Спосіб одержання твердих сплавів
Номер патенту: 44117
Опубліковано: 25.09.2009
Автори: Прокопів Назар Миколайович, Харченко Олег Валентинович, Прокопів Микола Михайлович
Формула / Реферат
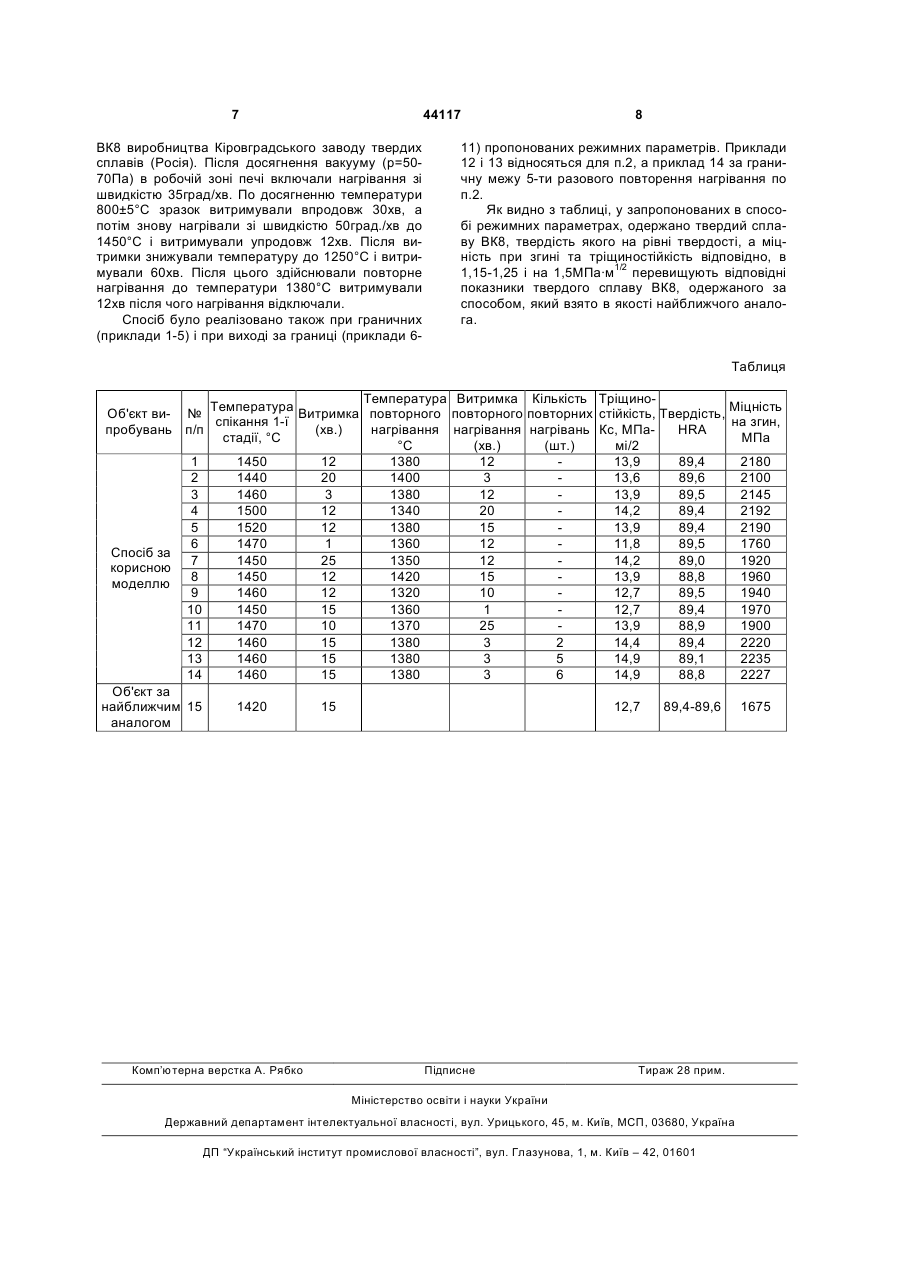
1. Спосіб одержання твердих сплавів, що включає пресування шихти, спікання на першій стадії при нагріванні зі швидкістю 35-40 град./хв. до 800-850 °С з наступною витримкою впродовж 30-40 хв., а на другій стадії при нагріванні із швидкістю 50-55 град./хв. до температури рідкофазного спікання з наступною витримкою протягом 3-20 хв., після цього температуру знижують до температури твердофазного спікання 1200-1250 °С і здійснюють витримку упродовж 60-120 хв., який відрізняється тим, що рідкофазне спікання здійснюють при температурі, що на 20-80 °С перевищує стандартну для даного сплаву температуру рідкофазного спікання, а після витримки впродовж 60-120 хв. при температурі 1200-1250 °С здійснюють повторне нагрівання до температури рідкофазного спікання, що на 20-80 °С нижча за стандартну температуру рідкофазного спікання даного сплаву, здійснюють витримку впродовж 3-20 хв. і проводять охолодження до кімнатної температури.
2. Спосіб за п. 1, який відрізняється тим, що повторне підвищення температури до температури, що на 20-80 °С нижча стандартної температури рідкофазного спікання для даного сплаву, і здійснення витримки упродовж 3-20 хв. після твердофазного спікання здійснюють 2-5 разів.
Текст
1. Спосіб одержання твердих сплавів, що включає пресування шихти, спікання на першій стадії при нагріванні зі швидкістю 35-40град./хв. до 800-850°С з наступною витримкою впродовж 3040хв., а на другій стадії при нагріванні із швидкістю 50-55град./хв. до температури рідкофазного спікання з наступною витримкою протягом 3-20хв., після цього температуру знижують до температури 3 снюють шляхом нагрівання її до температури вище температури 1350-1480°С, тобто до температури утворення рідкої фази, витримки при цій температурі упродовж 30-120хв. і охолодження її до кімнатної температури. Недоліком даного способу є формування неоднорідної структури - наявністю в ній зерен карбіду вольфраму розміром 0,5-10мкм (окремі зерна і їх скупчення мають розмір до 30мкм), кобальтового прошарку розміром 0,5...2мкм, великої залишкової пористості, а також крупних (>50мкм) пор, які є найменш міцною ланкою в структурі сплаву, ініціюють зародження і поширення тріщини, що в значній мірі знижує механічну міцність і тріщиностійкість твердого сплаву і його експлуатаційні характеристики. Степінь проявлення цих недоліків способу збільшується при зменшенні розміру карбідних зерен, дефектності кристалічної комірки, неоднорідності хімічного складу, а також співвідношення їхніх розмірів у вихідному стані. Тому такий спосіб реалізується в основному в технології промислового виробництва виробів із крупнозернистих твердих сплавів. Відомий спосіб виготовлення виробів із дрібнодисперсних сплавів WC-Co, (В.А. Фальковський, Л.И. Клячко. «Твердые сплавы. - М. Издательский дом «Руда и металлы». 2005. с.347, 366, 372-373, 380-389), згідно з яким спресовані зразки із суміші WC-10 Co (% за масою) спікали в дві стадії: попередньо при 650°С в водні, а кінцеве спікання зразка - в вакуумі з витримкою 30хв, при температурі 1400°С. Для зменшення розміру карбідного зерна і, як наслідок, підвищення твердості сплаву використовують карбід ванадію, хрому і танталу, або ніобію. В той же час, наявність в структурі твердого сплаву вищенаведених карбідів не перешкоджають локальному росту карбідних зерен збільшують пористість структури. Крім того, вищеназвані карбіди, розчиняються в металевій зв'язці зменшують її пластичність, а деяка частина, відкладаючись на границях зерен карбіду вольфраму, збільшує хрупкість. Ці фактори приводять до зменшення механічної міцності і тріщиностійкості твердого сплаву і його експлуатаційних властивостей, особливо, при роботі у важких умовах роботи. Крім того, така технологія ускладнюється, через необхідність розробки спеціальних заходів для введення карбідних інгібіторів у певному стані і відповідних розмірів. Найближчим технічним рішенням прийнятим за найближчий аналог є спосіб одержання твердих сплавів (див. патент на корисну модель №37244, МПК В22Г3/12, С22С1/05 опубл. 25.11.08 в бюл №22), який включає пресування шихти, спікання при нагріванні зі швидкістю 35-40град./хв. до 800850°С з наступною витримкою упродовж 30-40хв., а потім - із швидкістю 50-55град./хв. нагрівають до заданої для даного сплаву температури рідкофазного спікання з наступною витримкою 3-20хв, а після цього температуру знижують до температури твердофазного спікання 1200-1250°С і здійснюють витримку упродовж 60-120хв. Спосіб реалізується при високій (5055град./хв.) швидкості нагрівання від 800-850°С до стандартної для кожного сплаву температури рід 44117 4 кофазного спікання. Недовготривала витримка при цій температурі дозволяє повністю ущільнити пористу заготовку із стандартних середньозернистих твердосплавних сумішей, що містять кобальту більше 15% (за масою), або із сумішей, в яких вміст кобальту менше 10-15%, але з розміром зерен WC менше 0,5мкм. Подальше твердофазне спікання заготовки після повного її ущільнення унеможливлює інтенсивний ріст карбідних зерен і кобальтового прошарку. Це дозволяє без додаткового розмелу вихідної суміші і без використання інгібіторів росту зерен WC сформувати однорідну, дрібнодисперсну, структуру сплаву, що підвищує його твердість і міцність, і як наслідок покращує експлуатаційні характеристики в умовах дії високих статичних навантажень. Реалізація даного способу дозволяє підвищувати твердість сплавів незалежно від вмісту кобальту. Недоліком описаного способу є те, що при його реалізації зменшується тріщиностійкість сплавів в порівнянні із стандартними сплавами тим більше, чим менше вміст кобальту в сплаві та чим менший розмір карбідного зерна. Крім цього, зменшується і ступінь підвищення міцності на згин у разі використання середньозернистих сумішей. Так для сплавів з вмістом кобальту 15% (за масою) міцність на згин є на рівні, а для сплава ВК8 менше міцності сплавів, які спікались за стандартною технологією (аналог 1). Це приводить до зменшення їх експлуатаційних властивостей, особливо в умовах дії ударних навантажень, для яких вони і призначені. Причиною є те, що рідкофазне ущільнення сплаву реалізується під дією капілярних сил за механізмом проковзування твердих зерен карбіду вольфраму. Тому інтенсивність і повнота цього процесу в основному залежить від кількості кобальту в суміші. Наприклад для сплаву ВК20 кількість рідкої фази з урахуванням 35-ти процентного розчинення карбіду вольфраму в рідкому кобальті складає близько 30 (% об'єм.). Це забезпечує високу щільність заготовки вже протягом 3-х хвилинної ізотермічної витримки, що зумовлює високу твердість і достатню міцність на згин. Подальше твердофазне спікання приводить до збільшення міцності границь міжзеренних WC-WC і міжфазних WC-Co та збільшення міцності сплаву без зменшення його твердості. У разі зменшення кобальту в сплаві, наприклад до 6-8% (за масою), кількість рідкої фази при температурі рідкофазного ущільнення складає тільки 10-12% (об'єми.). Це призводить до погіршення умов ущільнення і до відповідного збільшення залишкової мікропористості в структурі сплаву, а також до зменшення міцності границь зерен карбіду вольфраму і, як наслідок зменшення міцності і тріщиностійкості сплаву після цієї стадії спікання. Недостатня активність дифузійних процесів в умовах твердофазного спікання при 1200-1250°С не дозволяє суттєвого зменшити мікропористість в структурі сплаву, у разі зменшення вмісту кобальту, навіть в умовах довготривалої ізотермічної витримки та підвищити міцність границь, особливо зерен WC, оскільки вони є стоками вакансій, дислокацій, які утворюються в процесі дифузійних процесів. Тому для мало- і серед 5 ньокобальтових (Со
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing hard alloys
Автори англійськоюProkopiv Mykola Mykhailovych, Kharchenko Oleh Valentynovych, Prokopiv Nazar Mykolaiovych
Назва патенту російськоюСпособ получения твердых сплавов
Автори російськоюПрокопив Николай Михайлович, Харченко Олег Валентинович, Прокопив Назар Николаевич
МПК / Мітки
Мітки: сплавів, твердих, спосіб, одержання
Код посилання
<a href="https://ua.patents.su/4-44117-sposib-oderzhannya-tverdikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання твердих сплавів</a>
Спосіб одержання твердих сплавів
Номер патенту: 37244
Опубліковано: 25.11.2008
Автори: Харченко Олег Валентинович, Прокопів Микола Михайлович, Прокопів Назар Миколайович
Мітки: сплавів, спосіб, одержання, твердих
Формула / Реферат:
Спосіб одержання твердих сплавів, який включає пресування шихти, спікання при нагріванні зі швидкістю 35-40 град./хв. до 800-850 °С з наступною витримкою протягом 30-40 хв., а потім здійснюють нагрівання із швидкістю 50-55 град./хв. до температури рідкофазного спікання з наступною витримкою, який відрізняється тим, що після нагрівання до температури рідкофазного спікання проводять витримку протягом 3-20 хв., а після цього температуру знижують...
Спосіб одержання твердих сплавів
Номер патенту: 85351
Опубліковано: 12.01.2009
Автори: Харченко Олег Валентинович, Прокопів Микола Михайлович, Прокопів Назар Миколайович
Мітки: твердих, одержання, спосіб, сплавів
Формула / Реферат:
Спосіб одержання твердих сплавів, який включає пресування шихти, спікання при нагріванні зі швидкістю 35-40 град./хв. до 800-850 °С з наступною витримкою упродовж 30-40 хв., нагрівання зі швидкістю 50-55 град./хв. до температури рідкофазного спікання з наступною витримкою, який відрізняється тим, що після нагрівання до температури рідкофазного спікання проводять витримку упродовж 3-20 хв., а після цього температуру знижують до температури...
Спосіб одержання спечених твердих сплавів на основі тугоплавких металів
Номер патенту: 77690
Опубліковано: 15.01.2007
Автори: Бондаренко Володимир Петрович, Андреєв Ігор Вікторович, Мартинова Людмила Михайлівна, Єпик Ірина Вікторівна
МПК: C22C 29/00, C22C 1/04
Мітки: основі, твердих, металів, спечених, спосіб, одержання, сплавів, тугоплавких
Формула / Реферат:
Спосіб одержання спечених твердих сплавів на основі тугоплавких металів, згідно з яким здійснюють відновлення з карбідизацією вольфрамовмісної складової у метановодневому середовищі, після чого отриману суміш пресують та cпікають у середовищі водню, який відрізняється тим, що попередньо змішують оксиди вольфраму та металевої зв'язки, нагрівають в окислювальному або нейтральному середовищі або у вакуумі до температури 800 - 950 °С, а отриманий...
Спосіб одержання порошку з кускових відходів твердих сплавів
Номер патенту: 50591
Опубліковано: 15.08.2005
Автор: Нестерчук Анатолій Іванович
Мітки: твердих, сплавів, відходів, одержання, кускових, спосіб, порошку
Формула / Реферат:
Земляне полотно в засолених ґрунтах, що містить насип з гідроізолюючим прошарком, яке відрізняється тим, що гідроізолюючий прошарок виконаний з ущільненого глинистого ґрунту завтовшки 10-14 см.
Спосіб одержання твердих сплавів з ультрадисперсною структурою, які містять зв’язуюче
Номер патенту: 80215
Опубліковано: 27.08.2007
Автори: Толочин Олександр Іванович, Ковальченко Михайло Савич, Лаптєв Анатолій Васильович
МПК: C22C 1/05, B22F 3/16, C22C 29/02
Мітки: спосіб, сплавів, містять, одержання, зв'язуюче, твердих, структурою, ультрадисперсною
Формула / Реферат:
1. Спосіб одержання твердих сплавів з ультрадисперсною структурою, які містять зв’язуюче, що включає підготовку ультрадисперсної суміші порошків карбіду вольфраму й кобальту шляхом інтенсивного розмелу, компактування при кімнатній температурі їх просушеної суміші з одержанням брикету, нагрівання брикету до заданої температури, ізотермічну витримку при заданій температурі й гаряче пресування, який відрізняється тим, що в ультрадисперсну суміш...
Попередній патент: Пристрій для завантаження шихти на агломераційну машину
Наступний патент: Спосіб дослідження кишечнику при перитоніті
Випадковий патент: Пристрій для вимірювання швидкості звуку