Спосіб беззалишкового розкрою слябних розкатів у потоці обжимного цеху та система для його реалізації
Номер патенту: 20428
Опубліковано: 15.07.1997
Автори: Кравцов Олексій Вадимович, Гладковський Савелій Петрович, Бойко Володимир Семенович, Ощепков Анатолій Миколайович, Налча Георгій Іванович, Коваленко Валерій Володимирович
Формула / Реферат
1. Способ безостаточного раскроя слябных раскатов в потоке обжимного цеха, включающий в себя ввод раската в рабочую зону системы безостаточного раскроя, рез головной части, измерение его длины, раскрой раската на слябы, ввод раската в рабочую зону чувствительных элементов измерителя длины слябов, измерение длины слябов и их рез при совпадении измеренной длины слябов с раскроенной, вывод слябов из рабочей зоны системы, отличающийся тем, что, с целью повышения выхода годного металла с участка порезки раскатов, быстродействия и надежности системы его реализующей чувствительные элементы измерителя длины раскатов и чувствительные элементы измерителя длины слябов размещают вне зоны интенсивного воздействия неблагоприятных факторов внешней среды, а рабочую зону чувствительных элементов измерителя длины раскатов располагают до линии рсза ножниц, причем после ввода раската в рабочую зону измерителя длины раската производят рез его головной обрсзи, в момент которого датчиком времени момента реза формируют и выдают в устройство вычислительное сигнал, по которому считывают из чувствительных элементов измерителя длины раскатов сигнал, пропорциональный длине раската без головной обрези, а с датчика температуры считывают сигнал, пропорциональный температуре раската, определяют длину раската и осуществляют его раскрой на слябы с учетом температуры раската, запоминают и выдают из устройства вычислительного на табло оператора сигналы, пропорциональные длине раската и раскроенной длине первого сляба, а в моменты времени реза первого или второго слябов по сигналам датчика времени момента реза запоминают и выдают на табло оператора сигналы, пропорциональные соответственно измеренной длине первого, а затем второго слябов, й раскроенной длине второго сляба, причем при вводе измеренного раската в рабочую зону чувствительных элементов измерителя длины слябов из нее одновременно выводят предыдущий сляб, а в рабочую зону измерителя длины раскатов вводят очередной раскат.
2. Система, реализующая способ по п. 1, содержащая последовательно соединенные чувствительные элементы измерителя длины слябов, устройство вычислительное и табло оператора ножниц, отличающаяся тем, что выход чувствительных элементов измерителя длины раската подключен ко второму входу устройства вычислительного, к третьему входу которого подключен выход датчика времени момента реза, а к четвертому входу устройства вычислительного подключен выход датчика температуры раската.
вого теплозахисного радіаційного екрану з переміженими шарами теплоізоляції та металічної фольги.
Текст
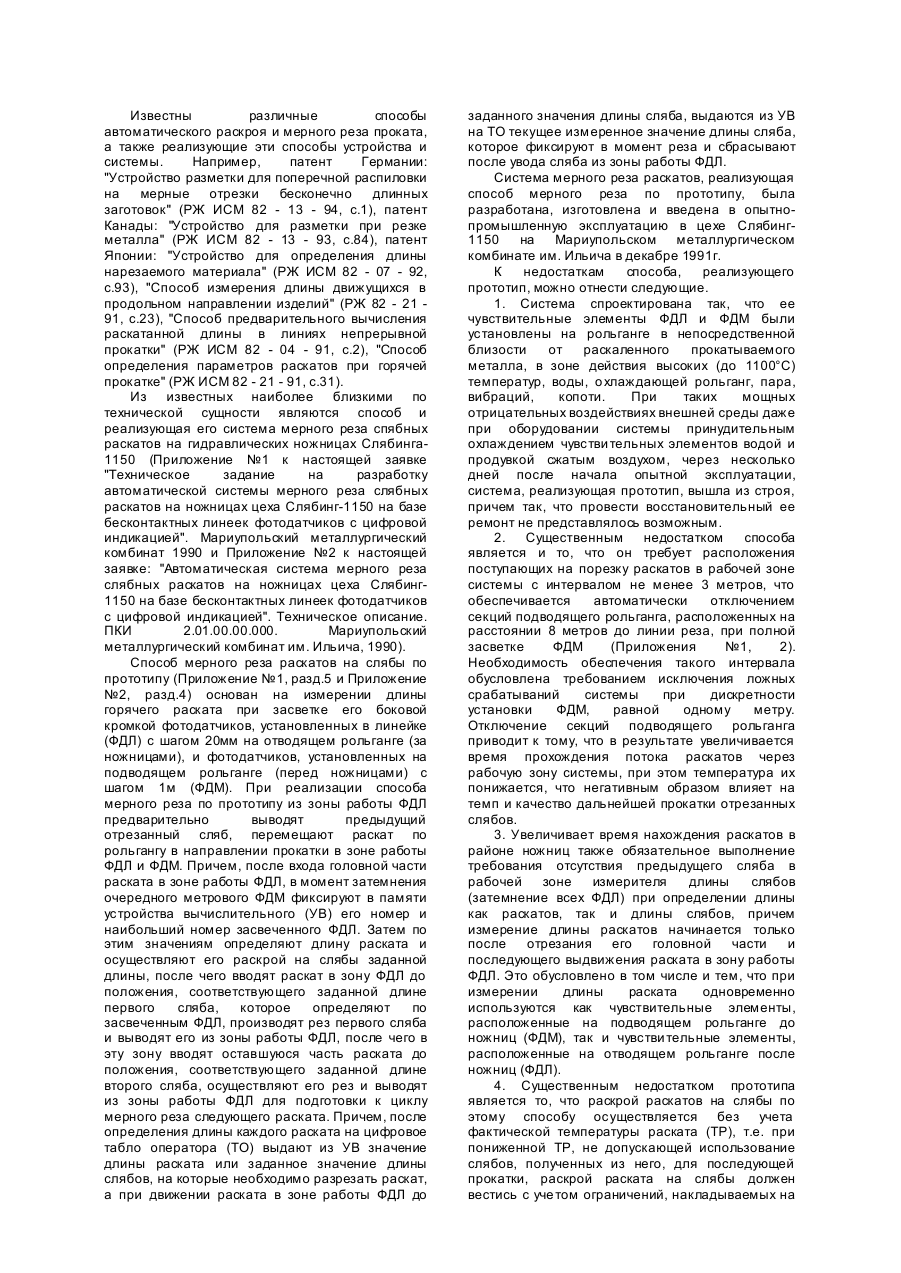
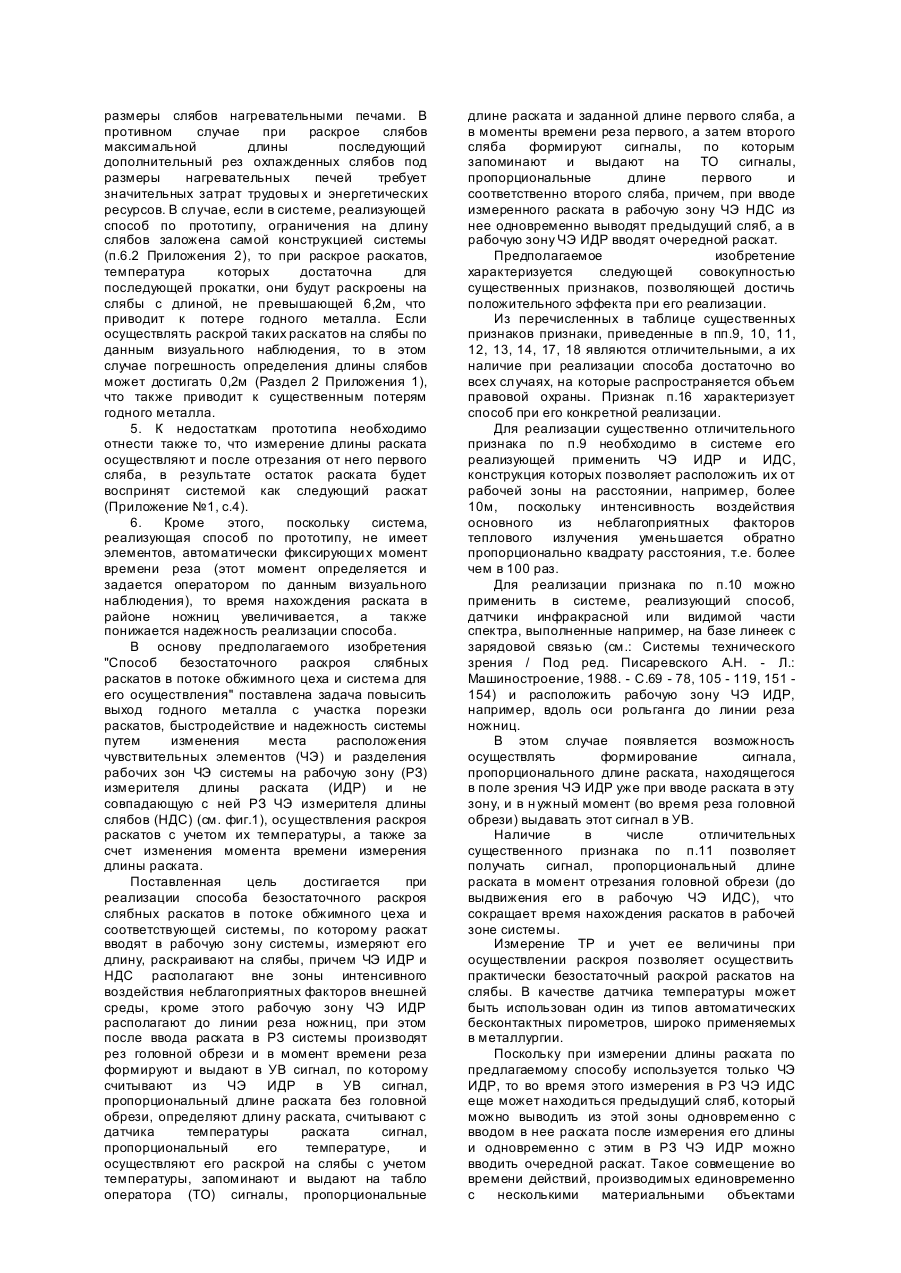
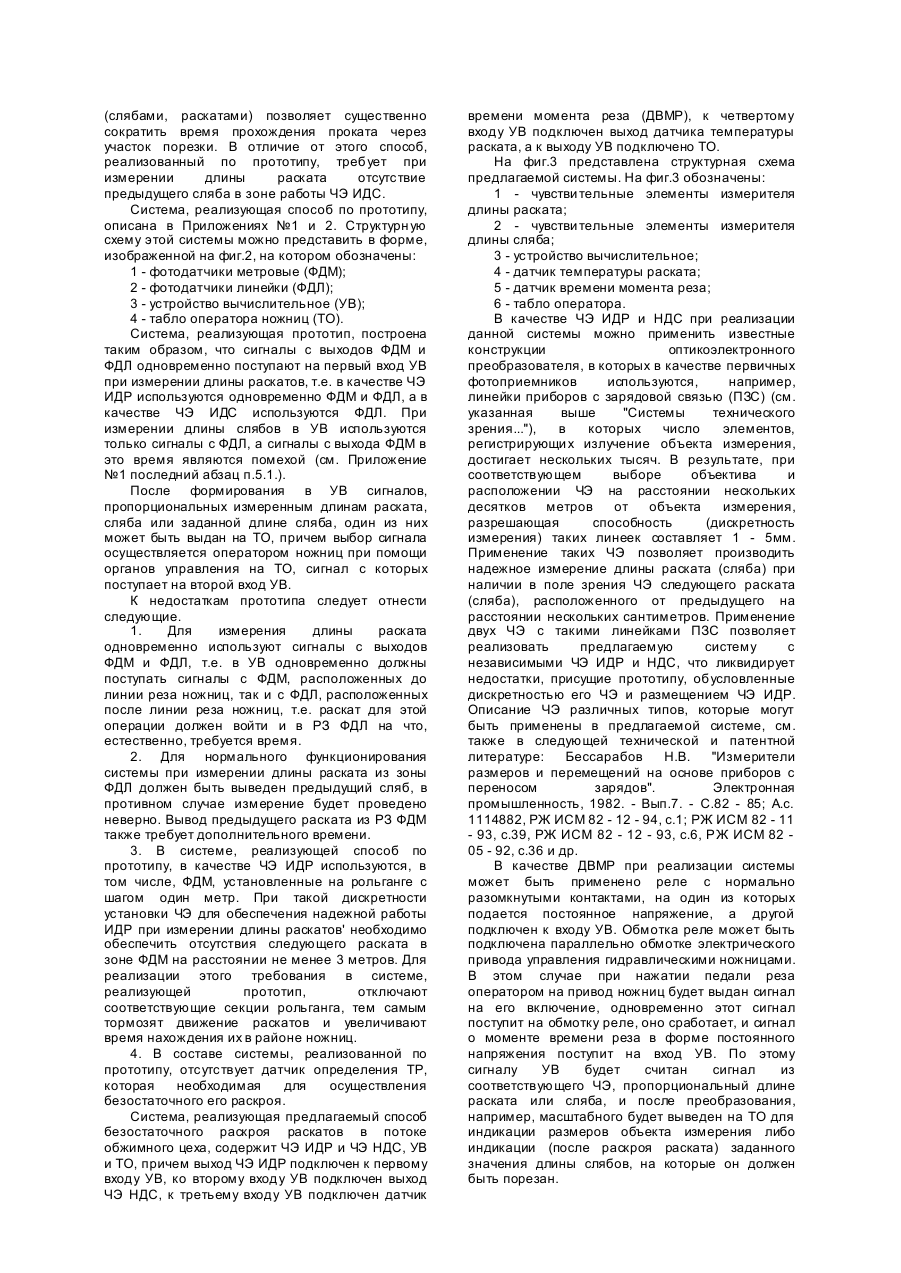
Известны различные способы автоматического раскроя и мерного реза проката, а также реализующие эти способы устройства и системы. Например, патент Германии: "Устройство разметки для поперечной распиловки на мерные отрезки бесконечно длинных заготовок" (РЖ ИСМ 82 - 13 - 94, с.1), патент Канады: "Устройство для разметки при резке металла" (РЖ ИСМ 82 - 13 - 93, с.84), патент Японии: "Устройство для определения длины нарезаемого материала" (РЖ ИСМ 82 - 07 - 92, с.93), "Способ измерения длины движущихся в продольном направлении изделий" (РЖ 82 - 21 91, с.23), "Способ предварительного вычисления раскатанной длины в линиях непрерывной прокатки" (РЖ ИСМ 82 - 04 - 91, с.2), "Способ определения параметров раскатов при горячей прокатке" (РЖ ИСМ 82 - 21 - 91, с.31). Из известных наиболее близкими по технической сущности являются способ и реализующая его система мерного реза спябных раскатов на гидравлических ножницах Слябинга1150 (Приложение №1 к настоящей заявке "Техническое задание на разработку автоматической системы мерного реза слябных раскатов на ножницах цеха Слябинг-1150 на базе бесконтактных линеек фотодатчиков с цифровой индикацией". Мариупольский металлургический комбинат 1990 и Приложение №2 к настоящей заявке: "Автоматическая система мерного реза слябных раскатов на ножницах цеха Слябинг1150 на базе бесконтактных линеек фотодатчиков с цифровой индикацией". Техническое описание. ПКИ 2.01.00.00.000. Мариупольский металлургический комбинат им. Ильича, 1990). Способ мерного реза раскатов на слябы по прототипу (Приложение №1, разд.5 и Приложение №2, разд.4) основан на измерении длины горячего раската при засветке его боковой кромкой фотодатчиков, установленных в линейке (ФДЛ) с шагом 20мм на отводящем рольганге (за ножницами), и фотодатчиков, установленных на подводящем рольганге (перед ножницами) с шагом 1м (ФДМ). При реализации способа мерного реза по прототипу из зоны работы ФДЛ предварительно выводят предыдущий отрезанный сляб, перемещают раскат по рольгангу в направлении прокатки в зоне работы ФДЛ и ФДМ. Причем, после входа головной части раската в зоне работы ФДЛ, в момент затемнения очередного метрового ФДМ фиксируют в памяти устройства вычислительного (УВ) его номер и наибольший номер засвеченного ФДЛ. Затем по этим значениям определяют длину раската и осуществляют его раскрой на слябы заданной длины, после чего вводят раскат в зону ФДЛ до положения, соответствующего заданной длине первого сляба, которое определяют по засвеченным ФДЛ, производят рез первого сляба и выводят его из зоны работы ФДЛ, после чего в эту зону вводят оставшуюся часть раската до положения, соответствующего заданной длине второго сляба, осуществляют его рез и выводят из зоны работы ФДЛ для подготовки к циклу мерного реза следующего раската. Причем, после определения длины каждого раската на цифровое табло оператора (ТО) выдают из УВ значение длины раската или заданное значение длины слябов, на которые необходимо разрезать раскат, а при движении раската в зоне работы ФДЛ до заданного значения длины сляба, выдаются из УВ на ТО текущее измеренное значение длины сляба, которое фиксируют в момент реза и сбрасывают после увода сляба из зоны работы ФДЛ. Система мерного реза раскатов, реализующая способ мерного реза по прототипу, была разработана, изготовлена и введена в опытнопромышленную эксплуатацию в цехе Слябинг1150 на Мариупольском металлургическом комбинате им. Ильича в декабре 1991г. К недостаткам способа, реализующего прототип, можно отнести следующие. 1. Система спроектирована так, что ее чувствительные элементы ФДЛ и ФДМ были установлены на рольганге в непосредственной близости от раскаленного прокатываемого металла, в зоне действия высоких (до 1100°С) температур, воды, о хлаждающей рольганг, пара, вибраций, копоти. При таких мощных отрицательных воздействиях внешней среды даже при оборудовании системы принудительным охлаждением чувстви тельных элементов водой и продувкой сжатым воздухом, через несколько дней после начала опытной эксплуатации, система, реализующая прототип, вышла из строя, причем так, что провести восстановительный ее ремонт не представлялось возможным. 2. Существенным недостатком способа является и то, что он требует расположения поступающих на порезку раскатов в рабочей зоне системы с интервалом не менее 3 метров, что обеспечивается автоматически отключением секций подводящего рольганга, расположенных на расстоянии 8 метров до линии реза, при полной засветке ФДМ (Приложения №1, 2). Необходимость обеспечения такого интервала обусловлена требованием исключения ложных срабатываний системы при дискретности установки ФДМ, равной одному метру. Отключение секций подводящего рольганга приводит к тому, что в результате увеличивается время прохождения потока раскатов через рабочую зону системы, при этом температура их понижается, что негативным образом влияет на темп и качество дальнейшей прокатки отрезанных слябов. 3. Увеличивает время нахождения раскатов в районе ножниц также обязательное выполнение требования отсутствия предыдущего сляба в рабочей зоне измерителя длины слябов (затемнение всех ФДЛ) при определении длины как раскатов, так и длины слябов, причем измерение длины раскатов начинается только после отрезания его головной части и последующего выдвижения раската в зону работы ФДЛ. Это обусловлено в том числе и тем, что при измерении длины раската одновременно используются как чувствительные элементы, расположенные на подводящем рольганге до ножниц (ФДМ), так и чувстви тельные элементы, расположенные на отводящем рольганге после ножниц (ФДЛ). 4. Существенным недостатком прототипа является то, что раскрой раскатов на слябы по этому способу осуществляется без учета фактической температуры раската (ТР), т.е. при пониженной ТР, не допускающей использование слябов, полученных из него, для последующей прокатки, раскрой раската на слябы должен вестись с уче том ограничений, накладываемых на размеры слябов нагревательными печами. В противном случае при раскрое слябов максимальной длины последующий дополнительный рез охлажденных слябов под размеры нагревательных печей требует значительных затрат трудовы х и энергетических ресурсов. В случае, если в системе, реализующей способ по прототипу, ограничения на длину слябов заложена самой конструкцией системы (п.6.2 Приложения 2), то при раскрое раскатов, температура которых достаточна для последующей прокатки, они будут раскроены на слябы с длиной, не превышающей 6,2м, что приводит к потере годного металла. Если осуществлять раскрой таких раскатов на слябы по данным визуального наблюдения, то в этом случае погрешность определения длины слябов может достигать 0,2м (Раздел 2 Приложения 1), что также приводит к существенным потерям годного металла. 5. К недостаткам прототипа необходимо отнести также то, что измерение длины раската осуществляют и после отрезания от него первого сляба, в результате остаток раската будет воспринят системой как следующий раскат (Приложение №1, с.4). 6. Кроме этого, поскольку система, реализующая способ по прототипу, не имеет элементов, автоматически фиксирующи х момент времени реза (этот момент определяется и задается оператором по данным визуального наблюдения), то время нахождения раската в районе ножниц увеличивается, а также понижается надежность реализации способа. В основу предполагаемого изобретения "Способ безостаточного раскроя слябных раскатов в потоке обжимного цеха и система для его осуществления" поставлена задача повысить выход годного металла с участка порезки раскатов, быстродействие и надежность системы путем изменения места расположения чувствительных элементов (ЧЭ) и разделения рабочих зон ЧЭ системы на рабочую зону (РЗ) измерителя длины раската (ИДР) и не совпадающую с ней РЗ ЧЭ измерителя длины слябов (НДС) (см. фиг.1), осуществления раскроя раскатов с учетом их температуры, а также за счет изменения момента времени измерения длины раската. Поставленная цель достигается при реализации способа безостаточного раскроя слябных раскатов в потоке обжимного цеха и соответствующей системы, по которому раскат вводят в рабочую зону системы, измеряют его длину, раскраивают на слябы, причем ЧЭ ИДР и НДС располагают вне зоны интенсивного воздействия неблагоприятных факторов внешней среды, кроме этого рабочую зону ЧЭ ИДР располагают до линии реза ножниц, при этом после ввода раската в РЗ системы производят рез головной обрези и в момент времени реза формируют и выдают в УВ сигнал, по которому считывают из ЧЭ ИДР в УВ сигнал, пропорциональный длине раската без головной обрези, определяют длину раската, считывают с датчика температуры раската сигнал, пропорциональный его температуре, и осуществляют его раскрой на слябы с учетом температуры, запоминают и выдают на табло оператора (ТО) сигналы, пропорциональные длине раската и заданной длине первого сляба, а в моменты времени реза первого, а затем второго сляба формируют сигналы, по которым запоминают и выдают на ТО сигналы, пропорциональные длине первого и соответственно второго сляба, причем, при вводе измеренного раската в рабочую зону ЧЭ НДС из нее одновременно выводят предыдущий сляб, а в рабочую зону ЧЭ ИДР вводят очередной раскат. Предполагаемое изобретение характеризуется следующей совокупностью существенных признаков, позволяющей достичь положительного эффекта при его реализации. Из перечисленных в таблице существенных признаков признаки, приведенные в пп.9, 10, 11, 12, 13, 14, 17, 18 являются отличительными, а их наличие при реализации способа достаточно во всех случаях, на которые распространяется объем правовой охраны. Признак п.16 характеризует способ при его конкретной реализации. Для реализации существенно отличительного признака по п.9 необходимо в системе его реализующей применить ЧЭ ИДР и ИДС, конструкция которых позволяет расположить их от рабочей зоны на расстоянии, например, более 10м, поскольку интенсивность воздействия основного из неблагоприятных факторов теплового излучения уменьшается обратно пропорционально квадрату расстояния, т.е. более чем в 100 раз. Для реализации признака по п.10 можно применить в системе, реализующий способ, датчики инфракрасной или видимой части спектра, выполненные например, на базе линеек с зарядовой связью (см.: Системы технического зрения / Под ред. Писаревского А.Н. - Л.: Машиностроение, 1988. - С.69 - 78, 105 - 119, 151 154) и расположить рабочую зону ЧЭ ИДР, например, вдоль оси рольганга до линии реза ножниц. В этом случае появляется возможность осуществлять формирование сигнала, пропорционального длине раската, находящегося в поле зрения ЧЭ ИДР уже при вводе раската в эту зону, и в н ужный момент (во время реза головной обрези) выдавать этот сигнал в УВ. Наличие в числе отличительных существенного признака по п.11 позволяет получать сигнал, пропорциональный длине раската в момент отрезания головной обрези (до выдвижения его в рабочую ЧЭ ИДС), что сокращает время нахождения раскатов в рабочей зоне системы. Измерение ТР и учет ее величины при осуществлении раскроя позволяет осуществить практически безостаточный раскрой раскатов на слябы. В качестве датчика температуры может быть использован один из типов автоматических бесконтактных пирометров, широко применяемых в металлургии. Поскольку при измерении длины раската по предлагаемому способу используется только ЧЭ ИДР, то во время этого измерения в РЗ ЧЭ ИДС еще может находиться предыдущий сляб, который можно выводить из этой зоны одновременно с вводом в нее раската после измерения его длины и одновременно с этим в РЗ ЧЭ ИДР можно вводить очередной раскат. Такое совмещение во времени действий, производимых единовременно с несколькими материальными объектами (слябами, раскатами) позволяет существенно сократить время прохождения проката через участок порезки. В отличие от этого способ, реализованный по прототипу, требует при измерении длины раската отсутствие предыдущего сляба в зоне работы ЧЭ ИДС. Система, реализующая способ по прототипу, описана в Приложениях №1 и 2. Структурн ую схему этой системы можно представить в форме, изображенной на фиг.2, на котором обозначены: 1 - фотодатчики метровые (ФДМ); 2 - фотодатчики линейки (ФДЛ); 3 - устройство вычислительное (УВ); 4 - табло оператора ножниц (ТО). Система, реализующая прототип, построена таким образом, что сигналы с выходов ФДМ и ФДЛ одновременно поступают на первый вход УВ при измерении длины раскатов, т.е. в качестве ЧЭ ИДР используются одновременно ФДМ и ФДЛ, а в качестве ЧЭ ИДС используются ФДЛ. При измерении длины слябов в УВ используются только сигналы с ФДЛ, а сигналы с выхода ФДМ в это время являются помехой (см. Приложение №1 последний абзац п.5.1.). После формирования в УВ сигналов, пропорциональных измеренным длинам раската, сляба или заданной длине сляба, один из них может быть выдан на ТО, причем выбор сигнала осуществляется оператором ножниц при помощи органов управления на ТО, сигнал с которых поступает на второй вход УВ. К недостаткам прототипа следует отнести следующие. 1. Для измерения длины раската одновременно используют сигналы с выходов ФДМ и ФДЛ, т.е. в УВ одновременно должны поступать сигналы с ФДМ, расположенных до линии реза ножниц, так и с ФДЛ, расположенных после линии реза ножниц, т.е. раскат для этой операции должен войти и в РЗ ФДЛ на что, естественно, требуется время. 2. Для нормального функционирования системы при измерении длины раската из зоны ФДЛ должен быть выведен предыдущий сляб, в противном случае измерение будет проведено неверно. Вывод предыдущего раската из РЗ ФДМ также требует дополнительного времени. 3. В системе, реализующей способ по прототипу, в качестве ЧЭ ИДР используются, в том числе, ФДМ, установленные на рольганге с шагом один метр. При такой дискретности установки ЧЭ для обеспечения надежной работы ИДР при измерении длины раскатов' необходимо обеспечить отсутствия следующего раската в зоне ФДМ на расстоянии не менее 3 метров. Для реализации этого требования в системе, реализующей прототип, отключают соответствующие секции рольганга, тем самым тормозят движение раскатов и увеличивают время нахождения их в районе ножниц. 4. В составе системы, реализованной по прототипу, отсутствует датчик определения ТР, которая необходимая для осуществления безостаточного его раскроя. Система, реализующая предлагаемый способ безостаточного раскроя раскатов в потоке обжимного цеха, содержит ЧЭ ИДР и ЧЭ НДС, УВ и ТО, причем выход ЧЭ ИДР подключен к первому входу УВ, ко второму входу УВ подключен выход ЧЭ НДС, к третьему входу УВ подключен датчик времени момента реза (ДВМР), к четвертому входу УВ подключен выход датчика температуры раската, а к выходу УВ подключено ТО. На фиг.3 представлена структурная схема предлагаемой системы. На фиг.3 обозначены: 1 - чувстви тельные элементы измерителя длины раската; 2 - чувстви тельные элементы измерителя длины сляба; 3 - устройство вычислительное; 4 - датчик температуры раската; 5 - датчик времени момента реза; 6 - табло оператора. В качестве ЧЭ ИДР и НДС при реализации данной системы можно применить известные конструкции оптикоэлектронного преобразователя, в которых в качестве первичных фотоприемников используются, например, линейки приборов с зарядовой связью (ПЗС) (см. указанная выше "Системы технического зрения..."), в которых число элементов, регистрирующи х излучение объекта измерения, достигает нескольких тысяч. В результате, при соответствующем выборе объектива и расположении ЧЭ на расстоянии нескольких десятков метров от объекта измерения, разрешающая способность (дискретность измерения) таких линеек составляет 1 - 5мм. Применение таких ЧЭ позволяет производить надежное измерение длины раската (сляба) при наличии в поле зрения ЧЭ следующего раската (сляба), расположенного от предыдущего на расстоянии нескольких сантиметров. Применение двух ЧЭ с такими линейками ПЗС позволяет реализовать предлагаемую систему с независимыми ЧЭ ИДР и НДС, что ликвидирует недостатки, присущие прототипу, обусловленные дискретностью его ЧЭ и размещением ЧЭ ИДР. Описание ЧЭ различных типов, которые могут быть применены в предлагаемой системе, см. также в следующей технической и патентной литературе: Бессарабов Н.В. "Измерители размеров и перемещений на основе приборов с переносом зарядов". Электронная промышленность, 1982. - Вып.7. - С.82 - 85; А.с. 1114882, РЖ ИСМ 82 - 12 - 94, с.1; РЖ ИСМ 82 - 11 - 93, с.39, РЖ ИСМ 82 - 12 - 93, с.6, РЖ ИСМ 82 05 - 92, с.36 и др. В качестве ДВМР при реализации системы может быть применено реле с нормально разомкнутыми контактами, на один из которых подается постоянное напряжение, а другой подключен к входу УВ. Обмотка реле может быть подключена параллельно обмотке электрического привода управления гидравлическими ножницами. В этом случае при нажатии педали реза оператором на привод ножниц будет выдан сигнал на его включение, одновременно этот сигнал поступит на обмотку реле, оно сработает, и сигнал о моменте времени реза в форме постоянного напряжения поступит на вход УВ. По этому сигналу УВ будет считан сигнал из соответствующего ЧЭ, пропорциональный длине раската или сляба, и после преобразования, например, масштабного будет выведен на ТО для индикации размеров объекта измерения либо индикации (после раскроя раската) заданного значения длины слябов, на которые он должен быть порезан.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and system of residue-free cutout of slab breakdown bar in blooming mill shop
Автори англійськоюBoiko Volodymyr Semenovych, Hladkovskyi Savelii Petrovych, Kovalenko Valerii Volodymyrovych, Kravtsov Oleksii Vadymovych, Nalcha Heorhii Ivanovych, Oschepkov Anatolii Mykolaiovych
Назва патенту російськоюСпособ безостаточного раскроя слябных раскатов в потоке обжимного цеха и система для его осуществления
Автори російськоюБойко Владимир Семенович, Гладковский Савелий Петрович, Коваленко Валерий Владимирович, Кравцов Алексей Вадимович, Налча Георгий Иванович, Ощепков Анатолий Николаевич
МПК / Мітки
МПК: B23D 25/00, G01B 21/06
Мітки: розкатів, розкрою, потоці, обжимного, система, спосіб, цеху, реалізації, слябних, беззалишкового
Код посилання
<a href="https://ua.patents.su/4-20428-sposib-bezzalishkovogo-rozkroyu-slyabnikh-rozkativ-u-potoci-obzhimnogo-cekhu-ta-sistema-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб беззалишкового розкрою слябних розкатів у потоці обжимного цеху та система для його реалізації</a>
Спосіб розкрою безперервно рухомого листового матеріалу і улаштування для його здійснення
Номер патенту: 14322
Опубліковано: 25.04.1997
Автори: Жук Юрій Михайлович, Штейнфаєр Євген Львович
МПК: B23D 33/00, B26D 1/00, B23D 25/00
Мітки: рухомого, розкрою, улаштування, матеріалу, здійснення, листового, безперервної, спосіб
Формула / Реферат:
1. Способ раскроя непрерывно движущегося листового материала на карточки, при котором линия отрезки карточки от материала совпадает с результирующей геометрического сложения скорости перемещения материала в продольном направлении и скорости перемещения инструмента в поперечном направлении, отличающийся тем, что, с целью повышения производительности и качества реза, резку производят вращающимися инструментами, окружная скорость которых...
Спосіб живлення двигуна внутрішнього згоряння та система для його реалізації
Номер патенту: 15583
Опубліковано: 30.06.1997
Автори: Гамалій Олександр Григорович, Гамалій Сергій Олександрович
МПК: F02M 33/00
Мітки: згоряння, реалізації, внутрішнього, живлення, спосіб, система, двигуна
Текст:
...жидкого теплоносителя на испарителе, реле 36 в цетоплива в основной трубопровод 6 подачи пи подогрева первого испарителя 24, две топлива в карбюратор 3. Дозированная высигнальные лампочки 37 и 38 о положении дача собранного топливного конденсата из 5 запорной арматуры на каналах подачи коннакопительной емкости 15 производится чеденсата в испарители, контакты 39 и 40 в рез фильтр 17 и подкачивающий насос 18 с цепи управления запорной арматуры...
Спосіб безперервної розливки сталі та кристалізатор для його реалізації
Номер патенту: 17359
Опубліковано: 15.04.1997
Автори: Крутіков Василь Петрович, Ісаєв Олег Борисович, Лепіхов Леонід Сергійович, Сахно Валерій Олександрович, Галай Володимир Петрович, Певзнер Борис Вільямович, Носоченко Олег Васильович, Ніколаєва Ірина Генадіївна, Ревтов Микола Іванович, Ніколаєв Генадій Андрійович
МПК: B22D 11/043
Мітки: сталі, реалізації, безперервної, кристалізатор, розливки, спосіб
Формула / Реферат:
1. Способ непрерывной разливки стали, включающий подачу жидкого металла в кристаллизатор, вытягивание из кристаллизатора с формированием ужимин в кристаллизующемся слитке и его охлаждение, отличающийся тем, что ужимины формируют в плоскости симметрии, параллельной узким граням, а подвод металла осуществляют асимметрично указанной плоскости на расстоянии, определяемом из соотношениягде - расстояние от места подвода металла до...
Спосіб виробництва товстих листів
Номер патенту: 597
Опубліковано: 15.12.1993
Автори: Соловьйов Дмитро Володимирович, Шульженко Віктор Васильович, Міронов Євген Костянтинович, Міллєр Віктор Вікторович, Хорошілов Микола Макарович, Проценко Юрій Юрійович
МПК: B21B 1/38
Мітки: листів, виробництва, спосіб, товстих
Формула / Реферат:
Способ производства толстых листов, включающий нагрев слитка, прокатку на обжимном стане, удаление дефектных концов заготовки, порезку на слябы, последующую горячую прокатку на листовом стане, вырезку проб для механических испытаний и порезку на мерные длины, отличающийся тем, что удаление дефектных концов концевых слябов осуществляют до появления бездефектного металла на ширине 0,5-0,7 его ширины, а вырезку проб для механических испытаний и...
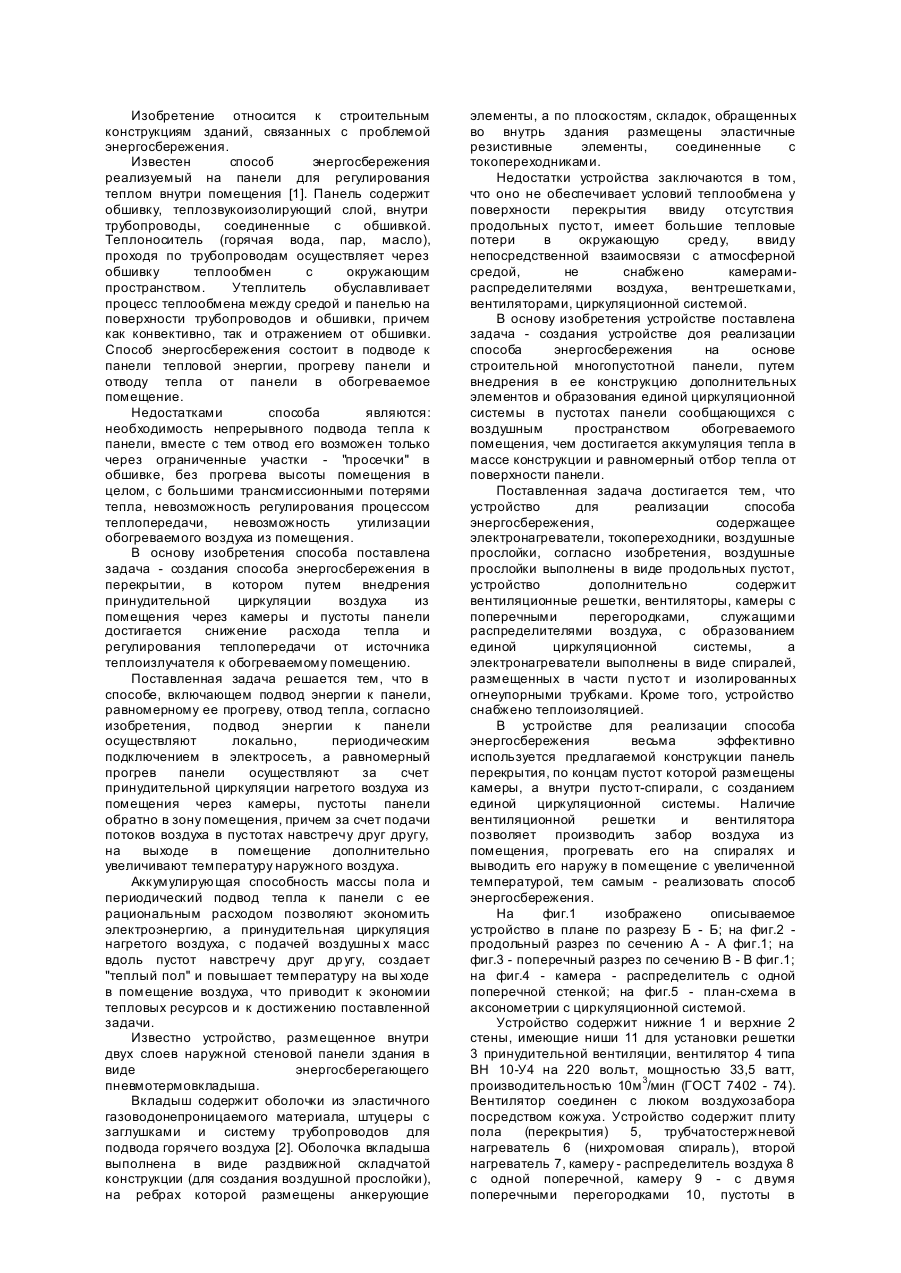
Спосіб енергозбереження у перекритті та пристрій для його реалізації
Номер патенту: 14921
Опубліковано: 04.03.1997
Автори: Тимофєєв Микола Іванович, Злобін Геннадій Карпович, Семко Юрій Миколайович, Лівінський Олександр Михайлович
МПК: E04C 2/34, E04B 1/76, E04B 1/74
Мітки: перекритті, спосіб, пристрій, реалізації, енергозбереження
Формула / Реферат:
1. Способ энергосбережения в перекрытии, включающий подвод энергии, прогрев, отвод тепла от панели, отличающийся тем, что подвод энергии к панели осуществляют локально, периодическим подключением в электросеть, а равномерный прогрев панели осуществляют за счет принудительной циркуляции нагретого воздуха из помещения через камеры, пустоты панели обратно в зону помещения.2. Способ энергосбережения в перекрытии по п.1, отличающийся тем,...
Попередній патент: Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок
Наступний патент: Пристрій для вимірювання площі деталей при гальванічному процесі
Випадковий патент: Вузол з'єднання залізобетонної колони зі стіною