Пристрій для завантаження шихти на агломераційну машину
Номер патенту: 44116
Опубліковано: 25.09.2009
Формула / Реферат
1. Пристрій для завантаження шихти на агломераційну машину, що містить бункер, барабанний живильник шихти, завантажувальний лоток з кромкою, паралельною осі живильника, і ущільнюючий лист, нижня частина якого забезпечена металевими ущільнювачами шихти, розташованими перпендикулярно профільній осі листа, поперечним перерізом яких є рівнобедрений трикутник із збільшенням його висоти до краю ущільнювачами шихти, жорстко закріпленими до нього своєю меншою гранню, відстань між якими може змінюватися, який відрізняється тим, що ущільнюючий лист пристрою виконано із ізоляційного матеріалу, ущільнювачі листа ізольовані один від одного, при цьому кожна пара ущільнювачів по черзі підключена до виходу джерела регульованого струму, і використовуються як електроди, а завантажувальний лоток пристрою додатково забезпечений металевою планкою з пилкоподібною кромкою, виступаючою за нижній край лотка.
2. Пристрій за п. 1, який відрізняється тим, що максимальна висота поперечного перерізу ущільнювачів шихти ущільнюючого листа дорівнює 25...50 мм, при цьому ущільнювачі подовжені за межі листа на 0,5...2,5 його ширини.
3. Пристрій за п. 1, який відрізняється тим, що металева планка з пилкоподібною кромкою завантажувального лотка закріплена до його нижньої неробочої частини з можливістю переміщення, при цьому її профіль відповідає профілю поперечного перерізу ущільнюючого листа.
Текст
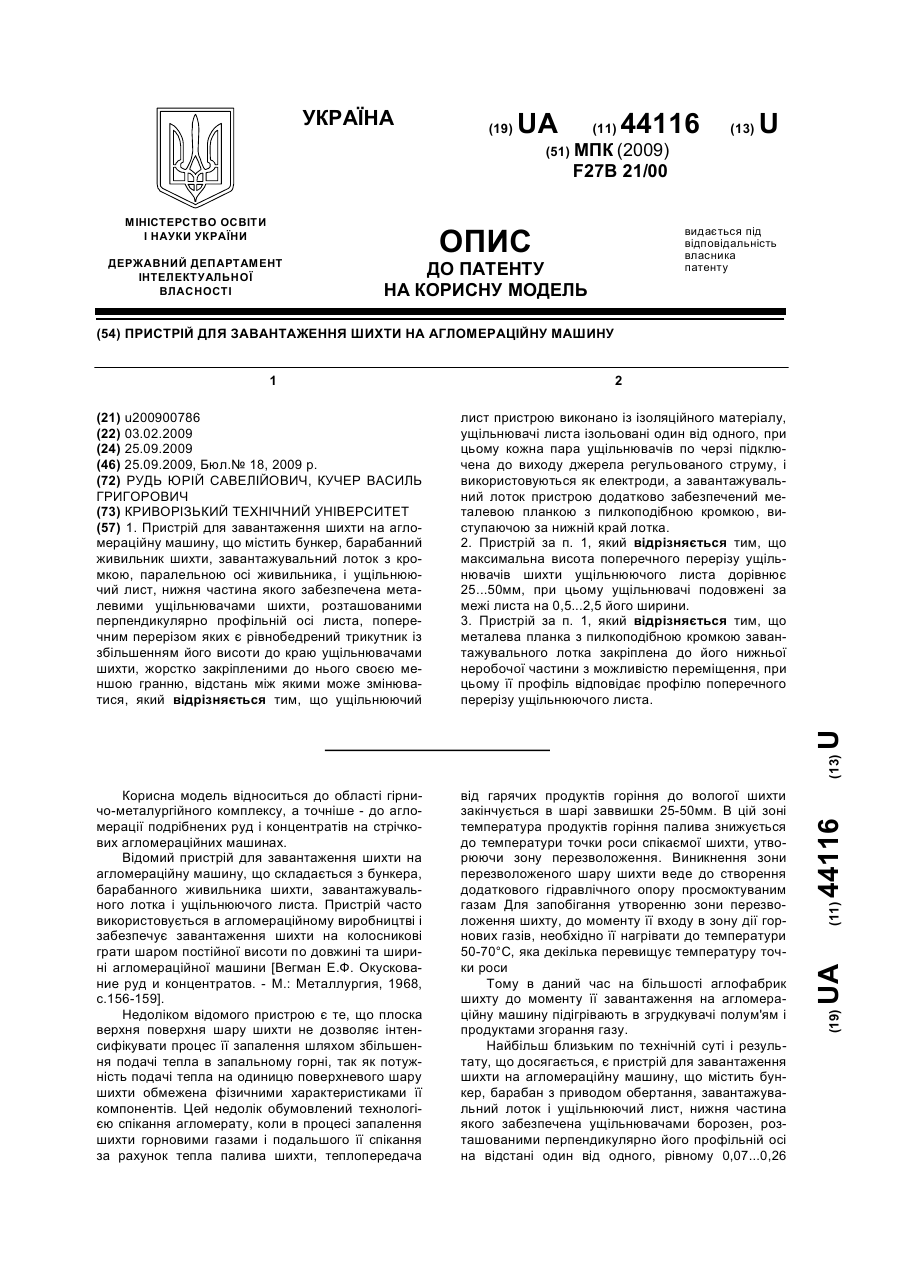
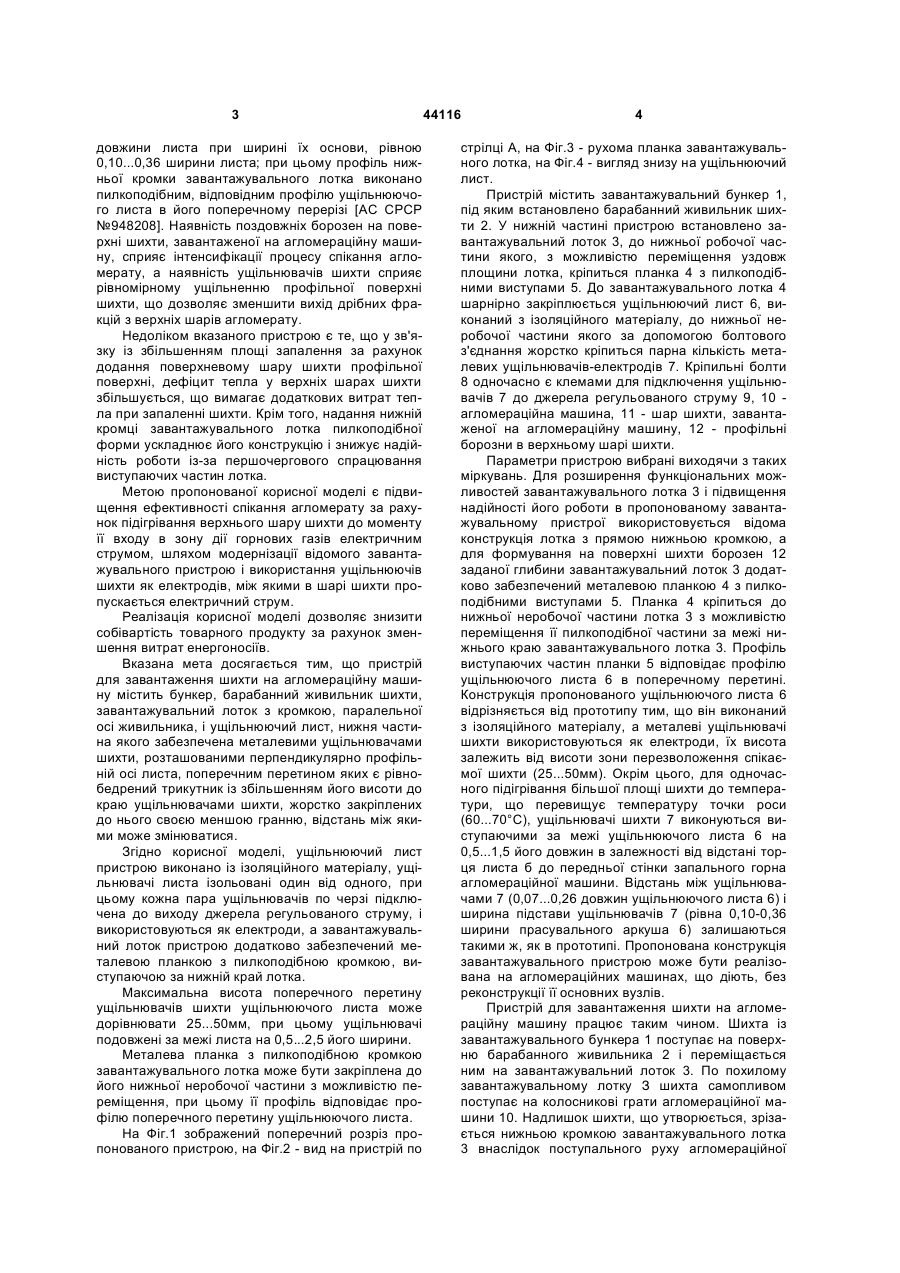
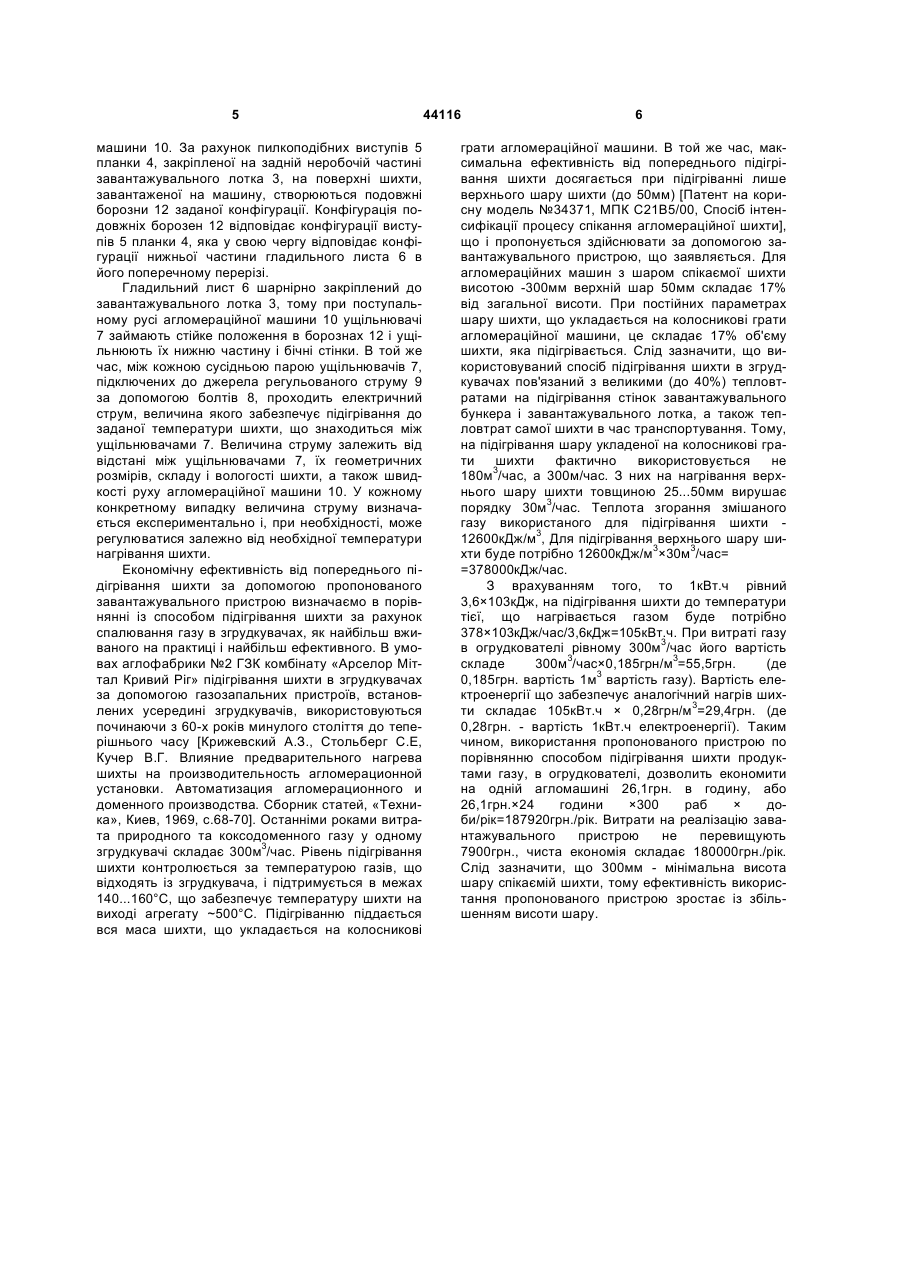
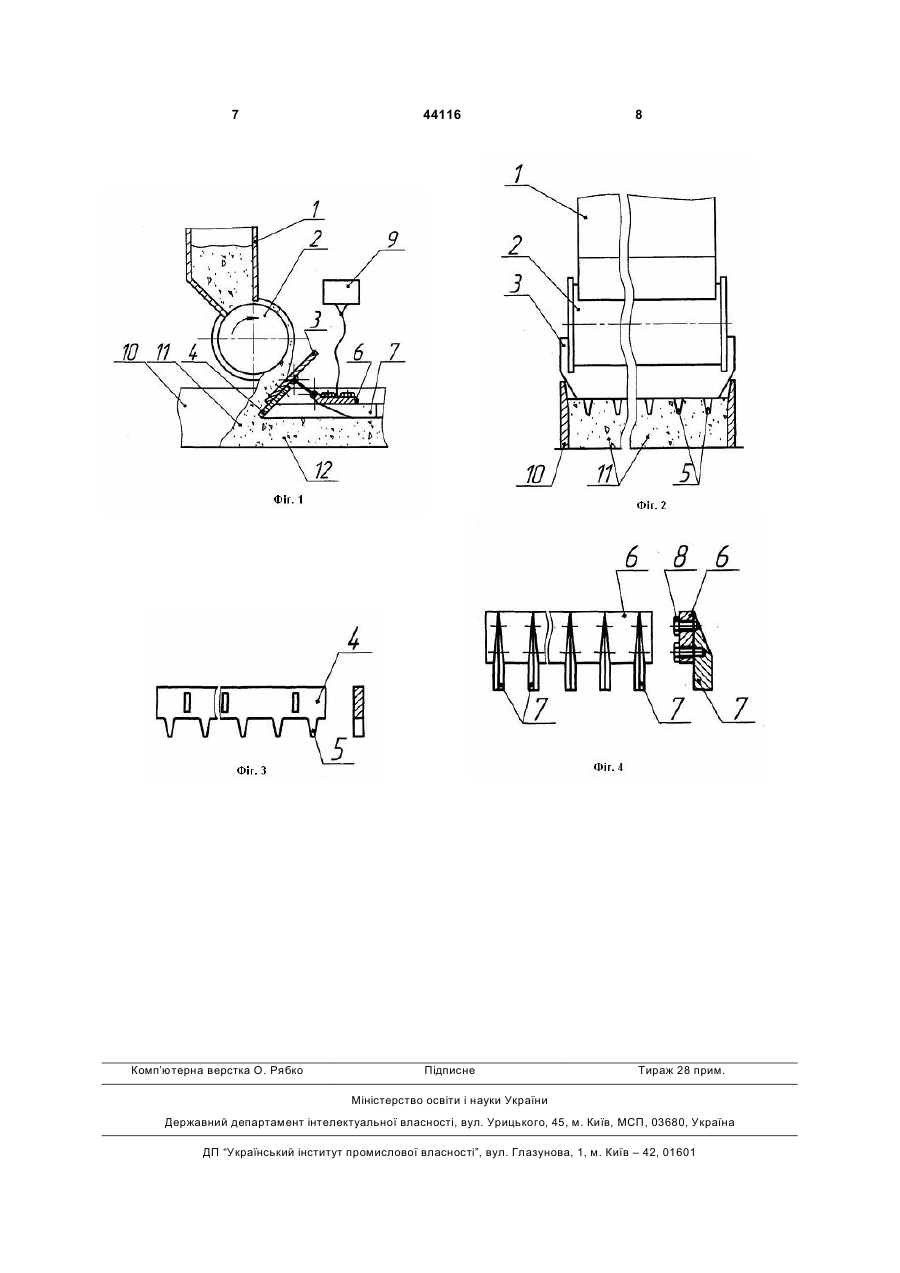
1. Пристрій для завантаження шихти на агломераційну машину, що містить бункер, барабанний живильник шихти, завантажувальний лоток з кромкою, паралельною осі живильника, і ущільнюючий лист, нижня частина якого забезпечена металевими ущільнювачами шихти, розташованими перпендикулярно профільній осі листа, поперечним перерізом яких є рівнобедрений трикутник із збільшенням його висоти до краю ущільнювачами шихти, жорстко закріпленими до нього своєю меншою гранню, відстань між якими може змінюватися, який відрізняється тим, що ущільнюючий 3 довжини листа при ширині їх основи, рівною 0,10...0,36 ширини листа; при цьому профіль нижньої кромки завантажувального лотка виконано пилкоподібним, відповідним профілю ущільнюючого листа в його поперечному перерізі [АС СРСР №948208]. Наявність поздовжніх борозен на поверхні шихти, завантаженої на агломераційну машину, сприяє інтенсифікації процесу спікання агломерату, а наявність ущільнювачів шихти сприяє рівномірному ущільненню профільної поверхні шихти, що дозволяє зменшити вихід дрібних фракцій з верхніх шарів агломерату. Недоліком вказаного пристрою є те, що у зв'язку із збільшенням площі запалення за рахунок додання поверхневому шару шихти профільної поверхні, дефіцит тепла у верхніх шарах шихти збільшується, що вимагає додаткових витрат тепла при запаленні шихти. Крім того, надання нижній кромці завантажувального лотка пилкоподібної форми ускладнює його конструкцію і знижує надійність роботи із-за першочергового спрацювання виступаючих частин лотка. Метою пропонованої корисної моделі є підвищення ефективності спікання агломерату за рахунок підігрівання верхнього шару шихти до моменту її входу в зону дії горнових газів електричним струмом, шляхом модернізації відомого завантажувального пристрою і використання ущільнюючів шихти як електродів, між якими в шарі шихти пропускається електричний струм. Реалізація корисної моделі дозволяє знизити собівартість товарного продукту за рахунок зменшення витрат енергоносіїв. Вказана мета досягається тим, що пристрій для завантаження шихти на агломераційну машину містить бункер, барабанний живильник шихти, завантажувальний лоток з кромкою, паралельної осі живильника, і ущільнюючий лист, нижня частина якого забезпечена металевими ущільнювачами шихти, розташованими перпендикулярно профільній осі листа, поперечним перетином яких є рівнобедрений трикутник із збільшенням його висоти до краю ущільнювачами шихти, жорстко закріплених до нього своєю меншою гранню, відстань між якими може змінюватися. Згідно корисної моделі, ущільнюючий лист пристрою виконано із ізоляційного матеріалу, ущільнювачі листа ізольовані один від одного, при цьому кожна пара ущільнювачів по черзі підключена до виходу джерела регульованого струму, і використовуються як електроди, а завантажувальний лоток пристрою додатково забезпечений металевою планкою з пилкоподібною кромкою, виступаючою за нижній край лотка. Максимальна висота поперечного перетину ущільнювачів шихти ущільнюючого листа може дорівнювати 25...50мм, при цьому ущільнювачі подовжені за межі листа на 0,5...2,5 його ширини. Металева планка з пилкоподібною кромкою завантажувального лотка може бути закріплена до його нижньої неробочої частини з можливістю переміщення, при цьому її профіль відповідає профілю поперечного перетину ущільнюючого листа. На Фіг.1 зображений поперечний розріз пропонованого пристрою, на Фіг.2 - вид на пристрій по 44116 4 стрілці А, на Фіг.3 - рухома планка завантажувального лотка, на Фіг.4 - вигляд знизу на ущільнюючий лист. Пристрій містить завантажувальний бункер 1, під яким встановлено барабанний живильник шихти 2. У нижній частині пристрою встановлено завантажувальний лоток 3, до нижньої робочої частини якого, з можливістю переміщення уздовж площини лотка, кріпиться планка 4 з пилкоподібними виступами 5. До завантажувального лотка 4 шарнірно закріплюється ущільнюючий лист 6, виконаний з ізоляційного матеріалу, до нижньої неробочої частини якого за допомогою болтового з'єднання жорстко кріпиться парна кількість металевих ущільнювачів-електродів 7. Кріпильні болти 8 одночасно є клемами для підключення ущільнювачів 7 до джерела регульованого струму 9, 10 агломераційна машина, 11 - шар шихти, завантаженої на агломераційну машину, 12 - профільні борозни в верхньому шарі шихти. Параметри пристрою вибрані виходячи з таких міркувань. Для розширення функціональних можливостей завантажувального лотка 3 і підвищення надійності його роботи в пропонованому завантажувальному пристрої використовується відома конструкція лотка з прямою нижньою кромкою, а для формування на поверхні шихти борозен 12 заданої глибини завантажувальний лоток 3 додатково забезпечений металевою планкою 4 з пилкоподібними виступами 5. Планка 4 кріпиться до нижньої неробочої частини лотка 3 з можливістю переміщення її пилкоподібної частини за межі нижнього краю завантажувального лотка 3. Профіль виступаючих частин планки 5 відповідає профілю ущільнюючого листа 6 в поперечному перетині. Конструкція пропонованого ущільнюючого листа 6 відрізняється від прототипу тим, що він виконаний з ізоляційного матеріалу, а металеві ущільнювачі шихти використовуються як електроди, їх висота залежить від висоти зони перезволоження спікаємої шихти (25...50мм). Окрім цього, для одночасного підігрівання більшої площі шихти до температури, що перевищує температуру точки роси (60...70°С), ущільнювачі шихти 7 виконуються виступаючими за межі ущільнюючого листа 6 на 0,5...1,5 його довжин в залежності від відстані торця листа б до передньої стінки запального горна агломераційної машини. Відстань між ущільнювачами 7 (0,07...0,26 довжин ущільнюючого листа 6) і ширина підстави ущільнювачів 7 (рівна 0,10-0,36 ширини прасувального аркуша 6) залишаються такими ж, як в прототипі. Пропонована конструкція завантажувального пристрою може бути реалізована на агломераційних машинах, що діють, без реконструкції її основних вузлів. Пристрій для завантаження шихти на агломераційну машину працює таким чином. Шихта із завантажувального бункера 1 поступає на поверхню барабанного живильника 2 і переміщається ним на завантажувальний лоток 3. По похилому завантажувальному лотку З шихта самопливом поступає на колосникові грати агломераційної машини 10. Надлишок шихти, що утворюється, зрізається нижньою кромкою завантажувального лотка 3 внаслідок поступального руху агломераційної 5 машини 10. За рахунок пилкоподібних виступів 5 планки 4, закріпленої на задній неробочій частині завантажувального лотка 3, на поверхні шихти, завантаженої на машину, створюються подовжні борозни 12 заданої конфігурації. Конфігурація подовжніх борозен 12 відповідає конфігурації виступів 5 планки 4, яка у свою чергу відповідає конфігурації нижньої частини гладильного листа 6 в його поперечному перерізі. Гладильний лист 6 шарнірно закріплений до завантажувального лотка 3, тому при поступальному русі агломераційної машини 10 ущільнювачі 7 займають стійке положення в борознах 12 і ущільнюють їх нижню частину і бічні стінки. В той же час, між кожною сусідньою парою ущільнювачів 7, підключених до джерела регульованого струму 9 за допомогою болтів 8, проходить електричний струм, величина якого забезпечує підігрівання до заданої температури шихти, що знаходиться між ущільнювачами 7. Величина струму залежить від відстані між ущільнювачами 7, їх геометричних розмірів, складу і вологості шихти, а також швидкості руху агломераційної машини 10. У кожному конкретному випадку величина струму визначається експериментально і, при необхідності, може регулюватися залежно від необхідної температури нагрівання шихти. Економічну ефективність від попереднього підігрівання шихти за допомогою пропонованого завантажувального пристрою визначаємо в порівнянні із способом підігрівання шихти за рахунок спалювання газу в згрудкувачах, як найбільш вживаного на практиці і найбільш ефективного. В умовах аглофабрики №2 ГЗК комбінату «Арселор Міттал Кривий Ріг» підігрівання шихти в згрудкувачах за допомогою газозапальних пристроїв, встановлених усередині згрудкувачів, використовуються починаючи з 60-х років минулого століття до теперішнього часу [Крижевский А.З., Стольберг С.Е, Кучер В.Г. Влияние предварительного нагрева шихты на производительность агломерационной установки. Автоматизация агломерационного и доменного производства. Сборник статей, «Техника», Киев, 1969, с.68-70]. Останніми роками витрата природного та коксодоменного газу у одному згрудкувачі складає 300м3/час. Рівень підігрівання шихти контролюється за температурою газів, що відходять із згрудкувача, і підтримується в межах 140...160°С, що забезпечує температуру шихти на виході агрегату ~500°С. Підігріванню піддається вся маса шихти, що укладається на колосникові 44116 6 грати агломераційної машини. В той же час, максимальна ефективність від попереднього підігрівання шихти досягається при підігріванні лише верхнього шару шихти (до 50мм) [Патент на корисну модель №34371, МПК С21В5/00, Спосіб інтенсифікації процесу спікання агломераційної шихти], що і пропонується здійснювати за допомогою завантажувального пристрою, що заявляється. Для агломераційних машин з шаром спікаємої шихти висотою -300мм верхній шар 50мм складає 17% від загальної висоти. При постійних параметрах шару шихти, що укладається на колосникові грати агломераційної машини, це складає 17% об'єму шихти, яка підігрівається. Слід зазначити, що використовуваний спосіб підігрівання шихти в згрудкувачах пов'язаний з великими (до 40%) тепловтратами на підігрівання стінок завантажувального бункера і завантажувального лотка, а також тепловтрат самої шихти в час транспортування. Тому, на підігрівання шару укладеної на колосникові грати шихти фактично використовується не 180м3/час, а 300м/час. З них на нагрівання верхнього шару шихти товщиною 25...50мм вирушає порядку 30м3/час. Теплота згорання змішаного газу використаного для підігрівання шихти 12600кДж/м3, Для підігрівання верхнього шару шихти буде потрібно 12600кДж/м3×30м3/час= =378000кДж/час. З врахуванням того, то 1кВт.ч рівний 3,6×103кДж, на підігрівання шихти до температури тієї, що нагрівається газом буде потрібно 378×103кДж/час/3,6кДж=105кВт.ч. При витраті газу в огрудкователі рівному 300м3/час його вартість складе 300м3/час×0,185грн/м3=55,5грн. (де 0,185грн. вартість 1м3 вартість газу). Вартість електроенергії що забезпечує аналогічний нагрів шихти складає 105кВт.ч × 0,28грн/м3=29,4грн. (де 0,28грн. - вартість 1кВт.ч електроенергії). Таким чином, використання пропонованого пристрою по порівнянню способом підігрівання шихти продуктами газу, в огрудкователі, дозволить економити на одній агломашині 26,1грн. в годину, або 26,1грн.×24 години ×300 раб × доби/рік=187920грн./рік. Витрати на реалізацію завантажувального пристрою не перевищують 7900грн., чиста економія складає 180000грн./рік. Слід зазначити, що 300мм - мінімальна висота шару спікаємій шихти, тому ефективність використання пропонованого пристрою зростає із збільшенням висоти шару. 7 Комп’ютерна верстка О. Рябко 44116 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for charge loading to sintering machine
Автори англійськоюRud Yurii Saveliiovych, Kucher Vasyl Hryhorovych
Назва патенту російськоюУстройство для загрузки шихты на агломерационную машину
Автори російськоюРудь Юрий Савельевич, Кучер Василий Григорьевич
МПК / Мітки
МПК: F27B 21/00
Мітки: пристрій, машину, шихти, агломераційну, завантаження
Код посилання
<a href="https://ua.patents.su/4-44116-pristrijj-dlya-zavantazhennya-shikhti-na-aglomeracijjnu-mashinu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для завантаження шихти на агломераційну машину</a>
Пристрій для завантаження шихти

Номер патенту: 10044
Опубліковано: 17.10.2005
Автори: Шпаковскій Вадім, Клюєв Сергій Петрович, Клюєв Андрій Петрович
Мітки: пристрій, завантаження, шихти
Формула / Реферат:
Пристрій для завантаження шихти, що складається з корпусу (рами), встановленого на візок із колісними парами, маніпулятора, лотка (мульди) для завантаження шихти, виконаного у вигляді прямокутного контейнера без верхньої кришки, приводу маніпулятора, який відрізняється тим, що маніпулятор виконаний у вигляді виштовхувача, що вільно рухається усередині лотка (мульди), привід маніпулятора складається з рейки, прикріпленої до виштовхувача та...
Пристрій для завантаження шихти до шахтної печі
Номер патенту: 39482
Опубліковано: 25.02.2009
Автор: Ковальчук Едуард Якимович
МПК: F27B 1/20, F27D 3/10, C21B 7/20
Мітки: завантаження, пристрій, шихти, шахтної, печі
Формула / Реферат:
1. Пристрій для завантаження шихти до шахтної печі, що складається з завантажувального бункера, який має можливість повороту на різні кути за допомогою поворотного механізму, виконаного у вигляді закріпленого по колу завантажувального бункера зубчастого колеса з електроприводом, розміщеним в бункері конусним затвором з сідлом, підйомно-опускним механізмом, розміщених на опорній плиті, розташованій на зовнішній поверхні склепіння печі, який...
Пристрій підготовки шихти для завантаження до доменної печі
Номер патенту: 74956
Опубліковано: 15.02.2006
Автори: Гриншпун Вадим Федорович, Кузнєцов Олександр Михайлович, Клоцман Юхим Якович
МПК: G01G 19/00, G01G 13/00, C21B 7/20
Мітки: шихти, завантаження, доменної, пристрій, підготовки, печі
Формула / Реферат:
Пристрій підготовки шихти для завантаження до доменної печі, що містить приймальний бункер, грохоти, конвеєр, бункерні ваги з вертикальною перегородкою, яка ділить бункер на два сектори, який відрізняється тим, що вертикальна перегородка проекцією площини нижньої сторони співпадає з межею випускного отвору бункерних вагів.
Спосіб завантаження мідної шихти у відбивну піч
Номер патенту: 5942
Опубліковано: 15.03.2005
Автори: Клюєв Сергій Петрович, Шпаковский Вадим Олександрович
МПК: C22B 15/00
Мітки: відбивну, завантаження, мідної, шихти, піч, спосіб
Формула / Реферат:
1. Спосіб завантаження мідної шихти у відбивну піч, що включає попереднє нагрівання печі до температури 900 - 1000 оС основним пальником, ввімкнутим на повну потужність, і наступне завантаження мідної шихти через завантажувальне вікно, який відрізняється тим, що під час попереднього нагрівання і наступного завантаження мідної шихти піч через фурми постійно продувають стисненим повітрям, при цьому в процесі завантаження мідної шихти та при її...
Пристрій для завантаження шихти на аглострічку
Номер патенту: 79892
Опубліковано: 25.07.2007
Автори: Лозовой Валерій Пантелеймонович, Левченко Валерій Іванович, Мар'яновський Ігор Анатолійович, Білоног Валерій Олексійович, Пєфтіев Євген Ігоревич, Воробйов Олександр Васильович, Поскачей Євген Володимирович, Звягінцев Сергій Іванович, Томаш Олександр Анатолійович, ЗОТОВ Олексій Володимирович, Безверхий Іван В'ячеславович, Деревский Володимир Миколайович
МПК: C22B 1/20, F27B 21/10
Мітки: аглострічку, шихти, пристрій, завантаження
Формула / Реферат:
Пристрій для завантаження шихти на аглострічку, що містить бункер, барабанний живильник і валковий грохот, встановлений з нахилом у бік, протилежний напрямку руху аглострічки, який відрізняється тим, що відстань між валками грохота збільшено у напрямку, протилежному руху аглострічки, із співвідношенням між наступною та попередньою відстанями між поверхнями валків 1,5 - 2,25.
Попередній патент: Комбінований засіб для лікування і профілактики серцево-судинних захворювань
Наступний патент: Спосіб одержання твердих сплавів
Випадковий патент: Капсула, яка містить вміщену в ній рідину, і курильний виріб, який містить згадану капсулу