванням
Код посилання
<a href="https://ua.patents.su/4-43339-sposib-keruvannya-indukcijjnim-rozpresovuvannyam-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування індукційним розпресовуванням деталей</a>
Спосіб керування зносом деталей двигунів внутрішнього згорання в процесі експлуатації
Номер патенту: 26959
Опубліковано: 10.10.2007
Автори: Жулай Олександр Юрійович, Натальїн Ігор Ігорович, Онолов Максим Вікторович, Дубовик Віктор Олександрович, Бобрицький Віталій Миколайович, Аулін Віктор Васильович, Лисенко Сергій Володимирович
МПК: F01M 9/00
Мітки: внутрішнього, деталей, згорання, зносом, експлуатації, двигунів, спосіб, керування, процесі
Формула / Реферат:
Спосіб керування зносом деталей двигунів внутрішнього згорання в процесі експлуатації, що включає введення в моторне масло присадки, яка компенсує знос, який відрізняється тим, що присадка подається в систему мащення двигуна за допомогою дозаторного пристрою, керування яким здійснюється електронним блоком керування на основі сигналів з датчиків температури моторного масла, тиску в камері згорання та якісного складу картерних газів.
Спосіб електроерозійної обробки поверхонь струмопровідних деталей
Номер патенту: 5679
Опубліковано: 15.03.2005
Автори: Кравець Василь Васильович, Марчук Володимир Єфремович, Шульга Іван Федорович
МПК: B23H 7/00, B23H 9/04, B23H 9/00
Мітки: деталей, поверхонь, спосіб, електроерозійної, струмопровідних, обробки
Формула / Реферат:
Спосіб електроерозійної обробки поверхонь струмопровідних деталей, при якому розміщують електрод-інструмент з проміжком відносно поверхні деталі, подають в проміжок імпульси напруги, вимірюють температуру електрода-інструмента, підтримують автоматизовано оптимальне значення температури електрода-інструмента, який відрізняється тим, що під час підтримування автоматизованого оптимального значення температури електрода-інструмента додатково...
Спосіб зміцнення поверхонь тертя деталей
Номер патенту: 82815
Опубліковано: 12.05.2008
Автори: Іващенко Євген Вадимович, Стаценко Виктор Михайлович, Бевз Віталій Петрович, Храновська Катерина Миколаївна, Мазанко Володимир Федорович, Погорелов Олександр Євгенович
МПК: C23C 12/00, C23C 10/30, C23C 24/00, B22F 7/04
Мітки: спосіб, зміцнення, тертя, деталей, поверхонь
Формула / Реферат:
Спосіб зміцнення поверхонь тертя деталей, який полягає в тому, що наносять порошковий матеріал на поверхню деталі, нагрівають її прямим пропусканням електричного струму, здійснюють підпресовку шару порошкового матеріалу, який відрізняється тим, що використовують матеріал з температурою плавлення, яка є вищою за температуру плавлення деталі, а підпресовку шару порошкового матеріалу здійснюють одночасно з пропусканням імпульсів електричного...
Спосіб відновлення спрацьованих поверхонь сталевих деталей машин
Номер патенту: 25690
Опубліковано: 10.08.2007
Автор: Кучин Юрій Юрійович
МПК: B23P 6/00, B23K 9/04, C23C 4/12
Мітки: поверхонь, спосіб, сталевих, відновлення, деталей, спрацьованих, машин
Формула / Реферат:
Спосіб відновлення спрацьованих поверхонь сталевих деталей машин, що включає механічну обробку спрацьованої поверхні, нагрівання, газополуменеве напилення зносостійкого шару з подальшим оплавленням поверхні покриття, який відрізняється тим, що заздалегідь здійснюють електродугове наплавлення спрацьованої поверхні з урахуванням припуску на подальшу механічну обробку, яку проводять з заниженням номінального розміру деталі, потім здійснюють...
Спосіб місцевого зміцнення сталевих деталей
Номер патенту: 28828
Опубліковано: 25.12.2007
Автори: Ковалевський Сергій Вадимович, Тулупов Володимир Іванович, Колот Лідія Петрівна
Мітки: деталей, спосіб, зміцнення, місцевого, сталевих
Формула / Реферат:
Спосіб місцевого зміцнення сталевих деталей шляхом механічної обробки з одночасним пропусканням електричного струму, який відрізняється тим, що обробка виконується чистовим точінням і пропусканням імпульсного прямокутного струму, який утворює регулярну дискретну структуру поверхні у вигляді зміцнених фрагментів, довжина яких визначається тривалістю імпульсу
Попередній патент: Спосіб провітрювання та відводу метану з виробки, що погашається
Наступний патент: Спосіб оцінки емболізації маткових артерій у жінок з лейоміомою матки
Випадковий патент: Спосіб визначення пористості глинистих порід в нафтогазових свердловинах