Спосіб беззалишкового розкрою слябних розкатів у потоці обжимного цеху та система для його реалізації
Номер патенту: 43490
Опубліковано: 17.12.2001
Автори: Чаркін Євген Іванович, Гладковський Савелій Петрович, Коваленко Валерій Володимирович, Кравцов Олексій Вадимович, Чекер Анатолій Олександрович, Кашков Генадій Алимович, Климанчук Владислав Владиславович, Ощепков Анатолій Миколайович, Омельяненко Микола Іванович, Бойко Володимир Семенович
Формула / Реферат
1. Спосіб беззалишкового розкрою слябних розкатів у потоці обжимного цеху, при якому розкат вводять у робочу зону системи беззалишкового розкрою, відрізають від нього головну частину з неякісним металом, у момент розрізу визначають його довжину, розкроюють розкат на сляби з урахуванням нормативної довжини донноі обрізі, далі вводять розкат у робочу зону чутливих елементів вимірювача довжини слябів, вимірюють поточну довжину сляба, у разі співпадання виміряної довжини сляба з розкроєною здійснюють його розріз, уводять у пам'ять пристрою обчислювального виміряні довжини відрізаних слябів та придатної частини розкату, висвічують на табло оператора ножиць виміряні довжини слябів, розкатів та розкроєні довжини слябів, який відрізняється тим, що при пересуванні розкату від робочої кліті обжимного стану до ножиць перетинають ним стрічку візування вимірювача ширини розкатів, після чого з чутливих елементів котрого у пристрій обчислювальний видають сигнал, пропорційний ширині розкату, де запам'ятовують його та висвічують на табло оператора кліті, а розкрій розкату на сляби виконують з урахуванням виміряної ширини розкату.
2. Система для реалізціі способу беззалишкового розкрою слябних розкатів у потоці обжимного цеху, яка складається з чутливих елементів вимірювача довжини розкату, чутливих елементів вимірювача довжини сляба, датчика моменту часу розрізу підключених до входів пристрою обчислювального, вихід якого, в свою чергу, підключений до входу табло оператора ножиць, яка відрізняється тим, що у систему додані послідовно з'єднані через пристрій обчислювальний чутливі елементи вимірювача ширини розкатів та табло оператора робочої кліті прокатного стану.
Текст
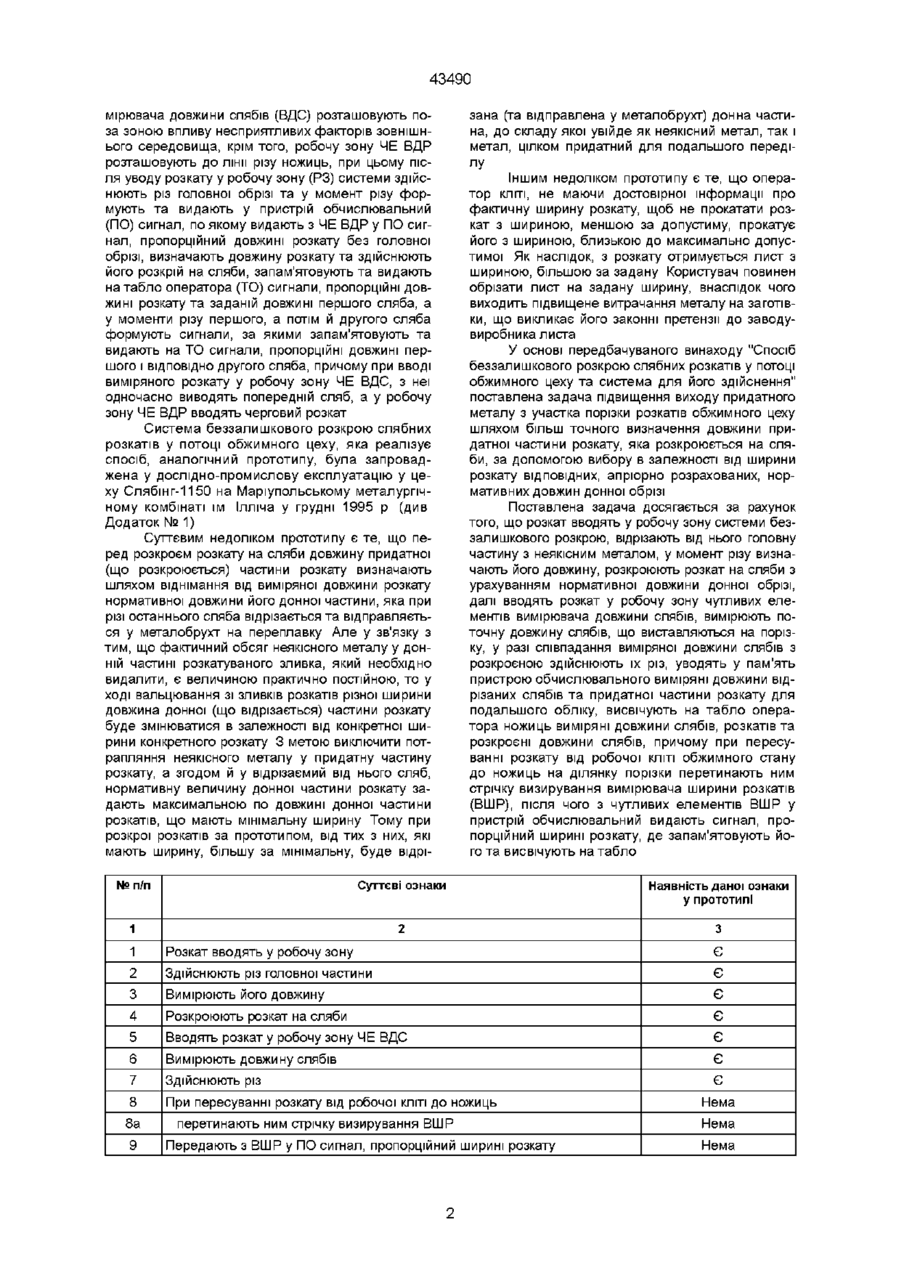
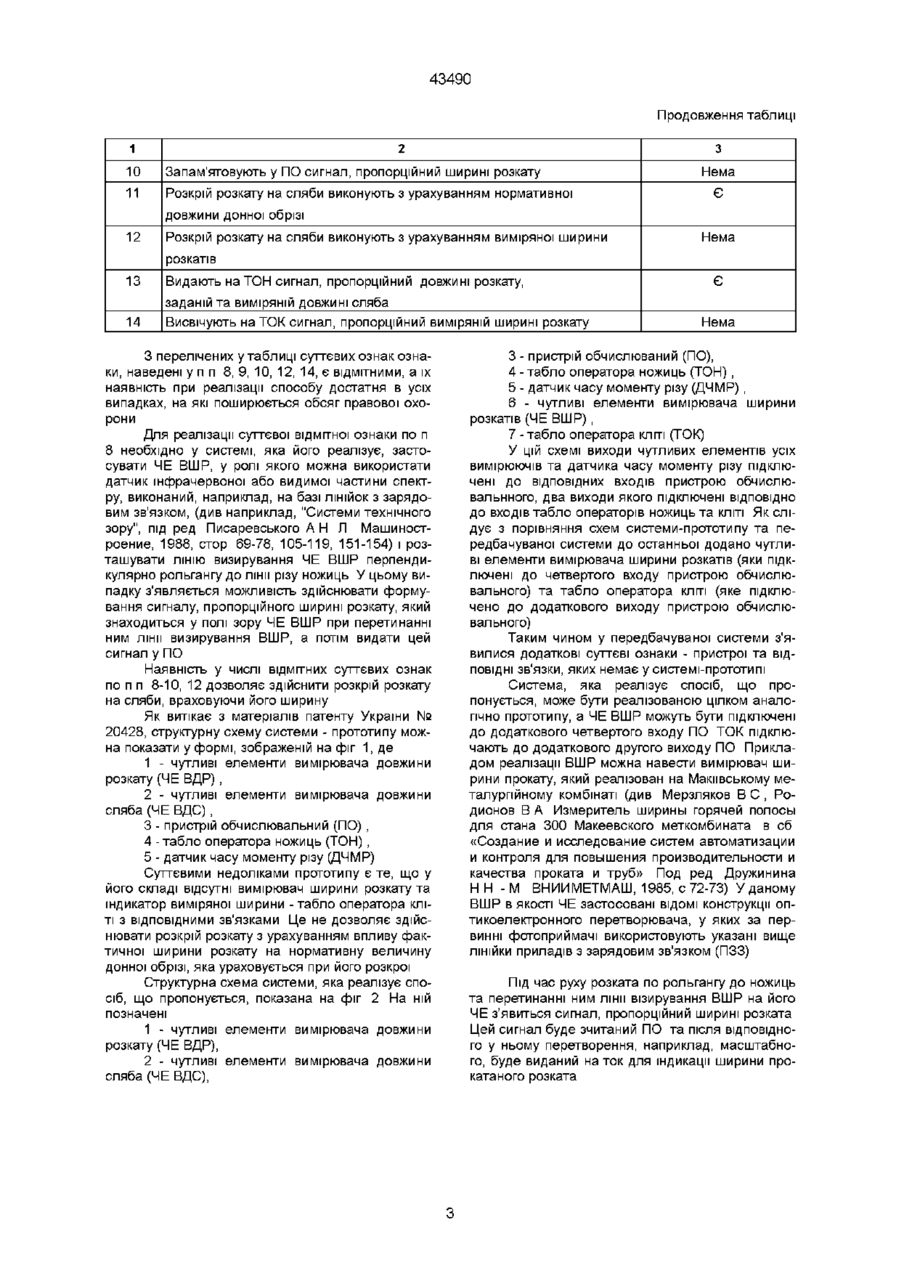
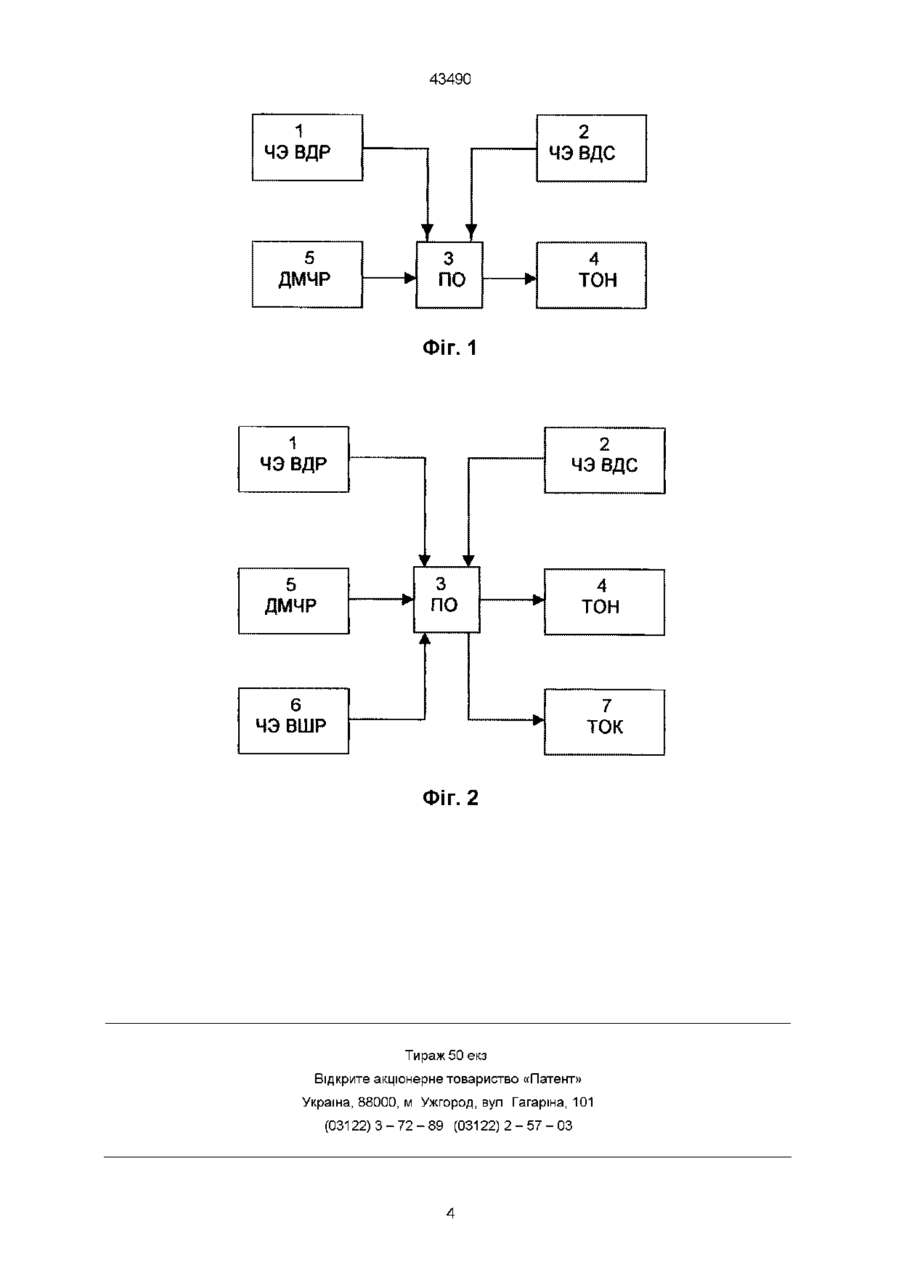
1 Спосіб беззалишкового розкрою слябних розкатів у потоці обжимного цеху, при якому розкат вводять у робочу зону системи беззалишкового розкрою, відрізають від нього головну частину з неякісним металом, у момент розрізу визначають його довжину, розкроюють розкат на сляби з урахуванням нормативної довжини донної обрізі, далі вводять розкат у робочу зону чутливих елементів вимірювача довжини слябів, вимірюють поточну довжину сляба, у разі співпадання виміряної довжини сляба з розкроєною здійснюють його розріз, уводять у пам'ять пристрою обчислювального виміряні довжини відрізаних слябів та придатної частини розкату, висвічують на табло оператора ножиць виміряні довжини слябів, розкатів та розкроєні довжини слябів, який відрізняється тим, що при пересуванні розкату від робочої КЛІТІ обжимного стану до ножиць перетинають ним стрічку візування вимірювача ширини розкатів, після чого з чутливих елементів котрого у пристрій обчислювальний видають сигнал, пропорційний ширині розкату, де запам'ятовують його та висвічують на табло оператора КЛІТІ, а розкрій розкату на сляби виконують з урахуванням виміряної ширини розкату 2 Система для реалізцм способу беззалишкового розкрою слябних розкатів у потоці обжимного цеху, яка складається з чутливих елементів вимірювача довжини розкату, чутливих елементів вимірювача довжини сляба, датчика моменту часу розрізу підключених до входів пристрою обчислювального, вихід якого, в свою чергу, підключений до входу табло оператора ножиць, яка відрізняється тим, що у систему додані послідовно з'єднані через пристрій обчислювальний чутливі елементи вимірювача ширини розкатів та табло оператора робочої КЛІТІ прокатного стану О ^ со Передбачуваний винахід стосується способів та засобів розкрою прокату на підприємствах чорної металургії Відомими Є різні способи автоматичного розкрою прокату та його мірного різу, а також пристрої та системи, які реалізують ці способи Наприклад, патент Німеччини "Пристрій розмічування для поперечного розпилювання на мірні відрізки нескінченно довгих заготовок" (див РЖ ИСМ 8213-94, стор 1), патент Канади "Пристрій для розмічування при різанні металу" вив РЖ ИСМ 8213-93, стор 84), патент Японії "Пристрій для визначення довжини нарізаємого матеріалу" (див РЖ ИСМ 82-07-92, стор 93), "Спосіб вимірювання довжини виробів, що пересуваються у подовжньому напрямку" (див РЖ ИСМ 82-21-91, стор 23), "Спо ВШ сіб попереднього обчислювання довжини у ЛІНІЯХ безперервного вальцювання" (див РЖ ИСМ 8204-91, стор 2), "Спосіб визначення параметрів розкатів при гарячому вальцюванні" (див РЖ ИСМ 82-21-91, стор 31) З відомих найбільш близьким за технічною суттю є спосіб для беззалишкового розкрою слябних розкатів та система для його реалізації за Патентом UA 20428A При реалізації способу беззалишкового розкрою слябних розкатів у потоці обжимного цеху та відповідної системи за прототипом, розкат вводять у робочу зону системи, вимірюють його довжину, розкроюють на сляби, причому чутливі елементи (ЧЕ) вимірювача довжини розкатів (ВДР) та ви 43490 мірювача довжини слябів (ВДС) розташовують поза зоною впливу несприятливих факторів зовнішнього середовища, крім того, робочу зону ЧЕ ВДР розташовують до лінії різу ножиць, при цьому після уводу розкату у робочу зону (РЗ) системи здійснюють різ головної обрізі та у момент різу формують та видають у пристрій обчислювальний (ПО) сигнал, по якому видають з ЧЕ ВДР у ПО сигнал, пропорційний довжині розкату без головної обрізі, визначають довжину розкату та здійснюють його розкрій на сляби, запам'ятовують та видають на табло оператора (ТО) сигнали, пропорційні довжині розкату та заданій довжині першого сляба, а у моменти різу першого, а потім й другого сляба формують сигнали, за якими запам'ятовують та видають на ТО сигнали, пропорційні довжині першого і ВІДПОВІДНО другого сляба, причому при вводі виміряного розкату у робочу зону ЧЕ ВДС, з неї одночасно виводять попередній сляб, а у робочу зону ЧЕ ВДР вводять черговий розкат Система беззалишкового розкрою слябних розкатів у потоці обжимного цеху, яка реалізує спосіб, аналогічний прототипу, була запроваджена у дослідно-промислову експлуатацію у цеху Слябінг-1150 на Маріупольському металурпчному комбінаті їм Ілліча у грудні 1995 р (див Додаток № 1) Суттєвим недоліком прототипу є те, що перед розкроєм розкату на сляби довжину придатної (що розкроюється) частини розкату визначають шляхом віднімання від виміряної довжини розкату нормативної довжини його донної частини, яка при різі останнього сляба відрізається та відправляється у металобрухт на переплавку Але у зв'язку з тим, що фактичний обсяг неякісного металу у донній частині розкатуваного зливка, який необхідно видалити, є величиною практично постійною, то у ході вальцювання зі зливків розкатів різної ширини довжина донної (що відрізається) частини розкату буде змінюватися в залежності від конкретної ширини конкретного розкату 3 метою виключити потрапляння неякісного металу у придатну частину розкату, а згодом й у відрізаємий від нього сляб, нормативну величину донної частини розкату задають максимальною по довжині донної частини розкатів, що мають мінімальну ширину Тому при розкрої розкатів за прототипом, від тих з них, які мають ширину, більшу за мінімальну, буде відрі зана (та відправлена у металобрухт) донна частина, до складу якої увійде як неякісний метал, так і метал, цілком придатний для подальшого переділу Іншим недоліком прототипу є те, що оператор КЛІТІ, не маючи достовірної інформації про фактичну ширину розкату, щоб не прокатати розкат з шириною, меншою за допустиму, прокатує його з шириною, близькою до максимально допустимої Як наслідок, з розкату отримується лист з шириною, більшою за задану Користувач повинен обрізати лист на задану ширину, внаслідок чого виходить підвищене витрачання металу на заготівки, що викликає його законні претензії до заводувиробника листа У основі передбачуваного винаходу "Спосіб беззалишкового розкрою слябних розкатів у потоці обжимного цеху та система для його здійснення" поставлена задача підвищення виходу придатного металу з участка порізки розкатів обжимного цеху шляхом більш точного визначення довжини придатної частини розкату, яка розкроюється на сляби, за допомогою вибору в залежності від ширини розкату ВІДПОВІДНИХ, апріорно розрахованих, нормативних довжин донної обрізі Поставлена задача досягається за рахунок того, що розкат вводять у робочу зону системи беззалишкового розкрою, відрізають від нього головну частину з неякісним металом, у момент різу визначають його довжину, розкроюють розкат на сляби з урахуванням нормативної довжини донної обрізі, далі вводять розкат у робочу зону чутливих елементів вимірювача довжини слябів, вимірюють поточну довжину слябів, що виставляються на порізку, у разі співпадання виміряної довжини слябів з розкроєною здійснюють їх різ, уводять у пам'ять пристрою обчислювального виміряні довжини відрізаних слябів та придатної частини розкату для подальшого обліку, висвічують на табло оператора ножиць виміряні довжини слябів, розкатів та розкроєні довжини слябів, причому при пересуванні розкату від робочої КЛІТІ обжимного стану до ножиць на ділянку порізки перетинають ним стрічку визирування вимірювача ширини розкатів (ВШР), після чого з чутливих елементів ВШР у пристрій обчислювальний видають сигнал, пропорційний ширині розкату, де запам'ятовують його та висвічують на табло № п/п Суттєві ознаки Наявність даної ознаки у прототипі 1 2 3 1 Розкат вводять у робочу зону Є 2 Здійснюють різ головної частини Є 3 Вимірюють його довжину Є 4 Розкроюють розкат на сляби 5 Вводять розкат у робочу зону ЧЕ ВДС 6 Вимірюють довжину слябів 7 Здійснюють різ є є є є 8 При пересуванні розкату від робочої КЛІТІ ДО НОЖИЦЬ 8а 9 перетинають ним стрічку визирування ВШР Передають з ВШР у ПО сигнал, пропорційний ширині розкату Нема Нема Нема 43490 Продовження таблиці 1 2 3 10 Запам'ятовують у ПО сигнал, пропорційний ширині розкату 11 Розкрій розкату на сляби виконують з урахуванням нормативної Нема Є довжини донної обрізі 12 Розкрій розкату на сляби виконують з урахуванням виміряної ширини Нема розкатів 13 Видають на ТОН сигнал, пропорційний довжині розкату, 14 заданій та виміряній довжині сляба Висвічують на ТОК сигнал, пропорційний виміряній ширині розкату З перелічених у таблиці суттєвих ознак озна ки, наведені у п п 8, 9, 10, 12, 14, є ВІДМІТНИМИ, а їх наявність при реалізації способу достатня в усіх випадках, на які поширюється обсяг правової охорони Для реалізації суттєвої відмітної ознаки по п 8 необхідно у системі, яка його реалізує, застосувати ЧЕ ВШР, у ролі якого можна використати датчик інфрачервоної або видимої частини спектру, виконаний, наприклад, на базі ЛІНІЙОК З зарядовим зв'язком, (див наприклад, "Системи технічного зору", під ред Писаревського А Н Л Машиностроение, 1988, crop 69-78, 105-119, 151-154) і розташувати ЛІНІЮ визирування ЧЕ ВШР перпендикулярно рольгангу до лінії різу ножиць У цьому випадку з'являється можливість здійснювати формування сигналу, пропорційного ширині розкату, який знаходиться у полі зору ЧЕ ВШР при перетинанні ним лінії визирування ВШР, а потім видати цей сигнал у ПО Наявність у числі ВІДМІТНИХ суттєвих ознак по п п 8-10, 12 дозволяє здійснити розкрій розкату на сляби, враховуючи його ширину Як витікає з матеріалів патенту України № 20428, структурну схему системи - прототипу можна показати у формі, зображеній на фіг 1, де 1 - чутливі елементи вимірювача довжини розкату (ЧЕ ВДР) , 2 - чутливі елементи вимірювача довжини сляба (ЧЕ ВДС) , 3 - пристрій обчислювальний (ПО) , 4 -табло оператора ножиць (ТОН) , 5 - датчик часу моменту різу (ДЧМР) Суттєвими недоліками прототипу є те, що у його складі відсутні вимірювач ширини розкату та індикатор виміряної ширини -табло оператора КЛІТІ з ВІДПОВІДНИМИ зв'язками Це не дозволяє здійснювати розкрій розкату з урахуванням впливу фактичної ширини розкату на нормативну величину донної обрізі, яка ураховується при його розкрої Структурна схема системи, яка реалізує спосіб, що пропонується, показана на фіг 2 На ній позначені 1 - чутливі елементи вимірювача довжини розкату (ЧЕ ВДР), 2 - чутливі елементи вимірювача довжини сляба (ЧЕ ВДС), Є Нема 3 - пристрій обчислюваний (ПО), 4 -табло оператора ножиць (ТОН) , 5 - датчик часу моменту різу (ДЧМР) , 6 - чутливі елементи вимірювача ширини розкатів (ЧЕ ВШР) , 7 - табло оператора КЛІТІ (ТОК) У цій схемі виходи чутливих елементів усіх вимірюючів та датчика часу моменту різу підключені до ВІДПОВІДНИХ входів пристрою обчислювальнного, два виходи якого підключені ВІДПОВІДНО до входів табло операторів ножиць та КЛІТІ ЯК слідує з порівняння схем системи-прототипу та передбачуваної системи до останньої додано чутливі елементи вимірювача ширини розкатів (яки підключені до четвертого входу пристрою обчислювального) та табло оператора клггі (яке підключено до додаткового виходу пристрою обчислювального) Таким чином у передбачуваної системи з'явилися додаткові суттєві ознаки - пристрої та ВІДПОВІДНІ зв'язки, яких немає у системі-прототипі Система, яка реалізує спосіб, що пропонується, може бути реалізованою цілком аналогічно прототипу, а ЧЕ ВШР можуть бути підключені до додаткового четвертого входу ПО ТОК підключають до додаткового другого виходу ПО Прикладом реалізації ВШР можна навести вимірювач ширини прокату, який реалізован на Макіївському металургійному комбінаті (див Мерзляков В С , Родионов В А Измеритель ширины горячей полосы для стана 300 Макеевского меткомбината в сб «Создание и исследование систем автоматизации и контроля для повышения производительности и качества проката и труб» Под ред Дружинина НН -М ВНИИМЕТМАШ, 1985, с 72-73) Уданому ВШР в якості ЧЕ застосовані ВІДОМІ конструкції оптикоелектронного перетворювача, у яких за первинні фотоприймачі використовують указані вище ЛІНІЙКИ приладів з зарядовим зв'язком (ПЗЗ) Під час руху розката по рольгангу до ножиць та перетинанні ним лінії візирування ВШР на його ЧЕ з'явиться сигнал, пропорційний ширині розката Цей сигнал буде зчитаний ПО та після ВІДПОВІДНОГО у ньому перетворення, наприклад, масштабного, буде виданий на ток для індикації ширини прокатаного розката 43490 1 ЧЭВДР 2 чэвдс г 5 ДМЧР 3 по 4 ТОН w ФІГ. 1 1 ЧЭВДР 2 ЧЭВДС 3 5 ДМЧР по 4 4 ТОН к 6 ЧЭВШР 7 ТОК Фіг. 2 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Автори англійськоюBoiko Volodymyr Semenovych, Kovalenko Valerii Volodymyrovych, Klymanchuk Vladyslav Vladyslavovych, Kravtsov Oleksii Vadymovych, Omelianenko Mykola Ivanovych, Oschepkov Anatolii Mykolaiovych
Автори російськоюБойко Владимир Семенович, Коваленко Валерий Владимирович, Климанчук Владислав Владиславович, Кравцов Алексей Вадимович, Омельяненко Николай Иванович, Ощепков Анатолий Николаевич
МПК / Мітки
МПК: G01B 21/06, B23D 25/00
Мітки: цеху, беззалишкового, обжимного, реалізації, система, спосіб, розкрою, розкатів, потоці, слябних
Код посилання
<a href="https://ua.patents.su/4-43490-sposib-bezzalishkovogo-rozkroyu-slyabnikh-rozkativ-u-potoci-obzhimnogo-cekhu-ta-sistema-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб беззалишкового розкрою слябних розкатів у потоці обжимного цеху та система для його реалізації</a>
Спосіб беззалишкового розкрою слябних розкатів у потоці обжимного цеху та система для його реалізації
Номер патенту: 20428
Опубліковано: 15.07.1997
Автори: Бойко Володимир Семенович, Ощепков Анатолій Миколайович, Коваленко Валерій Володимирович, Налча Георгій Іванович, Кравцов Олексій Вадимович, Гладковський Савелій Петрович
МПК: G01B 21/06, B23D 25/00
Мітки: розкатів, розкрою, потоці, цеху, беззалишкового, спосіб, слябних, обжимного, система, реалізації
Формула / Реферат:
1. Способ безостаточного раскроя слябных раскатов в потоке обжимного цеха, включающий в себя ввод раската в рабочую зону системы безостаточного раскроя, рез головной части, измерение его длины, раскрой раската на слябы, ввод раската в рабочую зону чувствительных элементов измерителя длины слябов, измерение длины слябов и их рез при совпадении измеренной длины слябов с раскроенной, вывод слябов из рабочей зоны системы, отличающийся тем,...
Спосіб розкрою сортового прокату
Номер патенту: 43217
Опубліковано: 15.11.2001
Автори: Дубина Олег Вікторович, Худик Валеріан Тарасович, Шеремет Володимир Олександрович, Костюченко Михайло Іванович
МПК: B23D 31/00
Мітки: сортового, прокату, розкрою, спосіб
Формула / Реферат:
1. Спосіб розкрою сортового прокату, то включає розрізання летучими ножицями розкату профілю на штаби, що відповідають довжині холодильника, підрівнювання передніх кінців штаб і розрізання їх пакетів на мірні прутки, який відрізняється тим, що до розрізання розкату на летючих ножицях прогнозують кількість одержаних з нього мірних прутків, по якій визначають оптимальну кратність довжин штаб, після чого усі штаби, окрім останньої, вирізають...
Спосіб вироблення електроенергії на базі скидної теплоти гту-приводів компресорного цеху магістрального газопроводу і пристрій для його реалізації
Номер патенту: 39536
Опубліковано: 15.06.2001
Автори: Мазур Олександр Іустинович, Клименко Юрій Георгієвич, Овчиннікова Людмила Михайлівна, Клименко Віктор Миколайович, Бабієв Григорій Миколайович
МПК: F02C 6/00, F01K 13/00
Мітки: магістрального, гту-приводів, теплоти, компресорного, спосіб, скидної, реалізації, газопроводу, пристрій, базі, цеху, вироблення, електроенергії
Формула / Реферат:
1 Спосіб вироблення електроенергії на базі скидної теплоти ГТУ-приводів компресорного цеху магістрального газопроводу, що включає спалення палива в камерах згорання ГТУ-приводів нагнітачів природного газу та в парових котлах-утилізаторах, куди скидаються відпрацьовані гази ГТУ, і генерацію в котлах-утилізаторах перегрітої пари високих параметрів, яку направляють в парову турбіну, що обертає електрогенератор, причому відпрацьовані в...
Спосіб передачі телевізійних сигналів і система для його реалізації
Номер патенту: 39476
Опубліковано: 15.06.2001
Автори: Погоржельський Вадим Леонідович, Крихтін Олексій Євгенович
Мітки: спосіб, реалізації, система, передачі, сигналів, телевізійних
Формула / Реферат:
1. Спосіб передачі телевізійних сигналів, при якому здійснюють приймання НВЧ і ВЧ антенами сигналів декількох телеканалів від супутників і/або із ефіру, перетворюють ці сигнали в аудіо/відеосигнали, який відрізняється тим, що одержані аудіо-відео сигнали зазначених телеканалів перетворюють в амплітудно-модульовані сигнали телевізійного діапазону за допомогою передавачів, підсумовують їх в об'єднаний сигнал і випромінюють споживачам за...
Спосіб живлення двигуна внутрішнього згоряння та система для його реалізації
Номер патенту: 15583
Опубліковано: 30.06.1997
Автори: Гамалій Олександр Григорович, Гамалій Сергій Олександрович
МПК: F02M 33/00
Мітки: система, реалізації, внутрішнього, спосіб, згоряння, двигуна, живлення
Текст:
...жидкого теплоносителя на испарителе, реле 36 в цетоплива в основной трубопровод 6 подачи пи подогрева первого испарителя 24, две топлива в карбюратор 3. Дозированная высигнальные лампочки 37 и 38 о положении дача собранного топливного конденсата из 5 запорной арматуры на каналах подачи коннакопительной емкости 15 производится чеденсата в испарители, контакты 39 и 40 в рез фильтр 17 и подкачивающий насос 18 с цепи управления запорной арматуры...
Попередній патент: Спосіб профілактики та лікування радіаційних уражень організму
Наступний патент: Очисний транспортуючий пристрій
Випадковий патент: Спосіб виробництва ковбасних виробів