Спосіб дугового зварювання плавким електродом змінним струмом та пристрій для його здійснення
Номер патенту: 27182
Опубліковано: 15.08.2000
Автори: Дименко Володимир Васильович, Шатан Олександр Федорович, Болотько Віктор Іванович
Формула / Реферат
Формула изобретения
1.Способ дуговой сварки плавящимся электродом переменным током, при котором в каждый полупериод в дуговой промежуток для повторного зажигания дуги подают стабилизирующие импульсы энергии, отличающийся тем, что, с целью улучшения качества сварки и расширения диапазонов режима сварки путем повышения стабильности процесса и выбора оптимальных режимов сварки в оба полупериода, отношение величин мощностей, подводимых в положительный и отрицательный полупериоды, устанавливают равным отношению скоростей плавления электродной проволоки в отрицательный и положительный полупериоды, а отношение мощностей стабилизирующих импульсов устанавливают равным отношению мощностей, необходимых для повторного зажигания дугового разряда в полупериоды этих же полярностей.
2.Устройство для дуговой сварки плавящимся электродом переменным током, содержащее сварочный трансформатор с жесткими внешними характеристиками, имеющий первичную обмотку, вторичную сварочную обмотку, первую и вторую вторичные дополнительные обмотки, два дросселя, конденсатор, два тиристорных ключа и блок управления тиристорами с фазосдвигающими цепочками, отличающееся тем, что, с целью улучшения качества сварки и расширения диапазонов режима сварки путем повышения стабильности процесса и выбора оптимальных режимов сварки в оба полупериода, в нем последовательно соединены между собой первая вторичная дополнительная обмотка, вторичная сварочная обмотка, вторая дополнительная вторичная обмотка, первый тиристорный ключ, конденсатор, первый и второй дроссели, выводвторого дросселя соединен с выводом первой дополнительной вторичной обмотки, другой вывод которой через второй тиристорный ключ соединен с точкой соединения первого и второго дросселей.
Текст
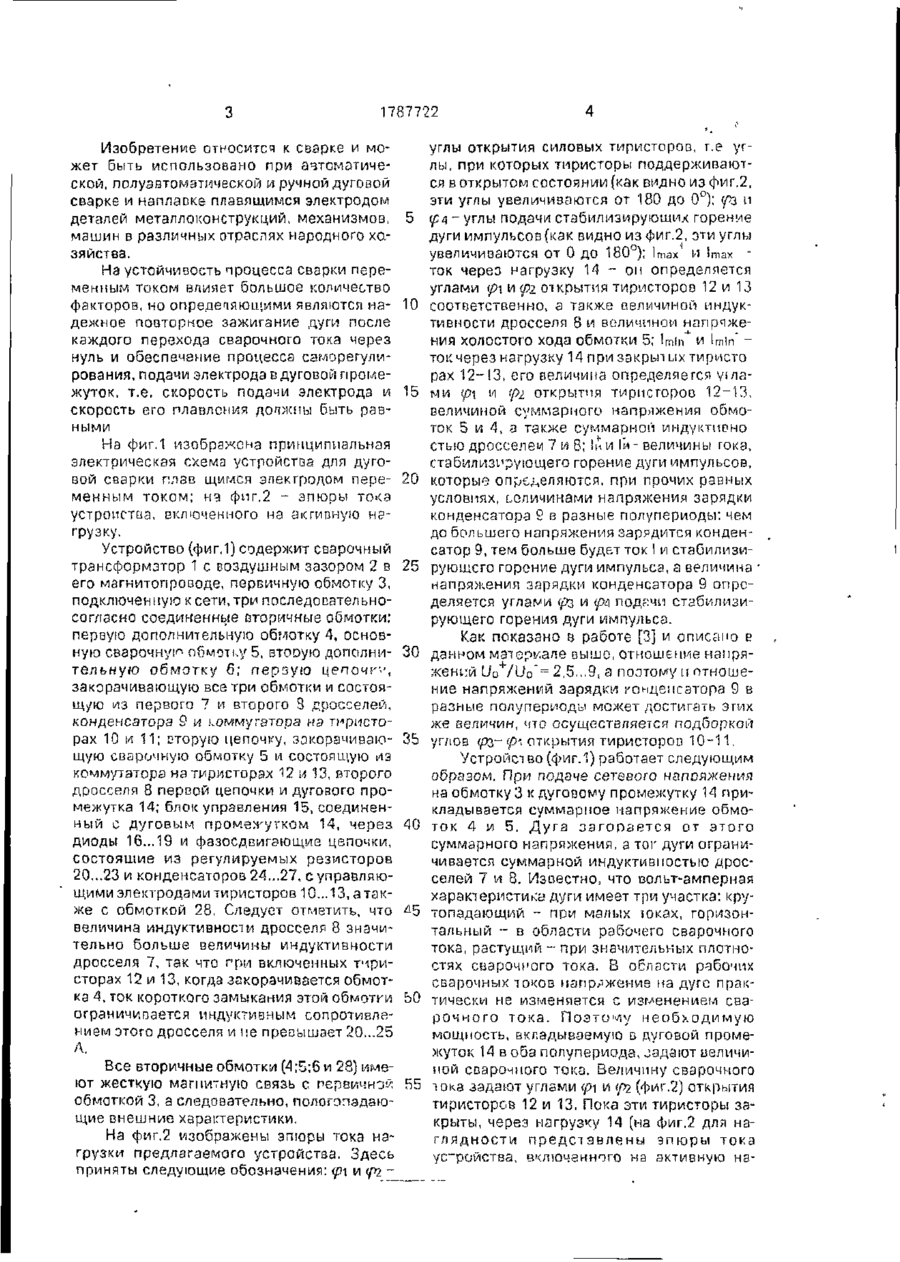
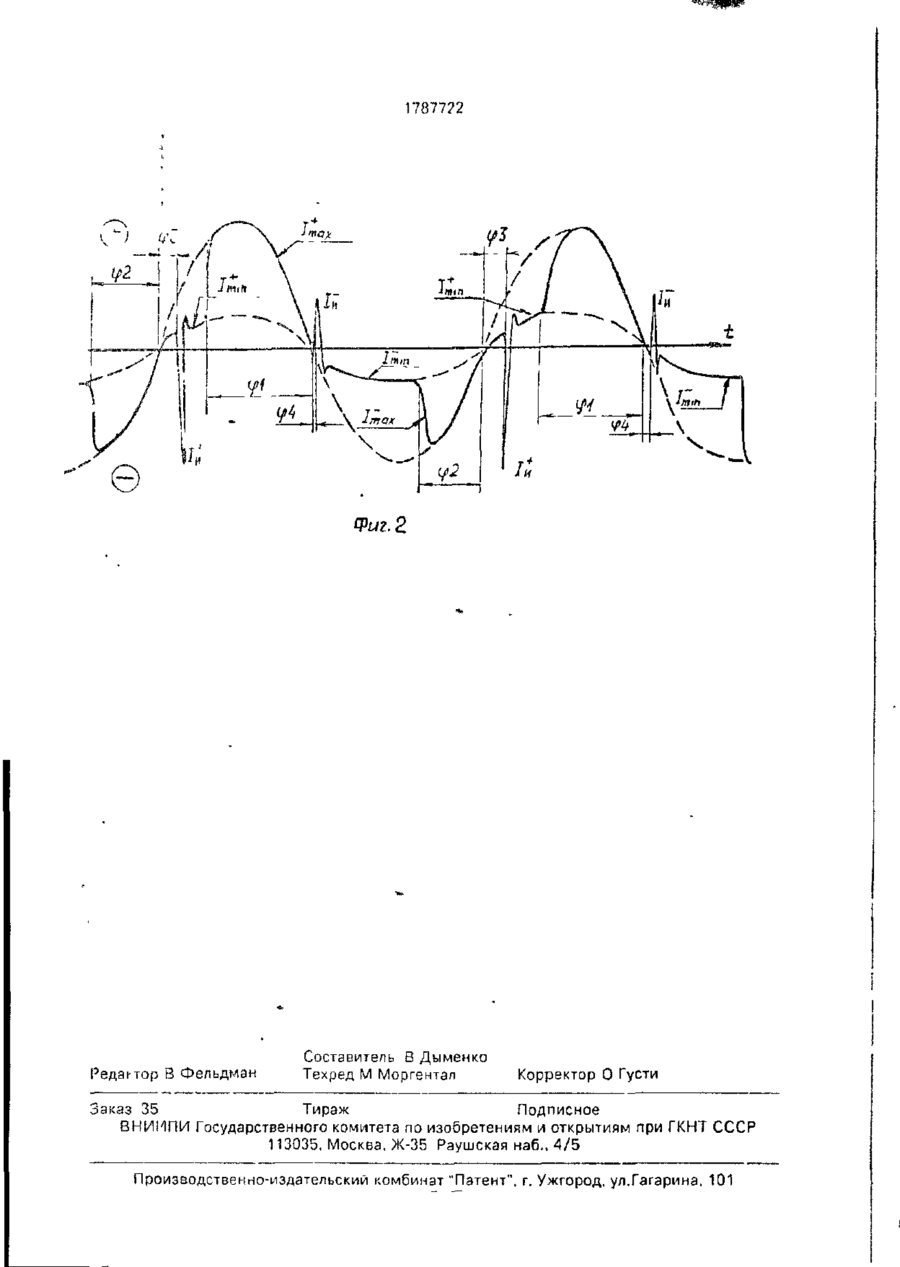
Использование при автоматической, полуавтоматической и ручной дуговой сварке и наплавке плав іщимся электродом деталей металлоконструкций Сущность изобретения при сварке плавящимся электродом на переменном токе устанавливают отношение мощностей подводимых к элек троду в положительный и отрицательный полупериоды, равным отношению скоро стей плавления электрода в отрицательный и положительный полупериоды Отношение мощностей стабилизирующих пмпутьсов равно отношению мощностей, необходи мых для повторного зажигания в полупери оды этих же полярностей Устройство содержит сварочный трансформатор с жесткими внешними характеристиками имепщий одну первичную и три вторичные обмотки, два тиристорных ключа, блок управления, конденсатор и два дросселя Применение способа и устройства для д\,говои сварки плавящимся электродом переменным током позволило повысить сгзбияъ ность процесса как за счет надежного повторного зажигания дуги, так и за счет соблюдения условия саморегулирования процесса в оба полупориода, что повьсило качество сварки, притом с расширением диапазона регулирования сварочного теса 7 с п ф-лы, 2 ил 00 •si 1787722 Изобретение относится к сварке и может быть использовано при автоматической, полуавтоматической и ручной дуговом сварке и наплавке плавящимся электродом деталей металлоконструкций, механизмов, 5 машин в различных отраслях народного хазяйства. Нэ устойчивость процесса сварки переменным током влияет большое количество факторов, но опредеаяющими являются на- 10 дежное повторное зажигание душ после каждого перехода сварочного тока через нуль и обеспечение процесса саморегулирования, подачи электрода в дуговой промежуток, т.е. скорость подачи электрода и 15 скорость его плавления допжны быть равными На фиг.1 изображена принципиальная электрическая схема устройства для дуговой сварки плав щимся электродом пере- 20 менным током; из фиг.2 - эпюры тока устройства, включенного на активную нагрузку. Устройство (фиг.1) содержит сварочный трансформзтор 1 с воздушным зазором 2 в 25 его магнитопроводе, первичную обмотку 3, подключенную к сети, три последовательносогласно соединенные вторичные обмотки: первую дополнительную обмотку 4, основную сварочную обмотку 5, вторую дополни- 30 тельную о б м о т к у 6; п е р з у ю ц е п о ч г л закорачивающую есе три обмотки и состоящ/ю из первого 7 и второго 3 дросселей, конденсатора 9 \л коммугатора на тиристорах 10 и 11; вторую цепочку, закорачиваю- 35 щую сварочную обмотку 5 и состоящую из коммутатора на тиристорах 12 м 13, второго дросселя 8 первой цепочки и дугового промежутка 14; блок управления 15, соединенный с дуговым промежутком 14, через 40 диоды 16.., 19 и фазосдвигэющие цепочки, состоящие из регулируемых резисторов 20...23 и конденсаторов 24...27, с управляющими электродами тиристоров 10...13, а также с обмоткой 28, Следует отметить, что Й 5 величина индуктивности дросселя 8 значительно больше величины индуктивности дросселя 7, так что гри включенных тчристорах 12 и 13, когда закорачивается обмотка 4, ток короткого замыкания этой обмотки Ь0 ограничивается индуктивным сопротивлением этого дросселя и не превышает 20,..25 А. Все вторичные обмотки (4;5;6и 28) имеют жесткую магнитную связь с первичной 55 обмоткой 3, а следовательно, пологопздающие внешние характеристики. На фиг.2 изображены эпюры тока нагрузки предлагаемого устройства. Здесь приняты следующие обозначения: (р\\л (р2 углы открытия силовых тиристоров, т.е углы, при которых тиристоры поддерживаются в открытом состоянии (как видно из фиг,2, эти углы увеличиваются от 180 до 0°); (Лз "
ДивитисяДодаткова інформація
Автори англійськоюShatan Oleksandr Fedorovych
Автори російськоюШатан Александр Федорович
МПК / Мітки
Мітки: електродом, змінним, пристрій, зварювання, дугового, спосіб, плавким, здійснення, струмом
Код посилання
<a href="https://ua.patents.su/6-27182-sposib-dugovogo-zvaryuvannya-plavkim-elektrodom-zminnim-strumom-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання плавким електродом змінним струмом та пристрій для його здійснення</a>
Пристрій для дугового зварювання змінним струмом
Номер патенту: 27185
Опубліковано: 15.08.2000
Автори: Дименко Володимир Васильович, Заруба Ігор Іванович, Болотько Віктор Іванович
Мітки: змінним, дугового, пристрій, зварювання, струмом
Формула / Реферат:
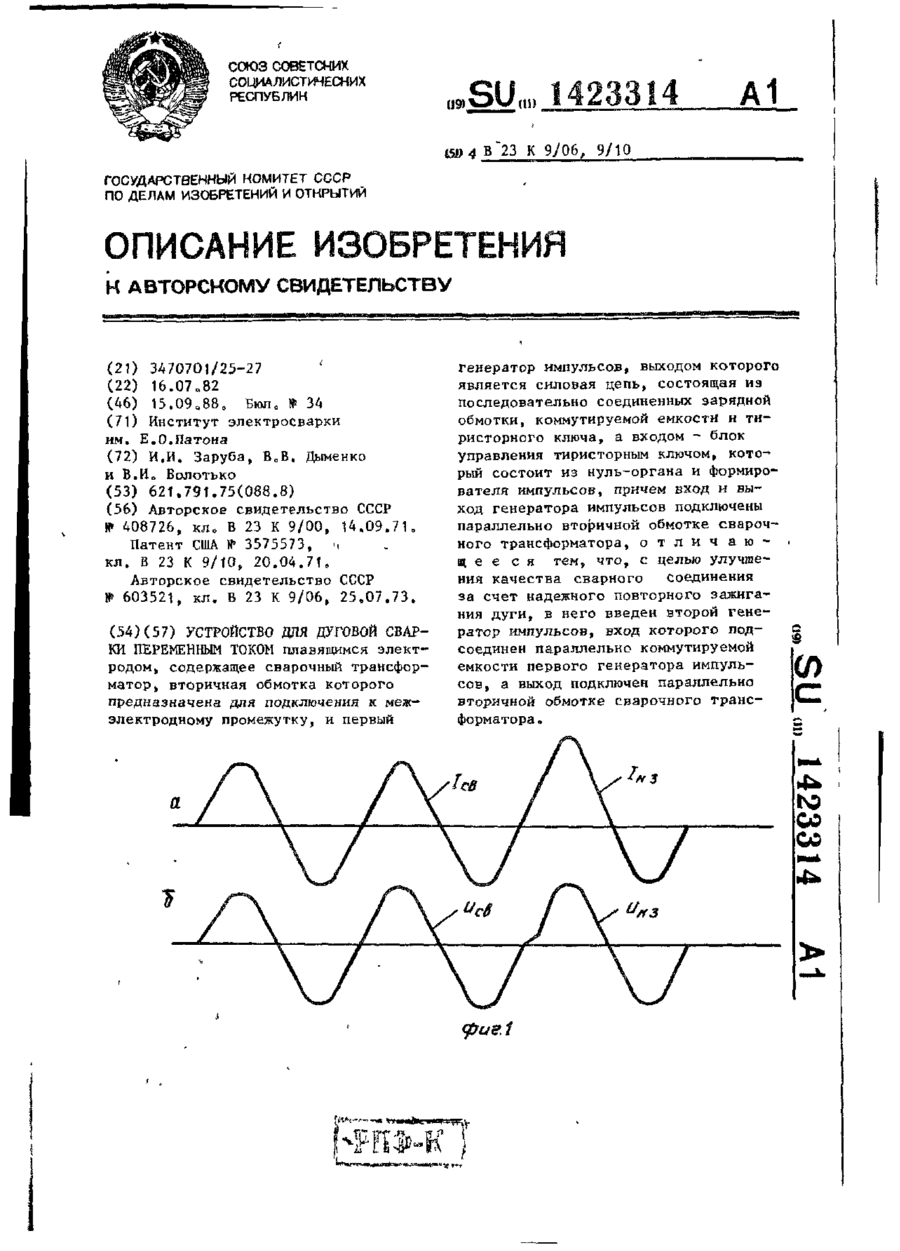
(57) Устройство для дуговой сварки переменным током плавящимся электродом, содержащее сварочный трансформатор, вторичная обмотка которого предназначена для подключения к межэлектродному промежутку, и первый генератор импульсов, выходом которого является силовая цепь, состоящая из последовательно соединенных зарядной обмотки, коммутируемой емкости и тиристорного ключа, а входом - блок управления тиристорним ключом, который состоит из...
Спосіб дугового зварювання плавким електродом таврових з’єднань

Номер патенту: 3454
Опубліковано: 27.12.1994
Автори: Руденко Юрій Миколаєвич, Сердюк Ірина Василівна, Корнієнко Олег Леонідович, Мосенкіс Юрій Григорович, Демченко Юрій Володимирович, Покладій Вадим Ростиславович, Гутман Лія Миронівна, Масюков Валерій Вікторович, Дворяшин Володимир Григорович, Горбачов Василь Михайлович, Сіріца Володимир Михайлович, Поздняков Вадим Андрійович
МПК: B23K 9/173, B23K 9/14
Мітки: електродом, плавким, спосіб, зварювання, таврових, дугового, з'єднань
Формула / Реферат:
1. Способ дуговой сварки плавящимся электродом тавровых соединений, включающий установку стенки на полку с зазором, возбуждение дуги с расположением пятна нагрева на полке под стенкой и перемещение электрода в процессе сварки, отличающийся тем, что, с целью качественного формирования сварного шва со стороны его корня путем обеспечения полного провара стенки, повышения механических свойств сварных соединений при сварке деталей толщиной...
Струмопідвідний мундштук для дугового зварювання плавким електродом
Номер патенту: 16007
Опубліковано: 29.08.1997
Автори: Зацерковний Вадим Володимирович, Рибаков Анатолій Олександрович, Файнберг Леонід Йосипович, Ткач Володимир Миколайович
МПК: B23K 9/16, B23K 9/12, B23K 9/18
Мітки: плавким, струмопідвідний, мундштук, дугового, електродом, зварювання
Формула / Реферат:
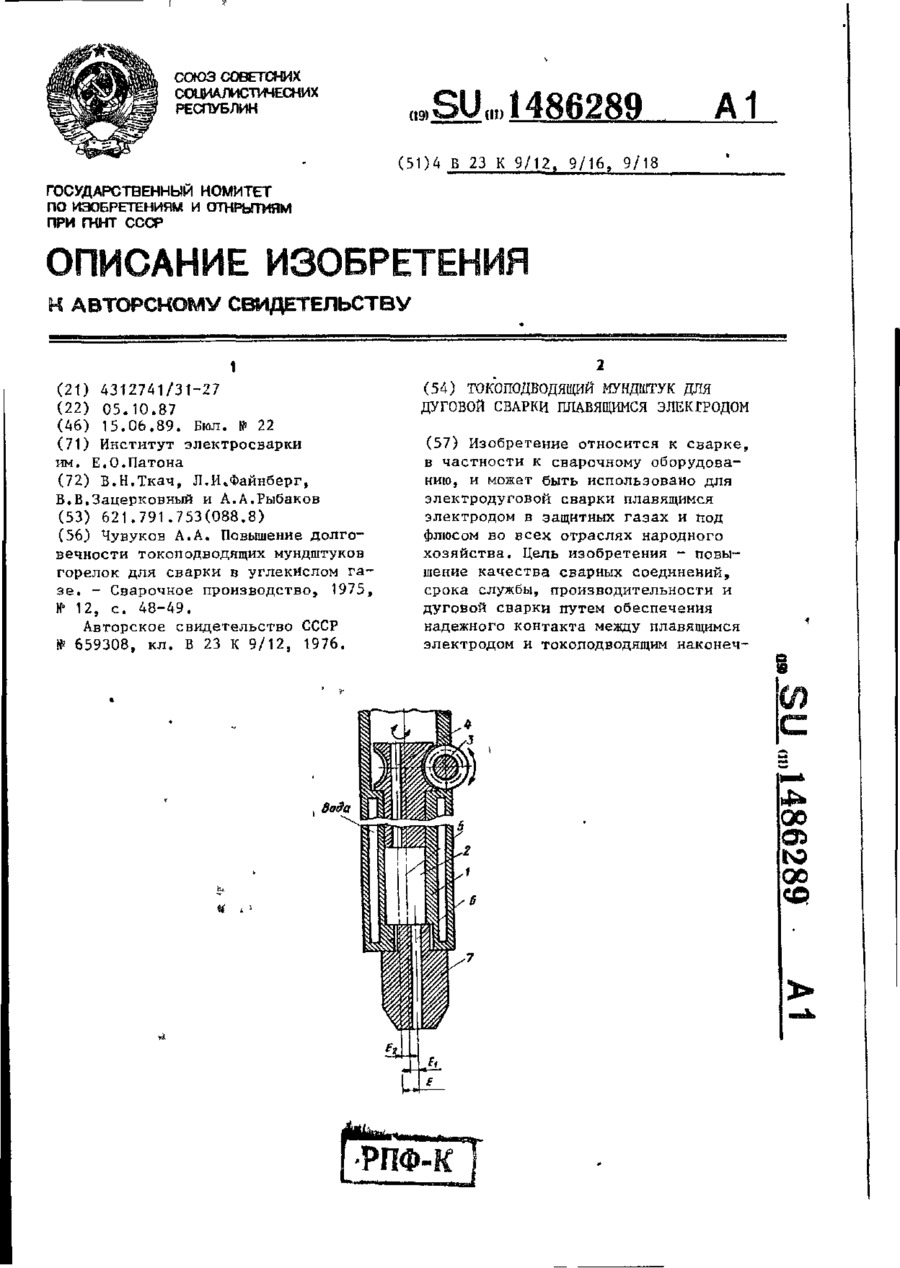
1. Токоподводящий мундштук для дуговой сварки плавящимся электродом, содержащий токоподводящий наконечник с отверстием, корпус с цилиндрическим каналом, в котором установлена направляющая втулка с отверстием для прохождения плавящегося электрода, выполненным эксцентрично отверстию в токоподводящем наконечнике и цилиндрическому каналу, отличающийся тем, что, с целью повышения качества сварных соединений, срока службы и производительности...
Випрямляч для дугового зварювання плавким електродом
Номер патенту: 17187
Опубліковано: 18.03.1997
Автори: Махлін Наум Мордухович, Федотенков В'ячеслав Георгійович, Гавва Віктор Маркович, Зацерковний Сергій Анатолійович
МПК: B23K 9/00
Мітки: випрямляч, електродом, зварювання, дугового, плавким
Формула / Реферат:
Выпрямитель для дуговой сварки плавящимся электродом, содержащий регулируемый трехфазный силовой трансформатор с основной вторичной обмоткой с повышенным рассеянием и вспомогательной вторичной обмоткой с нормальным рассеянием, основной и вспомогательный выпрямительные блоки, отличающийся тем, что в выпрямитель дополнительно введен трехфазный магнитный усилитель, каждая рабочая обмотка которого подключена последовательно к соответствующей фазе...
Спосіб дугового зварювання з короткими замиканнями дугового проміжку та пристрій для його здійснення
Номер патенту: 27165
Опубліковано: 15.08.2000
Автори: Сараєв Юрій Миколаєвич, Князьков Анатолій Федорович, Заруба Ігор Іванович, Тімошенко Анатолій Кірілович
Мітки: проміжку, зварювання, здійснення, дугового, замиканнями, спосіб, короткими, пристрій
Формула / Реферат:
Формула изобретения1. Способ дуговой сварки с короткими замыканиями дугового промежутка, осуществляемый от источника постоянного тока, содержащего сглаживающий дроссель, при котором производят кратковременное снижение тока перед коротким замыканием и к моменту разрыва перемычки, отличающийся тем, что, с целью повышения производительности процесса сварки за счет сокращения длительности короткого замыкания, сглаживающий дроссель...
Попередній патент: Пристрій для дугового зварювання змінним струмом
Наступний патент: Джерело живлення для імпульсно-дугового зварювання
Випадковий патент: Вибухова запобіжна речовина