Спосіб відновлення спрацьованих поверхонь сталевих деталей машин

Формула / Реферат
Спосіб відновлення спрацьованих поверхонь сталевих деталей машин, що включає механічну обробку спрацьованої поверхні, нагрівання, газополуменеве напилення зносостійкого шару з подальшим оплавленням поверхні покриття, який відрізняється тим, що заздалегідь здійснюють електродугове наплавлення спрацьованої поверхні з урахуванням припуску на подальшу механічну обробку, яку проводять з заниженням номінального розміру деталі, потім здійснюють дробоструминну активацію обробленої поверхні, а газополуменеве напилення здійснюють самофлюсівним порошковим сплавом з подальшим оплавленням нанесеного покриття шляхом нагрівання деталі до температури 950-1050 °С, причому покриття наносять з перевищенням номінального розміру деталі на величину усадки покриття після повного охолоджування деталі.
Текст
Спосіб відновлення спрацьованих поверхонь сталевих деталей машин, що включає механічну обробку спрацьованої поверхні, нагрівання, газополуменеве напилення зносостійкого шару з подальшим оплавленням поверхні покриття, який відрізняє ться тим, що заздалегідь здійснюють 3 25690 напилення зносостійких порошкових самофлюсівних сплавів з зміцненням наплавленої поверхні без подальшої механічної обробки, а також в підвищенні утомної міцності зношених поверхонь сталевих деталей. Поставлена задача вирішується тим, що спосіб відновлення спрацьованих поверхонь сталевих деталей машин включає механічну обробку спрацьованої поверхні, нагрівання, газополуменеве напилення зносостійкого шару з подальшим оплавленням поверхні покриття і, згідно корисної моделі, заздалегідь здійснюють електродугове наплавлення спрацьованої поверхні з урахуванням припуску на подальшу механічну обробку, яку проводять з заниженням номінального розміру деталі, потім здійснюють дробоструминну активацію обробленої поверхні, а газополуменеве напилення здійснюють самофлюсівним порошковим сплавом з подальшим оплавленням нанесеного покриття шляхом нагрівання деталі до температури 9501050°С, причому покриття наносять з перевищенням номінального розміру деталі на величину усадки покриття після повного охолоджування деталі. Запропонований спосіб відновлення зношених поверхонь сталевих деталей машин здійснюють таким чином. Підготовка деталей під електродугове наплавлення і напилення полягає в очищенні від забруднень, іржи і видаленні мастила. Наявність забруднень приводить до погіршення якості наплавленого металу. Відновлення спрацьованої поверхні деталі проводять механізованим електродуговим наплавленням при глибині зносу деталі більше 2,0-3,0мм. При нерівномірному зносі поверхні деталь піддають механічній обробці для додання ній правильної геометричної форми. Ме ханічну обробку проводять з заниженням номінального розміру на 0,7-1,5мм для забезпечення активації контактної поверхні (забезпечення високої міцності зчеплення) і подальшого газотермічного напилення порошкового самофлюсівного сплаву. Напилення проводять газополуменевим пальником. Для газополуменевих способів відновлення використовують пальники, що працюють на ацетилен-кисневому або пропан-бутан-кисневому полум'ї. Напилення покриття здійснюють з перевищенням номінального розміру на 0,15-0,25мм для припуску на усадку покриття після повного природного охолоджування. Напилення з оплавленням дозволяє виключити процес подальшої механічної обробки. Якщо потрібна механічна обробка, то проводять шліфування або обточування до необхідних геометричних розмірів. Газотермічне напилення деталей дозволяє наносити покриття будь-якої необхідної товщини (від 0,1-0,2мм до 3мм) на деталь без її жолоблення з отриманням поверхневої твердості від НВ200 до HRC60. Відносно висока точність напилення дозволяє в окремих випадках використовувати деталі з нанесеним покриттям без подальшої механічної обробки. Газополуменеве напилення з подальшим оплавленням і газопорошкове наплавлення використовуються для відновлення деталей, що пра 4 цюють в найважчих умовах - ударні навантаження, сухий абразивний знос. В останньому випадку покриття мають поверхню з твердістю до HRC60, що підвищує термін служби цих деталей в 1,5-2,5 рази. Напилення з оплавленням полягає в нанесенні необхідного шару порошкового сплаву на деталь з подальшим його розплавленням. Температура деталі в цьому випадку рівна температурі плавлення порошку 950-1150°С. Приклад конкретного виконання способу. Спосіб відновлення спрацьованих поверхонь сталевих деталей машин, що мають форму тіл обертання, з використовуванням як відновлюваної деталі сталевої втулки шпин-тону візка КВЗ-ЦНП тип І суцільнометалевих пасажирських вагонів здійснюють таким чином. Втулка виготовлена із сталі Ст 45 і термообработана загартуванням з подальшим відпуском, твердість HRC 45-55. Зовнішня поверхня втулки представляє собою зрізаний конус. Діаметр у основи 87мм, у вершини 84мм, відповідає кресленню №3707-Н візка КВЗЦНП типу І суцільнометалевих пасажирських вагонів. Для відновлення спрацьованої зовнішньої поверхні з зміцненням втулку шпин-тону встановлюють на зварювальному обертачі, проводять механізоване електродугове наплавлення дротом Св08Г2С діаметром 1,2мм в середовищі захисних газів на наступних режимах наплавлення: швидкість обертання шпинделя 1,5-2,0об/хв, крок наплавлення 3,0-4,0мм, зсув із зеніту 10-12мм, виліт електродного дроту 15-17мм, напруга зварювальної дуги 23-25 В при силі струму 110-140А. При необхідності, залежно від величини зносу поверхні, наплавлення проводять в два шари. Після наплавлення проводять токарну обробку наплавленої поверхні. Попередня проточка до номінального розміру із заниженням на 1мм: швидкість обертання - 400об/хв, піддача 0,3мм/об. В дробоструминній камері проводять активацію проточеної поверхні шліфзерном електрокорунду нормального марки 12Л но ТУ2-036-197-76 зернистістю 80Н. Для зміцнення активованої поверхні методом газополуменевого напилення з оплавленням втулку встановлюють на зварювальний обертач. Зміцнення зовнішньої поверхні проводять при швидкості обертання шпинделя 90-100об/хв, полум'ям пальника Могул-UP проводять підігрівання активованої поверхні за один прохід, швидкість подовжньої подачі пальника 120-200мм/хв, тиск ацетилену 0,6-0,7кгс/см 2, кисню 1,5-1,8кгс/см 2, стислого повітря 1,0-1,2кгс/см 2, витрата ацетилену 1,1м 3/год, кисню 0,72м 3/год. Після підігріву зовнішньої поверхні втулки здійснюють напилення самофлюсівного порошкового сплаву марки Т - Термо №50. Дистанція напилення 180-200мм, швидкість подовжнього руху пальника складає МО-210мм/хв. При напиленні проводять 12-15 проходів пальника, товщина напиленого покриття складає 1,2-1,5мм. Після напилення самофлюсівного порошкового сплаву полум'ям пальника ГМС-2 проводять його оплавлення. Тиск пропан-бутана 0,8 5 25690 1,0кгс/см 2, кисню 6,0-7,0кгс/см 2, витрата пропанабутан у складає 2,0-2,8м 3/год, кисню 7,0-8,8м 3/год. Дистанція оплавлення - 5мм від ядра полум'я. Оплавлення напиленого порошкового сплаву відбувається при нагріванні втулки до температури 950-1050°С. Після оплавлення напиленого покриття втулку знімають з обертача і поміщають в ящик з піском до її повного охолоджування. Після охолоджування діаметр зовнішньої поверхні втулки відповідає вимогам креслення №3707-Н і остаточна механічна обробка не потрібна. Пропонований спосіб дозволяє підвищити в 23 рази зносостійкість відновленої і зміцненої втулки, а також збільшити рівень експлуатаційних характеристик і отримати твердість зовнішньої пове Комп’ютерна в ерстка А. Крулевський 6 рхні до НRC 47-53. Таким чином корисна модель забезпечує підвищення утомної міцності спрацьованих поверхонь сталевих деталей машин і термін служби відновлених деталей. Використовування корисної моделі забезпечує підвищення якості відновлення спрацьованих поверхонь сталевих деталей машин за рахунок забезпечення електродугового наплавлення і газополуменевого напилення зносостійких самофлюсівних порошкових сплавів з зміцненням наплавленої поверхні без подальшої механічної обробки, а також підвищення утомної міцності спрацьованих поверхонь сталевих деталей. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of reconditioning the worn surfaces of steel machine parts
Автори англійськоюKuchyn Yurii Yuriiovych
Назва патенту російськоюСпособ восстановления сработанных поверхностей стальных деталей машин
Автори російськоюКучин Юрий Юрьевич
МПК / Мітки
МПК: C23C 4/12, B23K 9/04, B23P 6/00
Мітки: поверхонь, сталевих, спосіб, спрацьованих, деталей, відновлення, машин
Код посилання
<a href="https://ua.patents.su/3-25690-sposib-vidnovlennya-spracovanikh-poverkhon-stalevikh-detalejj-mashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення спрацьованих поверхонь сталевих деталей машин</a>
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Молодик Микола Володимирович, Хітров Ігор Олександрович, Гринько Павло Васильович, Кононогов Юрій Андрійович
МПК: B23P 6/00
Мітки: циліндричних, поверхонь, спрацьованих, внутрішніх, деталей, спосіб, відновлення
Формула / Реферат:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Спосіб відновлення сталевих та чавунних деталей машин
Номер патенту: 19594
Опубліковано: 25.12.1997
Автори: Барилович Леонід Павлович, Ткачук Володимир Микитович, Канарчук Вадім Євгенович, Вербовська Ніна Іванівна
МПК: C23C 8/00
Мітки: відновлення, сталевих, чавунних, машин, спосіб, деталей
Формула / Реферат:
Способ восстановления стильных и чугунных деталей машин, включающий наплавку изношенной поверхности детали, отличающийся тем, что наплавку проводят низкоуглеродистой сталью, после чего осуществляют электролитическое борирование наплавленного слоя.
Спосіб відновлення сталевих деталей
Номер патенту: 20750
Опубліковано: 07.10.1997
Автори: Коровайченко Юрій Миколайович, Черновол Михайло Іванович, Тончева Ніна Миколаївна
МПК: C21D 8/00
Мітки: відновлення, спосіб, деталей, сталевих
Формула / Реферат:
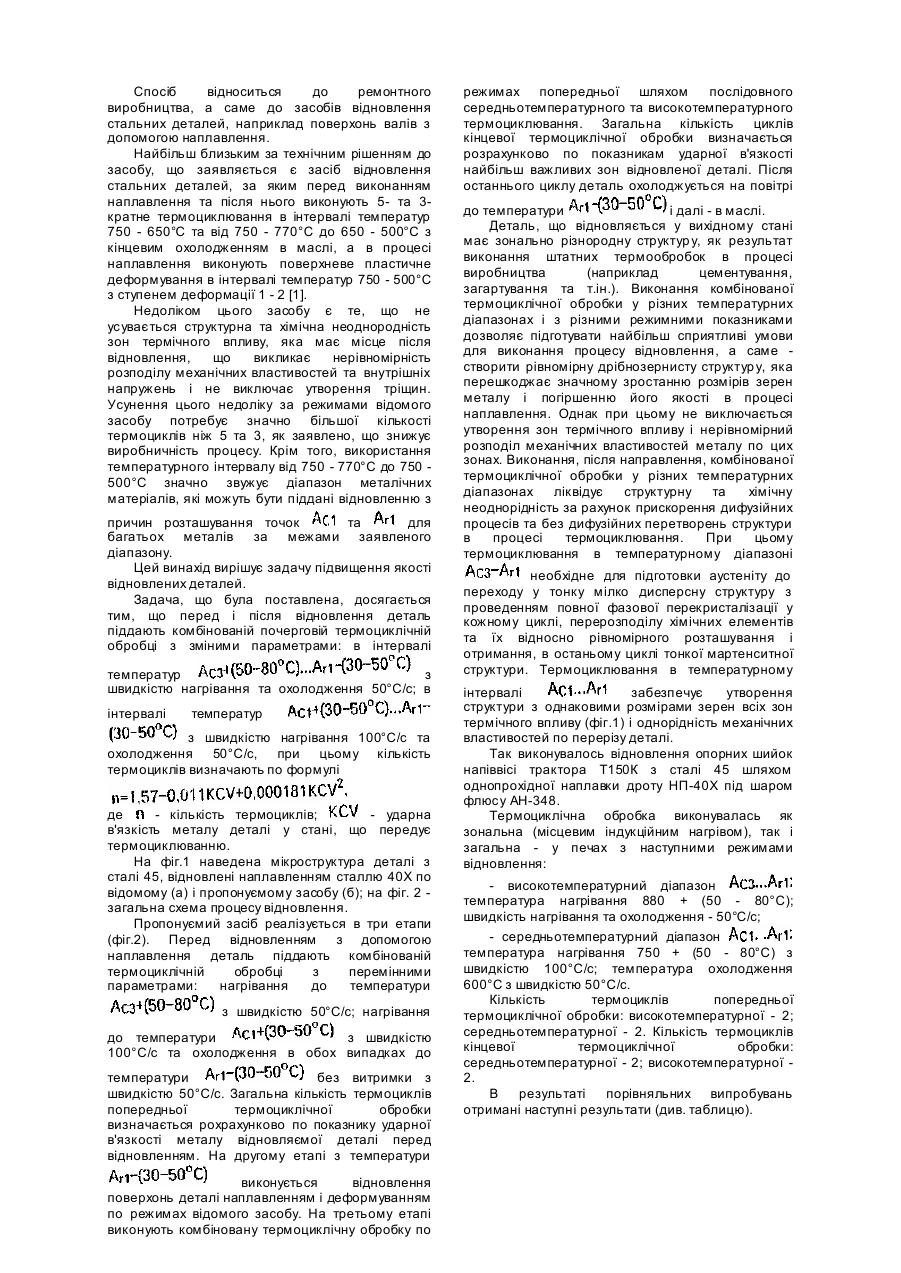
Спосіб відновлення сталевих деталей, включаючий попереднє та кінцеве термоциклювання, наплавку та пластичне деформування, який відрізняється тим, що перед і після наплавки з пластичним деформуванням деталь піддають комбінованій почерговій термоциклічній обробці з змінними параметрами: в інтервалі температур з швидкостями нагріву та охолодження 50°C/с; в інтервалі температур з швидкістю нагріву 100°C/с і охолодження 50°C/с, при цьому...
Спосіб відновлення опорних поверхонь важко навантажених металургійних машин
Номер патенту: 43031
Опубліковано: 15.12.2003
Автори: Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B05D 3/12
Мітки: опорних, машин, спосіб, навантажених, металургійних, відновлення, поверхонь, важкої
Формула / Реферат:
1. Спосіб відновлення опорних поверхонь важко навантажених металургійних машин, що включає зачищення, обезжирювання і нанесення полімерного матеріалу, який відрізняється тим, що на одній з опорних контактних поверхонь виконують заглиблення, які заповнюють із надлишком полімерним матеріалом та притискають до другої контактної поверхні.2. Спосіб по п. 1, який відрізняється тим, що співвідношення між площею заглиблень і загальною площею...
Спосіб відновлення опорних поверхонь тяжко навантажених металургійних машин
Номер патенту: 43031
Опубліковано: 15.11.2001
Автори: Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B05D 3/12
Мітки: поверхонь, відновлення, навантажених, тяжкої, металургійних, спосіб, опорних, машин
Формула / Реферат:
1. Спосіб відновлення опорних поверхонь важко навантажених металургійних машин, що включає зачищення, обезжирювання і нанесення полімерного матеріалу, який відрізняється тим, що на одній з опорних контактних поверхонь виконують заглиблення, які заповнюють із надлишком полімерним матеріалом та притискають до другої контактної поверхні.2. Спосіб по п. 1, який відрізняється тим, що співвідношення між площею заглиблень і загальною площею...
Попередній патент: Установка для забезпечення споживачів тепловою енергією
Наступний патент: Рекламна лава
Випадковий патент: Металевий пристрій для вимірювання товщини шкіри з електронним відліковим цифровим механізмом