Спосіб формування пакету штаб
Номер патенту: 69608
Опубліковано: 15.09.2004
Автори: Сміяненко Ігор Миколайович, Шеремет Володимир Олександрович, Бабенко Михайло Антонович, Куваєв Володимир Миколайович, Кузьменко Анатолій Григорійович, Сокуренко Анатолій Валентинович
Формула / Реферат
Спосіб формування пакета штаб, який складається з скидання штаб на настил холодильника, транспортування штаб по холодильнику до пристрою, що підрівнює, транспортування штаб на холодильнику від пристрою, що підрівнює, до пакетувальника, набір пакета штаб на пакетувальнику, який відрізняється тим, що попередньо задають мірну довжину прутка і встановлюють на пристрої, що підрівнює, на відстані мірної довжини один від одного ряд перерізів групування торців штаб, оцінюють кратність мірної довжини прутка довжини штаб, що знаходяться на пристрої, який підрівнює, за результатами оцінки вибирають переріз групування торця штаби і транспортують штабу пристроєм, що підрівнює, до сполучення переднього торця штаби з вибраним перерізом групування.
Текст
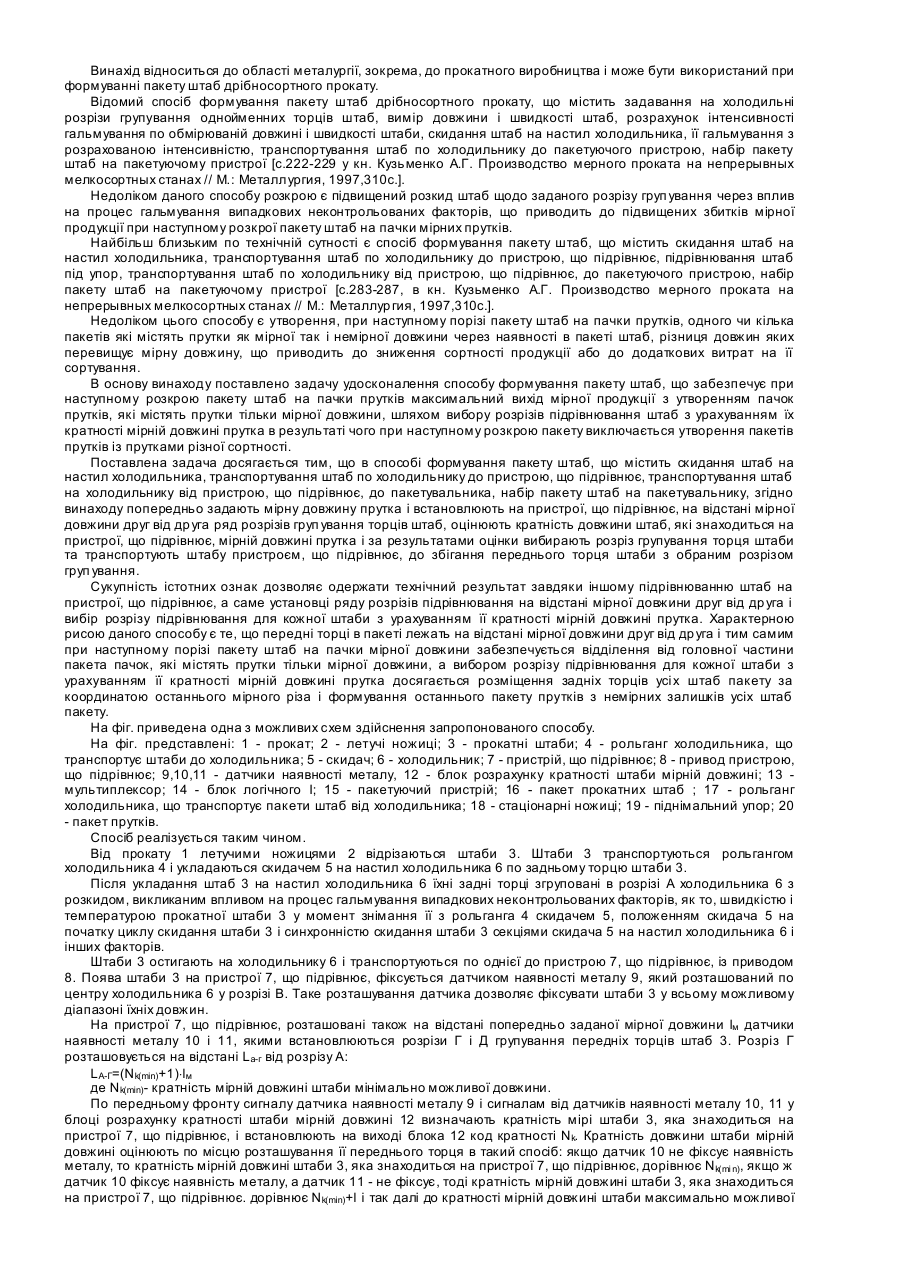
Винахід відноситься до області металургії, зокрема, до прокатного виробництва і може бути використаний при формуванні пакету штаб дрібносортного прокату. Відомий спосіб формування пакету штаб дрібносортного прокату, що містить задавання на холодильні розрізи групування однойменних торців штаб, вимір довжини і швидкості штаб, розрахунок інтенсивності гальмування по обмірюваній довжині і швидкості штаби, скидання штаб на настил холодильника, її гальмування з розрахованою інтенсивністю, транспортування штаб по холодильнику до пакетуючого пристрою, набір пакету штаб на пакетуючому пристрої [с.222-229 у кн. Кузьменко А.Г. Производство мерного проката на непрерывных мелкосортных станах // М.: Металлургия, 1997,310с.]. Недоліком даного способу розкрою є підвищений розкид штаб щодо заданого розрізу груп ування через вплив на процес гальмування випадкових неконтрольованих факторів, що приводить до підвищених збитків мірної продукції при наступному розкрої пакету штаб на пачки мірних прутків. Найбільш близьким по технічній сутності є спосіб формування пакету штаб, що містить скидання штаб на настил холодильника, транспортування штаб по холодильнику до пристрою, що підрівнює, підрівнювання штаб під упор, транспортування штаб по холодильнику від пристрою, що підрівнює, до пакетуючого пристрою, набір пакету штаб на пакетуючому пристрої [с.283-287, в кн. Кузьменко А.Г. Производство мерного проката на непрерывных мелкосортных станах // М.: Металлур гия, 1997,310с.]. Недоліком цього способу є утворення, при наступному порізі пакету штаб на пачки прутків, одного чи кілька пакетів які містять прутки як мірної так і немірної довжини через наявності в пакеті штаб, різниця довжин яких перевищує мірну довжину, що приводить до зниження сортності продукції або до додаткових витрат на її сортування. В основу винаходу поставлено задачу удосконалення способу формування пакету штаб, що забезпечує при наступному розкрою пакету штаб на пачки прутків максимальний вихід мірної продукції з утворенням пачок прутків, які містять прутки тільки мірної довжини, шляхом вибору розрізів підрівнювання штаб з урахуванням їх кратності мірній довжині прутка в результаті чого при наступному розкрою пакету виключається утворення пакетів прутків із прутками різної сортності. Поставлена задача досягається тим, що в способі формування пакету штаб, що містить скидання штаб на настил холодильника, транспортування штаб по холодильнику до пристрою, що підрівнює, транспортування штаб на холодильнику від пристрою, що підрівнює, до пакетувальника, набір пакету штаб на пакетувальнику, згідно винаходу попередньо задають мірну довжину прутка і встановлюють на пристрої, що підрівнює, на відстані мірної довжини друг від др уга ряд розрізів груп ування торців штаб, оцінюють кратність довжини штаб, які знаходиться на пристрої, що підрівнює, мірній довжині прутка і за результатами оцінки вибирають розріз групування торця штаби та транспортують штабу пристроєм, що підрівнює, до збігання переднього торця штаби з обраним розрізом груп ування. Сукупність істотних ознак дозволяє одержати технічний результат завдяки іншому підрівнюванню штаб на пристрої, що підрівнює, а саме установці ряду розрізів підрівнювання на відстані мірної довжини друг від др уга і вибір розрізу підрівнювання для кожної штаби з урахуванням її кратності мірній довжині прутка. Характерною рисою даного способу є те, що передні торці в пакеті лежать на відстані мірної довжини друг від др уга і тим самим при наступному порізі пакету штаб на пачки мірної довжини забезпечується відділення від головної частини пакета пачок, які містять прутки тільки мірної довжини, а вибором розрізу підрівнювання для кожної штаби з урахуванням її кратності мірній довжині прутка досягається розміщення задніх торців усі х штаб пакету за координатою останнього мірного різа і формування останнього пакету прутків з немірних залишків усіх штаб пакету. На фіг. приведена одна з можливих схем здійснення запропонованого способу. На фіг. представлені: 1 - прокат; 2 - летучі ножиці; 3 - прокатні штаби; 4 - рольганг холодильника, що транспортує штаби до холодильника; 5 - скидач; 6 - холодильник; 7 - пристрій, що підрівнює; 8 - привод пристрою, що підрівнює; 9,10,11 - датчики наявності металу, 12 - блок розрахунку кратності штаби мірній довжині; 13 мультиплексор; 14 - блок логічного І; 15 - пакетуючий пристрій; 16 - пакет прокатних штаб ; 17 - рольганг холодильника, що транспортує пакети штаб від холодильника; 18 - стаціонарні ножиці; 19 - піднімальний упор; 20 - пакет прутків. Спосіб реалізується таким чином. Від прокату 1 летучими ножицями 2 відрізаються штаби 3. Штаби 3 транспортуються рольгангом холодильника 4 і укладаються скидачем 5 на настил холодильника 6 по задньому торцю штаби 3. Після укладання штаб 3 на настил холодильника 6 їхні задні торці згруповані в розрізі А холодильника 6 з розкидом, викликаним впливом на процес гальмування випадкових неконтрольованих факторів, як то, швидкістю і температурою прокатної штаби 3 у момент знімання її з рольганга 4 скидачем 5, положенням скидача 5 на початку циклу скидання штаби 3 і синхронністю скидання штаби 3 секціями скидача 5 на настил холодильника 6 і інших факторів. Штаби 3 остигають на холодильнику 6 і транспортуються по однієї до пристрою 7, що підрівнює, із приводом 8. Поява штаби 3 на пристрої 7, що підрівнює, фіксується датчиком наявності металу 9, який розташований по центру холодильника 6 у розрізі В. Таке розташування датчика дозволяє фіксувати штаби 3 у всьому можливому діапазоні їхніх довжин. На пристрої 7, що підрівнює, розташовані також на відстані попередньо заданої мірної довжини lм датчики наявності металу 10 і 11, якими встановлюються розрізи Г і Д групування передніх торців штаб 3. Розріз Г розташовується на відстані La-г від розрізу А: LА-Г=(Nk(min)+1)×lм де Nk(min)- кратність мірній довжині штаби мінімально можливої довжини. По передньому фронту сигналу датчика наявності металу 9 і сигналам від датчиків наявності металу 10, 11 у блоці розрахунку кратності штаби мірній довжині 12 визначають кратність мірі штаби 3, яка знаходиться на пристрої 7, що підрівнює, і встановлюють на виході блока 12 код кратності Nk. Кратність довжини штаби мірній довжині оцінюють по місцю розташування її переднього торця в такий спосіб: якщо датчик 10 не фіксує наявність металу, то кратність мірній довжині штаби 3, яка знаходиться на пристрої 7, що підрівнює, дорівнює N k(mi n), якщо ж датчик 10 фіксує наявність металу, а датчик 11 - не фіксує, тоді кратність мірній довжині штаби 3, яка знаходиться на пристрої 7, що підрівнює. дорівнює Nk(min)+l і так далі до кратності мірній довжині штаби максимально можливої довжини (на фіг. приведений приклад, коли кратності мірній довжині штаб мінімально і максимально можливих довжин відрізняються на одиницю, тобто ряд розрізів групування торців штаб складається тільки з двох розрізів ГІД). Сигнал коду кратності Nk з ви ходу блоку розрахунку кратності штаби мірній довжині 12 надходить на керуючий вхід мультиплексора 13, з'єднуючи відповідний вхід з виходом. Таким чином, безпосередньо після фіксації штаби 3 датчиком наявності металу 9 на виході мультиплексора 13 установлюється сигнал датчика наявності металу 10 чи 11 безпосередньо перед яким знаходиться передній торець штаби, тобто дорівнює нулю, та надходить на інверсний вхід блоку логічного І 14. На прямий вхід блоку логічного І 14 надходить сигнал логічної одиниці від датчика наявності металу 9 і на виході блоку логічного І 14 з'являється сигнал логічної одиниці, що включає привід 8 пристрою 7, що підрівнює. Пристрій, що підрівнює, 7 переміщає штабу 3 вперед до відповідного розрізу гр упування штаб (Г або Д). Як тільки передній торець штаби досягне відповідного розрізу групування (Г або Д), спрацює відповідний датчик наявності металу (10 або II), сигнал на виході мультиплексора 13 і на інверсному вході блока логічного І 14 стане дорівнювати логічній одиниці, а на виході блоку логічного І 14 - логічному н улю. Привод 8 пристрою 7, що підрівнює, відключиться, переміщення штаби 3 пристроєм 7, що підрівнює, завершиться. У результаті передній торець штаби 3 буде встановлений у розрізі групування (Г або Д ), що відповідає кратності довжини штаби 3 мірній довжині прутка, а задні торці всіх штаб 3 будуть знаходиться на холодильнику між розрізом А і Б, тобто в межах мірної довжини прутка. По завершенню процесу підрівнювання, штаба 3 транспортується по холодильнику б від пристрою 7, що підрівнює, до пакетуючого пристрою 15, де формується пакет штаб 16. Пакет штаб 16 по рольгангу холодильника 17 транспортується від холодильника 6 до стаціонарних ножиців 18 до піднімального упора 19, установленого на відстані мірної довжини від площини різа стаціонарних ножиців 18. Стаціонарні ножиці 18 послідовно відокремлюють від пакету штаб 16 пачки мірних прутків 20. Оскільки торці штаб 3 у пакеті 16 лежать на відстані мірної довжини друг від др уга, то від передньої ділянки пакету відокремлюються пачки 20, які містять прутки тільки мірної довжини, а вибором розрізу груп ування торців смут по кратності їхньої довжини мірній довжині пругка, досягається розміщення всіх задніх торців штаб пакету в межах мірної довжини за координатою останнього мірного різа, тобто остання пачка 20 пакету 16 містить немірні прутки від усі х штаб 3 пакету 16. Таким чином, формування пакету штаб за пропонованим способом забезпечує при наступному розкрою пакету штаб відділення від пакету пачок, що містять прутки тільки однієї сортності; усі пачки, крім останньої, містять прутки тільки мірної довжини, а остання пачка пакету - прутки тільки немірної довжини.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forming a pallet of strips
Автори англійськоюBabenko Mykhailo Antonovych, Smiianenko Ihor Mykolaiovych, Sokurenko Anatolii Valentynovych, Sheremet Volodymyr Oleksandrovych
Назва патенту російськоюСпособ формирования пакета полос
Автори російськоюБабенко Михаил Антонович, Смияненко Игорь Николаевич, Сокуренко Анатолий Валентинович, Шеремет Владимир Александрович
МПК / Мітки
МПК: B21B 41/00, B21B 39/00
Мітки: пакету, штаб, спосіб, формування
Код посилання
<a href="https://ua.patents.su/2-69608-sposib-formuvannya-paketu-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування пакету штаб</a>
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Телюк Віктор Григорович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Штехно Олег Миколайович, Кудрин Володимир Іванович
МПК: B21B 1/22
Мітки: спосіб, безперервного, прокатування, штаб
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Пристрій для підрівнювання штаб прокату на холодильнику дрібносортового стану
Номер патенту: 31045
Опубліковано: 15.12.2000
Автори: Педь Валерій Вікторович, Нечепоренко Володимир Андрійович, Шеремет Володимир Олександрович, Севернюк Володимир Васильович
МПК: B21B 43/00
Мітки: підрівнювання, стану, холодильнику, дрібносортового, пристрій, штаб, прокату
Текст:
...підрівнювання штаб та забезпечує збільшення виходу прокату. Наявність кінематичного зв'язку МІРНОГО ПРИВОДОМ РУХОМОЇ ПРИСТРОЮ З рейкової системи забезпечує надійну синхронізацію з роботою холодильника, усуває необхідність застосування додаткових електроприводів, підвищує надійність роботи ПРИСТРОЮ в цілому. На приведенному кресленні на Фіг і зображена загальна схема . пристрою для підрівнювання штаб прокату, на Фіг.2 - кінематична схема...
Спосіб стикування кінців штаб при розмотуванні рулонів
Номер патенту: 63059
Опубліковано: 15.01.2004
Автори: Лях Володимир Миколайович, Володін Олександр Валентинович, Гуськов Олександр Миколайович, Мануйленко Валентин Кирилович, Котелевець Юрій Сергійович
МПК: B21C 47/00
Мітки: розмотуванні, рулонів, штаб, стикування, спосіб, кінців
Формула / Реферат:
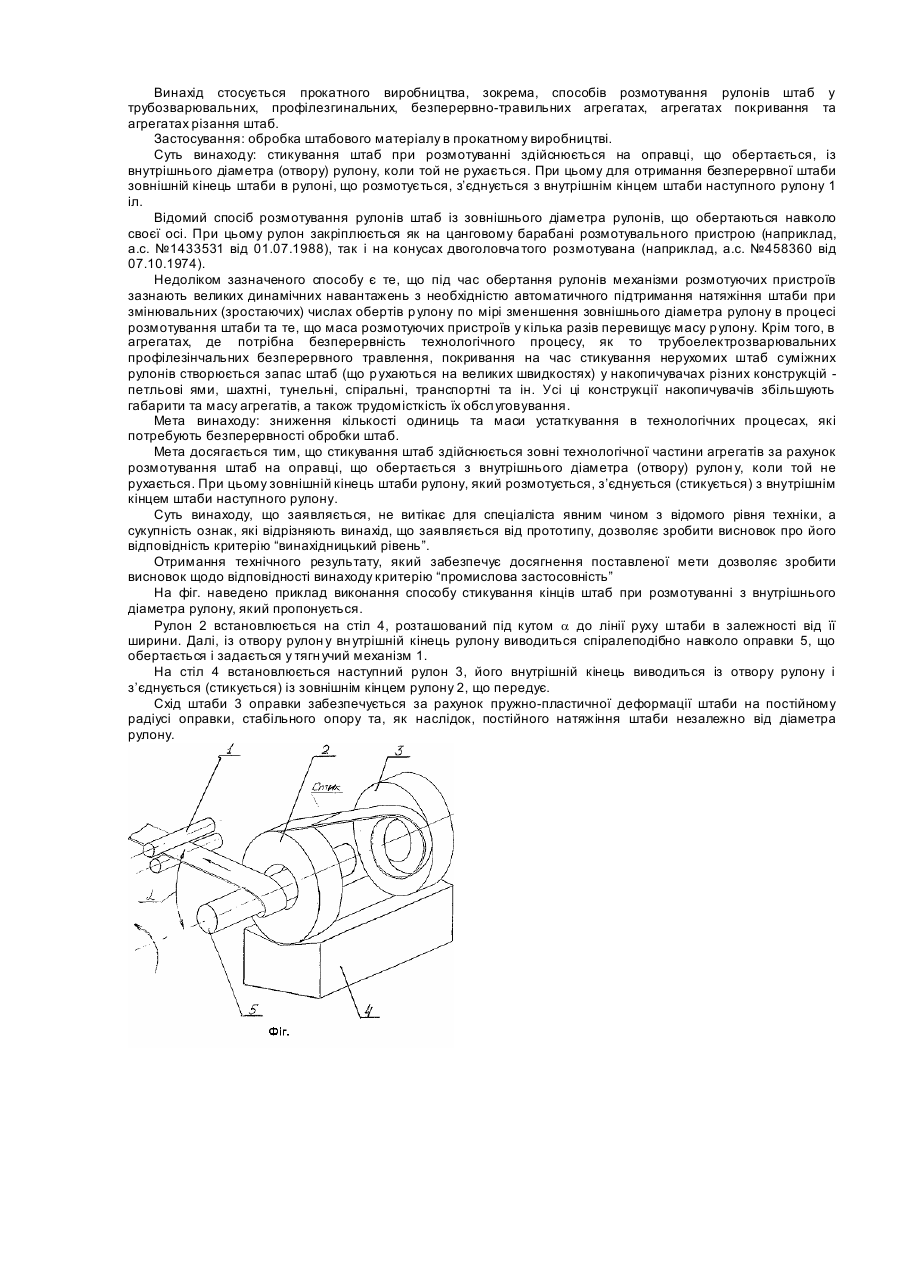
Спосіб стикування кінців штаб при розмотуванні рулонів, що включає послідовне з'єднання кінців штаб з наступним їх подаванням до лінії прокатки, який відрізняється тим, що стикування кінців штаб рулону здійснюється змінно відносно зовнішнього кінця рулону, що стоїть попереду, із внутрішнім кінцем наступного, який встановлюється на стіл з оправкою, що обертається під кутом до лінії прокатки, при цьому внутрішній кінець рулону, що стоїть...
Спосіб визначення температури в осередку деформації при холодному прокатуванні штаб
Номер патенту: 44033
Опубліковано: 15.01.2002
Автори: Человань Михайло Іванович, Грібач Юрій Федорович
МПК: G01K 7/12
Мітки: холодному, осередку, штаб, деформації, прокатуванні, температури, визначення, спосіб
Формула / Реферат:
Спосіб визначення температури в осередку деформації при холодному прокатуванні штаб, що включає розташування датчиків в зоні контролю, який відрізняється тим, що як датчики використовують сплави Вуда з різною температурою плавлення, розташовані в порядку зростання точок плавлення в отворах, виконаних уздовж контрольованої штаби.
Спосіб гарячого прокатування штаб
Номер патенту: 36975
Опубліковано: 16.04.2001
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Качан Олександр Михайлович, Тилик Василь Трохимович, Лівшиц Леонід Аркадійович, Путнокі Олександр Юліусович, Мовшович Вілорд Соломонович, Піховкін Микола Миколайович, Фішкін Ісаак Борисович, Штехно Олег Миколайович, Пінчук Віталій Іосифович, Трофімов Віталій Олександрович, Клочков Володимир Васильович
МПК: B21B 1/22
Мітки: спосіб, гарячого, штаб, прокатування
Текст:
...датчика відповідно до формули: після виходу переднього кінця з останньої кліті чистової гр упи натискні гвинти піднімають у кожній кліті на величини DSі, продовжують процес прокатки у стабілізованому процесі при номінальному розчині валків, а після виходу заднього кінця штаби з останньої кліті чистової групи, натискні гвинти виставляють на величини Sі; для прийому переднього кінця наступної штаби, де h - товщина готової штаби , мм, n -...
Попередній патент: Шахтна трансформаторна підстанція
Наступний патент: Спосіб визначення тривалості процедури електрофорезу органа у хворих на захворювання легень
Випадковий патент: Склад для виготовлення пряника "цикоринка збагачена із начинкою"