Спосіб розкрою прокату
Номер патенту: 45778
Опубліковано: 15.09.2005
Автори: Сміяненко Ігор Миколайович, Шеремет Володимир Олександрович, Куваєв Володимир Миколайович
Формула / Реферат
Спосіб розкрою прокату, що включає прогнозування довжини прокату на виході з останньої прокатної кліті, задання кількості штаб, на які розкроюють прокат, порізку прокату на штаби, транспортування й укладання штаб на холодильник, збирання штаб у пакет на виході з холодильника і порізку пакета штаб на пачки прутків мірної довжини, який відрізняється тим, що попередньо задають мірну довжину прутка, визначають кількість мірних довжин і довжину немірного залишку в прокаті, з округленням до більшого і меншого цілого розраховують кількості мірних довжин в штабах шляхом ділення кількості мірних довжин в прокаті на кількість штаб, визначають довжини штаб як суми округлених кількостей мірних довжин у штабах, помножених на мірну довжину, а також довжини немірного залишку в прокаті, поділені на кількість розкроюваних штаб, при цьому визначають кількість штаб з кратністю мірній довжині з округленням до більшого цілого як залишок від цілочисельного ділення кількості мірних довжин у прокаті на кількість мірних довжин у штабі з округленням до меншого цілого, а порізку прокату на штаби ведуть таким чином, щоб кількість штаб з довжиною, кратною мірній довжині з округленням до меншого цілого, дорівнювала різниці кількості штаб, на яку слід розкроїти прокат, і розрахованої кількості штаб, що кратна мірній довжині з округленням до більшого цілого, для рівномірного розподілу мірних довжин і немірного залишку між штабами.
Текст
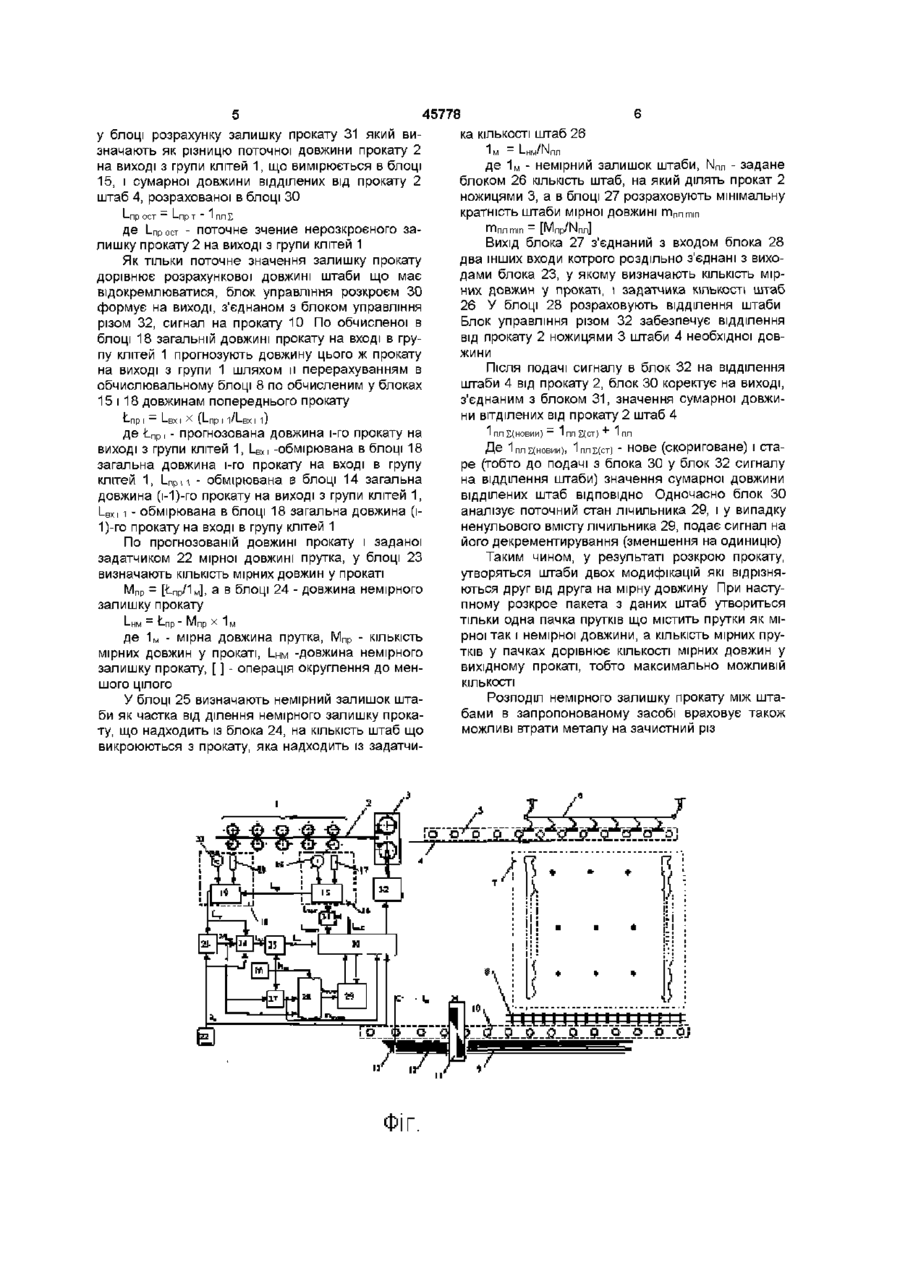
Спосіб розкрою прокату, що включає прогнозування довжини прокату на виході з останньої Винахід відноситься до прокатного виробництва, зокрема, до способів порізки прокату і може бути використаний при управлінні розкроєм дрібносортного прокату для одержання прутків мірної довжини Відомий засіб розкрою прокату, що містить попереднє завдання довжини мірного прутка, прогнозування довжини прокату на виході з останньої прокатної КЛІТІ, послідовне відділення від нього штаб максимально припустимою, обумовленою довжиною холодильника, довжини І кратної мірної довжені прутків, доти, поки довжина прокату, що залишилася, перевищує дві максимально припустимі довжини штаби, а прокат довжиною менше двох максимально припустимих довжин штаби розкроюєтся на дві штаби, причому довжина однієї штаби вибирається кратної мірної довжені прутків, але такий щоб вона не перевищувала максимально припустиму довжину штаби, а довжина іншої штаби - мінімально можливої, але не менше мінімально припустимої, за умовами транспортування й укладки штаб на холодильник, довжини, транспортування, укладку штаб на холодильник, збір штаб у пакет на виході холодильника і порізку пакета штаб на пачки прутків мірної довжини, [с 126 - 129 у кн Автоматизация непрерывних мелкосортных станов /А В Праздников, В С Егоров, С Д Гринберг і ш //М Металлургия, 1995, 216с] Недолік даного способу розкрою складається у великому розкиді довжин штаб що відокремлюються від прокату і, як слідство, довжин штаб у прокатної КЛІТІ, задания КІЛЬКОСТІ штаб, на який розкроюють прокат, порізку прокату на штаби, транспортування й укладання штаб на холодильник, збирання штаб у пакет на виході холодильника і порізку пакета штаб на пачки прутків мірної довжини, який відрізняється тим, що попередньо задають довжину мірного прутка, визначають КІЛЬКІСТЬ мірних довжин прутків в прокаті і немірний залишок, а порізку прокату на штаби ведуть, задаючи довжину штаби, що відокремлюється, з урахуванням рівномірного розподілу мірних довжин і немірного залишку між штабами пакеті, що, у свою чергу, призводить до збільшення числа пачок з прутками як мірної, так і немірної довжини і витрат на наступне сортування таких пачок для відділення прутків маючих немірну довжину Найбільше близьким по технічній суті є спосіб розкрою прокату що містить прогнозування довжини прокату на виході з останньої прокатної КЛІТІ, завдання КІЛЬКОСТІ штаб на який розкроюється прокат, із наступним послідовним відділенням від прокату штаб з довжиною, розрахованої як частка від ділення довжини прокату на КІЛЬКІСТЬ штаб що викроюються, транспортування й укладку штаб на холодильник, збір штаб у пакет на виході холодильника і порізку пакета штаб на пачки прутків мірної довжини [с 67, 76 - 91 у кн Кузьменко А Г Производство мерного проката на непрерывных мелкосортных станах // М Металургія, 1997, 310с] Недоліком цього способу розкрою прокату є збільшена довжина некратного залишку в штабах прокату (тобто довжина залишку який утворюється при розкрої штаби на прутки мірної довжини), що призводить до підвищених втрат мірної продукції В основу винаходу поставлена задача удосконалення способу розкрою прокату, в якому забезпечується зниження втрат мірної продукції шляхом порізки прокату з урахуванням рівномірного розподілу мірних довжин і немірного залишку між штабами що відокремлюються від прокату, за рахунок цього збільшується вихід мірних прутків при 00 ю 45778 штаби 4 Штабу 4 транспортують рольгангом 5 і вкладають скидачем 6 на настил холодильника 7 на якому штаби охолоджуються за час переміщення по холодильнику 7 до пакетувальника 8 Накопичуючи штаби, пакетувальник 8 формує пакет штаб 9, що, по завершенню формування, перекладають на рольганг холодильника 10 Пакет 9 транспортують рольгангом 10 до стаціонарних ножиць, 11 на яких його розкроюють на пачки прутків мірної довжини 12 яка визначається містом положення упору 13 Довжину штаби 4 що відокремлюється від прокату 2 ножицями 3 визначають так Поточну довжину прокату на виході з групи клітей 1 вимірюють у блоці 14, наприклад, шляхом розрахунку у обчислюваному блоці 15 по КІЛЬКОСТІ обертів валків останньої КЛІТІ групи 1 КІЛЬКІСТЬ обертів вимірюють датчиком обертів 16 за поточСукупність істотних ознак дозволяє одержати ний час прокатки в даної КЛІТІ прокату 2 також який технічний результат завдяки іншому визначенню розраховується в блоці 15 по моментах переклюдовжини штаби що відокремлюється, як-то комбічення датчика наявності прокату 17 нації КІЛЬКОСТІ мірних довжин прутків готового прокату і його немірного залишку Характерною рисою Lnp т ~ 7 l x U псл^фпол хДц-ісл ~ даного способу визначення довжини штаби що де І_прт - поточна довжина прокату на виході відокремлюється є те, що сума немірнихзалишків групи клітей 1, DB - діаметр валків останньої КЛІТІ штаб, що відокремлюються від одного прокату, групи 1, (фпсл - кут повороту валків останньої КЛІТІ дорівнює немірному залишку прокату і тим самим групи 1 за час Д^сл минулий з моменту фіксації виключається додаткова втрата мірних прутків при появи прокату датчиком 17 подальшому розкрої даних штаб на прутки мірної Загальну довжину прокату І_пр визначають ВІДдовжини, а рівномірний розподіл мірних довжин і ПОВІДНО часу, який пройшов з моменту фіксації немірного залишку прокату між штабами МІНІМІЗИпояви прокату датчиком 17 до моменту фіксації рує, при подальшому розкрої пакета з даними даним датчиком відсутності прокату штабами на пачки мірної довжини, КІЛЬКІСТЬ пачок, Аналогічно, у блоці 18, визначають поточну що містять прутки як мірної так і немірной довжидовжину прокату на вході в групу 1 шляхом розрани хунку в обчислювальному блоці 19 по КІЛЬКОСТІ На фіг показана одна з можливих схем здійсобертів валків першої КЛІТІ групи 1, які вимірюютьнення запропонованого способу ся датчиком обертів 20, а поточний час прокатки у На фіг подані 1 - група прокатних клітей, 2 даної КЛІТІ прокату 2, який фіксується по датчику прокат, 3 - летючі ножиці, 4 -прокатна штаба, 5 наявності КІЛЬКІСТЬ пПЛтах штаб максимальної крарольганг, 6 - скидач, 7 - холодильник, 8 - пакетуватності мірної довжини що відокремлюються від льник, 9 - пакет штаб, 10 - рольганг холодильника, прокату 11 - стаці онарні ножиці, 12 - пачка прутків мірної Ппл max ~ Ivlnp ' ГП л mm ~ Nrm довжини, 13 - упор, 14 - блок виміру довжини проі заносять у лічильник 29 до початку розкрою кату на виході групи клітей 1 , 1 5 - блок обчислюпрокату 2 ножицями З вання поточної довжини прокату на виході групи Остаточно довжину штаби 4 що відокремлюклітей 1 , 1 6 - датчик обертів останньої КЛІТІ групи ється від прокату 2 обчислюють у блоці управління 1, 17 - датчик наявності прокату в останній КЛІТІ розкроєм ЗО у таким чином групи 1,18- блок прогнозування довжини прокату Після завершення розкрою попереднього і до на виході групи клітей 1 , 1 9 - блок обчислювання початку розкрою нового прокату, на виході блока прогнозованої довжини прокату на виході групи ЗО, сполученого з одним із входів блока розрахунклітей 1, 20 - датчик обертів першої КЛІТІ групи 1, ку залишку прокату 31, встановлюють нульове 21 - датчик наявності прокату в першій КЛІТІ групи значення сумарної довжини відділених від прокату 1, 22 - задатчик мірної довжини прутка, 23 - блок штаб 1ПЛЕ, а в лічильник 29 заноситься КІЛЬКІСТЬ розрахунку кратності прокату мірной довжені, 24 Пплтах штаб максимальної кратності мірної довжиблок розрахунку немірного залишку прокату, 25 ни, що має відокремлюватися від даного прокату блок обчислення немірного залишку штаби, 26 2, розраховану в блоці 28 задатчик КІЛЬКОСТІ ЩО викроюється штаб, 27 - блок Потім розраховують довжину штаби що має обчислення мінімальної кратності штаби мірной відокремлювати штаби таким чином довжині'?, 28 -блок обчислення КІЛЬКОСТІ штаб мак- якщо вміст лічильника 29 не дорівнює нулю, симальної кратності мірной довжині, 29 - лічильто по формулі ник, ЗО - блок управління розкроєм, 31 - блок розрахунку поточного залишку прокату 2 на виході 1 пл ~ 1 н ~ (ГПпл mm "^ >) "^ > нн групи клітей 1, 32 - блок управління різом летючих - якщо вміст лічильника 29 дорівнює нулю, то ножиць З по формулі зберіганні КІЛЬКОСТІ пачок, що містять прутки як мірної, так і немірной довжини Поставлена задача досягається тим, що в способі розкрою прокату, що містить прогнозування довжини прокату на виході з останньої прокатної клеті, завдання КІЛЬКОСТІ штаб, на який розкроюють прокат, порізку прокату на штаби, транспортування й укладку штаб на холодильник, збір штаб у пакет на виході холодильника і порізку пакета штаб на пачки прутків мірної довжини, згідно з винаходом, попередньо задають довжину мірного прутка, визначають КІЛЬКІСТЬ мірних довжин прутків в прокаті і немірний залишок, а порізку прокату на штаби ведуть задаючи довжину штаби що відокремлюється з урахуванням рівномірного розподілу мірних довжин і немірного залишку між штабами B x П х Спосіб реалізується й таким чином В групі прокатних клітей 1 прокатують прокат 2 від якого летючими ножицями 3 відокремлюють 1 пл ~ 1 н ~ х ГПпл mm "^ > нн Розраховану довжину що відокремлюється штаби зрівнюють з поточним значенням нерозкроєного залишку прокату 2 на виході з групи клітей 1 45778 у блоці розрахунку залишку прокату 31 який визначають як різницю поточної довжини прокату 2 на виході з групи клітей 1, що вимірюється в блоці 15, і сумарної довжини відділених від прокату 2 штаб 4, розрахованої в блоці ЗО Lnp ост ~~ Lnp т ' 1 пл z де Lnp ост - поточне зчение нерозкроєного залишку прокату 2 на виході з групи клітей 1 Як тільки поточне значення залишку прокату дорівнює розрахункової довжині штаби що має відокремлюватися, блок управління розкроєм ЗО формує на виході, з'єднаном з блоком управління різом 32, сигнал на прокату 10 По обчисленої в блоці 18 загальній довжині прокату на вході в групу клітей 1 прогнозують довжину цього ж прокату на виході з групи 1 шляхом и перерахуванням в обчислювальному блоці 8 по обчисленим у блоках 15 і 18 довжинам попереднього прокату t-np і = І-вх і х С-пр і 1'LBX І І ) де Lnp і - прогнозована довжина і-го прокату на виході з групи клітей 1, LBXi -обмірювана в блоці 18 загальна довжина і-го прокату на вході в групу клітей 1, L n p ii - обмірювана в блоці 14 загальна довжина (і-1)-го прокату на виході з групи клітей 1, LBXi і - обмірювана в блоці 18 загальна довжина (і1)-го прокату на вході в групу клітей 1 По прогнозованій довжині прокату і заданої задатчиком 22 мірної довжині прутка, у блоці 23 визначають КІЛЬКІСТЬ мірних довжин у прокаті МПр = [Lnp/Ім], а в блоці 24 - довжина немірного залишку прокату L H H ~ t-Пр " IVInp X 1 Н ~ де 1 Н - мірна довжина прутка, М п р - КІЛЬКІСТЬ мірних довжин у прокаті, LHM -довжина немірного залишку прокату, [ ] - операція округлення до меншого цілого У блоці 25 визначають немірнии залишок штаби як частка від ділення немірного залишку прокату, що надходить із блока 24, на КІЛЬКІСТЬ штаб що викроюються з прокату, яка надходить із задатчи ка КІЛЬКОСТІ штаб 26 їм ~ l-HM'Nrin ~ де 1м - немірнии залишок штаби, N m - задане блоком 26 КІЛЬКІСТЬ штаб, на який ділять прокат 2 ножицями 3, а в блоці 27 розраховують мінімальну кратність штаби мірної довжині mnnmin т П л т і п = [Mnp/N m ] Вихід блока 27 з'єднаний з входом блока 28 два інших входи котрого роздільно з'єднані з виходами блока 23, у якому визначають КІЛЬКІСТЬ мірних довжин у прокаті, і задатчика КІЛЬКОСТІ штаб 26 У блоці 28 розраховують відділення штаби Блок управління різом 32 забезпечує відділення від прокату 2 ножицями 3 штаби 4 необхідної довжини Після подачі сигналу в блок 32 на відділення штаби 4 від прокату 2, блок ЗО коректує на виході, з'єднаним з блоком 31, значення сумарної довжини вітділених від прокату 2 штаб 4 1 пл І ( н о в и и ) ~~ 1 пл Е(ст) ~~ > п л * Де ІПЛЕ(НОВИИ), W ( C T ) - нове (скориговане) і ста ре (тобто до подачі з блока ЗО у блок 32 сигналу на відділення штаби) значення сумарної довжини відділених штаб ВІДПОВІДНО Одночасно блок ЗО аналізує поточний стан лічильника 29, і у випадку ненульового вмісту лічильника 29, подає сигнал на його декрементирування (зменшення на одиницю) Таким чином, у результаті розкрою прокату, утворяться штаби двох модифікацій які відрізняються друг від друга на мірну довжину При наступному розкрое пакета з даних штаб утвориться тільки одна пачка прутків що містить прутки як мірної так і немірної довжини, а КІЛЬКІСТЬ мірних прутків у пачках дорівнює КІЛЬКОСТІ мірних довжин у вихідному прокаті, тобто максимально можливій КІЛЬКОСТІ Розподіл немірного залишку прокату між штабами в запропонованому засобі враховує також можливі втрати металу на зачистний різ ШШ.Ш..Ш.Ш.]. Фіг. 45778 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cutting of rolled metal
Автори англійськоюSmiianenko Ihor Mykolaiovych, Sheremet Volodymyr Oleksandrovych
Назва патенту російськоюСпособ раскроя проката
Автори російськоюСмияненко Игорь Николаевич, Шеремет Владимир Александрович
МПК / Мітки
МПК: B21B 38/00
Мітки: спосіб, розкрою, прокату
Код посилання
<a href="https://ua.patents.su/4-45778-sposib-rozkroyu-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб розкрою прокату</a>
Спосіб розкрою сортового прокату
Номер патенту: 43217
Опубліковано: 15.11.2001
Автори: Костюченко Михайло Іванович, Худик Валеріан Тарасович, Шеремет Володимир Олександрович, Дубина Олег Вікторович
МПК: B23D 31/00
Мітки: сортового, прокату, спосіб, розкрою
Формула / Реферат:
1. Спосіб розкрою сортового прокату, то включає розрізання летучими ножицями розкату профілю на штаби, що відповідають довжині холодильника, підрівнювання передніх кінців штаб і розрізання їх пакетів на мірні прутки, який відрізняється тим, що до розрізання розкату на летючих ножицях прогнозують кількість одержаних з нього мірних прутків, по якій визначають оптимальну кратність довжин штаб, після чого усі штаби, окрім останньої, вирізають...
Спосіб одержання прокату мірної довжини

Номер патенту: 44534
Опубліковано: 15.02.2002
Автори: Сокуренко Анатолій Валентинович, Блохін Дмитро Порфирович, Білоус Геннадій Пилипович, Довгаль Петро Григорович, Приходько Євгенія Валер'янівна, Квашин Валерій Миколайович, Худик Валеріан Тарасович, Костюченко Михайло Іванович
МПК: B21B 1/16, B23D 31/00
Мітки: одержання, мірної, спосіб, довжини, прокату
Формула / Реферат:
1. Спосіб одержання прокату мірної довжини, який включає прогнозування кількості одержаних із розкату готового профілю мірних прутків, порізку розкату летючими ножицями на штаби довжиною, кратною довжині мірних прутків, підрівнювання передніх кінців штаб та порізку їх пакетів на мірні прутки, який відрізняється тим, що момент відділення від розкату кратної штаби визначають по числу обертань валків чистової кліті після проходження його...
Спосіб автоматизованого розкрою прокату
Номер патенту: 52438
Опубліковано: 16.12.2002
Автори: Сміяненко Ігор Миколайович, Іцхакін Володлен Давидович, Костюченко Михайло Іванович, Дубина Олег Вікторович, Курочкін Олександр Федорович, Ястреб Микола Миколайович, Бабенко Михайло Антонович, Шеремет Володимир Олександрович, Шуліченко Юрій Констянтинович, Кіба Ігор Васильович, Сокуренко Анатолій Валентинович
Мітки: спосіб, автоматизованого, прокату, розкрою
Формула / Реферат:
Спосіб автоматизованого розкрою прокату, що включає вимір довжини розкату кутом повороту прокатного валка, використання даних, отриманих при прокатці попередніх заготівок, різання розкату летючими ножицями на смуги, кратні мірним, який відрізняється тим, що додатково фіксують вхід у кліть і вихід із кліті торців розкату, а прогноз довжини розкату виконують за формулою , де...
Спосіб формування пакету штаб
Номер патенту: 69608
Опубліковано: 15.09.2004
Автори: Шеремет Володимир Олександрович, Куваєв Володимир Миколайович, Кузьменко Анатолій Григорійович, Сміяненко Ігор Миколайович, Сокуренко Анатолій Валентинович, Бабенко Михайло Антонович
МПК: B21B 39/00, B21B 41/00
Мітки: спосіб, формування, пакету, штаб
Формула / Реферат:
Спосіб формування пакета штаб, який складається з скидання штаб на настил холодильника, транспортування штаб по холодильнику до пристрою, що підрівнює, транспортування штаб на холодильнику від пристрою, що підрівнює, до пакетувальника, набір пакета штаб на пакетувальнику, який відрізняється тим, що попередньо задають мірну довжину прутка і встановлюють на пристрої, що підрівнює, на відстані мірної довжини один від одного ряд перерізів...
Спосіб підрівнювання сортового прокату на холодильнику
Номер патенту: 41588
Опубліковано: 17.09.2001
Автори: Дубина Олег Вікторович, Шеремет Володимир Олександрович, Костюченко Михайло Іванович, Худик Валеріан Тарасович
МПК: B21B 37/72
Мітки: сортового, спосіб, холодильнику, прокату, підрівнювання
Формула / Реферат:
Спосіб підрівнювання сортового прокату на холодильнику, що включає поштучне вкладання штанг, що передаються рейками холодильника на підрівнюючий рольганг з холостими і приводними роликами, введення в зчеплення штанг з приводними роликами, поздовжнє переміщення штанг у напрямку кінця рейкового поля, припинення зцеплення штанг з приводними роликами пси досягненні передніми кінцями штанг заданої відстані до кінця совкового поля і зупинку штанг...
Попередній патент: Високочутливий магніторезистор
Наступний патент: Спосіб розробки газоконденсатного родовища
Випадковий патент: Спосіб отримання комплексу біологічно активних речовин з гепатопротекторною та антиоксидантною активністю